Сварка алюминиевой головки блока
Обновлено: 01.05.2024

Выбитый кусок был, само собой, утрачен. Хозяин блока привез крышку от борно асинхронного электродвигателя. По толщине она подходит, миллиметров 5-6 как и толщина стенки блока. Форма отверстия под сварку такая потому что внутренняя часть должна быть не прямая, вырезал из 3 частей, подгонял и прихватывал. Вот правая заплатка

"Подварены" две заплатки, готова последняя

Фотки плохие, по ним особо и не видно, опишу что делал.
Сначала просмотрел место излома на возможные трещины, не обнаружил их. Все равно прошелся прямой болгаркой с фрезой и снял слой излома чтобы и микротрещины ушли и стенки отверстия стали вертикальными. Потом прошелся фрезой-морковкой и снял фаски под сварку. Снимал примерно 2-3 толщины, больше побоялся прожигать думал буду. Перед сваркой все чистилось до блеска кордщеткой на дрели. Болгарка туда не подлезает и оборотов многовато. На прямой болгарке эта насадка как-то не очень себя ведет, дрель - самое то. После очистки визуально проверяю на грязь, все чисто. Обезжириваю все ацетоном. Присадку тоже ацетоном. И начинаю варить.
Правая заплатка более менее прижилась с первого раза. Приварил верхнюю, блок остыл, вижу трещину. Тааааак, с этим я еще не сталкивался, но много про холодные трещины читал. Фигня вопрос, предварительный подогрев блока и остывание под одеялом нам помогут. Нет, не помогут, не мне по крайней мере. Грел газовой горелкой на баллончике которая. Грел не как положено, а весь блок градусов до 80, место сварки погорячее, может 100, но не больше. Остывает под несколькими слоями стеклоткани, асбеста нету, но вроде стеклоткань неплохо держит тепло. Снимаю "одеяло" - трещины. Постепенно начинаю понимать почему правая маленькая латка не трещит - она там заневолена и просто за счет того, что она меньше остальных, она ограничена металлом блока, играть ей особо некуда, вот и не трещит. Забегая вперед скажу, что я все же доигрался до трещины правой латки. Долго описывать смысла нет, все сводится к тому, что вроде бы как-то приварилось, но при остывании трещит. Поскольку техзадание было "Мне так, чтобы масло не текло", то продолжаю наваливать присадку. Проплавляю трещину, подкидываю присадки. Постепенно прихожу к пониманию, что это все дело надо вырезать, поэтому продолжаю эксперименты. Следующая проблема: металл заплатки в процессе сварки вроде как кипит и пузырится. Я на свою неопытность списывал, но вот третья часть от моих попыток
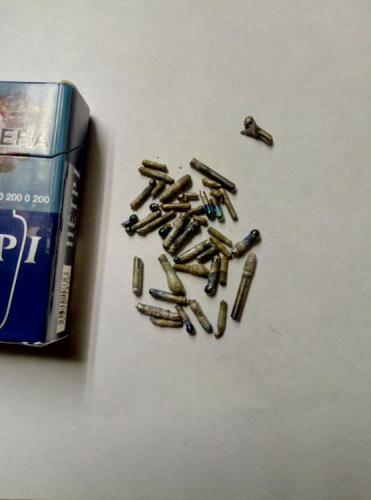
Так вот, сразу не видел, потому как подумать про такое не мог. А потом разглядел такую картину: загорается основная дуга, ванна только начинает образовываться, смотрю внимательно сбоку и вижу, как из ванны прямо по дуге какая-то фигня плюется мне прямо в электрод. Само собой шипение, брызги, мат, обрезка кончика, заточка. Электроды все WL-20 диаметры 1,6; 2,4; 3,2 И да, на фотке не все электроды с первого плевка. Я сначала сразу после такого касания точить шел, потом "вывел формулу", что 2-3 таких микроплевка электрод переживает, на 3-4 получается, то что на фотке. Кроме того, чтобы избежать таких "касаний" приходится сильно растягивать дугу, что неправильно, но как-то бороться с ними надо. И даже избежав плевком я все равно вижу какую-то раковину на шарике электрода.

То, что металлы слишком разнородны было понятно сразу. В процессе обработки блока вольфрамовой фрезой в пазы фрезы ничего не липло, стружка летит как иголки, так и должно быть. Обработка латки немного дает налипа на фрезу, но терпимо. Попытка обработки уже наваренной присадки сразу забивает фрезу напрочь. Начинаю подозревать, а не из ЦАМа ли латка? Зачищаю, мажу раствором медного купороса. Нет, не ЦАМ. Постепенно прихожу к тому, с чего надо было начинать - к пробным швам на металле латки. Зажигаю дугу, ванна наверное и образовывается, но она где-то глубоко под шламом, который на поверхность лезет. Наверное как-то так должна выглядеть сварка под флюсом.

Вот тут я уже вижу как мне в электрод лезет какая-то черная грязь и успеваю растянуть дугу без касания.
Начинал я это варить аргоном из одного баллона, дожег оставшихся у меня полбаллона и купил другой баллон с другим аргоном. Линде-газ кстати, завод, на котором я работаю, там газы затаривает, нареканий не было. Но все равно газ подозреваю, поэтому не меняя никаких настроек просто переключаю на DC и достаю трубу из злой нержавейки. Пробую. Дуга отлично загорается, металл почти сразу прогорает и проваливается, слишком много тока, толщина 2мм. Фотки не сделал, но если быстро нагреть металл и остановиться, то вижу золотистую побежалость. Нормальный газ. Титана нет, к сожалению, проверить могу только так.
В итоге даже заварив все трещины. Ну как заварив, "заварив" скорей, залепив. Провожу визуальный осмотр, наблюдаю ужасную картину внешнего вида, но надеюсь, что внутри все достаточно сплавилось. Проведу контроль герметичности и буду обрабатывать механически. Мажу раствором мела снаружи, жду высыхания, лью керосин внутрь. Наблюдаю протекания. Еще более подробно рассматриваю и вижу поры. Металл внутри просто пузырится и заварить поры невозможно. Только гаснет дуга, не остывшая еще ванна лопается изнутри и вылезает пора. Пытаюсь заваривать кратер по науке, с уменьшением тока, но потом вижу, что таких мелких пор по всему пути сварки навалом. Пытаюсь их проваривать, все без толку.
Теперь по параметрам. Крутилки вот так выставлены

Амперметр показывает 295 китайских ампер. Не знаю почему, но где-то в подсознании бьется мысль, что это правда Электроды горят как спички, керамические сопла трескаются из-за перегрева. В процессе этой эпопеи использовались следующие материалы, оборудование и параметры:
-горелка WP-9F - спалил горелку, линзу, одно керамическое сопло. Шланг-пакет хоть остался, бошку уже заменил.
-Горелка WP-17, родная авроровская. Спалил головку, фторопластовую прокладку, треснуло 7 сопел.
-Собрал на скорую руку блок охлаждения горелки, горелка WP-26 вроде, не помню, это которая в формфакторе WP-17, но с водяным охлаждением.
-Электроды использовал WL-20
-Спалил 3 электрода 1,6 диаметром, 5шт 2,4 диаметром, 4шт 3,2 диаметром.
-На всех электродах и горелках использовалась газовая линза. Сопла от 7 до 12. Также в одном месте юзал удлиненное сопло, но тоже с линзой.
-Вылет электрода от 1мм, до 8мм (где не подлезть)
-Поток газа по китайскому ротаметру от 8 до 20 л\мин. По ощущениям на щеке от слабого дуновения, до вполне себе ощутимого потока.
-Ток по показометру 295А (китайских ампер) Но судя по крутилке он ампер 110-120 исходя из того, что максимальный ток у этого девайса 200А.
-Присадка 4043 диаметром 2,4. Было несколько прутков 1,6 их тоже пробовал, особой разницы не заметил. Тоже 4043. Все прутки есабовские.
-Присадка 5356, просто для пробы, вообще хрень получается. Ее не использовал.
Ребят, из этого потока сознания, можете хоть какое-то направление подсказать, куда мне дальше двигаться. Идеи что-то пока закончились.
Восстановление алюминиевых деталей ТИГ-ом и казусы при этом
Восстановление детали от американского листогибочного станка Van Mark4,протерло петельки поворотной части посередине ,на краях нормально. Мне принесли после того как конкурент-аргонщик попробовал сварить и выдал заключение что восстановить это невозможно,ну-ну.Вырезал подкладки из листовой меди,выставил зазор,5356 и вперед .
Зеркало с мотоцикла,ножка короткая ,само зеркало неразборное.Варил замотав мокрой тряпкой постоянно проверяя температуру на сочленении пластика и металла.

Отломили "ухо" по привалочной плоскости,деталь малых размеров.Для сохранения размера и избежать расплавления, изготовил кондуктор,закрепил,проварил.Перевернул и проварил вторую сторону.
Деталь от какого-то насоса, гадкий ЦАМ. Пришлось извращаться. Присадка-4043, деталь плавится раньше присадки.





Никак не доходят руки наплавить прутков из цама на пробу.
Но, вроде клиент остался доволен, работает пока.
unforgiven48, почему вы думаете что это ЦАМ? Солянку капали- реагирует? Или белая цинковая копоть лезла при сварке?
Солянку не капал. копоть была но совсем немного. Цвет детали немного потемнее чем на фото, деталь довольно увесистая. Температура плавления ниже чем у алюминия, чуть перегрееш и сразу кусок утекает. Что еще это может быть кроме ЦАМа?
unforgiven48, кусками ЦАМ при перегреве разваливается. И тяжёлый почти как сталь. Белой окиси цинка на ней при сварке обычно очень много, сопло горелки в ней бывает.
Возможно у вас и ЦАМ, без пробы на солянку сложно сказать.
Сварка блока цилиндров SUZUKI GRAND VITARA 2.4, пришлось срезать рёбра жёсткости, иначе не подлезть и токи 300-350 А. Потом ещё вылез свищ, который ни как не мог заварить(идёт пар тосола, хотя всё открыто и слито)
Сергею Эдуардовичу , большой привет ))
В сборе с головкой варишь )
Мне кажется ( вернее точно ) плоскость все равно поведет .
Миротворец,Сомневаюсь, скорей перегрели! Цилиндры перегрелись и потянули, через головку, за собой боковые стены. От того и лопнуло. Шпильки ГБЦ тут не причем.
Такой ремонт бессмысленный, чуть перегреют снова, и опять лопнет по шву.
На счет проварить масленые каналы , все это можно )). Глубоко конечно копаться и все вываривать , но можно .
Ну пример выставлял я Гранд-Ввитару , на конкурс , там рвануло и бочину и резьбовой канал крепления головки и масляный канал .
На счет перегрели или что совсем мало вероятно "разморозили" это мало вероятно .
Перетягивают обычно , и перетягивают автослесаря при сборе двигателя , забыв продуть , резьбовые каналы и там осталась жидкость , масло, вода , эмульсия, да все, что угодно . Тянут-то они с правильным моментом затяжки, но, сами понимаете, что происходит.
На счет Гранд-Витары . Это еще недоработка скорее . Был 2 х литровый двигатель (блок) , сделали 2,4 . Стенки стали тоньше .
И еще , шпильки , болты крепления головок желательно ставить новые . Их вытягивает .
Не знаю, как на других, но на ауди (A6 C5 в моем случае) это обязательное требование. Думаю, что по-хорошему всегда надо ставить новые болты ГБЦ (возможно кроме тюнинга в виде усиленных болтов/шпилек ГБЦ).
Хотел написать нужно ставить новые )).Но, потом стер и написал желательно). Не знаю, почему .
А вот блок , но, правда другой. По-моему, от Вольво.
Тут немного не так расположены каналы резьбовые (крепления головки ) и сливной масляный .На Гранд-Витара они-один за другим.
Прикрепленные изображения
Этот блок нужно только под замену, качественно проварить просто невозможно. Там ещё трещины пошли в маленькие карманы перед масляным фильтром, туда даже сопло 20-ки не входит, а ток не менее 300 А нужен. Пришлось тупо на 350 А выполнять "литейные" работы и вообще блок очень гиморный, подлезть к трещине местами невозможно, приходилось сваривать длинной дугой, более 2 см. Поверь мне, это очень плохая работа.
Я устранил только следствие, а причина осталась, так что этот ремонт не на долго и заказчик об этом предупреждён.
Ну не спорю , порой куда невозможно подлезть я удаляю препятствие , подом подлазию , завариваю и востанавливаю то что удалил (вырезал) .
Именно литейные работы и получаются )))
порой куда невозможно подлезть я удаляю препятствие , подом подлазию , завариваю и востанавливаю то что удалил (вырезал) . Именно литейные работы и получаются )))
Такие вещи нужно делать на голом блоке, а заказчики не соглашаются разбирать. Не разбирая, теплоемкость сильно увеличивается, газовой горелкой особо не подогреешь не разобранный мотор, приходится варить на повышенных токах, а это чревато порами и деформацией.
Согласен ! Но тут следующее из этого (не раз обсуждаемое) .
Клиент должен разобрать .(деталь) Помыть и так далее.
Хотя сам грешу порой , хочу помочь людям , в сборе что то варю , но мучаюсь . Но это редко .
Сварка блока двигателя аргоном – есть ли смысл?
Ремонт автомобильного двигателя бывает разный. Можно использовать просто восстановление после поломки некоторых внутренних и периферийных деталей. А можно восстанавливать после серьезного повреждения. К таким видам поломок можно отнести трещины в блоке цилиндров, сколы на функциональных местах агрегата и различные прочие особенности. С такими поломками эксплуатировать силовой агрегат просто невозможно, иначе его может разорвать в процессе нагнетания давления в камерах. Есть два варианта выхода из ситуации. Первый - это замена поврежденной детали. Нужно подобрать подходящий вариант блока двигателя или определенную деталь, можно выполнить это на разборке, но с помощью хорошего специалиста. Так вы сможете выполнить действительно качественный подбор и купите надежные запчасти для восстановления.

Второй вариант - сварка аргоном. Многие владельца автомобилей с поврежденными силовыми агрегатами выполняют сварку аргоном. Это достаточно качественный процесс соединения деталей алюминиевого сплава между собой. Впрочем, для несущих основных деталей двигателя это не самое лучшее решение. Если треснул блок цилиндров, лучше купить новый. Здесь сварка не будет уместным вариантом решения проблемы. Это один из самых дорогих вариантов поломок на автомобилях, но иногда можно обойтись более или менее демократичными затратами. Все зависит от типа и расположения трещины, а также ряда других особенностей. Важно выполнить все задачи действительно качественно, чтобы восстановить все детали и получить высокую надежность службы силового агрегата.
Замена блока цилиндров и отказ от сварки - верное решение
Любая сварка, даже в исполнении самого профессионального исполнителя, не будет столь же качественной, как установка нового блока цилиндров. При трещине в этом узле происходит быстрое разбивание составляющих частей агрегата, все выходит из строя. Даже при профессиональном сваривании невозможно соблюсти все заводские размеры до последнего микрона. Замена блока цилиндров выполняется следующие образом:
- по марке и модели двигателя специалист выполняет поиск запчастей, проводится подбор всех периферийных деталей, которые также придется поменять, формируется бюджет;
- также к этому бюджету добавляют стоимость работ, которые каждый мастер оценивает по-своему, но лучше обращаться на профессиональную станцию обслуживания авто;
- далее производится разборка двигателя, изучение проблемы и ее влияния на все остальные детали, такие как поршни, шатуны, кольца и уплотнения в агрегате;
- проводится установка нового блока цилиндров, сборка необходимых деталей на нужное место, при этом на каждом этапе выполняется раз проверок, что доказывает качество детали;
- после сборки необходимо провести диагностику силового агрегата в разных плоскостях, затем тест-драйв автомобиля с пониманием всех посторонних звуков и шумов в моторе.

Если устанавливается подержанный блок цилиндров, нужно особенно внимательно относиться к процессам тестирования и проверки двигателя. Впрочем, при профессиональном подборе детали не должно возникнуть никаких негативных особенностей эксплуатации силового агрегата. Именно поэтому замена является оптимальным процессом для такой поломки. А вот сварка подойдет не всегда, даже в профессиональном исполнении.
Современные технологии сварки алюминия аргоном
Существует множество процессов в современном автомобиле, которые можно выполнить с помощью аргона. Достаточно просто восстанавливать диски из легкосплавных материалов с помощью такой технологии. Но основу составляет ремонт корпусов и блоков двигателя, а также КПП. В процессе сварки элементов двигателя аргоном выполняют следующие важные задачи, которые выполняют только специалисты:
- исследование и подготовка каждого элемента к сварочным работам, зачистка поверхности и поиск дополнительного материала при необходимости заплавить отверстие;
- подготовка места по мерам безопасности, речь идет о сварке под очень высокими температурами с определенным риском повреждения людей и объектов вокруг;
- реализация непосредственно процесса сварки, с осторожным присмотром за всеми окружающими деталями, очень аккуратное выполнение основной необходимой задачи;
- применение дополнительных составов для обработки поверхности, чтобы избежать ее окисления и прочих неприятных процессов после выполнения всех сварочных работ;
- зачистка места сварки при необходимости получения гладкой поверхности, которая соответствует технологическим требованиям производителя для эксплуатации.

Стоит признать, что сварка внутренних повреждений блока цилиндров не имеет смысла. Даже если мастеру удастся прихватить определенные повреждения аргоном, восстановить нормальную зеркальную поверхность внутренней части двигателя не получится. Такие повреждения лечатся только с помощью замены блока или двигателя целиком. Впрочем, есть мастера, которые выполняют и такие услуги, предлагая сварку аргоном в любых условиях.
Когда не имеет смысла проводить сварку аргоном?
Часто в процессе эксплуатации автомобиля возникает необходимость провести смену датчика в корпусе двигателя или свечей. Вполне может оказаться, что эти элементы слишком сильно затянуты. В таком случае мастер или владелец может приложить чрезмерное усилие и просто отколоть кусок агрегата. Если это было произведено на месте установки свечки, придется покупать новый блок. При попытке сварки произойдут такие процессы:
- мастер произведет максимально аккуратное восстановление поврежденного места, но посадочный диаметр уже невозможно сделать идеальным для свечи;
- можно использовать вариант заплавки, а затем высверливания и нарезания нужной резьбы, но также невозможно сохранить необходимую высоту установки свечи;
- если речь идет о датчике, его также просто заплавляют и не используют в дальнейшем, ведь иначе придется выполнить невероятно сложные работы по восстановлению места установки;
- при трещине в самом корпусе снаружи можно быть уверенным в том, что трещина есть и внутри, поэтому варить ее можно только в некоторых ситуациях, о которых знает специалист;
- непрофессиональная сварка аргоном принесет большие проблемы, в таком случае лучше не выполнять никаких работ с поломанным блоком цилиндров, а просто купить новый.

Сварка аргоновой смесью происходит с помощью вольфрамового электрода, который нагревается до температуры порядка 4000 градусов при максимальном режиме. Это требует не только повышенной осторожности, но и достаточно высокого профессионализма. Достаточно поставит электрод не в ту точку, и он просто сделает еще одну дырку вместо сварки необходимых элементов вашего двигателя.
Сварка двигателя аргоном и последующая продажа - засоряем авторынок
Отношение русского человека к автомобильному рынку просто удивляет. Многие продают свои автомобили, понимая, что через два дня у них случится неисправимая неполадка, придется менять дорогостоящие узлы и агрегаты. Достаточно просто понимать, сколько злости и ненависти будет испытывать покупатель на вас, чтобы не совершать такую ошибку. Если в вашем авто треснул блок цилиндров, стоит обойти ситуацию следующим образом:
- заменить блок на подержанный, но качественный, выручить больше денег с неспешной продажи автомобиля без особых скидок и с уверенностью в высоком качестве авто;
- поменять блок цилиндров на новый и ездить на автомобиле дальше, не продавая его, наслаждаясь достаточно высоким качеством работы возрожденного силового агрегата;
- указать в объявлении о продаже, что автомобиль поврежден, есть определенные проблемы, которые можно решить за определенную сумму, от чего будет скидка;
- при встрече с потенциальным покупателем честно рассказать, что с двигателем проблема, которую нужно срочно решать, выявить готовность уступить в цене продажи;
- заварить аргоном двигатель, а затем при продаже честно признаться в этом и показать место сварки, это снимет с вас любую ответственность за дальнейшее поведение агрегата.

Часто получается выручить не более нескольких сотен долларов, утаивая от покупателя все особенности ремонта автомобиля. И эта сумма точно не стоит того, чтобы продолжать засорять автомобильный рынок не совсем подходящей техникой. Такие решения могут оказаться губительными и для вас, если покупатель решит разобраться во всей ситуации. Впрочем, пока в России цивилизованного рынка ждать не приходится. Предлагаем посмотреть на более или менее качественное восстановление микротрещин с помощью аргона:
Подводим итоги
Как видите, сваривают блок цилиндров аргоном чаще всего для продажи. Это не самый надежный вариант ремонта силовой установки. Но есть мастера, которые могут сделать все довольно качественно. Зачастую после визита к ним владельцы решают продавать авто, так как постоянно тревожит факт наличия кустарного вмешательства в работу двигателя. Любой звук становится страшным, кажется, что сейчас двигатель разлетится на мелкие кусочки. Поэтому при ремонте автомобиля для собственной дальнейшей эксплуатации намного лучше и проще выполнить нормальный ремонт с заменой блока цилиндров.
При ремонте на продаже лучше вообще отказаться от любых работ, просто скинув покупателю цену на сумму ремонтных работ. Если новый владелец захочет варить двигатель аргоном, это будут его проблемы. Вы же выйдете из этой ситуации достаточно честно с незапятнанной репутацией. Не следует проводить дешевую сварку аргоном в гаражном автосервисе, а затем быстро ехать на авторынок в надежде продать авто и забыть обо всех этих проблемах. Взаимными подставами владельцы автомобилей уже сделали авторынок опасным местом, где можно потерять все свои деньги. А как вы относитесь к ремонту корпусов агрегата и КПП с помощью сварки аргоном?
Ремонт трещины в головке блока цилиндров
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров

Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать

—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины

Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки

Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ

Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
Сварка головки блока цилиндров двигателя

Для успешного выполнения таких сварных швов требуются соответствующие кадры и оборудование. Поскольку этот ремонт обычно выполняется с использованием процесса сварки TIG, вам потребуется обученный сварщик TIG в вашем цехе. Если у вас его нет, возможно, стоит обучить правильного человека (город Долгопрудный). К счастью, программы обучения легко найти, обратившись в местный общественный колледж или обратившись в специализированные школы сварки от поставщиков.
Другая часть уравнения сварки TIG — это наличие подходящего оборудования и знание тонкостей выполнения ремонта сварных швов на головках цилиндров.
Хотя существуют и другие методы ремонта треснувших или поврежденных алюминиевых компонентов, большинство из них имеют ограниченное применение. Конечно, есть место и альтернативным методам ремонта, но, если овладеть навыками сварки TIG, откроются многочисленные возможности ремонта. Методы и процедуры сварки TIG остаются неизменными независимо от типа или размера повреждения, и ремонтопригодность значительно превосходит возможности альтернативных вариантов. Многие сервисы оказывают подобные услуги, доступен безналичный расчет.
Первые шаги

Исходные условия для ремонта головок (Дмитровское шоссе) цилиндров могут быть самыми разными, но большинство из них старые, грязные и содержат масло, углеводороды и другие остатки от многих лет использования. Для начала необходимо удалить все эти загрязнения. В большинстве магазинов есть инструменты для этого с помощью ультразвуковых очистителей или растворителей.
После того, как деталь будет чистой, следующим шагом будет предварительный нагрев. Лучший источник тепла — духовка. Духовка позволяет лучше контролировать температуру детали. Если у вас его еще нет, это стоит долгосрочных вложений. Вы даже можете использовать кухонную духовку, если только ее не использует ваша жена.
При сварке алюминия температура всегда является проблемой. Холодный материал может привести к образованию горячих коротких сварных трещин. Слишком много тепла может привести к появлению мягких пятен. Нагрев детали в духовке с температурой 180°С помогает предотвратить эти проблемы (так делают в сервисе САО). Еще одним преимуществом духовки является то, что тепло поможет избавиться от оставшихся примесей, которые были упущены или которые невозможно удалить во время чистки.
Процедуры сварки алюминия TIG

Теперь, когда мы поговорили об общих процедурах подготовки, предварительного нагрева и сварки TIG алюминиевых головок, давайте определимся и настроим ваш аппарат TIG. Описанная ниже процедура должна подходить для сварки алюминиевых головок с помощью аппаратов TIG, которые производят минимум 175 ампер.
Предварительный нагрев — если у вас нет духовки для предварительного нагрева головки до 180°С и вы не хотите тратиться на кислородно-ацетиленовый набор, у нас есть недорогая альтернатива. Вы можете вложить около 20 долларов и приобрести электрический фен для снятия краски. Поместите этот фен (в положение включения) рядом с областью, которую вы хотите сваривать, и дайте ему предварительно нагреть вашу деталь в течение примерно 30 минут.
Проверьте температуру предварительного нагрева термальным мелком. Эти стержни можно найти в местном магазине сварочных материалов, и они стоят около 7 долларов за штуку. Обычно я ношу в своем ящике с инструментами стержень на 100 градусов и 180 градусов по Цельсию. Хотя вы, вероятно, не достигнете цели в 180 градусов по Цельсию, это нагреет массу алюминия и поможет увеличить рабочий цикл вашей машины. То есть вместо 220 ампер для создания сварочной ванны вам понадобится всего около 175 ампер.
Читайте также: