Сварка алюминия dc tig pulse
Обновлено: 17.05.2024
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия
Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG
Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.
3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);
4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.
К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)
Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки
Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
TIG сварка алюминия
Многие специалисты отмечают плохую свариваемость алюминия, так что для получения прочного соединения используются специальные методы, которые помогают достичь результата высокого качества. TIG сварка алюминия является одним из таких способов, так как именно она помогает бороться с основными негативными факторами, которые и создают проблемы во время сваривания. Здесь все проводится под защитой инертного газ, в качестве которого чаще всего выступает аргон. Но основной силой, что расплавляет металл, тут выступает электрическая дуга, которая образуется между металлом заготовки и неплавким электродом.

Сварочный шов после сварки алюминия tig инвертором
ТИГ сварка алюминия имеет относительно высокую себестоимость, так что ее применяют в тех случаях, когда требуется ответственная деятельность свареной детали. Виной этому высокая стоимость газа, у которого достаточно высокий расход. Но все это обеспечивает намного более удобные условия работы, чем сварка алюминия электродом при помощи обыкновенного сварочного трансформатора. TIG сварка алюминия применяется преимущественно в промышленных условиях. Для работы с ней требуется особый опыт, так как для достижения результата высокого качества следует иметь не только хорошую технику, но и обладать соответствующим уровнем мастерства.
Преимущества- Инертный газ является лучшей на данный момент защитной средой, которая создает непроницаемые для кислорода и водорода условия;
- Нет риска попадания влаги в сварочную ванну из обмазки электрода;
- Дуга обладает высокой стабильностью горения;
- Швы получаются более аккуратными и тонкими, а сварочные соединения более крепкими;
- Многие недостатки свариваемости алюминия становятся не такими существенными;
- Возможность работы с широким спектром режимов настроек.
- Высокая себестоимость сварочного процесса;
- При работе с газом работа становится менее безопасным;
- Горение газа оказывает вред здоровью сварщика;
- TIG сварка алюминия обладает более длительным процессом подготовки, а соответственно, становится более трудоемкой.
В последнее время ТИГ сварка алюминия постоянным током практически не производится, так как большинство специалистов используют переменный ток. Существует несколько определенных положений, которые предрасполагают к выбору именно этому роду электричества. Когда подключается постоянный ток на обратной полярности, то создается катодная очистка оксидной пленки. При этом же, температура сварки значительно увеличивается. По этой причине может возникнуть разрушение вольфрамового электрода, который активно применяется в данной сфере. Подключив постоянный ток с прямой полярностью, он не сможет ликвидировать оксидную пленку, так что даже при более стабильной дуге будет плохое качество сварки. Таким образом, переключение полярности может обеспечить итог работы высокого качества и именно поэтому стоит выбирать переменный ток. Сварка алюминия TIG инвертором постоянным током проводится очень редко, так как работать им оказывается слишком сложно.

TIG сварка алюминия
Что необходимо для ТИГ сваркиДля того чтобы осуществить процесс сваривания, требуется обеспечить следующий набор оборудования:
- Вольфрамовые электроды различного диаметра;
- Заземление для аппарата;
- Сварочный инвертор ТИГ (постоянного/переменного тока);
- Расходный присадочный материал, в виде сварочной проволоки;
- Горелка для данного вида сварки;
- Газовые шланги;
- Баллон с инертным газом;
- Сопла на горелку и цанг с держателем;
- Блок для охлаждения горелки;
- Редуктор для регулировки давления газа.

Сварочная маска Хамелион
Помимо этого необходимо иметь сварочную маску Хамелеон, краги, педаль управления сварочным током и прочие вещи.
МетодыСварка алюминия и стали может осуществляться несколькими методами, в том числе и специфическими. Одним из них является четырехтактный метод. Во время первого такта работы в нем активизируется высокий ток сварки, который позволяет разогреть металл без создания дефектов на рабочей поверхности. Третий такт использует понижающую функцию, которая помогает избежать трещин во время наполнения концевого кратера.

TIG сварка алюминия постоянным током
Импульсный метод аргонно-дуговой сварки, что обладает рядом преимуществ. Во время его использования добавляется второй импульс-процесс, который снижает нагрев шва и противодействует деформации заготовок. Шов получает аккуратный и ровный внешний вид.

Технология TIG сварки алюминия
Выбор сварочных материалов и подбор оборудованияСварка тонкого алюминия проводится электродами с небольшим диаметром. Но во время работы могут возникать различные ситуации, так что желательно иметь у себя в наличии набор необходимых электродов диаметром от 1 до 6 мм, что позволит проводить работы с металлом практически любой толщины. Современные инверторы должны поддерживать силу тока от 10 до 450 Ампер, чтобы можно было проводить тонкую настройку параметров работы. Присадочная проводок выбирается по составу, чтобы он максимально сходился с теми заготовками, которые будут свариваться, будь то сварка алюминиевых труб или каких-либо других вещей.
Пошаговая инструкция
Сварка алюминия со сталью и другими металлами происходит практически по одной и той же схеме:
- Сначала идет подготовка металла, куда входят такие процедуры как зачистка поверхности щеткой, обработка растворителем, разделка кромок, если толщина слишком высокая и так далее;
- После этого на место сваривания следует выложить флюс, который будет использоваться;
- Затем можно приступать к непосредственному свариванию, зажигая дугу и пламя горелки и проводя шов по всей поверхности кромок;
- После окончания процесса металл желательно подогревать в течение нескольких минут, постепенно понижая температуру;
- Зачистить и проверить качество соединения.
«Важно!
Из-за плохой свариваемости алюминия требуется обязательно использовать флюс.»
Таблица режимов ТИГ сварки алюминия
Сварка листового алюминия должна проводиться строго по определенным режимам:
Как настроить аппарат для сварки алюминия - полная инструкция
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
Для TIG сварки понадобятся:
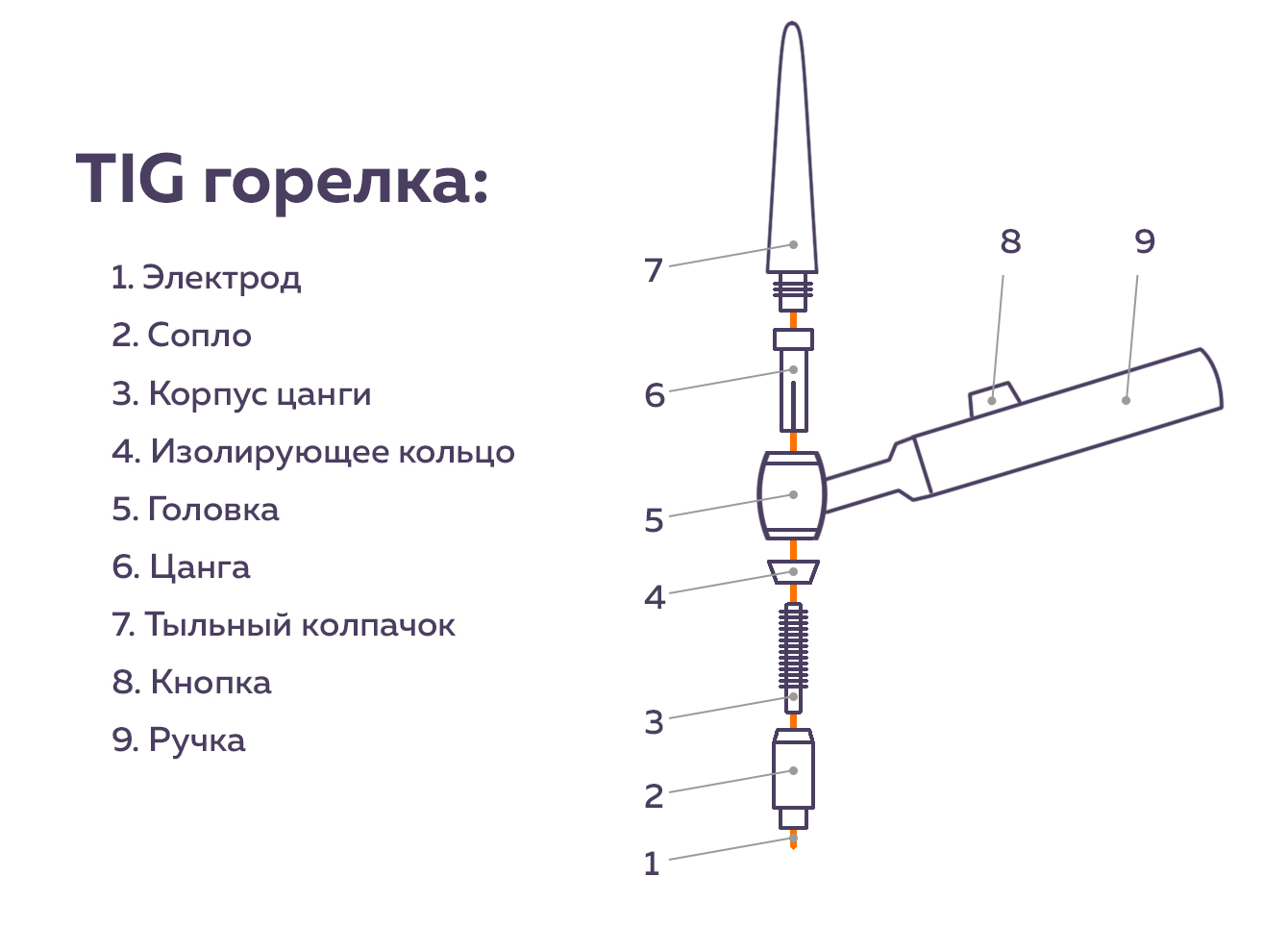
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
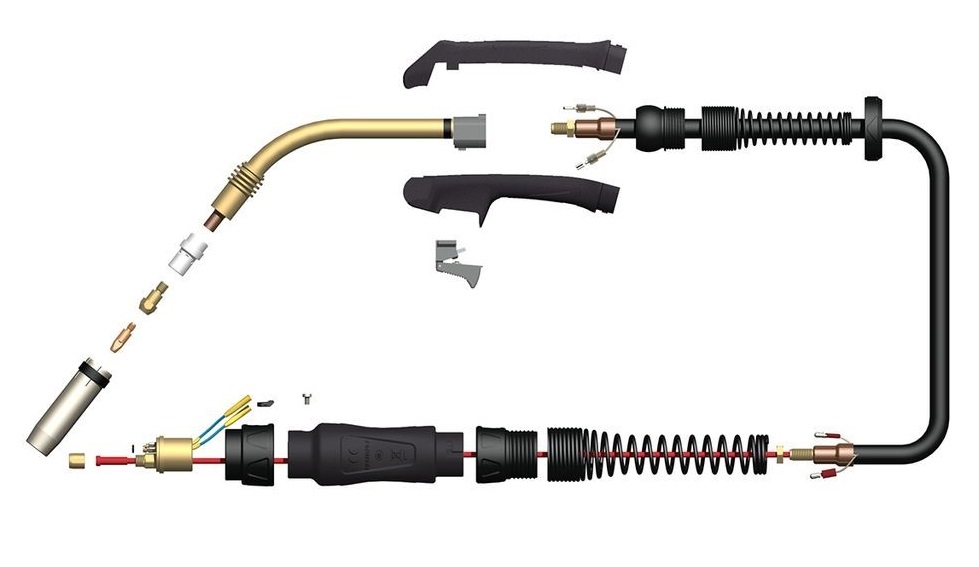
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
На этом этапе следует проверить наличие и соответствие всех элементов сварки, подготовить аппарат, рабочее место и деталь. Необходимо проверить правильность подключения аппарата к электросети. Выясните, сможет ли сеть выдержать нагрузку на протяжении всего процесса сварки. Это особенно касается бытовых маломощных сетей.
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Следует установить подходящий вольфрамовый электрод, обязательно заточить его на нужный угол и собрать горелку. Провод массы подключаем к «+» клемме на аппарате, провод горелки подключаем к «–» клемме аппарата.
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Сварка алюминия в аргоне. Настройка аппарата на примере Aurora Pro INTER TIG 200 AC/DC

Перед тем, как включить аппарат необходимо подключить к нему газ - чистый аргон, настроить на редукторе давление. В данном случае у нас расходометр измеряет давление в литрах в минуту. Часто люди задают вопрос, какое должно быть давление на редукторе – здесь все зависит от того, работаете ли вы в помещении или работаете на улице, или у вас сквозняки, и от толщины сваренного металла. Помещение у нас закрытое, и слишком высокое давление не обязательно, достаточно установить расход газа 7-8 литров в минуту. Если же мы будем работать на улице или поставим сопло большего диаметра, нам будет необходимо большее давление, здесь всё зависит от конкретных задач, которые у нас стоят.

Также металл всегда перед сваркой зачищаем. Алюминий очень любит чистоту, т.е. если попадет грязь или жир – это будет негативно сказываться на качестве сварки. Лично мне больше всего нравится зачищать металл наждачным диском. И не забываем о технике безопасности – обязательно оденьте защитные очки.

При выборе необходимого диаметра электрода отталкиваемся от толщины металла. В данном случае у нас электрод диаметром 2,4 мм – я бы сказал, что это многовато для металлов толщиной 2 мм, но вполне подходит. Перед сваркой необходимо подготовить электрод - заточить его как иголку.

В процессе сварки он должен образовать такой сферический шарик. Шарик должен быть правильной формы, кругленький, не кривой, блестящий. Если у нас так не получается сделать, значит либо ток не соответствует, либо защита газа плохая. Вылет электрода из сопла должен быть 1-2 мм. Все зависит от соединения – если оно угловое, то вылет будет больше, у меня будет стыковое соединение, и я делаю очень маленький вылет - буквально 1 мм, этого достаточно.
По настройкам аппарата – начнем с 2-х тактного режима - мы нажали на кнопку, у нас зажглась дуга, мы держим кнопку пока происходит процесс сварки. Отпустили кнопку – процесс сварки закончился. В настройках для стартового режима есть стартовый ток, я его делаю обычно больше раза в два, чтобы легче было зажечь дугу. Также у нас есть Post flow – это газ после сварки, для того, чтобы пока металл остывает мы его защищали в газовой среде. Ну и основной ток - для данной толщины металла это 40 ампер, может быть немного больше или немного меньше, все зависит от того, какого объема у нас деталь. По настройкам все, перейдем к самому процессу сварки.

Прихватили, с двух сторон, чтобы металл у нас не ушел от заданных параметров и начинаем процесс сварки.

Сначала, когда мы зажгли дугу, мы ждем, пока у нас металл начнет плавиться, только после этого подаем присадочную проволоку. Если металл не начал плавиться – присадочный материал не будет ложиться, он будет просто свисать каплями с присадочного прутка. Вот, вполне неплохо получилось.
Также существует четырехтактных режим, для чего он нужен? Если мы варим швы с продолжительной длинной, то это происходит так: аппарат переключаем в 4-х тактный режим, чтобы начать сварку нажимаем на кнопку, дуга зажигается, кнопку отпускаем и процесс сварки продолжается, в конце сварки нажимаем кнопку – дуга тухнет. Также здесь есть такие функции, как стартовый ток, но он действует только пока мы держим кнопку в начале сварки. И заварка кратера – это Down soft на панели аппарата - она работает пока мы держим кнопку в конце сварки. Выставляем примерно 5 сек, т.е. ток будет снижаться к 0 в течение 5 сек. Также при переключении аппарата в 4-х тактный режим отображается уже не основной ток, которым мы варим, а стартовый.
В конце сварки у нас ток постепенно снижается, это происходит пока я держу кнопку на горелке. Также на аппарате существует режим Pulse – это дополнительные настройки, которые позволяют в процессе работы расширить возможности аппарата. В режиме Pulse при тех же параметрах основного сварочного тока возможно нагревание детали меньше, будет меньше прожогов, это удобно как раз для тонкого металла. И также мы можем контролировать формирование сварочного шва, т.е. изменять его внешние свойства, так как нам это позволяет фантазия.

Переключаем аппарат в режим Pulse, также 4-х тактный режим и здесь начинают действовать остальные регулировки аппарата – это скорость пульса в герцах, т.е. как часто у нас будет пульсация и баланс пульса либо время действия пульса относительно друг друга – верхний режим относительно нижнего. Основной ток у нас может действовать 50% времени, нижний тоже 50%. Если мы изменим в большую сторону эту регулировку, то верхний предел будет действовать 70% времени, нижний предел – 30%. Но это время также зависит от скорости пульса, т.е. с какой скоростью происходит пульсация. Я настрою аппарат так – верхний предел пульса будет 80 А, нижний 40 А, скорость пульса сделаю 2 Гц (здесь у нас шкала от 0,5 до 5 Гц), это уже в процессе работы можно будет настраивать. Время действия сделаю 50/50. Посмотрим, что из этого получится. Вы видите, что формированием шва валика можно играть, создавая большую или меньшую чешуйчатость.

А теперь я перенастрою аппарат и покажу, как это будет выглядеть при другом режиме. Я сделаю верхний предел 100 А, нижний оставлю 40 А, но изменю время действия в нижнюю сторону, т.е. у меня верхний пик будет действовать меньше по времени, относительно нижнего. Сейчас мы видим, что чешуйки стали не такие частые, но ширина проплавления и скорость сварки стала быстрее. Напомню, что тепловложение гораздо меньше, чем на токе без пульса - деталь нагревается меньше.

Можно настроить аппарат по-другому, чтобы чувствовать разницу в регулировке. Сделаем верхний и нижний предел 50/50 и увеличим скорость пульса. Вообще, чем больше мы увеличиваем скорость пульса – тем плотнее мы получаем чешуйки. Чем меньше скорость пульса, тем более крупные, жирные чешуйки получаются – другое внешнее качество шва.
Купить сварочный аппарат Вы можете на нашем сайте.
Смотрите данную статью в видео-ролике:
TIG сварка алюминия для чайников. Часть 1
Немного теории – для того, чтобы сварить алюминий необходим источник, который выдаёт переменный ток, потому что алюминий на постоянном токе сварить невозможно. Это касается конкретно аргонодуговой сварки. На аппарате должна быть обязательно функция бесконтактного поджига, функция заварки кратера и функция регулировки баланса переменного тока. Данный аппарат имеет все эти функции, больше в нём ничего нету, но этого вполне достаточно, чтобы качественно сделать работу.
Газу аргону нужно уделять особое внимание. Если он будет немножко грязный, то сварка не получится. Алюминий в процессе сварки будет чернеть и швы будут очень некрасивые. Потому что бывает, что попадаются баллоны, в которых намешано немножко воздуха из атмосферы.
Присадочный пруток
Я встречал два основных вида присадочного материала – это присадочные прутки для сварки чистого алюминия, например, как у меня здесь, электротехнические шины, там применяется чистый алюминий.

И присадочные прутки для сварки литейного алюминия, в котором большое количество примесей других металлов. В таких прутках добавлен компонент кремний, который гораздо облегчает работу с алюминием и швы будут максимально прочные в таких случаях.

Для сварки чистого алюминия применяются прутки под номером 5356. Для сварки литейных сплавов алюминия применяется пруток 4043.

Вольфрамовый электрод
Вольфрамовые электроды необходимо применять либо универсальные либо для сварки переменным током, такие электроды окрашены в зелёный цвет. Для сварки алюминия я применяю универсальный электрод диаметром 2,4. Можно варить как тонкий алюминий, так и толстый, до 5-6 мм.

Электрод перед сваркой необходимо заточить, но не обязательно, чтобы он был очень острый, возможно оставить небольшое притупление на нём, потому что в процессе сварки он всё равно округлится полусферой. В процессе сварки вольфрамовый электрод должен иметь чёткую сферу, напоминающую небольшую капельку, но эта капелька должна быть не больше в диаметре чем сам электрод. Цвет должен быть блестящий, сама сфера должна быть ровная. Если он, например, матовый, значит плохая защита или плохой газ. Тут всё сводится к газу – либо мало газа, либо газ плохой.
Если электрод слишком сильно оплавляется, значит он выдерживает слишком большие температуры, а значит он не рассчитан на такие токи. То есть необходимо применить электрод больший в диаметре.
И еще в аппарате существует такая функция как баланс переменного тока. С этой функцией мы подробно разберемся. Она тоже отвечает за то, как ведет себя вольфрам в работе.
Газовая защита

Для сварки алюминия есть смысл применять газовую линзу. Газовая линза - это цангодержатель, который имеет в себе конструкцию в виде вставленной сеточки внутри, через которую проходит газ. Этот газ создает более спокойный ламинарный поток и тем самым создает более лучшую защиту для вольфрамового электрода и сварочной ванны. Также под эту газовую линзу существуют специальные сопла, диаметр сопел тоже может быть разный. Конкретно для алюминия, чем больше диаметр сопла, тем лучше будет защита. У меня диаметр сопла совсем небольшой, всего миллиметров 8, но для моей задачи будет достаточно.
Вылет вольфрамового электрода при сварке необходимо делать примерно 4-5 мм. Если будет больше, то вольфрам будет сильно греться на переменном токе и будет разрушаться.
Читайте также: