Стол для сварки ферм
Обновлено: 20.09.2024
Стол для сварочных работ «GRAND» размеры 1000x500x750 мм с 4 регулируемыми по высоте опорами и усиленным каркасом столешницы. Максимальная.
Сварочно-монтажный стол "GRAND". Представляет из себя крупно-узловую конструкцию, включающую столешницу с силовым внутренним каркасом и регулируемые.
Сварочно-монтажный стол «GRAND» размеры 1000x1000x750 мм с 4 регулируемыми по высоте опорами и усиленным каркасом столешницы. Максимальная.
Струбцина 90 градусов 2 шт. Струбцина универсальная 2 шт. Болт быстрозажимной 4 шт. Болт.
Струбцина под 90 градусов 5 шт. Струбцина универсальная 3 шт. Болт позиционирующий 8 шт. Болт быстрозажимной 8 шт. Флекс упор.
Струбцина под 90 градусов 7 шт. Струбцина универсальная 4 шт. Болт позиционирующий 18 шт. Болт быстрозажимной 12 шт. Флекс упор 80 .
Струбцина под 90 градусов 10 шт. Струбцина универсальная 7 шт. Болт позиционирующий 24 шт. Болт быстрозажимной 20 шт. Флекс упор.
Струбцина универсальная 200х200 мм. Предназначена для быстрой и точной фиксации и прижима закрепляемых деталей. С помощью специальных фиксаторов.
Струбцина 90° стандартная, 200х200 мм. Обладает повышенной жесткостью. Предназначена для быстрой и точной фиксации и прижима закрепляемых деталей.
Струбцина быстроприжимная. Предназначена для быстрой и точной фиксации и прижима закрепляемых деталей. Наличие фиксатора на вертикальном стержневом.
Струбцина выравнивающая. Предназначена для быстрой и точной коррекции положения закрепляемых деталей. Наличие фиксаторов на горизонтальном и.
Струбцина быстроприжимная под 45°. Предназначена для быстрой и точной фиксации и прижима закрепляемых деталей. Наличие фиксаторов на горизонтальном и.
Быстродействующий штоковый цилиндр. Предназначен для позиционирования или прижима закрепляемых деталей с одновременным сокращением времени прижима.
Болт позиционирующий. Служит направляющим элементом при фиксации угольников, закрепленных с помощью только одного быстрозажимного болта, и заменяет.
Болт быстрозажимной. Предназначен для быстрой фиксации приспособлений на сварочном столе. Фиксация болта осуществляется расходящимися в стороны.
Болт с потайной головкой. Предназначен для быстрой и незаметной фиксации приспособлений на сварочном столе. Фиксация болта осуществляется.
Флекс упор 80. Предназначен для точного позиционирования закрепляемой детали на столешнице сварочного стола. Благодаря продольному сквозному пазу с.
Флекс упор 110. Предназначен для точного позиционирования закрепляемой детали на столешнице сварочного стола. Благодаря продольному сквозному пазу с.
Упор 100х40 тип Б. Предназначен для точного позиционирования закрепляемой детали или приспособления на столешнице сварочного стола. Может быть.
Упор 125х40. Предназначен для точного позиционирования закрепляемой детали или приспособления на столешнице сварочного стола. Благодаря продольному.
Упор 175х40. Предназначен для увеличения рабочей поверхности и точного позиционирования закрепляемой детали или приспособления на столешнице.
Упор 250х40. Предназначен для увеличения рабочей поверхности и точного позиционирования закрепляемой детали или приспособления на столешнице.
Эксцентрик 50. Упор отлично подходит для точной подгонки элементов. Упор компактен и легко поворачиваются без отрыва от плоскости столешницы. Удобен.
Эксцентрик 75. Упор отлично подходит для точной подгонки элементов. Упор компактен и легко поворачиваются без отрыва от плоскости столешницы. Удобен.
Горизонтальный угол 100х100. Предназначен для точного позиционирования закрепляемой детали или приспособления на столешнице сварочного стола. Удобен.
Горизонтальный угол 150х125. Предназначен для увеличения рабочей поверхности и точного позиционирования закрепляемой детали или приспособления на.
Горизонтальный угол 275х275. Предназначен для увеличения рабочей поверхности и точного позиционирования закрепляемой детали или приспособления на.
Вертикальный угол 40х40. Предназначен для закрепления и упора значительных по массе закрепляемых деталей и приспособлений. Исполнение из.
Вертикальный угол 90х25. Предназначен для закрепления или упора значительных по массе закрепляемых деталей и приспособлений. Продольный сквозной паз.
Вертикальный угол 90х40. Предназначен для закрепления или упора значительных по массе закрепляемых деталей и приспособлений. Возможно крепление к.
Вертикальный угол 90х90 – ОО Предназначен для закрепления и упора деталей и приспособлений. Наличие расположенных под углом 90 град. монтажных.
Вертикальный угол 90х90 – ОС. Предназначен для закрепления деталей и приспособлений. Возможно крепление к другим угловым приспособлениям для.
Вертикальный угол 90х90 – СС. Предназначен для закрепления деталей и приспособлений. Возможно крепление к другим угловым приспособлениям для.
Вертикальный угол 100. Предназначен для закрепления деталей и приспособлений. Возможно крепление к другим угловым приспособлениям для формирования.
Вертикальный угол 140х90. Предназначен для закрепления деталей и приспособлений. Возможно крепление к другим угловым приспособлениям для формирования.
Вертикальный угол 350х150. Предназначен для формирования дополнительных рабочих поверхностей, размещения и упора струбцин или иной оснастки, а также.
Вертикальный угол 400х150. Предназначен для формирования дополнительных рабочих поверхностей, размещения и упора струбцин или иной оснастки, а также.
Угловой модуль. Служит базовым опорным и установочным элементом для оснастки, предназначенной для увеличения рабочего пространства сварочных столов.
Блок расширения 200х100 мм. Предназначен для увеличения рабочих поверхностей сварочного стола, как в горизонтальной, так и в вертикальной плоскостях.
Блок расширения 300х100 мм. Предназначен для увеличения рабочих поверхностей сварочного стола, как в горизонтальной, так и в вертикальной плоскостях.
Блок расширения 500х100 мм. Предназначен для увеличения рабочих поверхностей сварочного стола, как в горизонтальной, так и в вертикальной плоскостях.
Блок расширения 1000х100 мм. Предназначен для увеличения рабочих поверхностей сварочного стола, как в горизонтальной, так и в вертикальной плоскостях.
Описание Каркас (рама) «Скрин К-1» служит для крепления и эксплуатации сварочных штор и экранов из любых огнезащитных материалов. Предназначен для.
Описание Сварочная ПВХ штора «Скрин ШС-1» 1400×1800 (ш×в) для защиты рабочих всех специальностей от опасных производственных факторов.
Описание Производственные площади, где проводятся сварочные работы, должны быть надежно защищены от излучения сварочной дуги. Но не только сварочная.
Описание Подставка под кабель «Ампер ПК-2» с ложементом - специальное приспособление для удержания сварочных кабелей в определенном положении.
Описание Стул поворотный сварочный в специальной огнезащитной ткани Флеймнорм БО (Vat Navy(Т.синий)-АТ-150). Стул сварщика «Ампер С-2» разработан и.
Описание Табурет сварщика-монтажника «Ампер ТМ-2» арт. 0217-02 используют для работы в положении сидя на нестационарных сварочных участках и на.
Описание Табурет сварщика «Ампер Т-2» имеет небольшой вес и малые габариты. Табурет предназначен для использования на производстве в условиях.
Описание Табурет сварщика «Ампер ТП-2» используется для комплектации стационарных и нестационарных сварочных постов. Табурет сварщика «Ампер ТП-2».
Описание Кресло поворотное сварочное со специальным огнестойким полимерным сидением «Ампер СК-1». В комплект «Ампер СК-1» входит: 1. Прочный.
Описание Создана для работы в положении сидя и стоя. Подставка для руки «Ампер ПР-1» необходима для уменьшения статической нагрузки на руки сварщика.
Описание Стойка для потушенных горелок «АмперС® ПГ-1» предназначена для подвеса потушенных сварочных горелок и резаков во время перерывов в работе.
Металлическая мебель «Верстакофф ®»: объекты, оборудованные нашими изделиями
Нам доверяют







Пластиковые контейнеры, перфорированные панели, крючки и держатели.

























































Принимаются кары Visa, MasterCard, МИР, JCB.
Заполнив форму, Вы можете сказать спасибо, написать жалобу или оставить совет
Сборочно-сварочные столы System16 - функциональность и надежность
Компания «ВТ-Металл» разрабатывает и собирает столы для сварки и сборки деталей. Кроме того, мы выпускаем всю необходимую оснастку к ним.
Мы предлагаем оборудование, подходящее как для серийного производства, так и для небольшой мастерской, где создаются штучные изделия.
При этом наши сварочно-монтажные столы используются и в строительстве, и в металлообработке, и в автомобилестроении – словом, там, где важна надежность результата, скорость и точность работ. Ведь разнообразие сварочной оснастки к столам позволяет создавать любые, даже самые сложные конструкции.
А наш гибкий и нестандартный подход в сочетании с опытом в производстве такого оборудования позволяет предлагать лучшие решения на сегодняшний день.









Цены на типовые размеры столов
| Размер стола | Наименование | Стоимость |
|---|---|---|
| Сварочно-монтажный стол СМС - 500х1000 | smsg-10051016 | 46 500 руб. |
| Сварочно-монтажный стол СМС - 800х1200 | smsg-12081016 | 82 000 руб. |
| Сварочно-монтажный стол СМС - 1000х1000 | smsg-10101016 | 85 000 руб. |
| Сварочно-монтажный стол СМС - 1200х1200 | smsg-12121016 | 119 000 руб. |
| Сварочно-монтажный стол СМС - 1500х1000 | smsg-15101016 | 123 500 руб. |
| Сварочно-монтажный стол СМС - 1500х1500 | smsg-15151016 | 181 250 руб. |
| Сварочно-монтажный стол СМС - 2000х1000 | smsg-20101016 | 162 000 руб. |
| Сварочно-монтажный стол СМС - 2400х1200 | smsg-24121016 | 240 000 руб. |
| Сварочно-монтажный стол СМС - 3000х1500 | smsg-30151016 | 358 500 руб. |
| Набор №1 "Начальный" 18 предметов | n1-0101816 | 36 936 руб. |
| Набор №2 "Базовый" 49 предметов | n1-0104916 | 93 062 руб. |
| Набор №3 "Стандартный" 84 предметов | n1-0108416 | 164 266 руб. |
| Набор №4 "Профессиональный" 117 предметов | n1-0111716 | 262 266 руб. |
Если вы не нашли приемлемый для вас размер стола, мы изготовим его на заказ. Производим сварочно-монтажные столы от 1000х500 до 3900х1900.
Как сделать сварочный стол

Как сделать сварочный стол, чтобы он был не только прочным, но и максимально функциональным, удобным, отвечал требованиям безопасности? В первую очередь необходимо понять, какие типы сварочных работ вы будете выполнять. Для самых простых операций подойдет базовая конструкция – четыре стойки и столешница. Для более сложных работ нужно будет изготовить поворотный стол.
После того как определились с выбором конструкции, приступайте к проектированию. Без подробного чертежа, в котором будут учтены все ваши задумки, рассчитан необходимый материал и инструментарий, ничего путного не выйдет. Подробнее об этапах конструирования и самостоятельного изготовления сварочного стола вы узнаете из нашего материала.
Стандарты изготовления сварочных столов

Если вы хотите своими руками сделать максимально удобный сварочный стол, то при разработке проекта следует заострить внимание не только на его практичности, но и на безопасности оборудования, установленного на нем. Это важно, поскольку для работы последнего необходима большая сила тока.
Требования, которым должен соответствовать сварочный стол, следует изучить заранее:
- Оснащение вытяжкой. С ее помощью от сварочного стола отводится не только пыль, но и вредные, опасные для здоровья испарения. Эффективность вытяжного оборудования увеличивается, если дополнительно установить раструб.
- Воздушные нагнетатели и место их установки. Лучше всего расположить их в торцевой части сварочного стола.
- Окантовка стола медью. Такое решение дает возможность использовать край стола для отбивания шлака, который образуется во время сварки.
- Монтаж удобного и качественного освещения рабочей зоны. Напряжение, равное 36 вольт, является максимальным для ламп. Схема подачи электрического тока на светильники должна включать понижающий трансформатор.
- Установка блока управления питанием. Специалист должен иметь возможность быстро обесточить стол при необходимости (при аварии и прочих экстренных ситуациях).
- Обеспечение конструкции поворотными кассетами. Такие поворотные ящики отлично подходят для того, чтобы хранить в них наиболее часто используемые устройства: от электродов до стальных щеток.
- Место хранения оборудования. Это ящики, в которых удобно складировать редко используемые инструменты и оснастку.
- Крепеж для заземления.
Помимо вышеперечисленного, сварочный стол можно сделать более удобным с помощью устройства опускания и подъема рабочей поверхности, фиксатора для ножек стола (к примеру, болты для прикручивания конструкции к полу).
Минимальная площадь сварочного стола – от 0,8 до 1 м 2 , причем длина и ширина столешницы должны быть примерно одинаковыми. Наиболее удобная высота конструкции – от 70 до 100 см в зависимости от планируемых работ. Регулируемая по высоте столешница поможет расширить номенклатуру выполняемых работ.
Какой сварочный стол можно сделать своими руками

Домашние условия позволяют сделать стол для сварочных работ следующих видов:
- простой;
- имеющий поворотный механизм;
- полупрофессиональный.
При нечастом использовании сварочного стола идеально подойдет простой вариант оснащения. Преимущества такого рабочего места:
- легкая сборка;
- удобство работы;
- минимум инструментов, необходимых для работы;
- надежность конструкции.
Основой простого сварочного стола является жесткая рама, сваренная из металлических уголков и стальных стоек (4 шт.). Сверху устанавливается столешница, снабженная кронштейнами для крепления сварочного привода. Дополнительно стол можно оснастить крепежом для бака с водой и полкой для размещения ручного инструмента.

Модели полупрофессиональных самодельных столов отличает более прочная конструкция и большая эффективность. Их преимущества:
- оснащение вентиляционным оборудованием;
- наличие добавочных креплений для сверлильного, а также фрезеровочного устройства;
- есть поворотное устройство стола;
- эргономичность конструкции;
- наличие крепежа для тисков (слесарных быстросъемных);
- освещение рабочего места;
- крепление стола к полу посредством анкеров.
Подвижная рабочая конструкция полупрофессионального стола дает возможность мастерам делать швы, не переходя с одного места на другое по периметру стола, без потери драгоценного времени.

Помимо этого, снабжение полупрофессиональных столов вентиляционными системами позволяет работать с токсичными припоями или материалами без опасности отравления работника.
Рекомендуем статьи по металлообработке
Следует помнить, что запрещено изготовление столов для сварки из горючих материалов или таких, что выделяют при горении токсичные вещества.
Проектирование и материалы для сварочного стола
В домашних условиях довольно сложно сконструировать сварочное рабочее место, так как информации для этого в Сети слишком мало, а те столы, что можно найти в продаже, имеют слишком сложную конструкцию для их самостоятельного воспроизведения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Наилучшим вариантом будет изготовление самого простого сварочного стола и последующая его доработка при необходимости.

В ходе проектирования сварочного стола обратите внимание на следующие рекомендации:
- Лучше не использовать колесики. Эти достаточно непрочные подвижные элементы могут негативно сказаться на устойчивости всей конструкции стола.
- Для крепления струбцин необходимо выполнить неглубокие (менее 30 мм) продольные прорези.
- Чтобы увеличить высоту и площадь столешницы, надо установить подъемные боковины.
- Для сохранения инвентаря, который хранится в столе, от искр и окалин, лучше установить наклонную пластину.
- Вентиляционную систему следует монтировать такой мощности, чтобы она обеспечивала постоянный приток свежего воздуха.
Оптимальные параметры сварочного стола:
- высота конструкции – 90 см;
- ширина стола – 50 см;
- длина столешницы – 55 см.
Для монтажа конструкции необходимы:
- Профильные уголки или труба толщиной не более 1,5 мм и размером 30х230х21 см – их применяют в качестве опор.
- Пластина из стали с отверстиями – ее используют для создания рабочей поверхности стола. Прорези требуются для закрепления на нем струбцин.
- Трубы круглого или квадратного сечения – для изготовления дополнительных элементов, которые впоследствии будут увеличивать рабочую зону.
- По четыре уголка с габаритами 25х22,5 и 25х25 см, угол которых срезан на 45°.
- Тонкое листовое железо – из него изготавливают защитные экраны для рабочих столов.
- ДСП (ДВП) для производства нижних полок, основанием для которых может служить стальной лист толщиной 3 мм и с габаритами 44х75 см.
- два или четыре колесика – идеальными считаются ролики, используемые на тележках в магазинах.
Поверхность стола надо будет покрыть грунтовкой, а затем краской. В идеале использовать порошковое покрытие.
Пошаговая инструкция о том, как сделать сварочный стол
Этап 1. Изготовление каркаса.

Для начала делаются стойки, а также наружная рама рабочей поверхности. Для производства металлической конструкции используют профильную трубу с сечением не менее 60х60х2 мм, круглой трубы диаметром 50 мм или более и уголка с сечением 63х63х4 мм. Стойки и раму столешницы делают из одинакового со стойкой профильного уголка или трубы.
При изготовлении стола, который будет прикреплен к полу, необходимо к стойкам заранее приварить косынки, посредством которых и будет осуществлен монтаж. Иногда стойки сразу прикрепляют к основанию, и только после этого вокруг них собирают каркас стола.
Если планируется использовать стол на открытом воздухе, следует провести изоляцию ножек диэлектриком, в качестве которого могут быть использованы резина или гетинакс.
Если стол будет постоянно перемещаться, то к стойкам надо прикрепить две трубы-ручки, с помощью которых стол можно будет передвигать наподобие тачки.
Для создания нижней секции на высоте 20–30 см от пола следует приварить второй контур профильной трубы или уголка. Он будет играть роль стягивающего пояса. Полки делают из ДСП или фанеры, так как эти материалы имеют низкую горючесть.
Одна из ножек конструкции дополняется клеммой для закрепления «массы» сварочного стола. Специалисты рекомендуют устанавливать ее подальше от рабочей зоны, на самой отдаленной ножке, чтобы не задевать кабель ногой и избежать попадания окалины. Защитить кабель можно с помощью профильной трубы.
Каркас дополнительно снабжается крючками, на которых впоследствии можно будет повесить кабель, держак и прочие инструменты. Если они не были предусмотрены изначально, их можно сделать позднее из простого гвоздя или проволоки либо купить в специализированных магазинах.
Этап 2. Сборка столешницы.

Конструкция внутренней обрешетки изготавливается из трубы стального профиля 40х40х2 мм, швеллеров № 8 или № 10, которые ставятся внутри рамы. Зазор между планками рабочей поверхности должен составлять от 30 до 50 мм, что позволяет производить установку крепежных струбцин, осуществлять сброс окалины в контейнер под столом и подрезать металл. Добиться гладкой поверхности столешницы позволит полоса стали толщиной от 12 до 16 мм.
Деформирования столешницы под тяжестью конструкции помогут избежать два или три приваренных внутри опорных лага. На них как раз и ложатся верхние планки.
После сварки столешницу следует по всему периметру обшить полосой меди.
Этап 3. Защитный короб.
Он необходим для сбора шлака и окалины, а также для защиты инструментов, который хранят на нижней полке. Обычно каркас такого короба выполняют из профиля сечением 40х40х2 мм или 40х20х2 мм. После чего обшивают жестью или тонким листовым металлом. Для удобства использования короб ставят на полозья, изготавливаемые из уголка со стенкой длиной 45–60 мм.
Законченный сварочный стол можно покрыть специальной краской, но столешницу желательно не красить.
После окончания сборки можно подумать и о дополнительном оснащении сварочного стола. Добавочными опциями оборудуются и подвижные столы, и стационарные.
Этап 4. Оснащение сварочного стола.
Детали, предназначенные для обработки, закрепляются на рабочем столе посредством струбцин различного типа, причем последние приспособлены для фиксации заготовок не только к столешнице, но и между собой. Скобы можно приварить к столу или зафиксировать с помощью болтов. При болтовом соединении к столешнице крепится специальная планка, сделанная из профильной трубы с отверстиями для болтов. Это дает возможность ставить струбцину там, где нужно мастеру.
Для удобства работы стоит оснастить рабочее место зажимами для фиксации стыков деталей под нужным углом, а также магнитными фиксаторами, которыми соединяют легко деформируемые либо мелкие заготовки.
Прежде чем задуматься о том, как сделать сварочный стол своими руками, мастера должны определиться, насколько часто они будут им пользоваться. Если редко, то достаточно будет простого мобильного рабочего места. В противном случае неотъемлемой частью профессионального сварочного стола должна стать либо вытяжка, либо несколько вытяжных воздуховодов.
Установка вытяжки позволит специалисту избежать отравления вредными испарениями, выделяющимися при сварных работах. Кроме того, полупрофессиональная конструкция более удобна и эргономична. Она дополнена кронштейнами, зажимами, есть возможность регулировать высоту стола.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
Начал с проектирования и набросал модель в SolidWorks.
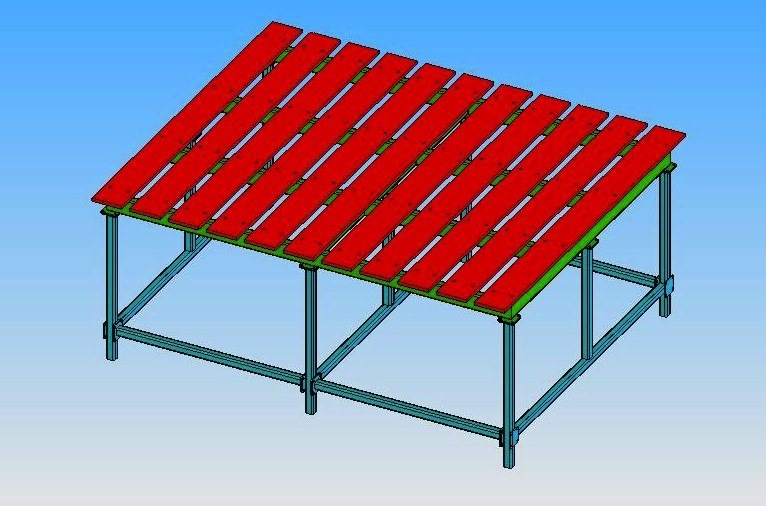
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

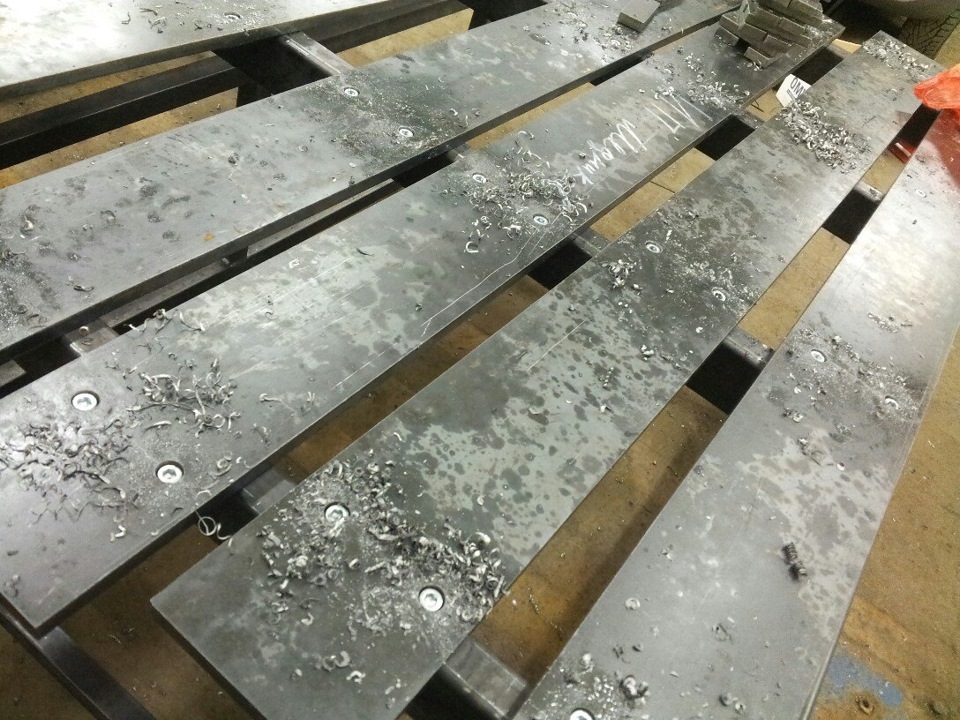
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Читайте также: