Средство для очистки нержавейки после сварки
Обновлено: 01.05.2024
Сегодня мы продолжаем серию статей, в которых рассказываем о решениях сложных задач при обработке металлов, в частности - нержавеющей стали.
Одна из часто встречаемых задач - обработка (а если точнее - осветление, удаление черноты) сварных швов или точек.
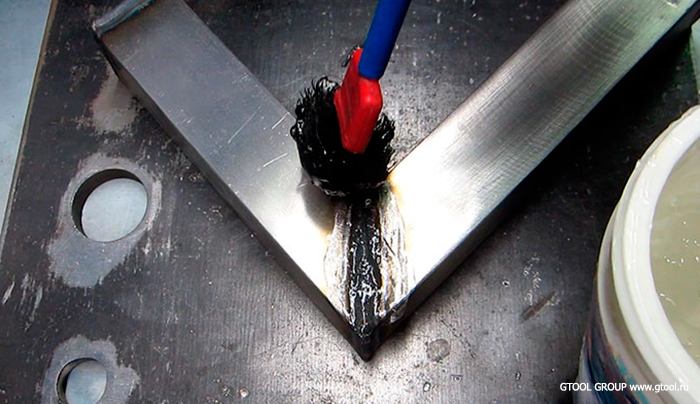
В этот раз мы снова работали у клиента. В этот раз нам нужно было убрать черноту в местах сварки, причем нельзя было снимать усиление сварного шва. Да еще и в некоторые места никак не добраться стандартными инструментами и абразивами.
Удаление черноты - это процесс, с которым сталкиваются многие из наших клиентов. Такая обработка проводится с целью удаления сварочных окисей, слоя металла, обедненного хромом, микрочастиц шлака и других составляющих, которые могут вызвать местную коррозию. Либо обработка может проводится исключительно из эстетических соображений.
И если речь идет об открытых участках, то задача решается довольно просто:
- круги доводочные (SAG5)
- круги зачистные CD
- щетки из нержавеющей проволоки
- в ряде случаев отличным решением является применение Эмульсии Polinox.
В нашем же случае никакие из приведенных выше способов не подходили, так как сам сварной шов находился в таких местах, в которых традиционные материалы и круги не могут достать до мест обработки, а применение Эмульсии Polinox было недопустимо.
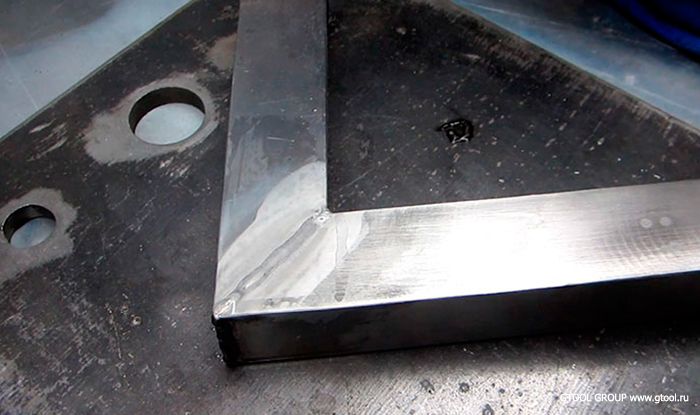
Более того, такой способ соединения - один из самых распространенных при монтаже ограждений из нержавеющей стали.

Схематично это выглядит так.
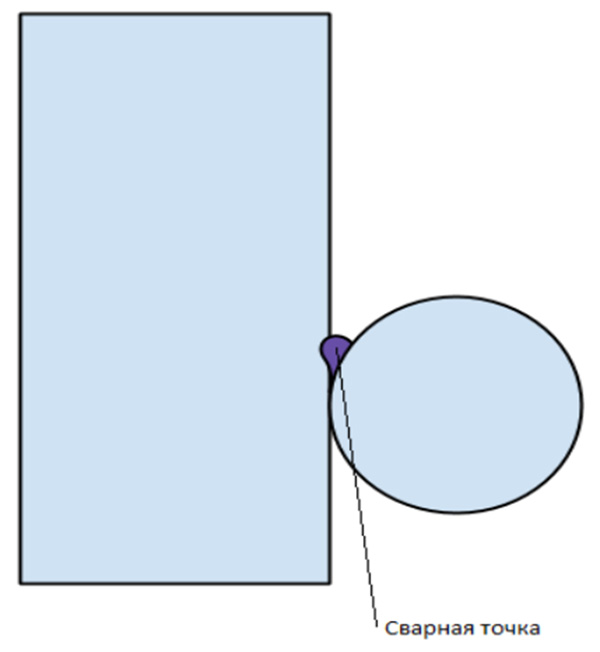
Сварную точку и зону вокруг в данном случае необходимо осветлить на снимая усиления шва.
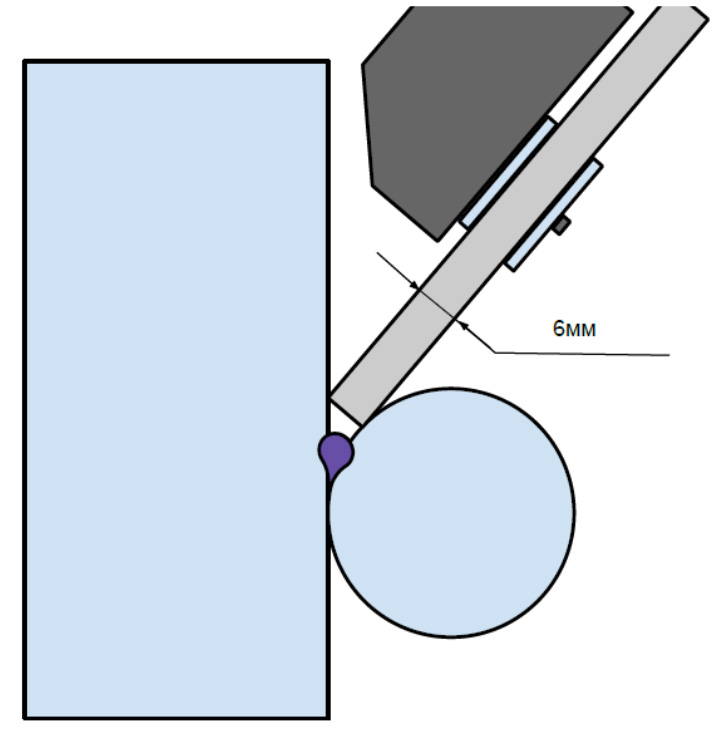
Часто для этой задачи используют доводочные круги SA толщиной 6мм. Но в этом случае данный круг не позволяет полностью обработать данную зону. Либо он не доставал до самого шва, либо шлифовал зону вокруг, а этого как раз таки делать было нельзя!
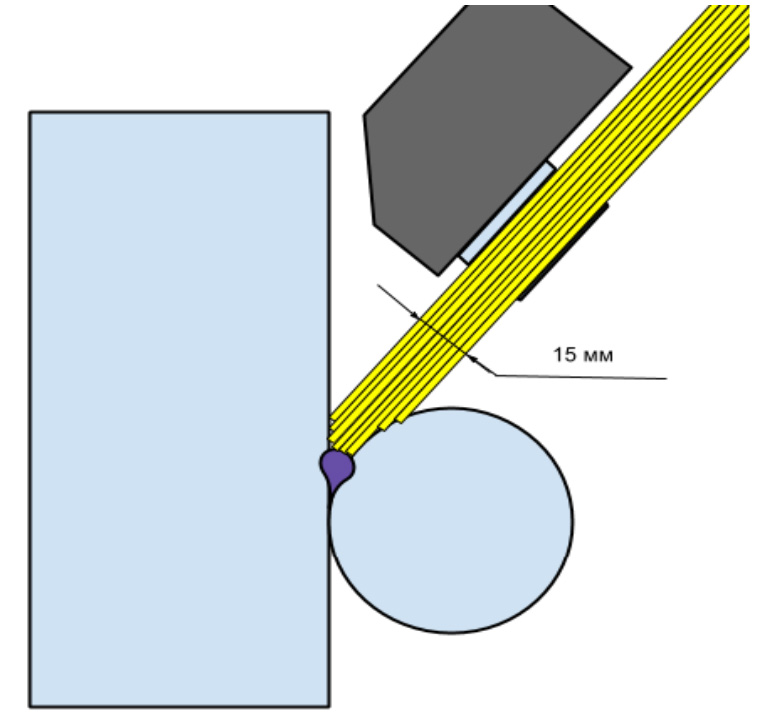
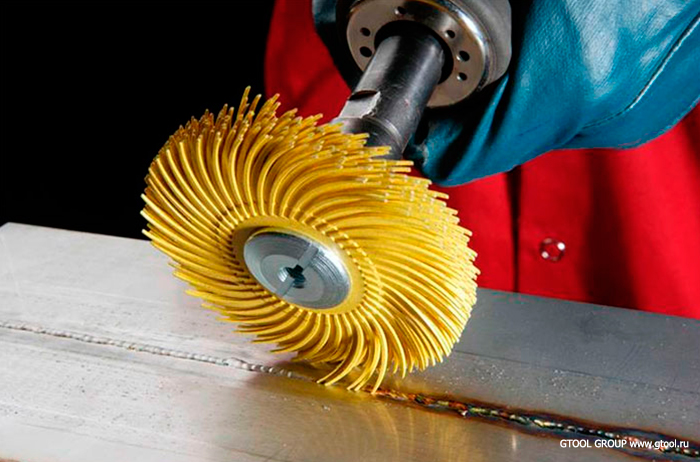
Для решения данной задачи специалисты GTOOL GROUP выбрали лучшее решение на рынке абразивных материалов - радиальные круги и щетки Scotch-Brite™ Bristle от компании 3М.
За счет возможности гибкого применения данных щеток, возможности изменения толщины рабочей части радиальные круги и щетки Scotch-Brite™ Bristle идеально подходят для решения нашей задачи.
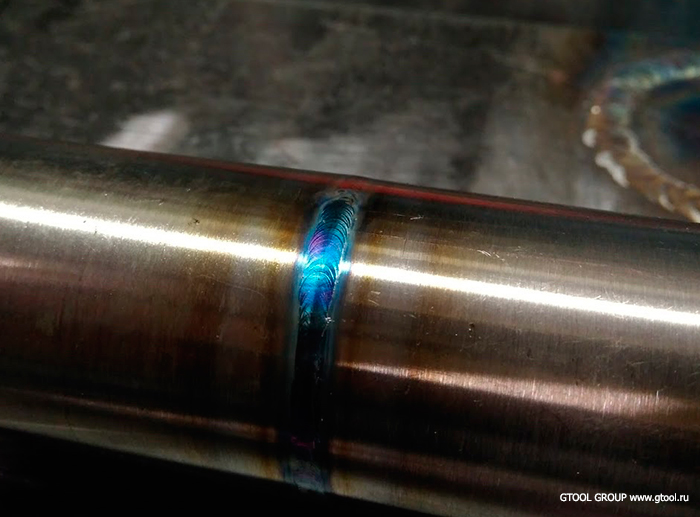
И еще несколько фотографий процесса:

На данном снимке хорошо видно как щетка Bristle принимает форму обрабатываемого изделия, позволяя обработать самые узкие места.

Задача была успешно решена при помощи кругов Scotch-Brite™ Bristle d150 мм.

Важная особенность этих кругов - различная зернистость: от Р80 до Р400.
Так что можно убирать побежалость и черноту практически не нарушая полировку.
Круги ставятся на шлифовальную машину с регулировкой оборотов через специальный переходник - Оправка для щеток Bristle 50025

- оправка зажимает минимум 8 кругов!
- рекомендуемые обороты 2000 - 4000 об/мин
Машинка, которую мы использовали для выполнения данной задачи - FINIMASTER от компании Cibo (Бельгия).

Задача решена!

Но это оказалось еще не все.
В этой же конструкции нашлись места, где и вариант с кругами Bristle 150 мм не подходил. Размер инструмента требовался еще меньше.
Зачистка сварных швов
В основе сварочного процесса лежит формирование неразъёмного соединения между деталями путём их нагрева. После образования расплавленной сварочной ванны происходят структурные изменения в материале. За счёт внешней энергии атомы занимают новое устойчивое положение в кристаллической решетке.
Проведение процедуры сварки сопровождается формированием сварного шва. Если технология была выдержана неверно, то данное место будет прослаблено в конструкции. Качественная зачистка швов после сварки позволяет устранить возможные негативные последствия.
Цели зачистки сварных швов
Зачистка швов относится к обязательной процедуре после окончания сварки. Цели процедуры таковы:
- Из расплавленного металла в шов попадают кусочки шлака, которые ослабляют его. Зачистка сварных участков даёт возможность избавиться от их присутствия.
- Не всегда при сварке поверхность заготовок нагревается равномерно. В результате после окончания процесса в структуре металла появляются остаточные напряжения. Под действием нагрузок это может дать толчок к разрушению конструкции. Специальная обработка швов после сварки позволяет нормализовать внутреннюю структуру металла.
Зачистка сварных швов даёт возможность усилить ослабленные места в изделии, а также повысить сопротивляемость металла к агрессивному влиянию внешней среды.
Способы зачистки сварных швов
Чтобы понять, нужно ли защищать сварные швы, следует обратить внимание на коррозию соединений, которая покрывает металл за короткий период времени. Для правильного выполнения работы специально разработаны нормативные стандарты. Зачистка любых сварных соединений регламентируется ГОСТом.
Иногда возникает вопрос, чем обработать нержавейку после сварки. Данный материал по своей структуре обладает повышенной твёрдостью. Провести зачистку швов после окончания сварочного процесса можно следующими способами:
- механический;
- химический;
- термический;
- электрохимический;
Механический способ зачистки сварных швов
Зачистка сварочных соединений механическим путём после окончания процедуры может проводиться с помощью жёсткой металлической щётки или шлифовальной машинки. Делается это с целью устранения ряда возникающих дефектов.
Работа механическим способом проводится в 3 этапа:
- Очищается территория вокруг проложенного шва;
- Идёт предварительная зачистка шва абразивом с крупными зернами;
- Проводится окончательная шлифовка сварного шва с установкой мелкозернистой насадки.
Оптимальным вариантом является применение инструмента для зачистки сварных швов. К такому оборудованию относится болгарка. Используя этот прибор, появляется возможность качественно зачистить сварной шов заподлицо. Для совершения работы нужно подобрать требуемые шлифовальные круги. Они должны отвечать следующим характеристикам:
- Материалом изготовления должен быть цирконат алюминия. Подобная насадка отличается повышенной прочностью. Зачищенные швы будут смотреться намного аккуратнее.
- С учётом типа работы подбирается определённая зернистость абразива. Тонкая обработка сварных швов осуществляется насадками исключительно с мелкими зёрнами. Чтобы снять окалину, требуются крупнозернистые круги.
Зачистка сварных швов болгаркой может осуществляться лепестковыми насадками. Они выпускаются на бумажной, а также тканевой основе. Последний вариант является более надёжным. Он может выдержать большие нагрузки и прослужить продолжительное время.
Полировка шва нержавейки после механической зачистки
Обработка швов после сварки носит особенный характер. Учитывая декоративность материала, сварочный участок доводится до блеска. Поверхность должна получиться цельной и ровной, чтобы лучше противостоять влиянию внешней среды. После предварительной грубой обработки процесс шлифовки нержавейки имеет следующие этапы:
- Обработка сварочного шва нержавейки ведётся машинкой, на которую установлен диск с вулканитом. Такой материал позволяет придать шву вогнутую форму, мягко воздействия на сталь.
- На полученный профиль шва наносится раствор с алмазными составляющими. Здесь может быть использована паста ГОИ.
- Теперь полировка шва нержавейки ведётся с установленным на аппарат войлочным кругом. Поверхность получается зеркальная без матовых пятен.
Некоторую сложность вызывает обработка металла в угловых стыках и разных труднодоступных местах. Данная проблема касается в первую очередь нержавеющих сталей, где особое внимание обращается на внешний вид изделий.
Обработка углового шва в нержавеющей стали проводится с помощью болгарки. При этом основное внимание уделяется видам существующих насадок. Здесь лучше использовать круги, которые имеют диаметр 150 мм.
Для шлифования нержавейки болгаркой приобретаются насадки 2 видов:
- Круг для грубой очистки EA7 d150;
- Доводочный круг EA5 d150.
В конечном итоге место сварочного шва должно быть доведено до осветления.
Для зачистки сварочных швов в угловых и труднодоступных соединениях можно также использовать круги ЕА5 и ЕА7. Отличительной их особенностью является то, что они обладают мягкостью и эластичностью. Во время обработки сварочных швов нержавеющей стали данные насадки могут прогибаться, что исключает возможность их разрушения.
Химический способ зачистки сварных швов
Для получения сварочного шва высокого качества перед его механической очисткой лучше провести химическую обработку соединения. Это может осуществляться двумя способами, суть которых состоит в следующем:
- Травление.
Обработка сварного стыка ведётся с помощью нанесения на его поверхность химических соединений, основным компонентом которых являются серная и соляная кислоты. Они выглядят как паста или гель. Таким образом, после окончания сварки удаляются все оксидные наросты и цвета побежалости. Из-за большого количества скопления окислов сталь может начать ржаветь. Если деталь имеет сложную фигурную конфигурацию, то для её травления подготавливается специальная ёмкость с кислотой для обработки швов нержавейки. Опущенная туда сваренная заготовка выдерживается определённое количество времени. Период нахождения детали в растворе рассчитывается в зависимости от его концентрации и параметров шва.
Примеры средств для травления:
Травильный гель/спрей SteelGuard InoxClean Spray
Средство для травления методом погружения SteelGuard InoxClean - Пассивация.
Данная операция происходит вслед за окончанием травления. Её целью является восстановление легирующего слоя, который был утрачен после сварки. Чаще всего такой обработке подвергается нержавейка. С этой целью на участок металла наносится защитное покрытие. Им может выступать ASTM B117. Данный раствор препятствует формированию коррозии. Причина состоит в оксидантах. Они при взаимодействии с металлом образуют на его поверхности защитную плёнку. После окончания процесса все реагенты удаляются с помощью воды. Утилизируется отработка щелочью, которая нейтрализует кислоту.
Примеры средств для пассивации:
Пассиватор для нержавеющей стали SteelGuard InoxPass Spray
Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass
Химический способ очень удобен при зачистке угловых сварных швов.
Термический способ зачистки сварных швов
При сварке изделий из тонкого металла зачистка сварочных швов ведётся с применением термообработки. Связано это с тем, что тонкие детали чаще деформируются под воздействием внутренних напряжений.
Из-за их малой толщины происходит быстрый нагрев металла, расположенного вблизи источника тепла. При этом отдалённые участки материала остаются холодными. Такой перепад температур приводит к видоизменениям в кристаллической решётке. Термообработка сварочных швов восстанавливает внутреннюю структуру металла и возвращает ему прежние свойства.
Используемое оборудование для работы методом температурного нагрева бывает следующих видов:
- Индукционное. Это генератор большой частоты и мощности, работающий на переменном токе. В качестве нагревательного элемента используется катушка индуктивности.
- Радиационное. Нагрев ведётся инфракрасным излучением. Образуется оно после нагревания нихромовой проволоки в результате подачи на неё большой силы электрического тока.
- Газовое. Прогрев сварочного шва ведётся в пламени газовой горелки.
Принцип термической обработки сварных соединений заключается в высоком нагреве шва. Диапазон температур может составлять 600-1000 °С. В результате происходит выравнивание структуры шва и прилежащего к нему металла.
Процедура состоит из следующих этапов:
- Сначала нагревается участок детали рядом со швом.
- В течение определённого периода времени изделие выдерживается в нагретом состоянии.
- Конструкция охлаждается.
Данная процедура позволяет восстановить в материале прежнюю прочность и пластичность, сняв внутренние напряжения.
Рассмотрим виды термической обработки сварных швов:

Каждый из этих способов выбирается на основе физико-химических характеристик стали.
Электрохимический способ зачистки сварных швов
Данный метод чаще всего используется для обработки швов нержавейки после сварки. Работа осуществляется с использованием специально подготовленного оборудования. Внимания заслуживает аппарат для зачистки сварных швов SteelGuard 425.

Электрохимическая зачистка сварных швов происходит следующим образом: в небольшой ёмкости подготавливается электролит, и после подачи на оборудование напряжения щётка полностью окунается в электролит и растирает его по сварочному шву.
Во время проведения процедуры электролит воздействует на шов и рядом расположенную поверхность. Кроме удаления цветов побежалости на шве формируется слой, который обеспечивает материалу антикоррозионные свойства – происходит процесс пассивации. При этом поверхность нержавеющей стали сохраняет свой прежний цвет. Обработка проводится с большой скоростью.
После окончания сварочных работ необходимо получить шов, отвечающий структуре основного материала и требованиям ГОСТа. Сделать это можно только на основании его правильной зачистки. В этом случае конструкция будет полноценно работать в предназначенной ей сфере.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Способы очистки сварных швов нержавейки: отличительные особенности методов
Если Вас интересуют услуги очистки сварных швов нержавеющей стали, заполните нижеследующую форму.
Сварка – надежный и популярный способ соединения деталей из металла. У него есть плюсы и минусы, которые могут как улучшить, так и испортить всю проделанную работу. Для снижения вероятности возникновения недостатков, используют разные методы очистки сварных швов на нержавеющей стали.
Цели очистки сварных швов нержавеющей стали
Продукция из нержавейки применяется в разных промышленных и бытовых отраслях. Основным отличием этого материала является высокая корозионностойкость по отношению к обычному металлу. Нержавейка надежна в ежедневном использовании, готовые вещи могут служить долгое время.
Сварка оказывает на соединение деталей из металла гораздо большее влияние, чем кажется. В процессе сварки возникает большое внутреннее напряжение в изготавливаемой детали, из-за чего она становится пластичной и впоследствии может деформироваться. Сварка ухудшает свойства металлов за счет неравномерного нагрева. Это приводит к нарушению кристаллической решетки материала.
Устранение дефектов способно вернуть нержавейке потерянные свойства. Обработка швов после сварки положительно влияет на стойкость к коррозии. Качественное очищение снижает риск возникновения коррозии и ржавчины.
Получить лучшее качество готового изделия можно при правильной обработке швов после сварки. Если технология будет нарушена, то место соединения может потемнеть и даже заржаветь. Соответственно, изделие быстро выйдет из строя.
Сразу после сварки готовые швы получаются темными либо цветными. Цвета побежалости образуются при нагреве и выгорании легирующих элементов с поверхности нержавеющей стали. Поэтому места соединения металла необходимо правильно обработать. Эстетичный товарный вид - цель процедуры очистки шва.
Способы очистки сварных швов нержавейки
Обработка сварочных швов – трудоемкий процесс, который требует специальных навыков от специалиста, а также применения профессиональных инструментов.
Для начала определитесь со способом очистки швов. Существует несколько способов обработки сварочных швов. Они отличаются между собой технологией зачистки, стоимостью и безопасностью. Нельзя сказать, какой из них лучше или хуже, ведь у каждого метода есть свои преимущества и недостатки. Каждый из способов полезен по-своему. Нередко бывает так, что способы обработки сварочных швов комбинируются.
Перед вами сравнительная таблица плюсов и минусов основных способов очистки сварных швов нержавеющей стали.

Рассмотрим подробнее основные варианты очистки сварных швов на нержавейке.
Механическая/абразивная очистка сварочного шва
Простой и бюджетный вариант абразивной чистки – ручной способ. Его делают при помощи проволочной щетки, шлифовальных кругов. Не является лучшим методом, ведь на его проведение уходит много времени, особенно если стоит задача полировки поверхности.
Гораздо проще и удобнее произвести чистку при помощи профессионального оборудования: переносного полировочного станка или болгарки.
Оборудование для зачистки швов после сварки на нержавейке
От выбора техники, инструментов и расходных материалов зависит многое. Правильно подобранное оборудование позволит добиться максимально качественного результата.
Выбирая шлифовальную технику, обращайте внимание на мощность аппарата, ведь от нее будет зависеть скорость очистки сварных швов на изделии от последствий сварки. Только после этого учитывайте показатели потребления электроэнергии.
Шлифовальное оборудование может быть переносным и стационарным. Оно предназначено для устранения дефектов после сварки. При выборе устройств для обработки металлических поверхностей учитывайте объем выпускаемой продукции и непосредственно размер изготавливаемых деталей.
Обратите внимание! Для качественной обработки болгарку следует оснастить лепестковой шлифовальной насадкой или абразивным кругом. Хотите получить лучший результат? Тогда используйте тканевую основу для лепестка с покрытием из цирконата алюминия. Использование тканевых насадок снижает возможность появления коррозии и ржавчины на сварочных швах.
Абразивная зачистка мест соединения металла позволяет избавиться от окалин, окислов, заусенцев и следов побежалости. Для достижения максимально зеркального блеска на поверхности последовательно меняйте насадки, постепенно уменьшая размер зерна. Во время обработки необходимо очистить всю поверхность, особенно в труднодоступных местах: углы, отверстия, тонкие кромки. Осуществить качественную шлифовку можно при помощи специальных инструментов-борфрезов. Их легко монтировать в прямую шлифовальную машину.
Нарушать этапы по зачистке и шлифованию сварочного шва не рекомендуется. Для качественного результата соблюдайте следующую последовательность:
- Очистка зоны вокруг шва;
- Грубая зачистка;
- Полирование.
Первый этап подразумевает удаление окалин, шлаков и цветов побежалости. Далее структура шва выравнивается вплоть до исчезновения сварочного шва. Завершающим этапом будет полировка сварочного изделия и подготовка к покраске.
Механический способ обработки швов доступен многим, так как не требует применение специальной техники. Многие мастера отдают предпочтение этому способу очистки сварочных швов, ведь он менее энергозатратный.
Лучшим материалом для обработки сварочных швов на нержавеющей стали является цирконат алюминия. У него есть несколько достоинств перед оксидом алюминия: он не вызывает коррозию и является более прочным.
Плюсы и минусы абразивной очистки сварных швов нержавейки
Абразивному методу присущи такие преимущества, как:
- хорошая скорость обработки шва;
- универсальность использования;
- удобство проведения технологии;
- отсутствие необходимости специальной утилизации отходов.
К недостатком метода относят:
- удаление только следов побежалости;
- стоимость оборудования, высокие трудозатраты;
- возможность применении только квалифицированным специалистом;
- отсутствие возможности провести процедуру пассивации нержавейки;
- неоднородную поверхность металла после обработки, необходимость полировки сварного шва.
Химическая очистка сварного шва на нержавейке
Для достижения максимально лучшего результата обработки шва после сварки используют сочетание механического и химического способа очистки.
Химическое воздействие на металл производится в два этапа: травление и пассивация.
Травление сварных швов нержавейки
Подробнее применяемые нами методы травления нержавеющей стали описаны в статье "Травление и пассивация нержавеющей стали".
Первоначальная стадия очистки места сварного соединения и околошовной зоны – травление. Травление способно полностью удалить цвета побежалости и включения с поверхности металла при помощи химических средств с кислотами в составе. Таким методом можно избавиться от участков с побежалостью.
Небольшие швы обрабатываются точечно, то есть средство наносят на то место, где требуется зачистка. Иногда для достижения хорошего результата деталь опускают в раствор полностью и оставляют на несколько часов - используется метод погружения. Время рассчитывается индивидуально для каждой отдельной детали и марки стали.
Пассивация сварных швов нержавеющей стали
Вторым этапом становится пассивация. Ее выполняют после травления для восстановления легирующего слоя на поверхности. Именно этот слой служит основной причиной коррозионной стойкости нержавеющей стали.
Пассивация подразумевает применение химических средств, задача которых состоит в образовании защитной пленки на месте соединения. После пассивации поверхность обладает антикоррозийными свойствами, следовательно, увеличивается надежность готового изделия.
Важно! Применение химических средств подразумевает их полное удаление с поверхности изделия и правильную утилизацию отходов.
Средства для химической очистки сварочных швов
Для правильного проведения травления и пассивации используются средства для зачистки шва, применяющиеся в разных эксплуатационных условиях.
Травильные ванны: предназначены для погружения изделий в раствор с содержанием различных кислот.
Распылительные гели: применяются для обработки больших поверхностей.
Травильные пасты: используются для удаления шлаков, окалин и оксидов.
Важно! Утилизируйте сточные воды после обработки химией. Использование специальных средств подразумевает большое количество кислот и тяжелых металлов в воде. Это может оказывать негативное влияние на окружающую среду и состояние живых организмов. Нейтрализуйте кислоту при помощи щелочи, профильтруйте отходы и утилизируйте в соответствии с нормами российского законодательства.
Плюсы и минусы химической очистки сварных швов нержавеющей стали
К преимуществам данного метода обработки сварных швов можно отнести его эффективность и низкий уровень расходов на приобретение травильных средств. Однако присутствует и ряд серьезных недостатков:
- Химия наносит вред сотруднику и окружающему миру;
- На поверхности детали могут остаться белесые пятна;
- Уходит много времени на обработку детали;
- Отсутствует возможность полировки шва;
- Необходимость проведения дополнительной процедуры пассивации нержавейки;
- Сложная утилизация отходов.
- Обезжиривание с использованием обезжиривателя SteelGuard MultiClean;
- Травление методом погружения (SteelGuard InoxClean) или методом распыления (SteelGuard InoxClean Spray);
- Пассивация методом погружения (SteelGuard InoxPass) или методом распыления (SteelGuard InoxPass Spray).
Электрохимическая очистка сварных швов нержавеющих сталей
Данная процедура позволяет воздействовать не только на шов, но и на околошовную поверхность. Проводится при помощи электрического тока и специально разработанных электролитов, которые и проводят этапы травления, пассивации и полировки.
Благодаря электролиту появляется возможность удалить цвета побежалости. Обработка электрохимическим методом позволяет сохранить внешний вид сварного шва. Если поверхность была зеркальной/матовой/шлифованной, то такой и остается. После проведения процедуры на шве восстанавливается пассивный слой, который впоследствии обеспечивает антикоррозийные свойства.
Применение технологии поможет снизить трудовые затраты сотрудников и не допускает появление дефектов на детали. Внешний вид продукции после полировки остается товарным.
Плюсы и минусы электрохимической очистки сварных швов нержавеющей стали
Электрохимический метод очистки сварных швов является самым эффективным в наше время. На сегодняшний день его преимущества значительно выделяются среди конкурентов.
Его главные достоинства:
- Высокая (мгновенная) скорость очистки;
- Осуществление пассивации нержавейки параллельно очистке сварного шва;
- Низкие трудозатраты;
- Безопасная технология использования;
- Отсутствие необходимости утилизации отходов;
- Полировка сварного шва и тем самым придание изделию товарного вида.
Недостаток у этой технологии только один: высокая стоимость оборудования, которая окупается в течение 6-12 месяцев.
Аппараты для очистки сварных швов SteelGuard
Оборудование SteelGuard – аппараты для электрохимической очистки поверхности металла, качественного процесса травления и пассивации. Считаются универсальными устройствами для использования на средних и крупных предприятиях.
Аппарат Steelguard 685 - это высокопроизводительный аппарат для электрохимической очистки швов после сварки. За счет высокой мощности, аппарат способен выполнять очистку сварных швов со скоростью 2-5 погонных метров в минуту. Выполняемые функции: травление, пассивация, полировка и маркировка. Для очистки не требуются высокотоксичные травильные средства. Обеспечивает сохранение внешнего вида детали.

Аппарат для очистки сварных швов SteelGuard 425 является упрощенной версией SteelGuard 685. Он более мобилен, за счет чего становится более универсальным вариантом.

Увидеть аппарат для электрохимической очистки швов SteelGuard 685 в действии можно в нашем кейсе с производства ОКБ "Гамма":
"Как мы ускорили обработку сварных швов в 3 раза".
Лазерная очистка сварных швов нержавейки
Лазерная шлифовка - бесконтактный метод. Лазер обеспечивает эффективную и чистую область проведения чистки.
Лазерная полировка нержавеющей стали экологична и не подразумевает использование расходных средств. За счет компактности оборудования лазерный инструмент можно перемещать в разные помещения.
Очистка сварных швов лазером производится быстро, однако метод очень дорогостоящий.
Техника безопасности
Перед началом проведения работ по очистке мест соединения сварки на нержавейке необходимо убедиться в готовности рабочего места, спецодежды. Обязательно проверьте оборудование. Приступать к выполнению работ можно только имея все защитные средства, необходимые сварщику.
Периодически сотрудник обязан проходить обучение и инструктажи по соблюдению правил противопожарной безопасности. Информация об инструктажах отображается в рабочем журнале под подпись сотрудника.
Основные требования:
- Во время обработки сварочных швов нельзя отвлекаться;
- В помещении не должно находиться легковоспламеняющихся предметов;
- Эффективная вентиляция;
- Переносить оборудование можно только после отключения электропитания;
- Можно использовать только исправное оборудование;
- Во время проведения химического или электрохимического метода, необходимо обеспечить правильную утилизацию средств.
Контроль над качеством готовых изделий из нержавеющей стали
Правила и нормы проведения всех видов сварки, шлифовки и полировки описаны в ГОСТ. В документе собраны общие требования к проведению такого вида работ и отдельные показатели к изготавливаемым деталям: прочность, выпуклость, вязкость.
Вывод
Хотите получить качественную деталь из нержавейки? Тогда не забудьте произвести заключительный этап по обработке поверхностей металла. Цель обработки поверхности – придать продукту товарный вид. Этот процесс лежит в основе положений ГОСТ и технических документов. Обработка соединений в местах сварки является важным процессом изготовления деталей из нержавейки, позволяющим получить по итогу качественный результат.
Очистка сварочных швов может производиться разными способами. Применение того или иного вида технологии зависит от объема работ, толщины металла и размеров детали. В каждом конкретном случае следует проводить сравнительные испытания и только потом принимать решение в пользу того или иного метода.
Для достижения качественного результата во время обработки сварочных швов, лучше использовать одновременно несколько методов, например, механический и химический, либо применять сразу электрохимический.
Осветлить сварной шов. Миссия выполнима.
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.
Нанесение Polinox на деталь из нержавейки
После этой процедуры шов осветляется и приобретает белый оттенок.
Шов после кислоты Polinox
Подробное описание процедуры здесь.
Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.

Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle
BRISTLE — круг радиальный d75, зерно 80
На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.

Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению, Scotch-BriteTM Bristle не засаливаются.
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.

Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
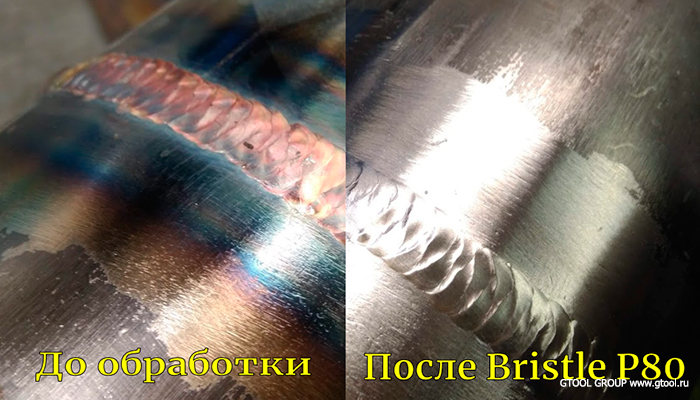
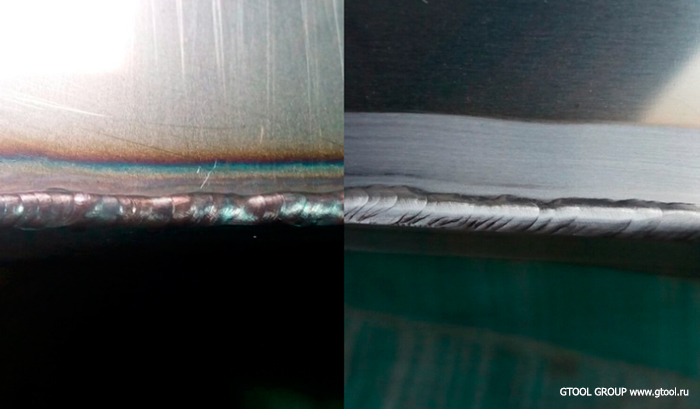
Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки

Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.

Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.

Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
Доводочные круги CIBO.

Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
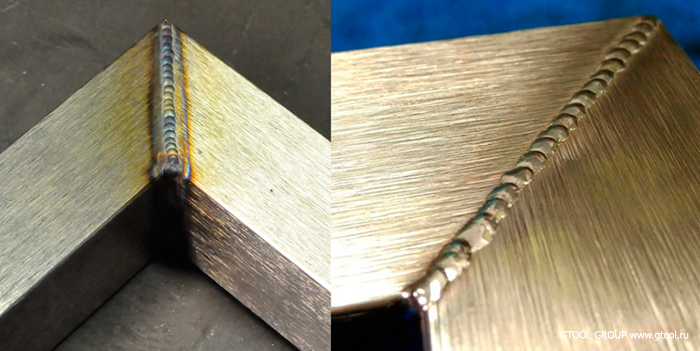
Осветление сварного шва в углу кругами SA5
Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)

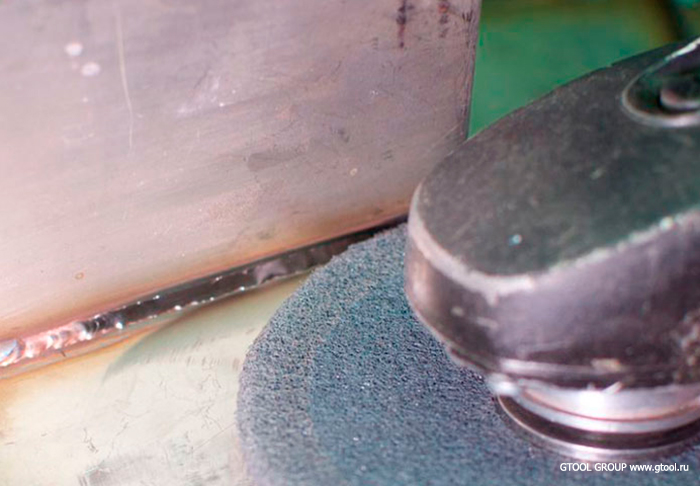
Осветление сварного шва на нерждавейке на плоскости кругами SAG5
Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.

FAG 5

Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.

Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
Сварной шов после FAG5
Круги, валики и головки из нетканых материалов.
Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.

Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite.

Шлифовальные головоки из нетканого материала

Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.

Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN

А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.

Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.

Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла

Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.

В целом получается — скотч-брайт всему голова.

Но есть еще запасной вариант.
Полировальные круги с пастами.
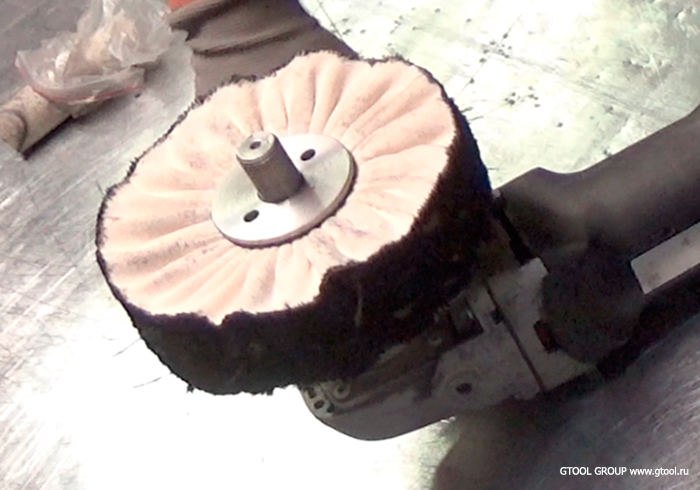
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и спрей 3М.

Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Читайте также: