Сварка алюминия алюминиевыми электродами
Обновлено: 05.07.2024

Виды сварки
Уникальные свойства алюминия как металла выливаются в серьезные сложности сварочных работ с ним. Эти сложности вполне объяснимы, и способы их решения известны. Чтобы выбрать самую оптимальную рабочую технологию в том или ином «алюминиевом» случае, необходимо разбираться в свойствах этого чрезвычайно интересного и капризного металла.
От работ по нему никуда не деться: по популярности с ним не может сравниться ни один металл, одна автомобильная промышленность чего стоит. Алюминий широко используется в авиационной, космической и многих других отраслях.
Вместе с тем этот металл чрезвычайно капризен в сварочных работах, это один из самых сложных материалов, требующих дифференцированного подхода к каждому технологическому случаю. Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
Почему алюминий сложно варить

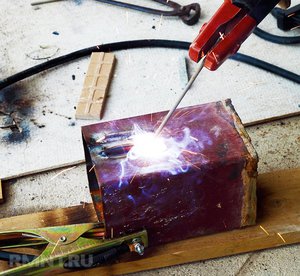
Сварка алюминия при помощи инвертора TIG.
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 — 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 — 300°С.
Две марки вида ОЗАНА: ОЗАНА — 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА — 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.

Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Правила выбора расходника такие же и зависят от химического состава сплава — сварка алюминия инвертором в этом вопросе — не исключение. Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.

Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Самодельные расходники по алюминию
Поскольку покупные алюминиевые электроды – удовольствие не из дешевых, домашние мастера придумали способы изготовления расходников.

Марки электродов для сварки алюминиевых конструкций.
Самодельные электроды для сварки алюминия производятся по несложной технологии:
- Нарезать на ровные куски длиной 30 см из алюминиевой проволоки диаметром не более 4 мм.
- Покрытие или обмазку приготовить из измельченного мела, который нужно перемешать с силикатным клеем и тщательно перемешать. Опустить алюминиевые прутки в смесь.
- Слой обмазки должен составлять примерно 1,5 – 2,0 мм. Высушить до полной твердости слоя.
Еще раз про очистку
Предварительная очистка поверхностей заготовок перед сваркой – классическое правило во всех видах работ. Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Требования к очистке изложены в инструкциях к каждому виду алюминиевых электродов в качестве обязательного компонента технологии. Самым тщательным образом следует удалять масла, смазки и мелкие частицы металлов. Для минимизации риска образования окалины и высокой пористости кромки должны быть идеально ровными и чистыми.
Аргонная сварка алюминия

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока >150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология сварки алюминия электродом

В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.

Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.

Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды

Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.

Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Какие электроды по алюминию выбирать

Электроды для сварки
Специальные электроды по алюминию позволяют формировать прочный шов, не уступающий по характеристикам основному металлу. Технология создания неразрывных соединений ручным способом используется в быту или при ремонте техники и оборудования в полевых условиях. Электроды имеют специальное покрытие, разрушающее тугоплавкую пленку окислов на поверхности деталей, выполненных из алюминиевых сплавов.

Кратко о технологии сварки алюминия
Алюминий и сплавы на его основе отличаются небольшим удельным весом и высокой прочностью. Температура плавления не превышает +660°С. При нагревании оттенок металла остается неизменным, что затрудняет понимание состояния деталей.
Кроме того, при контакте с атмосферой на поверхности формируется прочная пленка окислов, разрушающаяся при нагреве до +2037°С. Частицы попадают в металл шва, снижая механическую прочность соединения. Перед сваркой пленку удаляют химическим или механическим способом либо используют специальные электроды.
Важные особенности металла
Алюминий был впервые получен в 1825 г., а спустя 30 лет была разработана первая технология промышленного производства и очистки металла. До начала XX столетия себестоимость материала была сопоставима с золотом, но впоследствии цена упала из-за внедрения методики электролиза.
Алюминий широко используется для изготовления различных конструкций, отличается небольшим удельным весом, легко поддается штамповке, не формирует ядовитых или канцерогенных соединений и является устойчивым к коррозионным процессам при нормальных условиях эксплуатации.
Химические свойства
В естественных условиях на поверхности металла находится оксидный слой, устойчивый к воздействию чистого кислорода, азотной и серной кислот. При повышении температуры азотная кислота разрушает пленку, аналогичное воздействие оказывает концентрированная соляная и разбавленная водой серная кислота.
.jpg)
Ингибиторами образования пленки являются олово или галлий, которые вводят в состав сплава.
Чистый алюминий вступает в реакцию с кислородом воздуха и галогенами (за исключением фтора, для соединения с которым требуется нагрев).
Физические свойства
Основные свойства материала:
- Металл имеет серебристо-белый цвет, удельный вес составляет 2,712 г/см³ (в 3 раза ниже, чем у углеродистых сталей).
- Температура перехода в жидкую фазу находится в диапазоне +658…660°С (зависит от степени очистки от примесей), расплав начинает кипеть при +2519°С.
- Материал образует сплавы с другими металлами, которые отличаются повышенными механическими характеристиками. Например, введение кремния позволяет получить силумин, используемый для литья деталей, а соединение с магнием (дюралюминий) применяется в автомобильной и авиационной промышленностях.
- Алюминий отличается повышенной электропроводностью (на уровне 65% по сравнению с очищенной медью), а также хорошо пропускает тепло, что позволяет применять металл при производстве радиаторов. Отполированные пластины обладают повышенной отражающей способностью.
Требования к электродам по алюминию
Стандартный электрод для сварки алюминия вручную имеет угольный или металлический стержень с покрытием, которое разрушает оксидную пленку и одновременно защищает расплав в зоне стыка от преждевременного контакта с атмосферным воздухом.
Для выполнения работ в бытовых условиях используется инвертор с выпрямительным блоком для получения постоянного напряжения. Аппарат пригоден как для соединения малогабаритных элементов, так и для заделки трещин в корпусах узлов, отлитых или отштампованных из алюминиевых сплавов.

Если применяется плазменная установка, то оборудование рассчитано на использование вольфрамового стержня диаметром 1,5 мм, который не плавится в процессе сварки. В зону дугового разряда подают присадочную проволоку из алюминиевого сплава. Технология отличается повышенной скоростью выполнения работ и предусматривает использование переменного тока.
При автоматической сварке в зону соединения подают флюс и присадочную проволоку.
Автоматизированные линии предназначены для ускоренной сварки деталей, имеющих толщину до 4 мм.
Необходимые легирующие компоненты в составе электродов
Алюминиевые электроды имеют центральный сердечник из проволоки, которая может содержать присадки:
- марганец, повышающий устойчивость расплава к коррозии;
- кремний, улучшающий свариваемость деталей;
- магний, обеспечивающий повышение прочности стыка;
- кремний с магнием, позволяющие улучшить термическую устойчивость шва.
Электроды для инвертора
Специализированных деталей из технически чистого алюминия или сплавов для инверторной сварки не существует. При присоединении инвертора необходимо выбрать постоянный ток и подключить провода по схеме обратной полярности (отрицательный полюс – к заготовкам). Подобная технология позволяет разрушать оксидную пленку дугой, при прямой коммутации варить алюминий инвертором затруднительно.

Характеристики для дуговой сварки
При проведении дуговой сварки плавящимся электродом формируется постоянный разряд, обеспечивающий быстрый переход материала стержня в жидкое (а также газообразное) агрегатное состояние.
Сварка алюминиевых деталей занимает в 2-3 раза меньше времени, чем соединение стальных листов с аналогичными габаритами. Поскольку при остановке электрода на наконечнике стержня и поверхности шва образуется слой шлака, то повторный розжиг дуги затруднителен. Опытные сварщики формируют шов до полного израсходования длины электрода.

Поверхность стержней для сварки алюминиевых сплавов покрыта плотным слоем, состоящим из соединений хлора и фтора с щелочными или щелочноземельными металлами. При горении дуги флюс вступает в химические реакции с оксидной пленкой, формируя нерастворимые в алюминии шлаки, которые затем удаляют с поверхности шва механическим способом.
Встречаются электроды с покрытием, содержащим легирующие металлы, но стандартно присадки вводят в состав плавящегося стержня.
Особенности для дюралюминия
Помимо стандартных электродов для алюминия (которые теоретически подходят и для работы с дюралем), существуют специальные изделия, которые отличаются химическим составом стержня и покрытия. Например, шведский производитель ESAB выпускает продукцию под маркой ОК-9620 или ОК-9650, рассчитанную на дюралюминий.

Популярные марки электродов для алюминия с описанием
Распространенные электроды для сварки алюминиевых сплавов:
- серия ОК от шведской компании ESAB;
- ОЗА-1 и 2, рассчитанные на работу с алюминием технической чистоты или силумином соответственно;
- ОЗАНА-1 и 2, близкие по характеристикам к ОЗА 1 и 2;
- УАНА-6, поставляемые предприятием “Энергомаш” из г. Сумы (Украина).
ОК (щелочно-солевые)
Производитель предлагает несколько разновидностей изделий:
- ОК-9610 предназначены для обработки чистого алюминия. Поверхность стержня покрыта слоем солей хлора и фтора со связующим веществом. Производитель не требует прогрева изделий перед работой, но сварщики погружают электроды в нагретую до +80°С воду. Полученный шов легко очищается щеткой от шлака, при сварке отсутствуют брызги расплава. Допускается использование для соединения заготовок из дюраля.
- ОК-9620 рассчитаны на работу со сплавами с содержанием марганца и магния до 3%. В стержень электрода введен марганец, сохранено защитное покрытие на базе солей. Перед началом работы электроды необходимо прогреть до +220°С, полученные соединения выдерживают небольшие знакопеременные нагрузки.
- ОК-9650 отличается использованием сердечника из сплава алюминия с марганцем. Покрытие состоит из смеси щелочей и солей. Допускается использование электрода как сварочной проволоки при соединении деталей неплавящимся стержнем из вольфрама.
ОЗА-1 и 2

Модель ОЗА-1 предназначена для горизонтальной или вертикальной сварки листов из чистого алюминия марок А0-А3. Перед началом работы кромки требуется зачистить от окислов, а детали прогреть в печи до +250…+400°С. Формирующийся слой шлака следует убрать металлической щеткой и промыть поверхности теплой водой.
Электроды ОЗА-2 предназначены для исправления дефектов отливок из силумина марок АЛ-4 или АЛ-11 (с предварительной очисткой кромок и прогревом). Шлак смывается теплой водой и счищается стальными щетками.
Электроды перед работой требуется прокалить в печи на протяжении часа при температуре до +200°С. Металл шва, полученного с помощью ОЗА-1, состоит из алюминия с примесями кремния, титана и железа (доля компонентов в пределах 0,1-0,4%). Электроды имеют длину 350 или 400 мм (диаметр 4 и 5 мм соответственно).
Сварное соединение допускает изгиб до 170° и выдерживает нагрузку до 70 МПа.
ОЗАНА-1 и 2
Электроды ОЗАНА-1 для обработки чистого алюминия сортов А0, А1 или А3 требуют очистки кромок и прогрева деталей до +200°С (за исключением заготовок, имеющих толщину стенок менее 10 мм). Рассчитаны на работу в нижнем положении, допускается формирование потолочных швов.

Электроды модели ОЗАНА-2 применяют для соединения деталей из силумина или заделки разломов в литье.
При проведении работ может потребоваться дополнительный флюс (внешняя часть стержней ОЗАНА-1 и 2 покрыта смесью солей и связующего состава).
Электроды серии ОЗАНА перед использованием прокаливают на протяжении 30 минут при температуре +150°С, в металле шва присутствуют кремний и железо. Предлагаются стержни диаметром 3, 4 и 5 мм (длиной 320, 360 и 390 мм соответственно), сварочный ток зависит от сечения стержня. Полученное соединение выдерживает нагрузку до 90 МПа и изгиб до 140°.
Электроды ЛЭЗ
Предприятие ЛЭЗ (Лосиноостровский электродный завод) выпускает электроды для сварки конструкционных и легированных сталей. В каталоге более 50 позиций, отличающихся химическим составом и типом защитного покрытия. В производственной линейке нет стержней для сварки алюминиевых сплавов, поэтому необходимо выбрать продукцию другого завода (например ESAB или “СпецЭлектрод”).

УАНА-6 для алюминия и сплавов с магнием
Электроды УАНА-6 с солевым покрытием позволяют вести сварку в горизонтальном и вертикальном направлениях. Перед началом работ кромки деталей необходимо зачистить и прогреть газовой горелкой либо поместить заготовки в печь. Следует учесть, что электроды не подходят для работы с деталями, имеющими толщину сопрягаемых кромок менее 10 мм. Стержни перед применением необходимо поместить в духовой шкаф, нагретый до +200°С (время прокалки до 90 минут).

При использовании УАНА-6 формируется ровный шов без пустот. Остающуюся на поверхности шлаковую корку удаляют механическим способом (адгезия к основанию невысокая). Электроды имеют диаметр от 3 до 6 мм (с шагом 1 мм), сила тока в цепи составляет от 70 до 180 А (зависит от направления шва и сечения). Изделия выпускаются украинским предприятием “Энергомаш” (г. Сумы), информация о других поставщиках отсутствует.
UTP 48 с кремнием
Электрод UTP 48 предназначен для сварки или наплавки деталей, изготовленных и алюминиево-кремниевого сплава, содержащего до 12% кремния (у стержня аналогичный химический состав).
Полученный шов имеет предел текучести на уровне 80 МПа, временное сопротивление разрыву доходит до 180 МПа при относительном удлинении 5%. Металл стыка выдерживает нагрев до +573°С. Электроды могут использоваться при сварке в нижнем, вертикальном и угловом положениях, но следует учитывать повышенную текучесть расплава в ванне.

Изделия UTP 48 рассчитаны на постоянный ток обратной полярности (с подачей положительного полюса на электрод). Предлагаются электроды диаметром от 2,5 до 4 мм при стандартной длине 355 мм (по отдельным заказам производитель выпускает продукцию с увеличенными или уменьшенными габаритами). Сила тока в цепи питания при проведении сварочных работ составляет 50-130 А.
Foxweld для сварки в газовой среде
Компания Foxweld предлагает аппаратуру для сварки алюминия вольфрамовым электродом с подачей защитного газа, предотвращающего насыщение расплава вредными веществами. Для формирования шва в зону сварки подают проволоку, сечение и состав подбирают в зависимости от характеристик соединяемых узлов.

Преимуществом оборудования является бесконтактный способ возбуждения дуги. На корпусе оборудования предусмотрены регуляторы параметров сварочного тока (информация выводится на малогабаритный жидкокристаллический дисплей).
Аппаратура рассчитана на подключение к бытовой сети переменного тока напряжением 220 В. Сила тока в сварочной цепи зависит от модели (например, базовый 180 DC PULSE имеет диапазон в пределах 10-180 А). Допускается снятие горелки и установка рукоятки для штучных плавящихся электродов (технология ММА). В этом случае защита шва осуществляется расплавленным флюсом. Габариты электрода подбирает сварщик, ориентируясь на протяженность стыка и толщину заготовок.
Как выбрать электроды
При определении марок электродов для работы с алюминием необходимо учитывать:
- химический состав, который подбирается по содержанию элементов в материале свариваемых деталей;
- сечение металлического стержня, зависящее от толщины заготовок.
Изготовление электродов для алюминия в домашних условиях
Начинающие сварщики и мастера с опытом иногда изготавливают электроды самостоятельно, используя проволоку с химическим составом, идентичным параметрам соединяемых деталей. Следует учесть, что самодельные изделия не отличаются стабильностью характеристик и непригодны для сварки ответственных соединений. Электроды используют для ремонта узлов, не подвергающихся высоким механическим или вибрационным нагрузкам, в бытовых или полевых условиях.
Что потребуется
Для изготовления потребуются:
- измерительный инструмент (линейка или рулетка);
- кусачки или ножовка по металлу;
- деревянная или металлическая подставка для сушки изделий;
- моток алюминиевой проволоки диаметром 3-4 мм;
- порошкообразный мел;
- силикатный клей (или жидкое стекло);
- емкость для смешивания компонентов обмазки;
- кисть для нанесения состава;
- сухая салфетка для удаления капель жидкой обмазки со стола или наконечника будущего электрода.
Пошаговая инструкция
Последовательность действий при изготовлении самодельных электродов для дуговой сварки алюминиевых деталей:
- Нарезать проволоку из алюминия кусачками или дисковой пилой на заготовки, имеющие длину 250 или 300 мм (в соответствии со стандартами).
- В отдельной емкости смешать порошкообразный мел с силикатным клеем. Полученная масса должна иметь однородную консистенцию без комков или посторонних примесей.
- Аккуратно нанести обмазку на металлические заготовки (например узкой кистью). Толщина защитного слоя должна находиться в пределах от 1,5 до 2 мм, при нарушении требования снижается качество сварки. Наконечник, предназначенный для установки электрода в рукоятку, обмазкой не покрывают.
- Поместить изделия за наконечники на подставку и дождаться затвердевания массы (скорость испарения влаги зависит от толщины слоя и температуры окружающей среды). Допускается ускорение процесса путем прокалки заготовок в духовом шкафу.
Видеоинструкция
В видеороликах представлен алгоритм действий, выполняемых при изготовлении самодельных электродов для сварки алюминиевых сплавов. Технология может использоваться без изменений, допускается внесение корректировок, связанных с перечнем имеющегося оборудования.
Рекомендации от мастеров
Советы опытных сварщиков начинающим мастерам:
- Рекомендуется вести сварку заготовок электродами, изготовленными из сплава одной марки. Информация о химическом составе инструмента указывается производителем на упаковке.
- Необходимо учитывать соотношение толщины заготовок и диаметра электрода. При использовании инструмента с повышенным сечением возможно прожигание листового алюминия.
- Расходные материалы не рекомендуется просушивать более чем 2-3 раза из-за деградации покрытия.
- Перед началом электросварки кромки сопрягаемых деталей необходимо обработать абразивным инструментом, удаляющим окислы.
Начинающим сварщикам рекомендуется потренироваться на сварке конструкций из толстостенных заготовок или отходов. По мере получения опыта можно переходить к соединению листов.
Из-за повышенной текучести расплава сформировать тонкий и равномерный шов затруднительно. Крупные узлы рекомендуется сваривать в несколько этапов с перерывами для очистки мест соединения от шлака.
Читайте также: