Сварка алюминия полуавтоматом без газа алюминиевой проволокой
Обновлено: 04.10.2024
Основная сложность сварки алюминия заключается именно в уникальных свойствах этого материала. Необходимо помнить о том, что алюминий не изменяет цвет при нагревании, а значит, и оценить качество сварочного шва по итоговому цвету невозможно. Диапазон плавления гораздо шире, чем у других металлов, и его высокая теплопроводность вследствие длительного влияния высоких температур провоцирует появление дефектов различной степени. Алюминий является немагнитным материалом.
Отличительные характеристики алюминия в процессе сварки
Свойства алюминия в процессе сварки:
- Поверхность этого металла всегда покрыта оксидной плёнкой, ее температура плавления около 2 000 о С, алюминий плавится при 660 о С.
- Сварочный шов после сварки сразу покрывается оксидной пленкой.
- Растворённый водород в составе данного металла всегда стремится выйти наружу, что провоцирует образование кристаллизованных трещин и пор.
- Высокая теплопроводность требует применения значительных величин тока.
- Текучесть алюминия в расплавленном состоянии усложняет формирование сварочной ванны.
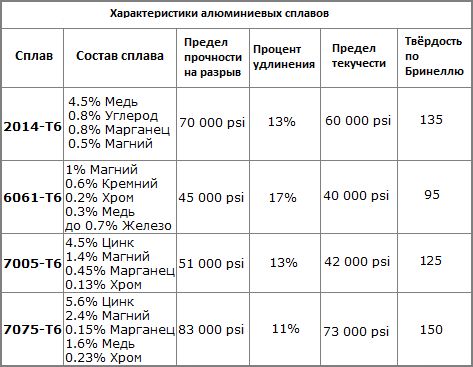
Немаловажная деталь – сварка алюминия часто затруднена тем, что в домашних условиях проблематично определить марку сплава металла. Зная точную информацию о сплаве, можно максимально точно определить режим соединения и способ его выполнения.
Подготовка алюминиевых деталей под сварку
Из-за специфических свойств алюминия его подготовка перед сваркой имеет краеугольное значение на итоговый результат.
Особо тщательно следует уделить внимание месту (кромкам изделия) для планируемого сварочного шва. Преимущественно очистка выполняется для того, чтобы избавиться от оксидной плёнки.
- Очищение и обезжиривание материала от налета любого происхождения. Выполняется это ацетоном, растворителем или реже авиационным бензином.
- Разделка кромок необходима, если их толщина превышает 4 мм, при использовании стандартных электродов.
- Удаление оксидной плёнки. Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
Доступные способы сварки алюминия в домашних условиях
Сварщик для сваривания алюминия может использовать разное оборудование и материалы, но в домашних условиях он достаточно ограничен, поэтому мы рассматриваем наиболее распространенные и доступные способы:
- сварка газовой горелкой;
- сварочный аппарат инверторного типа (MMA, MIG, TIG);
- полуавтоматом (MIG).
Сварка алюминия с использованием газовой горелки
Оптимальным средством для проведения сваривания является газовая горелка. Выбирая этот метод, следует подготовить необходимые инструменты:
- присадочная проволока из алюминия (благодаря которой можно получить качественный шов);
- газовая горелка;
- сварочный флюс (для блокировки появления оксидной плёнки).
Популярные виды флюсов для зачистки алюминия:
- Калий-содержащие в виде порошка Probat Fluss 2126 (для алюминиевых сплавов).
- Натрий-содержащие Probat Fluss Al 224 (порошок) и Arsal 2125 (в гранулах) для алюминиево-кремниевых сплавов.
- Алюминиево-марганцевые сплавы можно очистить флюсом AH-A1 или AH-A.
Берется подготовленный материал для сварки, только обязательно после тщательной зачистки кромок. Далее его необходимо обработать флюсом. После этого на горелке выставляется необходимый режим пламени, подходящий для прогрева кромок и плавления присадочного материала. В процессе работы присадочный материал подается в зону сварки, который уже под воздействием огня плавится и смешивается с основным металлом детали.
Сварочный аппарат инверторного типа (ММА)
Инверторная сварочная техника способна подстраиваться под любой необходимый режим сваривания. Ключевым критерием для выбора нужного электрода будет вид конкретного соединяемого материала. Инверторы в основной своей массе выдают постоянный ток. Таким образом, все плавящиеся электроды, которые можно применить для дуговой сварки, используются и для инвертора.
- относительно меньшее потребление электричества по сравнению с другими типами сварочных аппаратов;
- защита от перепадов напряжения;
- малогабаритность аппаратуры;
- возможность использования электродов любого типа.
Распространенные виды электродов для алюминиевых металлов и сплавов:
- ОЗА-1 – для алюминия без добавок, а ОЗА-2 можно сваривать алюминиево-кремниевые сплавы.
- ОЗАНА-1 – используются для сварки из чистого алюминия, а ОЗАНА-2 – для алюминиево-кремниевых металлов. Швы обладают высокой коррозионной стойкостью.
- УАНА – подходят для деформированных и литейных алюминиевых сплавов.
Сварщику следует помнить, что при сварке алюминия необходимо использовать постоянный ток обратной полярности. Получаемое катодное распыление разрушает оксидную пленку. Не соблюдая это условие, пленка не будет разрушена, и выполнение сварочных работ будет крайне затруднительно.
Порядок действий сваривания инвертором:
- Зачистка и обезжиривание металла.
- Зафиксировать деталь, если это необходимо.
- Настройка аппарата на необходимый режим сварки в зависимости от диаметра электрода, толщины свариваемой детали и скорости сварки.
- Прогреть поверхность необходимо для удаления влаги, если это необходимо из-за состава алюминиевого сплава, но не более 250 о С.
- Сварка производится на постоянном токе обратной полярности (это важно, не на прямой!)
- Аккуратно замкнуть электрод на изделии и быстро переместить его в сварочный шов, сварку выполнять без отрыва, а электрод держать перпендикулярно сварочной ванне, чтобы не образовывались наплывы и брызги, т. к. алюминий достаточно быстро плавится.
- После окончания сварки деталь должна остыть, потом отбить шлак и осмотреть сварочный шов, при необходимости он зачищается от оксидной пленки и накладывается следующий слой.
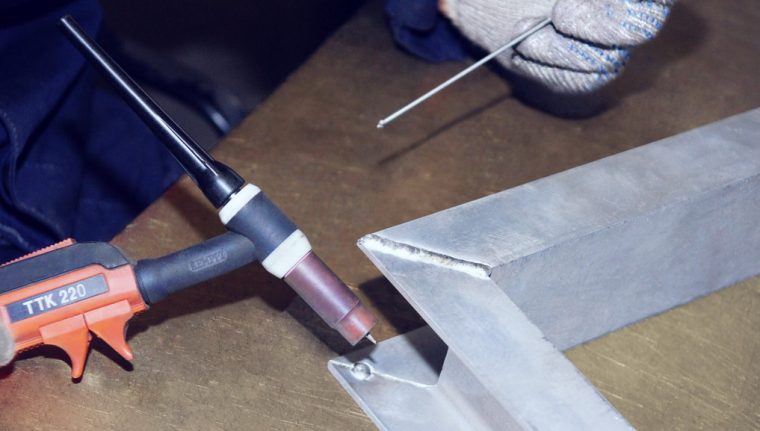
Сваривание алюминия полуавтоматом MIG (аргоном)
Самый распространенный метод сваривания алюминия – полуавтоматом. В сварочный пистолет одновременно подаются сварочная проволока в качестве электрода и защитный газ. Полуавтоматы стали доступными для потребителей, благодаря снижению своей стоимости.

Примерная стоимость полуавтоматов для сварки на Яндекс.маркет
Наиболее практичен в использовании газ аргон. Возможно использование смеси аргона и гелия. Для данного способа также желательна зачистка поверхности порошковым флюсом.
Требования к сварке:
- ровный канал, по которому будет проходить проволока. Идеально, если подающий канал изготовлен из тефлона;
- механизм подачи должен работать без рывков, то есть механически минимально воздействовать на поверхность проволоки;
- прекращение подачи газа должно быть не одновременным с отключением тока, а с задержкой на 5-7 секунд.
Высокая скорость сварки требует от мастера хорошей подготовки, поэтому рекомендуется тренировка, особенно если работу необходимо провести на тонких изделиях.
Как варить полуавтоматом без газа
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
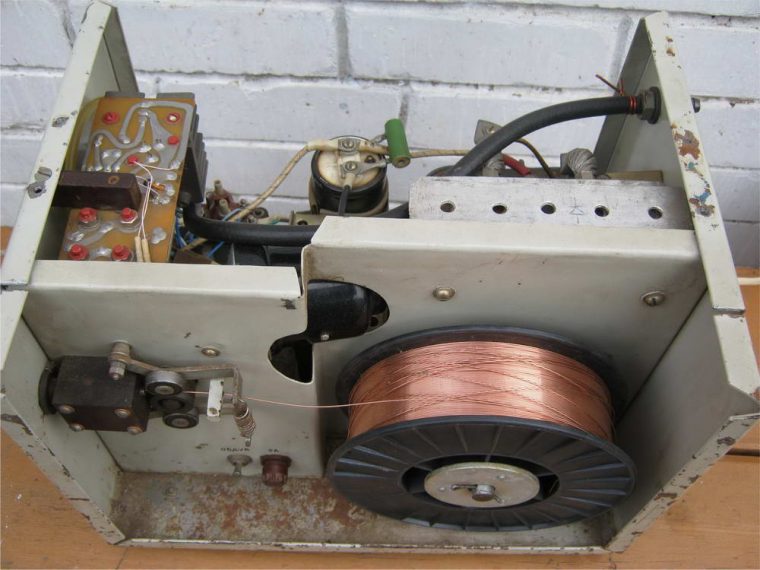
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение сварки полуавтоматом без газа обычной проволокой
Возможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сварка полуавтоматом без внешней подачи газа, под флюсом: для чего подходит? Техника сваривания
Факторы, которые влияют на качество соединения – сила тока и скорость подачи проволоки. Первый показатель устанавливают в зависимости от толщины деталей, скорость – равномерной и достаточной для получения качественного шва.
Полуавтоматической сваркой соединяют изделия из алюминия, низколегированных и коррозионностойких металлов толщиной от 1,5 до 10 мм.
Государственные стандарты техпроцесса и применяемого оборудования
Технологию и параметры процесса регламентирует государственный стандарт СССР от 1977 г., продлённый в 1991 году, ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами». ГОСТ вводит обозначения подвидов метода:
- Ас – автоматическая дуговая сварка под флюсом на стальной подкладке;
- Апш – автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
- П — полуавтоматическая дуговая сварка под флюсом;
- Пс – полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
- Ппш – полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
Необходимые параметры оборудования содержит ГОСТ 18130-79 «Полуавтоматы для дуговой сварки плавящимся электродом», созданный в 1980-м, продлённый в 2015 году. В нём требования по номинальному напряжению, электрическим схемам, суммарному сечению кабелей, условиям эксплуатации и другим характеристикам процесса.
Особенности полуавтоматического способа
Благодаря компактности, полуавтоматом работают в труднодоступных местах: на высотных конструкциях, в тесных помещениях и тоннелях.
В отличие от метода с использованием газобаллонного оборудования в полуавтоматическом используют прямое подключение: на электрод подают «минус», а на заготовку – «плюс». При этом создаётся температура, достаточная для сгорания флюсового порошка и возникновения защитной среды.
Прижимные ролики устанавливают в соответствии с диаметром проволоки. На самом ролике указан диапазон диаметров, которые можно использовать. Нельзя прикладывать слишком большое усилие, затягивая ролик, это может привести к сдавливанию полой внутри проволоки и затору в кабель-канале.
Конструкция и принцип работы аппарата, типы проволоки
- сварочная горелка-пистолет;
- узел управления;
- механический блок подвода проволоки;
- гибкие шланги;
- бобина с проволокой;
- трубопровод для подачи электрода;
- электрические провода.
В зону соединения подаётся электрический ток, дуга плавит электрод, флюс, испаряясь, защищает сварочную ванну от попадания кислорода. Подача электрода осуществляется автоматически, горелку перемещают вручную.
Инверторные сварочные полуавтоматы более производительны и эргономичны, дугу разжигают быстрее.

Примерная стоимость сварочных аппаратов на Яндекс.маркет
Сварочная проволока различается по сечению:
Техника работы полуавтоматом без газа
Перед началом работы подготавливают сплавляемые поверхности: зачищают место шва шлифовальной машинкой, затем обезжиривают зону сварки. Производители крепят на установках таблицы выбора силы тока в зависимости от толщины заготовки. После определения нужного показателя тока:
- сменными шестернями регулируют скорость подачи проволоки так, чтобы она не проскальзывала, но и не была плотно прижата;
- для подбора стабильной величины дуги проваривают небольшой пробный участок;
- устанавливают переключатель подачи электрода в положение «вперёд», чиркают наконечником, после появления дуги ведут шов;
- контролируют плавность процесса.
Достоинства и недостатки полуавтоматического метода работы без газа
К плюсам относят:
- мобильность (нет тяжёлого газобаллонного снаряжения);
- возможность непрерывно сваривать протяжённые участки соединения;
- оперативность визуального контроля качества шва;
- скорость процесса;
- соединение конструкций в труднодоступных местах;
- производительность вследствие непрерывности процесса.
- высокая себестоимость работ;
- потребность в оборудовании, сложность настройки;
- трудоёмкость зачистки швов из-за толстого слоя шлака;
- сложность работы с деталями толщиной менее 2 мм.
Из-за доступности и простоты эксплуатации техники сварку полуавтоматом без газа используют в домашних хозяйствах, гаражах и мастерских для мелких работ и ремонтов.
Как варить алюминий полуавтоматом?
Сварка алюминия с помощью полуавтомата предполагает применение специального электрода в виде мягкой проволоки, которая должна подаваться к месту сваривания через специальный рукав, это происходит за счет особой системы роликов. Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Прежде чем начать варить алюминий полуавтоматом, следует принимать во внимание, что этот металл значительно мягче по сравнению со сталью, поэтому подавать электродную проволоку нужно гораздо быстрее, нежели при работе с другими металлами.
Еще одним свойством алюминиевых изделий является очень высокая теплопроводность, что вынуждает применять большие токи. Лишь в этом случае удастся получить хороший и герметичный шов, нормально проварить металл. Если работы продолжаются достаточно долго, импульсы могут несколько снижаться. При сварке алюминия применение значительной силы тока позволяет уменьшить прилагаемые усилия и сократить время использования оборудования, соответственно, продлить срок его службы.

Каким аппаратом лучше пользоваться?
Чтобы сваривать алюминиевые изделия значительной толщины, понадобиться взять достаточно мощный аппарат. Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации. Она будет с легкостью пробивать оксидную пленку, которая образуется на поверхности металла при непосредственном контакте с воздухом.
Режим выдачи импульсов не допускает перегрева как самих заготовок, так и аппарата, соответственно, прожечь металл будет довольно проблематично. Также это влияет на создание качественного сварного соединения. Для надежного шва желательно использовать технологию сварки в аргоне, причем можно брать как чистый газ, так и с небольшим добавлением гелия. Этот факт сильно отличает работы от сварки стали, которая нуждается в создании среды углекислого газа. Если в аппарате стоят редуктор и регулятор, рассчитанные именно на углекислоту, их нужно будет заменить.
В качестве электрода лучше всего использовать проволоку, сделанную из алюминия. Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Полуавтомат для сварки алюминия должен иметь подающий механизм с канавками, выполненными в форме буквы U. Стандартные канавки имеют вид буквы V – они не подойдут для данного материала. Оптимальным будет использование аппарата, в механизме которого предусмотрено сразу четыре ролика. Если это не предусмотреть, то заготовки в процессе проведения сварочных работ своими руками можно сильно повредить.
Кабельный канал, по которому будет подаваться сварочная алюминиевая проволока, должен быть сделан из графита или тефлона – это позволяет свести трение к минимуму. Кабель сварочной горелки должен быть не более трех метров.

Особенности проведения работ
Сварка алюминия полуавтоматом без аргона подразумевает постоянное поддерживание горящей дуги, причем ее длина значительно больше, чем при работе со сталью, – порядка полутора сантиметров. Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
- В автомат подачи проволоки вставляется алюминиевый электрод, сразу протягивается к горелке.
- На передней панели аппарата нужно настроить все необходимые показатели, связанные с силой тока, напряжением, мощностью и так далее.
- В систему включается баллон с аргоном.
- Заготовки нужно зачистить, сняв оксидную пленку, удалив все загрязнения.
- Приступают к проплавлению кратера в районе соединения заготовок, постепенно его заполняют жидким металлом.
- Образовавшееся углубление заливается алюминием вплоть до того, пока не будет полностью сформирован шов.
Полярность настраивают так, чтобы она была обратной, то есть отрицательный заряд будет подаваться на саму заготовку, плюсовая часть станет подаваться на электрод. Сварочный полуавтомат для сваривания толстого алюминия желательно подключать к баллону, который должен содержать смесь аргона и гелия. Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Подразумевается, что заготовки должны быть подготовлены к проведению сварочных работ. Если спросить об этом этапе опытного сварщика, то он скажет, что поверхность деталей в районе формирования шва должна быть очищена и обезжирена. Когда во время непосредственной сварки образовывается достаточно сильное загрязнение, в аргон можно добавить не более 3 % кислорода. Это будет выжигать всю грязь, появляющуюся в районе формирующегося шва.
Осуществлять проварку кратера желательно на будущем стыке. Его пробить можно с помощью импульсной технологии подачи напряжения на электрод. Когда работы подходят к концу, шов должен быть полностью закрыт расплавленным металлом. В дальнейшем ему нужно будет дать остыть до 400 градусов в аргоновой среде. Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.
Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Стоит отметить, что даже при использовании газовой среды нет стопроцентной вероятности, что при остывании шов не даст трещину. При чересчур быстром проходе электрода по свариваемым заготовкам образуются раковины или поры, которые будут очень заметно снижать качество соединения.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию. Все эти факторы нужно принимать во внимание перед началом работ.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Еще одним немаловажным фактором является сильное ультрафиолетовое излучение, которое возникает при проведении работ. Если не защитить от излучения кожу, буквально через несколько минут будет явно заметен так называемый эффект солярия.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Читайте также: