Номинальный сварочный ток и напряжение источника питания это
Обновлено: 01.05.2024
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке. В большинстве случаев за максимальный ток принимают номинальный ток. [1]
Пределы регулирования сварочного тока соответствуют минимальным и максимальным значениям тока, которые могут быть использованы при сварке. Отношение максимального тока к шнимальному показывает кратность регулирования. [2]
Пределы регулирования сварочного тока должны быть обеспечены при отклонениях напряжения в сети в пределах - 1и % и 5 % от номинального значения. Регулирование плавное, с электрическим приводом п дистанционным кнопочным управлением. [3]
В скобках укачаны пределы регулирования сварочного тока в дополнительном диапазоне. СТЭ указана масса трансформатора и дросселя. [4]
В преобразователе ПС-ЗООМ пределы регулирования сварочного тока при номинальном напряжении 30 - 35 в получаются без сдвига щеток коллектора с помощью реостата в обмотке возбуждения поперечных полюсов. [6]
Характеристиками для источников питания являются также пределы регулирования сварочного тока , напряжение холостого хода, коэффициент полезного действия и коэффициент мощности. [7]
При расчете сварочного трансформатора к числу основных исходных данных относятся пределы регулирования сварочного тока , которые непосредственно связаны с индуктивным сопротивлением трансформатора. [8]
К основным параметрам сварочных источников питания относятся: номинальный сварочный ток, пределы регулирования сварочного тока , напряжение питающей сети, напряжение холостого хода, напряжение на зажимах источника питания под нагрузкой ( рабочее), номинальный режим работы, внешние характеристики. [9]
В сварочном трансформаторе выбор числа витков обмоток имеет принципиальное значение, так как витки определяют пределы регулирования сварочного тока . [10]
УДАР-300 ( рис. 66), предназначенная для ручной дуговой сварки алюминия и его сплавов неплавящимся электродом в среде инертных газов и рассчитанная на работу переменным током. Пределы регулирования сварочного тока 50 - 300 а, диаметр электродов 2 - 6 мм. Горелок две: одна весом 420 г, а другая весом 870 г. Установка снабжена специальным импульсным стабилизатором, благодаря чему обеспечивается устойчивое горение дуги. Подача аргона в зону дуги начинается за 2 - 3 сек. Если в начале сварки дуга почему-либо не возбуждается, поступление аргона тотчас же прекращается. [12]
КПД выпрямителей значительно выше, а потери холостого хода ниже, чем у преобразователей. Пределы регулирования сварочного тока и напряжения расширены, увеличена возможность автоматизации сварочного процесса. Выпрямители имеют меньшую массу и габариты, что упрощает их размещение на строительной площадке и в цехах. Наибольшее количество выпрямителей выпускается с питанием от трехфазной сети с применением трехфазных и шестифазных схем выпрямления. [13]
Указаны пределы регулирования собственно источника питания. При механизированной сварке пределы регулирования сварочного тока должны определяться также параметрами полуавтомата. [14]
Источники питания электрической дуги характеризуются рядом параметров при работе на установившихся режимах: холостом ходу, рабочей нагрузке и коротком замыкании. Такими параметрами являются номинальный ток, пределы регулирования сварочного тока , напряжение холостого хода, номинальное рабочее напряжение, продолжительность работы источника, коэффициент полезного действия. [15]
ТЕСТ «Источники питания сварочной дуги»
1. Какую внешнюю вольт-амперную характеристику может иметь источник питания для ручной дуговой сварки?
2. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
4. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
5. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) С помощью изменения расстояния между обмотками.
б) Путем изменения соединений между катушками обмоток
6. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
Инверторные источники обладают:
а) малой массой и габаритами;
б) низким коэффициентом полезного действия;
в) бесступенчатым регулированием сварочного тока.
Выпрямители имеют маркировку:
Напряжение холостого хода источника питания — это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи;
б) напряжение на выходных клеммах при горении сварочной дуги;
в) напряжение сети, к которой подключен источник питания.
10. Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) напряжение и ток сети, к которой подключен источник питания;
в) ток и напряжение, на которые рассчитан нормально работающий источник.
Критерии оценок тестирования:
Список литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.

Курс повышения квалификации
Методика работы с информационными ресурсами глобальных и национальных сетевых поисковых сервисов библиотек и информационно-библиотечных центров в условиях реализации ФГОС

Курс профессиональной переподготовки
Безопасность технологических процессов и производств

Методики библиотечно-консультационной работы с различными категориями пользователей: юношеством, лицами с ограниченными возможностями здоровья в условиях реализации ФГОС

«Нормативно-правовые и организационные аспекты лицензирования и аккредитации применительно к разным уровням образования»
Краткое описание документа:
«Источники питания сварочной дуги»
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Тестирование в педагогике выполняет три основные взаимосвязанные функции: диагностическую , обучающую и воспитательную :
· Диагностическая функция заключается в выявлении уровня знаний, умений, навыков учащегося. Это основная и самая очевидная функция тестирования. По объективности, широте и скорости диагностирования, тестирование превосходит все остальные формы педагогического контроля.
· Обучающая функция тестирования состоит в мотивировании учащегося к активизации работы по усвоению учебного материала. Для усиления обучающей функции тестирования могут быть использованы дополнительные меры стимулирования студентов, такие как: раздача преподавателем примерного перечня вопросов для самостоятельной подготовки, наличие в самом тесте наводящих вопросов и подсказок, совместный разбор результатов теста.
· Воспитательная функция проявляется в периодичности и неизбежности тестового контроля. Это дисциплинирует, организует и направляет деятельность учащихся, помогает выявить и устранить пробелы в знаниях, формирует стремление развить свои способности .
Номинальный сварочный ток и напряжение источника питания это
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор (рис. 22) имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
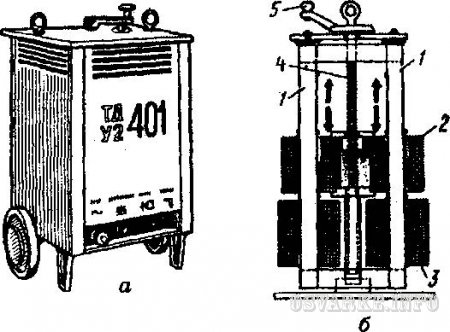
Рис. 22. Сварочный трансформатор:
а - внешний вид; б - схема регулирования сварочного тока
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую.
Источник питания для ручной дуговой сварки имеет падающую вольт-амперную характеристику.
Напряжение холостого хода источника питания - напряжение на выходных клеммах при разомкнутой сварочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Вопрос 2. Способы заполнения шва по сечению.
По способу заполнения по сечению швы:
• однопроходные, однослойные (рис. 23, а);
• многопроходные многослойные (рис. 23, б);
• многослойные (рис. 23, в).

Рис. 23. Сварные швы по заполнению сечения шва
Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Если некоторые из слоев выполняют за несколько проходов, то шов многопроходный.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные - в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют:
• двойным слоем;
• каскадом;
• блоками;
• горкой.
В основу всех этих способов положен принцип обратно-ступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200-400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15-20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20-25 мм и более для предотвращения трещин применяют сварку:
• каскадом;
• блоками;
• поперечной горкой.
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при каскадной сварке равна 200-400 мм (рис. 24, а).
При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (рис. 24, б).
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей - лучше выполнить сварку каскадом.
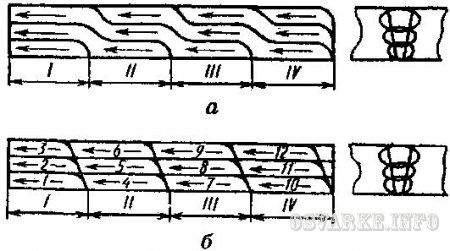
Рис. 24. Заполнение шва по сечению:
а - каскадом; б – блоками
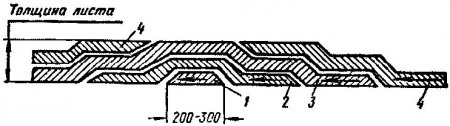
Рис. 25. Сварка горкой
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной горки короткими швами. Каскадный метод является разновидностью метода горки.
При сварке методом горки (рис. 25) на участке 200-300 мм накладывают первый слой, после очистки его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200-300 мм, производят наплавку третьего слоя и т. д.
3. Задача. Объясните влияние серы и фосфора на качество сварного шва.
Сера и фосфор являются вредными примесями стали и чугуна. Их избыточное количество вызывает образование трещин в сварном шве. Сера вызывает трещины в горячем состоянии шва (явление красноломкости), фосфор - в холодном (явление хладноломкости).
Уважаемый посетитель, Вы прочитали статью "Билет № 8", которая опубликована в категории "Итоговая аттестация". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Источники питания сварочной дуги
3.Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния междуобмотками.
7.Инверторные источники обладают:
8.Выпрямители имеют маркировку:
9.Напряжение холостого хода источника питания — это:
| вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ | а | б | в | а | в | а | а, в | а | а | в |
Тема «Оборудование, техника и технология электросварки»
Выбрать правильный ответ:
Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты, служащий для питания сварочной дуги называется:
1) Сварочным выпрямителем
2) Сварочным трансформатором
3) Сварочным генератором
4) Сварочный преобразователь
Вставить пропущенное слово:
«Источник питания для ручной дуговой сварки должен иметь «падающую» вольтамперную характеристику
Выбрать правильный ответ:
ВД–306 обозначает:
1) выпрямитель диодный, напряжение 306в
2) выпрямитель для РДС, номинальный сварочный ток 300А
3) возбудитель дуги, сила тока 306А
Установить соответствие между определением и термином (1-4, 2-3, 3-1, 4-2)
Соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок Стыковое
Соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга; Тавровое
Соединение деталей, расположенных в одной плоскости или на одной поверхности;
Соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней. Угловое
Выбрать правильный ответ:
Как регулируется сила сварочного тока в балластном реостате РБ-201?
1) плавно
2) через каждые 15А, т.е. ступенчато
3) через каждые 10А, т.е. ступенчато
Вставить пропущенное слово:
При малых токах обмотки трехфазного трансформатора включаются «Звездой»
Выбрать правильный ответ:
Номинальный сварочный ток и напряжение источника питания – это:
1) максимальный ток и напряжение, которые может обеспечить источник
2) напряжение и ток сети, к которой подключен источник питания
3) ток и напряжение, на которые рассчитан нормально работающий источник
Выбрать правильный ответ:
При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнению со сваркой в нижнем положении должна быть:
1) увеличена на 5-10%
2) уменьшена на 5-10%
3) не изменяться
Вставить пропущенные слова:
Выбор силы сварочного тока зависит от «диаметра электрода, марки стали детали и положения сварки в пространстве»
Выбрать правильный ответ:
Шов на "проход" выполняется следующим образом:
1) деталь проваривается от одного края до другого без остановок
2) деталь проваривается от середины к краям
3) деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода)
Тихомиров Павел Анатольевич
ПМ.06 ТЕРМИТНАЯ СВАРКА
7. Условия, необходимые для проведения термитной реакции
8. Продукты термитных реакций
МДК 05.01 Техника и технология газовой сварки (наплавки)
9. Выбор способа сварки в зависимости от положения шва в пространстве
10. Способы подготовки кромок для газовой сварки. Режимы сварки.
МДК 02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
39. Сварка в нижнем положении шва
40. Процесс кристаллизации сварного шва
70. Кислородно-дуговая резка. Сущность, условия протекания процесса
МДК 07.01 Техника и технология сварки ручным способом с внешним источником нагрева деталей из полимерных материалов
9. Методы повышения свариваемости
10. Контактная тепловая сварка
Определите, в каком из вариантов правильно наложены сварные швы при газовой сварке в зависимости от толщины металла.
Вариант 1. До 6 - 8 мм сварные швы накладывают в два, три слоя.
Вариант 2. До 6 - 8 мм сварные швы накладывают в один слой.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.011)
Продолжительность нагрузки (ПН) сварочного инвертора. Что это и зачем его знать?
Зачем нужно знать и соблюдать ПН - продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
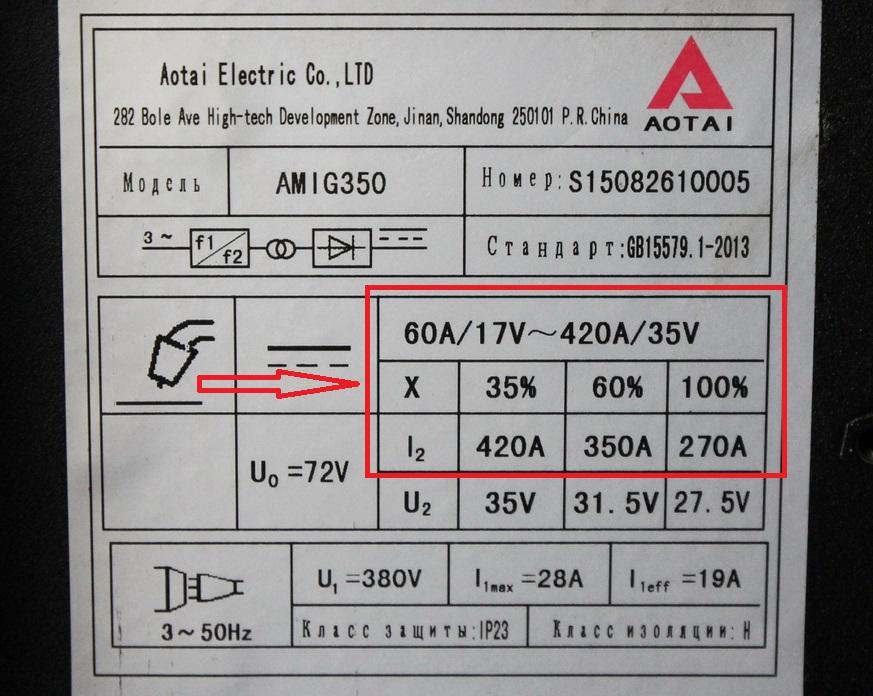
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток - это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения - ПВ:
Большинство сварочных источников - выпрямители и инверторы в частности, работают в повторно-кратковременном режиме. Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.

За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяется номинальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200:
200А – 40%
160А – 80%
140А – 100%
Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% - ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм.
Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С. Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%. Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%. Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях. Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Ряд недобросовестных производителей завышают паспортные данные тока и ПН%, в результате чего инвертор либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя. Это характерно для дешевой бытовой техники. Будьте внимательны!
Рекомендуем Вам кроме рекламных материалов читать паспорта, заводские таблички на корпусе аппарата, а также изучать отзывы о работе инверторов.
Как воспользоваться всей этой информацией?
Если Вы выбираете бытовой аппарат, то Вам вполне подойдет инвертор с показателем ПН=30% на максимальном токе, но если Ваш аппарат для заработка, лучше выбрать модель с показателем ПН=60%. В любом случае при эксплуатации следует учитывать ПН и не допускать перегруки.
Для профессиональной работы выберите инвертор с высоким показателем ПН:
Читайте также: