Стол сварочный с вентилятором
Обновлено: 05.07.2024
- Базовые (ССМ-01, ССМ-10)
- Модульные (ССМ-01-07 - ССМ-01-10, ССМ-02, ССМ-09)
- Передвижные (ССМ-06)
- Поворотные (ССМ-05)
- С поворотно-вытяжным устройством (ССМ-04)
- С вращающейся рабочей плитой (ССМ-03)
- Универсальные (ССМ-07)
- На рельсовом пути (ССМ-16)
- С гидроприводом (ССМ-08)
- С координатной сеткой (модульные) (ССМ-01-07..ССМ-01-10)
- Столы сварочно-сборочные с Т-пазами и отверстиями ø 28 мм (ССМ-17, ССМ-18)
- Сборно-разборные (ССМ-11..ССМ-15)
- Приспособления к столам сварочно-сборочным
- Столы металлические, подставки под оборудование (СМ)
- Столы лабораторные (СЛ, СПМ)
- Столы слесарей-ремонтников (ССР)
- Столы паяльщиков (СП)
- Столы электромонтажников, радиомехаников (СЭ)
- Столы для шлифовально-зачистных работ (СШЗ)
- Столы для плазменной резки (СПР)
- Столы производственные для разных специальностей (ВРС, СПМ, СМ)
- Стеллажи полочные (СМС, СРМ, СМД)
- Стеллажи с вращающимися полками (СВП)
- Стеллажи консольные (СКМ)
- Стеллажи с выкатными платформами (СВМ)
- Стеллажи-рольганги для работы с аккумуляторными батареями (СРА)
- Стеллажи гравитационные (СГП)
- Стеллажи паллетные
- Ограждения (отбойники ОМ) для стеллажей
- Рольганги неприводные и комплектующие к ним (РСМ)
Товары на складе Товары на складе













_tyax-hh.jpg?t=1463111200)














_15.02.2019.jpg)


















Упаковка является важной частью готовой продукции.
При выборе упаковки продукции основными вопросами являются: определение ее наибольшей экономической эффективности, защиты от вредного воздействия окружающей среды, от повреждений и от потерь содержимого при транспортировке и хранении.
Вид упаковки выбирается в зависимости от изделия и способа транспортировки или по согласованию с заказчиком. Габаритные размеры упаковки выбираются в зависимости от размеров изделия и вида упаковки.
Действует индивидуальная система скидок от объема заказанной продукции. После отправки заказа наши менеджеры свяжутся с Вами и обсудят возможность и объем скидки. Минимальный объем заказа для получения скидки 10 или 20 позиций в зависимости от категории товара. Подробности узнавайте у наших менеджеров.
Внимание! Информация о скидках предоставляется только по официальному запросу, на сайте таковым является заказ с верно заполненными реквизитами.
Более подробную информацию можно получить в разделе "Сертификация продукции"
Россия
Страны таможенного союза
(Армения, Казахстан, Киргизия, Белоруссия).
Условия оплаты:
- гибкие условия оплаты (информацию можно узнать у менеджеров отдела сбыта);
- отгружаем продукцию юридическим лицам, ИП и физическим лицам;
- сумма заказа неограничена.
- отгружаем продукцию юридическим лицам;
- сумма заказа от 100 000 руб. без НДС.
Доставка:
- по согласованию с отделом сбыта можно произвести отгрузку через транспортную компанию.
Сертификация продукции:
Адрес места отгрузки:
г. Ульяновск, ул. Мелекесская, д.4, корпус 3
График работы склада:
Пн. - Пт. с 7-00 до 16-00 (по Московскому времени).
ОБЯЗАТЕЛЬНЫЕ УСЛОВИЯ ОТГРУЗКИ:
1. Наличие правильно заполненного оригинала доверенности и паспорта на лицо, производящее забор груза в нашей компании.
2. В случае забора груза транспортной компанией, должно быть две доверенности:
а) доверенность о том, что ваша компания доверяет забор груза транспортной компании в ООО "ПКП "Завод ВТО" ( образец доверенности);
б) доверенность от транспортной компании и паспорт на лицо (водитель, экспедитор), непосредственно производящее забор груза в ООО "ПКП "Завод ВТО" (ТОЛЬКО ОРИГИНАЛЫ С СИНЕЙ ПЕЧАТЬЮ).
Без наличия какой-либо из доверенностей или неправильном ее (их) заполнении, отгрузка не может быть произведена.
Внимание! При заказе транспортной компании уточните, ставит ли лицо (водитель, экспедитор), получающее груз в нашей компании для вас, подпись в отгрузочных документах (в товарных накладных).
3. Предварительно сообщить нам о дате вашего приезда, чтобы мы смогли поставить вас в план отгрузок на удобный вам день и подготовить продукцию к отгрузке для вашей компании.
ССН, ССУ, СС
Стол сварщика (сварочный пост) ССН-01-03 состоит из жесткого сварного каркаса, выполненного из стального уголка, с обшивками из листовой стали, вытяжного зонта с козырьком, системы воздуховодов со встроенным вентилятором.
Рабочая поверхность стола сварщика ССН-01-03 выполнена в виде съемной чугунной решетки. Решетка представляет собой чугунную литую плиту с пазами, изготовленную из серого чугуна и прошедшую точную механическую обработку фрезерованием. Применение решетки из серого чугуна обосновано стойкостью материала к воздействию высокой температуры при проведении сварочных работ, а так же исключает прилипание к ним брызг металла, что увеличивает срок службы решетки и стола в целом, позволяет избежать дополнительных эксплуатационных расходов. Особая конструкция решетки с опорными ребрами жесткости толщиной 25 мм способна выдержать большие равномерно распределенные нагрузки, является ударопрочной и долговечной рабочей поверхностью. Крепление чугунной решетки к каркасу осуществляется с помощью винтов.
В столе сварщика ССН-01-03 удаление сварочного аэрозоля и абразивной пыли (при шлифовальных и зачистных работах) возможен снизу через рабочую поверхность (чугунную решетку), либо сверху через вытяжной зонт. Выбор необходимого направления отвода зависит от характеристик свариваемых изделий и осуществляется при помощи встроенной заслонки. Управление заслонкой осуществляется поворотом рукоятки, расположенной на правой боковой стенке. Для более эффективного направления газового потока в вытяжную систему, по передней кромке в верхней части зонта установлен подвижный козырек, фиксируемый в любом положении.
С лицевой стороны стола сварщика ССН-01-03 расположен выдвижной колчан для электродов, ящик для инструмента. Местное освещение сварочного поста ССН-01-03 производится двумя светильниками, установленными на столешнице. Пульт управления электрооборудованием стола расположен слева под столешницей.
Стол сварщика ССН-01-03 оборудован болтами заземления для исключения поражения персонала электрическим током.
Присоединительные размеры фланца СКАЧАТЬ
По требованию Заказчика может быть установлен более мощный вентилятор (стоимость рассчитывается индивидуально, исходя из требований).
По желанию Заказчика стол сварщика (сварочный пост) ССН-01-03 может быть оснащен фотодатчиком автоматического включения и выключения вентилятора от сварочной дуги, а также стол сварщика может комплектоваться необходимым сварочным и вспомогательным оборудованием для полной комплектации рабочего места сварщика.
Стол сварщика (сварочный пост) ССН-01-03 предназначен для организации рабочего места сварщика при выполнении сварочных, зачистных и шлифовальных работ с изделиями малых и средних размеров с одновременным удалением из зоны рабочего места сварочного аэрозоля и абразивной пыли (при шлифовальных и зачистных работах).
Для удаления вредных веществ с поверхности стол сварщика ССН-01-03 оборудован вытяжной вентиляционной системой со встроенным вентилятором.
Для работы вытяжной системы стол сварщика модели ССН-01-03 должен быть подключен к общецеховой (общезаводской) системе вентиляции, либо к местной фильтровентиляционной установке моделей ФВУ-02-02, ФВУ-03-04, ФВУ-03-05, ФВУ-04 , которые позволяют очищать воздух, удаляемый с поверхности стола, от сварочного аэрозоля и мелкодисперсной пыли.
Стол сварочный с вентилятором
Стол сварщика FTW — это не только комфортное рабочее место. Устройство обеспечивает безопасные условия труда и чистый воздух в рабочей зоне.
Дым, искры и иные загрязнения удаляются вместе с потоком воздуха через вытяжную поверхность столешницы и вертикальную вытяжную панель.
Устройство работает по принципу рециркуляции — очищенный воздух возвращается обратно в производственное помещение.
Назначение
Предназначен для удаления вредных веществ непосредственно из зоны их образования при проведении сварочных, шлифовальных, полировальных работ.
Области применения
Устройство обеспечивает безопасные условия труда для стационарных рабочих мест различных отраслей промышленности, таких как:
• лаборатории,
• механические мастерские,
• аттестационные пункты,
• образовательных и иные учреждения.

Особенности и преимущества
Конструктивные особенности
FTW — это металлическая сборная установка, которая состоит из:
• рабочего стола с вытяжной колосниковой решёткой на столешнице и вертикальной вытяжной панелью перед рабочей поверхностью,
• встроенного вытяжного вентилятора,
• самоочищающейся фильтровальной системы.
Фильтровальная система
• трёхступенчатая защита от искр, брызг металла и крупных частиц загрязнений,
• выходной патрубок стола сварщика направляет очищенный воздух вперёд от рабочего поста и выполняет роль глушителя аэродинамического шума.
Система самоочистки
• регенерация (очистка) картриджей осуществляется методом обратной продувки импульсами сжатого воздуха,
• процесс очистки автоматизирован и не требует остановки устройства,
• режим очистки может корректироваться в зависимости от технологической нагрузки,
• встроенный безмасляный компрессор (опция) обеспечивает систему очистки картриджей сжатым воздухом.
• управление работой вентилятора и алгоритмом очистки картриджей осуществляет пульт управления.
FTW — это металлическая сборная установка, которая состоит из:
• рабочего стола с вытяжной колосниковой решёткой на столешнице и вертикальной вытяжной панелью перед рабочей поверхностью,
• встроенного вытяжного вентилятора,
• самоочищающейся фильтровальной системы.
Фильтровальная система
• трёхступенчатая защита от искр, брызг металла и крупных частиц загрязнений,
• выходной патрубок стола сварщика направляет очищенный воздух вперёд от рабочего поста и выполняет роль глушителя аэродинамического шума.
Система самоочистки
• регенерация (очистка) картриджей осуществляется методом обратной продувки импульсами сжатого воздуха,
• процесс очистки автоматизирован и не требует остановки устройства,
• режим очистки может корректироваться в зависимости от технологической нагрузки,
• встроенный безмасляный компрессор (опция) обеспечивает систему очистки картриджей сжатым воздухом.
• управление работой вентилятора и алгоритмом очистки картриджей осуществляет пульт управления.
Состав и принцип работы
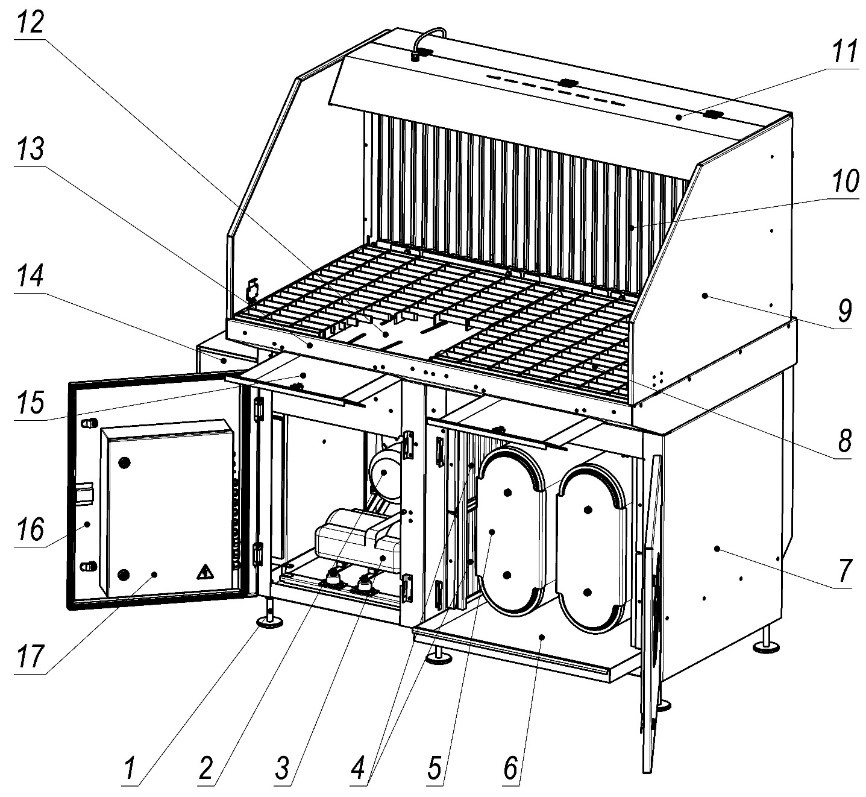
1 – опора регулируемая;
2 – вентилятор;
3 – компрессор (только для FTW-2000-K);
4 – префильтр;
5 – картридж;
6 – пылесборник;
7 – корпус;
8 – колосниковая решётка;
9 – ограждение;
10 – вертикальная вытяжная панель;
11 – плафон освещения;
12 – отражатель;
13 – столешница;
14 – выходной патрубок;
15 – поддон для сбора окалины;
16 – дверца стола;
17 – пуль управления.
1. Обрабатываемое изделие размещается на колосниковой решётке (поз. 8) столешницы (поз. 13). Встроенный вентилятор (поз. 2) создаёт разряжение внутри фильтровальной камеры корпуса (поз. 7). Образующиеся при выполнении технологической операции загрязнения вместе с потоком воздуха всасываются вытяжной поверхностью столешницы и вертикальной вытяжной панелью (поз. 10).
2. Воздушно-пылевой поток в первую очередь проходит через предварительные фильтры (далее префильтры). Префильтры (поз. 4) улавливают крупные частиц пыли, случайные предметы (стружку, сор и пр.), а также снижает риск попадания раскалённых и тлеющих частиц на поверхность картриджей (поз. 5).
3. После прохождения префильтров воздушный поток огибает защитный экран-отбойник, который предназначен для защиты картриджей от прямого попадания на его поверхность крупных частиц пыли, а также для равномерного распределения очищаемого воздуха.
4. На фильтровальной поверхности картриджей загрязнения оседают, а очищенный воздух через выходное патрубок (поз. 14) поступает обратно в помещение.
5. Скопившаяся на поверхности картриджей пыль образует вспомогательный фильтрующий слой, повышая эффективность фильтрации. По мере увеличения толщины слоя пыли сопротивление растёт, а расход воздуха снижается. Для поддержания работоспособности фильтровального блока необходима очистка картриджей.
6. Очистка картриджей осуществляется методом обратной продувки импульсами сжатого воздуха. Для моделей FTW-2000-К сжатый воздух вырабатывает компрессор (поз. 3). Модели стола сварщика без встроенного компрессора подключаются к внешнему источнику сжатого воздуха через ВМО.
7. Управление работой стола сварщика осуществляется при помощи пульта управления (поз. 17), встроенного в дверцу стола (поз. 16). Процесс очистки автоматизирован, не требует остановки процесса фильтрации. Управление осуществляется контроллером, входящим в состав пульта управления. Текущее значение изменения давления в фильтре, отображаемое на дисплее контроллера, характеризует степень загрязнённости картриджей.
8. Поток воздуха создаёт избыточное давление во внутренней полости фильтровального элемента, картриджи встряхиваются, пылевой слой с его наружной поверхности отделяется и осыпается в пылесборник (поз. 6).
9. Рабочая поверхность стола оснащена ограждение (поз. 9) для защиты окружающих от разлетающихся при сварке частиц.
10. Для создания благоприятной средняя освещённость рабочей поверхности сверху вытяжной панели расположен плафон освещения (поз. 11) cо герметичным светодиодным светильником.
Технические характеристики
| Наименование параметра или характеристики | Значение параметра | |
|---|---|---|
| FTW-2000 | FTW-2000-К | |
| Максимальный расход воздуха, м³/ч | 2000 | |
| Потребляемая мощность стола сварщика не более, кВт | 2 | |
| Напряжение питания, В (Частота, Гц) | 400 (50) | |
| Напряжение питания электромагнитного клапана, В | ~24 | |
| Мощность двигателя встроенного вентилятора, кВт | 2,2 | |
| Потребление сжатого воздуха не более, л/имп. | 10 | - |
| Давление подаваемого сжатого воздуха (рабочее), МПа (бар) | 0,5 – 0,55 (5,0 – 5,5) | - |
| Классы чистоты сжатого воздуха по ГОСТ Р ИСО 8573-1 | [2 : 3 : 0] | - |
| Активная фильтрующая поверхность, м² | 24 (2х12) | |
| Класс фильтрации по ГОСТ Р ЕН 779 (DIN EN 779) | F9 | |
| Класс фильтрации по DIN EN 60335-2 | М | |
| Уровень шума, дБА | 68 | |
| Размеры рабочей поверхности стола, мм | 1330 х 710 | |
| Высота рабочей поверхности, мм | 920…970 | |
| Освещённость рабочего места при включённой лампе встроенного местного освещения не менее, лк | 200 | |
| Масса не более, кг | 155 | 185 |
| Степень защиты пульта управления по ГОСТ 14254-2015 (IEC 60529:2013) | IP54 | |
| Режим работы | продолжительный | |
| Тип компрессора | - | безмасляный |
| Код | Наименование | Материал | Класс фильтрации | Макс. перепада давления ∆P, Па | Площадь фильтрующей поверхности, м 2 |
|---|---|---|---|---|---|
| 600008 | CART-OV-T12 | Полиэстер с PTFE-мембраной | E11 — ГОСТ Р ЕН 1822-1-2010 | 1800 | 12 |
| 600009 | CART-OV-TC12 | Полиэстер с PTFE-мембраной и антистатическим покрытием | E11 — ГОСТ Р ЕН 1822-1-2010 | 1800 | 12 |
| 600010 | CART-OV-D12 | Полиэстер | F9 — ГОСТ Р ЕН 779-2014 | 1500 | 12 |
| 600011 | CART-OV-C12 | Полиэстер с антистатическим покрытием | F9 — ГОСТ Р ЕН 779-2014 | 1500 | 12 |
Области и особенности применения картриджей
– CART-OV-T12
Область применения: Сухие сварочные аэрозоли, возгоны, паяльные дымы.
Различные виды сухой мелкодисперсной пыли с преобладающим размером частиц менее 0,5 мкм
Особенности применения: Очищаемая пыль и аэрозоли не должны содержать частицы масла. Предварительное запыление не требуется. Для тяжёлых режимов работы. Наиболее продолжительный срок службы картриджа
– CART-OV-TC12
Область применения: Различные виды пыли с преобладающим размером частиц менее 0,5 мкм, склонные накапливать электростатический заряд
Особенности применения: аналогично, как CART-OV-T12
– CART-OV-D12
Область применения: Сварочные аэрозоли, в том числе от сварки замасленных деталей. Пыль с небольшими следами масла. Пыли различные с преобладающим размером частиц более 0,5 мкм.
Особенности применения: Обязательно предварительное запыление средством Preco-N (не менее 500 г на 1 картридж). Рекомендуется предварительное запыление средством Preco-N (не менее 1000 г на 1 картридж).
– CART-OV-C12
Область применения: Различные виды пыли с преобладающим размером частиц более 0,5 мкм, склонные накапливать электростатический заряд.
Особенности применения: Рекомендуется предварительное запыление средством Preco-N (не менее 1000 г на 1 картридж).
Габаритные размеры
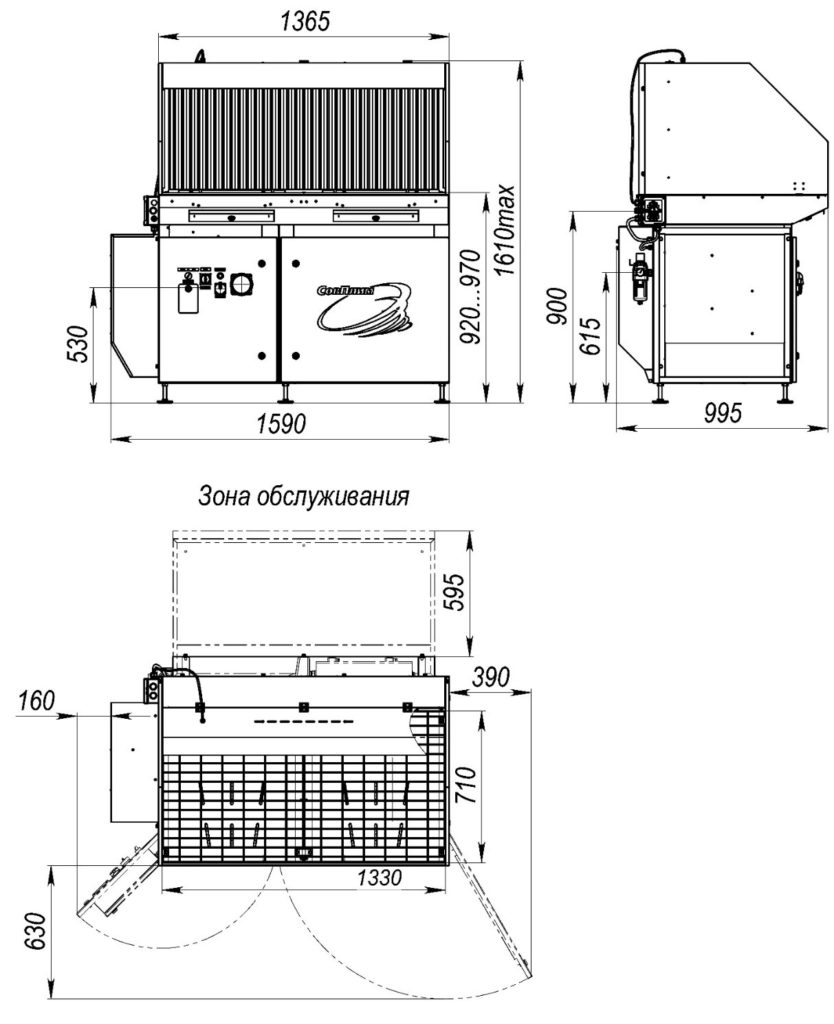
Рисунок А.1 – Габаритные размеры моделей стола сварщика без компрессора
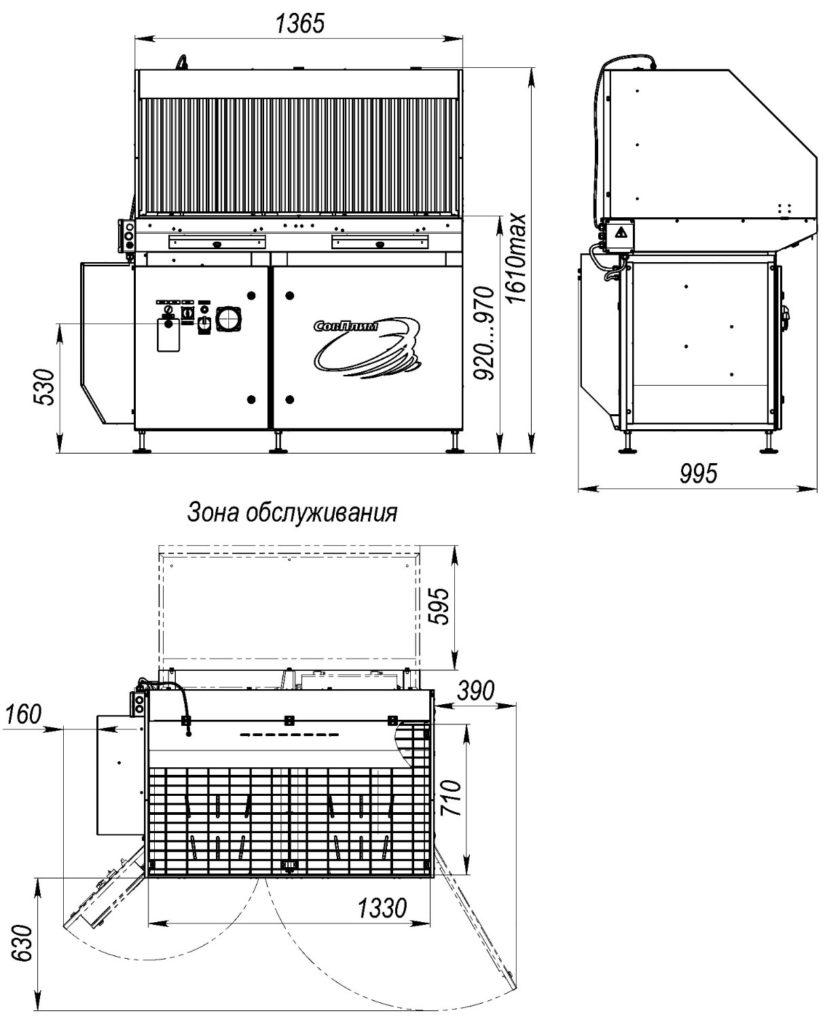
Рисунок А.2 – Габаритные размеры моделей стола сварщика со встроенным компрессором
ССН-01-03 стол сварщика сварочный пост
СС-02-04 стол сварщика сварочный пост
Стол сварщика (сварочный пост) СС-02-04 состоит из каркаса сварной конструкции, выполненного из стальной профильной трубы, с обшивками из листовой стали, защитного экрана, поворотно-вытяжного устройства, системы воздуховодов со встроенным вентилятором.
Присоединительные размеры патрубка СКАЧАТЬ
Рабочая поверхность стола сварщика СС-02-04 выполнена в виде двух съемных чугунных решеток. Решетки представляют собой чугунные литые плиты с пазами, изготовленные из серого чугуна и прошедшие точную механическую обработку фрезерованием. Применение решеток из серого чугуна обосновано стойкостью материала к воздействию высокой температуры при проведении сварочных работ, а так же исключает прилипание к ним брызг металла, что увеличивает срок службы решеток и стола в целом, позволяет избежать дополнительных эксплуатационных расходов. Особая конструкция решеток с опорными ребрами жесткости толщиной 20 мм способна выдержать большие равномерно распределенные нагрузки, является ударопрочной и долговечной рабочей поверхностью.
Через пазы в чугунных решетках происходит удаление шлака, огарков электродов с рабочей поверхности стола сварщика в специальный выдвижной ящик, расположенный под столешницей.
Удаление вредных веществ осуществляется с помощью поворотно-вытяжного устройства (ПВУ), установленного на левой боковой стенке стола. ПВУ поворачивается на 360 градусов вокруг своей оси, легко перемещается и фиксируется в нужном положении. Воздухоприемная воронка данного устройства вращается в нужную сторону на 110 градусов от оси в любой плоскости, снабжена подсветкой.
Стол сварщика (сварочный пост) СС-02-04 оборудован съемным защитным экраном, с установленным на нем светильником дневного света. Боковые шторки защитного экрана имеют возможность складываться к центральной стенке или раскладываться, образуя с ней одну плоскость, и фиксироваться в этих положениях.
С лицевой стороны стола сварщика СС-02-04 расположен выдвижной колчан для электродов, тумба для инструмента и вспомогательного оборудования. Пульт управления электрооборудованием стола расположен справа под столешницей.
Стол сварщика СС-02-04 оборудован болтами заземления для исключения поражения персонала электрическим током.
Внимание! Установка ПВУ в необходимое положение производится только при ослабленных зажимных элементах.
По желанию Заказчика стол сварщика (сварочный пост) СС-02-04 может быть оснащен фотодатчиком автоматического включения и выключения вентилятора от сварочной дуги, а также стол сварщика может комплектоваться демонстрационными экранами, необходимым сварочным и вспомогательным оборудованием для полной комплектации рабочего места сварщика.
Стол сварщика (сварочный пост) СС-02-04 предназначен для организации рабочего места сварщика при выполнении сварочных, зачистных и шлифовальных работ с изделиями малых и средних размеров с одновременным удалением из зоны рабочего места сварочного аэрозоля и абразивной пыли (при шлифовальных и зачистных работах).
Для удаления вредных веществ с поверхности стол сварщика СС-02-04 оборудован вытяжной вентиляционной системой со встроенным вентилятором, поворотно-вытяжным устройством (ПВУ), которое позволяет выполнять безопасные работы не только на поверхности стола сварщика, но и в радиусе 2,0 м вокруг него.
Для работы вытяжной системы стол сварщика модели СС-02-04 должен быть подключен к общецеховой (общезаводской) системе вентиляции, либо к местной фильтровентиляционной установке моделей ФВУ-02-02, ФВУ-03-04, ФВУ-03-05, ФВУ-04, которые позволяют очищать воздух, удаляемый с поверхности стола, от сварочного аэрозоля и мелкодисперсной пыли.
Как оборудовать вытяжку над сварочным столом

ОБОРУДОВАНИЕ
При создании неразъемных соединений электрической дугой в воздух выбрасываются пары металла и дым от сгоревшего флюса. Эти вещества негативно влияют на органы дыхания сварщика. Принудительная вытяжка для сварочного поста обеспечивает отвод посторонних примесей из рабочей зоны. Для обеспечения корректной вентиляции необходим предварительный расчет производительности. Мастер может собрать конструкцию своими руками с использованием подручных материалов.

Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении. В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Требования к оборудованию вытяжки
Вентиляция в сварочном цехе обустраивается в соответствии с требованиями санитарных правил 1009-73 и СНиП II-33-75. В документации указаны допустимые концентрации вредных веществ, габариты и производительность оборудования (зависят от количества работников, площади помещения, типа аппаратуры для сварки и объемов производства). Отдельные разделы правил регламентируют сечение и положение каналов отвода газов (расстояние от зоны воздействия дуги на поверхности до вентиляционного патрубка не должно превышать 50 мм).
- Установка локальных отсосов на каждом посту (вне зависимости от категории). В случае соединения малогабаритных деталей необходима организация рабочего стола в вытяжном шкафу.
- В случае использования ручной технологии необходимо предусмотреть поворотные или подъемные вентиляционные панели. Расстояние от рабочей зоны до воздушного канала не должно быть меньше 350 мм.
- Скорость циркуляции воздушного потока при выполнении работ электродами с защитным покрытием не ниже 0,5 м/сек. При подаче среды защитных газов параметр снижается до 0,3 м/сек (для предотвращения разрыва атмосферы вокруг дуги и ванны с расплавом).
- При выполнении работ в вытяжном шкафу из воздуха должно отделяться не менее 90% примесей. Прочие локальные вентиляционные установки убирают до 75% посторонних частиц. Оставшиеся газы и пары выводятся из помещения общей системой вентиляции.
- Оборудование должно поддерживать концентрацию вредных примесей в соответствии с требованиями ГОСТ 12.1.005-88. Содержание посторонних элементов в атмосфере на расстоянии 4 м от места проведения работ не должно превышать предельные допустимые концентрации.

Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.

При соединении деталей сложной геометрической конфигурации используют установки с поворотными или подъемными воздухозаборниками. На потолке крепят консоль с барабаном, на который намотан гибкий рукав диаметром до 200 мм.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Если оборудование используется зимой, то вентиляционная система должна поддерживать температуру воздуха в цехах не ниже +18°С. Для подогрева используют тепловые пушки или радиаторы, установленные в каналах вентиляции.
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Оборудование подачи воздуха
Для вентиляции цехов используют системы с различным направлением движения потоков:
- Горизонтального типа с одинаковой производительностью оборудования на подачу и откачку, имеющая ограничения по расстоянию между стенами;
- Вертикального образца, позволяющая улучшить циркуляцию и снизить в 2 раза мощность приточных вентиляторов. Оборудование для откачки воздуха располагают на высоте до 6000 мм от уровня пола. С увеличением высоты циркуляция масс ухудшается.
Горизонтальная система
При горизонтальном направлении потоков необходимо использовать оборудование, не допускающее зон застоя и равномерно распределяющее свежий воздух по объему помещения. Скорость движения потоков не менее 0,1 м/сек обеспечивается электрическим вентилятором и системой дефлекторов. Концепция подходит для помещений с небольшой площадью или объемом.
Например, для типового цеха размером 30х20 м достаточно вентиляторов, обеспечивающих суммарную производительность не ниже 7 тыс. м³/час. Нагнетатели монтируют на поверхности стен на высоте до 4000 мм, что обеспечивает равномерное распределение потоков.
На противоположных перегородках устанавливают вентиляторы с аналогичной производительностью, обеспечивающие отвод загрязненного воздуха. Подобная схема эффективна при расстоянии между стенами до 100 м. В противном случае необходимо предусмотреть дополнительные вентиляционные установки.
Вертикальный воздухообмен
Такая система предусматривает установку вентиляторов в подвале, которые нагнетают поток через шахты. Каналы располагают на поверхности пола и закрывают защитными металлическими решетками с ячейками размером не более 50х50 мм. Скорость потоков на входе в помещение не должна падать ниже 0,1 м/сек (на выходе из раструба вентилятора воздух разгоняется до 4,5 м/сек). Производительность откачивающих вентиляторов на крыше здания в 2 раза превышает возможности приточных, что обеспечивает ускоренную очистку атмосферы в цеху от посторонних веществ.

Примеры самостоятельного расчета
Важно учитывать следующее:
- Для обеспечения защиты органов дыхания необходимо откачивание загрязненной атмосферы из рабочей зоны со скоростью потока не менее 1,5 м/сек. Требование описано в стандарте ГОСТ 12.3.003-86, который допускает применение подвижных насадок, соединенных с насосной станцией эластичным рукавом.
- Если предполагается сварка полуавтоматом, то необходимо предусмотреть щелевую насадку с длиной прорези 350 мм, расположенную на расстоянии 50 мм от рабочей зоны. Если конструкция оснастки или оборудование не рассчитано на установку щелевого раструба, то необходимо предусмотреть несколько стандартных отводов.
Для определения необходимого объема воздуха используют уравнение вида L=K*a, где:
- K – коэффициент, равный кубическому корню 12 или 16 (для одиночного щелевого элемента и нескольких патрубков соответственно);
- a – сила тока в цепи (в А).
При уточненном расчете необходимо ориентироваться на технологию ведения работ.
Например, при использовании электродов с защитным покрытием необходимо обеспечить подачу 4500 м³/час на каждый килограмм сгоревших стержней. Коэффициенты и методики подсчета производительности вентиляционной системы приведены в нормативной документации ГОСТ и СНиП. Следует помнить, что использовать для очистки воздуха в помещениях методику свободной рециркуляции потоков категорически запрещено.
Вентиляционные устройства
В промышленных условиях используется несколько типов устройств:
- Для местной вентиляции применяют оборудование бренда “Совплим”, оснащенное эластичным рукавом и электростатическим фильтрующим блоком. Дальность действия составляет 6 м, что позволяет удалять загрязнения из зоны сварки.
- Распределители воздуха типа БВВ, предназначенные для настенного монтажа на высоте до 2000 мм от пола.
- Компоненты FilterBox, рассчитанные на местное удаление дыма и паров металла. В магистрали предусмотрен фильтр, снижающий количество вредных выбросов в атмосферу.
- Электрические вентиляторы марки ВРП, оборудованные защитными манжетами для предотвращения попадания пыли в подшипниковые опоры.
Обустройство вытяжки для сварочного поста своими руками
Самодельное оборудование для вентиляции применяют для сварочных постов, организованных в гаражах. Из-за уменьшенного объема выбросов газов конструкция вытяжки отличается от промышленной системы. Над верстаком предусматривают перфорированную панель вентиляционного колпака. Электрический насос выбрасывает продукты сгорания в атмосферу через отверстие на крыше или в боковой стене. Канал отвода газов выполняют из гофрированной трубы, соединенной винтовыми хомутами.
Поскольку при закрытии ворот нарушается приток свежего воздуха, то необходимо предусмотреть дополнительный канал. Для привода вентилятора применяют электрический двигатель от старого станка, рассчитанный на подключение к сети переменного тока напряжением 220 В. Фильтр не предусматривают, но некоторые мастера устанавливают в зонт металлический наполнитель для гашения искр. После сборки конструкции проводят испытания и корректируют найденные недоработки (например, повышают мощность привода вентилятора или увеличивают диаметр труб).
Читайте также: