Стыковка арматуры внахлест сваркой
Обновлено: 20.09.2024
Прочность и долговечность – основные требования, предъявляемые к любым бетонным конструкциям. Армирование позволяет практически полностью исключить деформацию, а значит, увеличить срок службы и надежность сооружений. Сварка при этом является наиболее доступным, простым и долговечным способом соединения металлов.
Способы сварки арматуры
Существует три основных способа сварки.
Сварка внахлест
Этот способ подойдет только для тех конструкций, которые не будут впоследствии испытывать больших нагрузок на изгиб (для укрепления фундамента данный вид шва непригоден). Данный тип соединения можно назвать самым простым. При его использовании расход металла значительно увеличивается.
Чтобы стыковка частей была более прочной, их концы обязательно зачищают грубой металлической щеткой. После этого прутья соединяют в продольной плоскости, смещая концы друг на друга на расстояние от 15 до 30 см. Чем больше нахлест, тем прочнее будет шов и конечная конструкция.
Сварка всегда производится с двух сторон, что может вызвать неудобства. Например, если один из швов находится внизу. Чтобы добиться хорошего результата, нужно точно соблюдать режим сварки, который, в свою очередь, зависит от сечения металлических стержней. Также важно правильно подбирать значения силы тока.
| Диаметр стержней | Сечение электрода | Сила тока |
| 3 – 5 мм | 3 мм | 200 А |
| 8 – 10 мм | 4 мм | 300 – 350 А |
| Более 10 мм | 5 мм | От 350 А |
Строгих ограничений по применению электродов нет. Но чаще всего используются расходники АНО или МР.
Сварка встык
Этот способ стыкования стержней более экономичен за счет уменьшения металлоемкости конструкции по сравнению с соединением внахлест, при этом прочность шва гораздо выше. Проводить работы можно как в ручном, так и в автоматическом режимах (для полной автоматизации процесса разработано оборудование). Однако несмотря на явные преимущества, данный вид сварки имеет и ряд недостатков:
- Прочность при скручивании или изгибе снижается.
- Работа с деталями с маленьким сечением практически невозможна из-за высокого риска перекаливания.
- Обваривать арматуру в различных пространственных положениях крайне сложно.
На практике применяется несколько способов стыковой сварки арматуры (при выборе необходимо учитывать диаметр прутьев и его состав). Но самый надежный – ванный способ.
Суть метода состоит в следующем. В ванночку (матрицу) из низкоуглеродного стального материала помещают концы стержней. После чего происходит их оплавление электродами при сильном токе (450 – 550 А). Когда жидкий металл заполняет матрицу, происходит полное прочное соединение концов арматурных стержней. При этом сечение готового прута напрямую зависит от габаритов ванночки.
Данный вид сварки подходит:
- для колонн, фундаментов и прочих конструкций, которые рассчитаны на большие нагрузки;
- для арматурных изделий большого диаметра (до 10 см);
- если есть необходимость стыковать прутья, которые будут располагаться в железобетонных конструкциях в несколько рядов.
Важный момент в процессе использования данного метода – четкое совмещение прутков: это обеспечит ровное и прочное соединение. Это достигается, благодаря использованию кондукторов различного вида.
- Торцы стержней зачищают до появления блеска.
- Два конца стержня необходимо приварить к ванночке на расстоянии, равном 1,5 сечения электродов.
- Расплавляют только один конец до появления в ванночке жидкого металла.
- После этого точно так же плавят второй конец.
- Необходимо попеременно плавить концы, пока ванночка не заполнится металлом. После этого электрод вращают медленно, двигаясь по кругу между стержнями. Если сталь остынет неравномерно, это приведет к трещинам и деформации.
Точечная контактная сварка
Контактная сварка – это самый распространённый и современный метод соединения. Суть его заключается в пропускании тока по цепи (стержни так же являются ее частью). При этом в месте контакта происходит нагревание, деформация и последующее сдавливание. Контактное соединение может быть точечным (когда стержни арматуры накладываются один на другой, и соединение происходит в точках соприкосновения) и стыковое (если торцевые части располагаются встык).
Точечное соединение чаще всего используется для создания сеток из арматуры малого диаметра. Также данный вид подойдет при ремонте оборудования и деталей.
Существует два способа выполнения шва. В первом случае металл нагревают, а во втором – на участке соединения его доводят до жидкого состояния (формируется литое ядро).
Для самого процесса точечной сварки необходимо дорогостоящие оборудование, которое способно дать высокие показатели тока. Его ключевым узлом выступает трансформатор.
Процесс сварки выполняется в два основных этапа:
- Прутки укладываются и фиксируются в определенном положении между электродами. Они должны быть плотно прижаты и статичны.
- Подается ток, и металл нагревается до пластического состояния. За счет сжатия формируется прочное соединение.
Нахлест арматуры при вязке – нормы соединения по СНиП
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.

Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.

В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки

Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.

Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
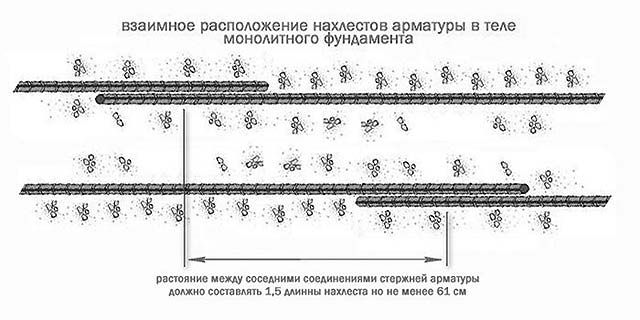
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Нахлест арматуры: требования СНиП по длине и расположению перехлеста

Бетон – один из самых прочных и твердых искусственных материалов, но и его прочности бывает недостаточно для больших постоянных нагрузок. Поэтому несущие бетонные конструкции усиливают стальным скелетом из арматурных стержней, переплетение которых создает силовой каркас. Монтируется он не абы как, а с соблюдением множества норм и правил, часть которых регламентируют нахлест арматуры – его длину, способы устройства, взаимное расположение перехлестов.
Способы удлинения арматуры в каркасе
Такие бетонные конструкции, как фундаменты, стены, колонны, опоры мостов, должны в течение длительного времени выдерживать серьезную нагрузку, не разрушаясь и не деформируясь под её действием. Их усиливают с помощью как минимум двух контуров сплошного безразрывного металлокаркаса, для создания которого часто не хватает длины стальных стержней, и их приходится сращивать. Делается это двумя способами: сваркой и перевязкой проволокой. В обоих случаях соединение встык не допускается, требуется перехлест арматуры, длина которого определяется исходя из способа сращивания.
Обратите внимание! Строительные нормы и правила как в нашей стране, так и за рубежом предусматривают создание арматурного каркаса с соединением внахлест только из стержней диаметром не более 36-40 мм.
Независимо от способа соединения, нахлест нельзя делать на участках с максимальной сосредоточенной нагрузкой. Например, в углах фундамента, в точках пересечения несущих стен, под колоннами и т.д. Поэтому арматурным работам должен предшествовать расчет и создание проекта раскладки прутков.
Если это условие технически трудно или невозможно выполнить, нахлест арматуры при вязке на участке с повышенной нагрузкой должен иметь длину не менее 90 её диаметров. К примеру, при использовании стержней диаметром 16 мм, их перехлест на стыках должен составить минимум 144 см:
16 х 90 = 1440 мм.
В остальных случаях действуют другие правила и формулы, свои для каждого способа соединения стержней.
Соединение вязкой
Этот способ больше распространен в частном домостроении, чем сварка, так как не требует применения специального оборудования, обращаться с которым умеют только специалисты. Связать арматурные стержни специально предназначенной для этого мягкой, но крепкой проволокой может каждый. Кроме того, для вязки используют менее дорогую арматуру класса А400.
Стыковка арматуры при создании силового каркаса железобетонных конструкций методом вязки регламентируется строительными нормами и правилами и может выполняться как с прямыми концами, так и с загнутыми в виде петель, лапок или крюков. Загиб должен осуществляться без нагрева, трудоемкими механическими способами, поэтому при заливке фундаментов для малоэтажных частных домов окончания прутков обычно оставляют прямыми.
Длина нахлеста определяется проектировщиками. При отсутствии проекта строители могут вычислить нужные значения самостоятельно, ориентируясь на следующие данные:
- диаметр соединяемых стержней;
- марка бетона, применяемого для создания ЖБИ;
- расположение стыков в конструкции.

Расчет по диаметру арматуры
Сечение арматуры – проектная величина, подбираемая с учетом нагрузок и плотности каркаса.
Удобнее и проще всего при соединении арматуры внахлест ориентироваться на её диаметр, делая перепуск в 30-40 раз больше этого значения. И чем больше сечение стержней, тем выше применяемый коэффициент. Например, для 10-миллиметровых прутков нахлест делают не менее 300 мм, а для «сороковки» применяют коэффициент 36-38 и делают напуск не менее полутора метров.
Расчет по расположению стыка в конструкции
В плитных и ленточных фундаментах силовой каркас состоит минимум из двух контуров – верхнего и нижнего, соединенных вертикальными связками. На разные части конструкции действуют разные нагрузки: верхняя находится в зоне сжатого бетона, нижняя – в растянутой зоне. Поэтому и длина перехлеста в этих зонах отличается. Как и в конструкциях вертикальной направленности – опорах, колоннах, стенах.
Рассчитать перехлест арматуры – сколько диаметров брать в каждом отдельном случае – можно, используя следующие данные.
Для сжатого бетона:
- при горизонтальном соединении – 33,8 d;
- при вертикальном соединении – 48,3 d.
Для растянутого бетона:
- при горизонтальном соединении – 47,3 d;
- при вертикальном соединении – 67,6 d.

Расчет по марке бетона
Чем выше марка бетона, тем он прочнее и меньше нуждается в усилении, что позволяет экономить на арматуре, используя стержни меньшего сечения либо делая нахлест меньшей длины. Но он все также зависит от расположения стального контура в той или иной нагрузочной зоне бетона.
Корректировка коэффициентов по марке бетона и расположению соединения в той или иной нагрузочной зоне важно при устройстве монолитных плит перекрытий и ответственных сильно нагруженных конструкций. При возведении ленточного фундамента вполне достаточно самого простого расчета по сечению арматуры. Следует только помнить, что стандартный коэффициент (30-40) необходимо увеличить до 90, когда стык приходится на точку с высокой нагрузкой или изгибающим усилием.
Соединение сваркой
Сваривать можно только арматуру класса А400 или А500 с индексом «С». Если такого индекса в маркировке нет, производится только стыковка арматуры внахлест без сварки. Такой металл при сильном нагревании серьезно теряет в прочности и становится менее устойчивым к коррозии, что может привести к разрыву или деформации соединения в процессе эксплуатации железобетонной конструкции.
Нахлест при сварном соединении зависит уже не только от диаметра арматуры, но ещё и от её класса:
- протяженность шва для стержней А400С должна составлять не более 8 диаметров;
- для А500С – не более 10 диаметров.

Например, если силовой каркас монтируется из 16-миллиметровых стержней класса А500С, длина шва составит 160 мм. Сваривают их продольным швом электродами диаметром 4-5 мм.
Стыковка арматуры внахлест может осуществляться и другим способом – привариванием поперечных прутков по всей длине перепуска. Также применяют соединение стержней встык с приваркой муфты, объединяющей оба конца.
А вот перекрещивающиеся прутки сваривать нежелательно, так как в этих местах стыки больше склонны к разрывам под нагрузкой, чем связанные.
Видео описание
Предлагаем посмотреть видео обо всех нюансах создания арматурного каркаса для ленточного фундамента:
Взаимное расположение перехлестов
Прочность и надежность силового каркаса зависит не только от правильно выбранной длины нахлеста арматуры, но и от того, как эти перепуски расположены в теле бетона друг относительно друга. Их необходимо разносить, чтобы точки соединений не находились друг под другом или слишком близко. Расстояние между ними должно быть не менее 61 см. Оптимальное расстояние – 130-150 % длины нахлеста. В этом случае нагрузка на каркас распределяется равномерно, и на точки стыков не оказывается повышенное давление.
Согласно СП 63.13330.2012, в одном сечении ленточного фундамента не должно быть более 50 % перепусков. Когда расстояния между центрами нахлестов меньше, чем 130 % их длины, считается, что они находятся в одном сечении.

Коротко о главном
Соединения арматуры внахлест: технологии соединения со сваркой и без использования сварочных процессов
При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.

Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка. Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.

Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Читайте также: