Сварка аргоном плюсы и минусы
Обновлено: 21.09.2024
Применение гибридной технологии, сочетающей особенности газовой электрической технологии сварки, позволяет работать с различными металлами. Чтобы действительно получить высоконадежные и долговечные неразборные соединения нужно знать особенности сварки аргоном.
Аргонная сварка – это особый вид сварочного процесса с помощью неплавящихся или плавящихся электродов в среде защитного газа. Роль защитной среды играет инертный аргон. Его применение исключает попадание в зону сварки воздуха, вызывающего окисление металла, который формирует сварной шов. Окисление металла вызывает дефекты в структуре шва, снижает его прочность и способствует быстрому разрушению неразборного соединения.
Почему для защиты сварочной ванны используется аргон?
Качество сварного шва зависит от чистоты расплавленных металлов, которые впоследствии кристаллизируются, формируя надежное соединение. Применение инертного газа аргона исключит любые химические реакции с расплавленным металлом – инертный газ и сам не вступает в химические реакции с металлами и защищает от окислительных реакций, вызываемых кислородом. Учитывая, что аргон тяжелее кислорода, он выталкивает его молекулы с области сварочной ванны, обеспечивая ее изоляцию от кислородной среды. Отсутствие кислорода сводит на нет появление окислительных процессов и повышает надежность формируемого сварочного шва.
Важно помнить об одной из особенностей сварки аргоном. Этот газ, при использовании тока обратной полярности, становится средой с хорошей электропроводностью.
Классификация аргонной сварки
В зависимости от степени механизации сварочного процесса сварку аргоном делят на несколько категорий, различающихся между собой:
- Ручная сварка (РАД-способ) – процесс сваривания полностью контролируется сварщиком. Он удерживает горелку руками и перемещает ее для расплавления свариваемых металлов. Для ручного способа применяются вольфрамовые тугоплавкие электроды.
- Полуавтоматическая (механизированная) – этот процесс используется с применением специального механизма, который подает сварочную проволоку. Горелка удерживается сварщиком, он контролирует ее перемещение и положение относительно свариваемых деталей. Аргонодуговая сварка часто применяется для сваривания деталей, которые сделаны из нержавеющей стали.
- Автоматическая – процесс полностью контролируется сварочным аппаратом, которым управляет сварщик дистанционно. Автоматическое сварочное оборудование выполняет перемещение горелки и подачу сварочной проволоки. Такие устройства применяются в сборочных цехах и на небольших предприятиях. В условиях крупных производственных цехов используются специальные сварочные роботы. Оны полностью контролируют весь процесс сварки аргоном без какого-либо вмешательства человека.
Разновидности технологии аргонной сварки
Аргонную сварку делят на следующие категории:
- ММА-сварка. Это ручная технология сваривания, с использованием электрической дуги, зажигаемой электродами со специальным покрытием. Если для ММА-сварки использовать переменный ток, можно будет сваривать заготовки из углеродистой стали. Применение постоянного сварочного тока обеспечит возможность сваривания нержавейки, углеродистых сталей, а также деталей из алюминия и его сплавов. . Она часто используется как в условиях промышленности, так и в быту. Применение этой технологии позволяет сваривать различные металлы и их сплавы. Используя импульсный постоянный и переменный ток можно сваривать следующие материалы:
- алюминиевые сплавы;
- нержавеющую сталь;
- углеродистые и конструкционные стали;
- титановые сплавы;
- цветные металлы (латунь, медь, бронза) и их сплавы;
- никелированные и оцинкованные детали.
- MIG-сварка. Это технология полуавтоматической сварки, выполняемой с помощью плавящейся проволоке в среде защитного газа – аргона. Используя эту технологию, можно сваривать конструкции из всех видов сталей, детали из алюминия и его сплавов, изделия из меди и других цветных металлов.
Как правильно варить аргоном?
Аргонодуговая сварка – это сложный технологический процесс, требующий определенных навыков и умений со стороны сварщика. Рассмотрим, какие же особенности сварки с помощью аргона нужно знать.
Качество соединения свариваемых деталей зависит от состояния их поверхности – наличие грязи, ржавчины, оксидной пленки снижает прочность и надежность. Перед свариванием, поверхности деталей тщательно очищаются с применением механических и химических способов очистки.
Горелка сварочного аппарата должна плавно перемещаться вдоль стыка свариваемых деталей. При поперечном смещении горелки качество сварки существенно снижается. Важно избежать осцилляций в движениях горелки при формировании шва.
Горелка и проволока должны находиться близко к металлической поверхности, чтобы в момент подачи тока быстро зажечь дугу. Инертный газ должен подаваться в область сварки за 15-20 сек до разжигания дуги. Это позволит аргону вытеснить весть кислород, исключив окисление шва.
После розжига дуги нужно контролировать ее длину – важно, чтобы она была как можно меньше. В этом случае шов имеет большую глубину, он узкий и прочный, визуально будет выглядеть аккуратным и красивым. При длинной дуге увеличивается ширина шва и уменьшается его глубина. Это снижает прочность и долговечность создаваемых соединений.
В процессе сварки различных металлов аргоном и с присадочной проволокой, она должна подаваться в рабочую зону медленно. Подавая присадочный материал слишком быстро, возможно разбрызгивание металла, что нежелательно. Оптимально вести присадочную проволоку впереди горелки. Сама горелка и присадочная проволока должны размещаться внутри области, в которую подается инертный газ.
Заваривание кратера должно выполняться посредством уменьшения величины рабочего напряжения, подаваемого на горелку, а не методом прерывания дуги. Подачу инертного газа прекращают через 15 сек после завершения сварки. Это обеспечивает дополнительную защиту от окисления металла, разогретого до высокой температуры.
Этапы проведения аргоновой сварки
Применение аргонодуговой сварки – это сложный процесс, требующий аккуратного выполнения процедур в определенной последовательности. На начальном этапе нужно подготовить все необходимые для этого элементы:
- источник электропитания;
- подходящую горелку с тугоплавким электродом;
- баллон с защитным газом – аргоном;
- присадочную проволоку.
Вольфрамовый электрод должен крепиться в горелке таким образом, чтобы он выступал вперед на 2-5 мм. Диаметр электрода подбирается исходя из типа свариваемого металла, толщины заготовки, характера сварного шва, который нужно получить. Вокруг держателя электрода устанавливается сопло, по которому в зону сварки подается аргон, формируя защитную среду.
После подготовки оборудования и расходных материалов проводится подготовка свариваемых поверхностей. Для сварки аргоном важно то, что нужно удалить с поверхности металлических деталей оксидную пленку, следы ржавчины, краски или масла. Для очистки используются химические и механические методы. Завершением очистки поверхностей является процесс ее обезжиривания.
Закончив подготовку поверхностей, сварщик приводит в рабочее состояние сварочное оборудование. Для этого:
- выполняется подключение источника питания к электросети;
- к детали, которая будет привариваться, подключается «масса»;
- в область сваривания заготовок подается защитный газ – для этого есть специальная кнопка на ручке горелки (газ подается заранее, за 15-20 сек до начала);
- посредством высокочастотного импульса проводится розжиг электрической дуги, замыкающей цепь между свариваемой деталью и электродом.
После разжигания дуги сварщик выполняет формирование шва, соединяющего две области расплавленного металла свариваемых деталей. Нужно плавно вести дугу по линии соединения заготовок, исключая резкие движения горелки в поперечном направлении.
Навстречу движущейся горелке подается присадочная проволока, которая плавится и обеспечивает необходимые свойства сварочного шва. Проволока размещается перед горелкой, находясь под острым углом к свариваемой поверхности – порядка 15-30°. Присадочная проволока должна подаваться медленно, чтобы исключить разбрызгивание расплавленного металла и формирования неровного шва. Горелка с электродом должна образовывать с привариваемой деталью угол в 90°.
В процессе аргонной сварки нельзя допускать, чтобы электрод касался привариваемой детали. Он должен находиться от нее на расстоянии порядка 2 мм. При такой длине сварочной дуги обеспечивается максимальное проплавление заготовки по всей ее толщине, что гарантирует высокую надежность и долговечность соединений.
Завершив работу по привариванию заготовки, подача аргона не должна останавливаться сразу. Прекращают подачу защитного газа через 15 сек. после прекращения горения дуги.
Особенности сварочных работ
Аргонодуговая сварка несколько отличается рабочими режимами для заготовок из различных материалов. Например, полярность и направленного тока зависит от типа металла. Стальные детали и заготовки из нержавейки сваривают постоянным током прямой полярности. Для изделий из цветных металлов, а также магния и алюминия подходит переменный ток с обратной полярностью.
Различается и расход инертного газа для разных условий выполнения сварочных работ. В закрытом пространстве, например, в мастерской, он меньше, а на улице возрастает. Наличие ветра увеличивает расход аргона, поэтому рекомендуется использовать специальную противоветренную защиту.
Величина силы тока аргонодуговой сварки выбирается исходя из трех параметров: тип свариваемого металла, толщина детали и диаметр используемых электродов. Сварщики пользуются специальными таблицами, в которых приведена величина тока в зависимости от значений перечисленных параметров.
Хотя аргон и используется для защиты сварочной ванны от попадания в нее воздуха, аргоновая смесь имеет небольшую концентрацию кислорода – около 5%. Этот кислород нужен, чтобы обеспечить сжигание вредных примесей, которые могли оказаться в сварочной ванне из-за недостаточной очистки металлических поверхностей или примесей в составе металла, из которого сделаны свариваемые детали.
Особенности работы с металлом
Технология аргонно-дуговой сварки позволяет сваривать детали из различных металлов, даже те, которые другими видами сварки соединить не получается. С ее помощью сваривается сталь, включая и нержавеющую, алюминий и его сплавы, различные цветные металлы. Рассмотрим, что такое сварка аргоном на примере работы с несколькими металлами.
Работа с алюминием
Сваривание алюминиевых заготовок без аргона очень сложно, а иногда практически невозможно. Сложность обусловлена тем, что контакт алюминия с кислородом приводит к моментальному формированию на поверхности оксидной пленки.
Оксид алюминия имеет температуру плавления существенно выше, чем чистый алюминий, что исключает сварочный шов и соединение между собой свариваемых заготовок.
Аргонная сварка алюминия предусматривает подачу в сварочную ванну аргона, масса которого тяжелее кислорода. Инертный газ выталкивает молекулы кислорода и исключает реакцию окисления. В этом случае деталь из алюминия и присадочная проволока плавятся при одинаковой температуре, что формирует сварочный шов. Он получается достаточно глубоким, прочным и опрятным.
Аргонодуговую сварку для алюминия выполняют переменным током. Использование обратной полярности повышает температуру плавления благодаря катодной очистке от оксида металла. Применение прямой полярности обеспечивает стабильное горение короткой дуги, но ее мощности недостаточно, чтобы разрушить оксидную пленку. Вследствие этого пользуются только обратной полярностью, в этом случае качество шва очень хорошее и практически не требует дополнительной механической обработки.
Сваривать алюминиевые детали возможно и постоянным током, только в этом случае нужно применять другой инертный газ – гелий. Он существенно дороже аргона и расходуется в больших количествах. Вследствие этого, аргонная сварка постоянным током является нерентабельной и финансово неоправданной.
Важным моментом при сваривании алюминиевых заготовок является очистка их поверхностей. Перед началом работ детали нужно хорошо обезжирить, а затем выполнить механическую либо химическую очистку – это позволит удалить поверхностную оксидную пленку.
Работа с медью
Медь относится к цветным металлам, ее особенностью является высокая устойчивость к коррозии и агрессивной среде. В процессе сваривания медных деталей используют не чистый аргон, а его смесь с гелием. Сваривание проводится постоянным током вольфрамовыми электродами.
Сваривание заготовок толщиной больше 4 мм выполняется с их предварительным прогревом до температуры +800°С. В качестве присадочной проволоки используются прутки небольшого диаметра из сплава меди с никелем или чистой меди.
Учитывая высокую теплопроводность меди, свариваемые кромки обязательно нужно разделывать. Если толщина деталей не больше 12 мм, достаточно выполнить разделку одной из кромок. Для деталей большей толщины разделываются обе кромки.
Плюсы и минусы аргонодуговой сварки
Благодаря преимуществам перед другими видами сварки, применение технологии аргонодуговой сварки очень популярно, потому что:
- максимально защищена сварочная ванна от попадания туда кислорода, вызывающего окислительные реакции;
- не сильно нагреваются свариваемые детали – это исключает их деформирование и позволяет сохранить форму (особенно, если заготовка небольшой толщины);
- сварка в аргоновой среде отличается высокой тепловой мощностью дуги – это позволяет выполнять процесс сваривания достаточно быстро за короткие промежутки времени;
- аргоновой сваркой можно соединять любые металлы и их сплавы, даже те, которые другими методами сварки соединять не удавалось;
- процесс сваривания достаточно прост и может выполняться не только в условиях производства, а и в быту.
- можно сваривать детали практически любой толщины (даже тонкие);
- сварочный шов получается качественным и надежным, в процессе использования сварной конструкции он может выдерживать большие нагрузки;
- дуга зажигается быстро и стабильно горит.
Есть у сварки аргоном и некоторые недостатки:
- для работы используется высокотехнологичное оборудование, требующее навыков его настройки;
- сварочное оборудование имеет достаточно высокую стоимость.
На что обращать внимание при выборе установки аргонодуговой сварки?
Разобравшись, что это такое – аргонная сварка, нужно выбрать оборудование. Его выбирают исходя из запланированных задач и объема предстоящей работы.
Основу сварочного оборудования для сварки аргоном составляет инвертор. Он может подключаться к сети с напряжением 220 В или 380 В. Инверторный блок выполняет преобразование переменного тока с частотой 50 Гц в ток, с параметрами, необходимыми для аргонной сварки. Для бытовых работ лучше покупать устройство с питанием от сети с напряжением 220 В, а для производства лучше выбрать модель с напряжением питания 380 В. Для работы с разными металлами нужно использовать инвертор, система преобразования которого может подавать на выход как постоянный, так и переменный ток. Некоторые металлы можно сваривать только переменным током.
Важным параметром сварочного инвертора является диапазон поддерживаемых рабочих токов. Принято считать, что на 1 мм толщины привариваемой детали нужен ток силой 35 А. Для работы с тонкостенными заготовками – меньше 1 мм, потребуются аппараты с низким нижним порогом регулирования сварочного тока. В таких случаях потребуется ток величиной около 5 А.
Поддержка импульсного режима обеспечит высокое качество шва и полностью исключит деформирование привариваемых деталей. Принцип работы импульсного инвертора предусматривает чередование между подачей сварочного тока и паузами. Часто импульсный режим используют для сваривания алюминиевых деталей. Подача высокого тока позволяет разрушить тугоплавкую оксидную пленку, а уменьшение мощности во время короткой паузы позволит расплавить основной металл.
Еще один важный параметр – это продолжительность включения. Он указывает, какую долю из определенного временного промежутка аппарат может непрерывно работать, а какую он должен пребывать в режиме ожидания. Исходя из этого параметра, определяется и скорость выполнения определенного объема работ. Если нужно сваривать много деталей, следует выбирать аппараты с показателем продолжительности включения близким к 100%.
Кроме инвертора для аргонной сварки нужна горелка. Могут использоваться горелки двух типов:
- с неплавящимся электродом – используются вольфрамовые электроды, закрепляемые в токопроводящей цанге; вокруг электрода находится сопло, по которому подается аргон в область сварки;
- с плавящимся электродом – кроме неплавящихся электродов могут использоваться и плавящиеся, которые принимают участие в формировании сварочной ванны; используя эти электроды можно в сварочную ванну вводить необходимые присадки.
Для работы могут использоваться горелки с воздушным или водяным охлаждением.
Используемый аргон хранится в баллонах, объем которых выбирается в зависимости от количества выполняемых работ. Для подачи газа к горелке используется рукав высокого давления с редуктором и двумя манометрами – высокого и низкого давления.
Другие статьи
Вольфрамовые электроды для аргонодуговой сварки TIG – это тугоплавкие прутки, используемые для сварочных процедур в среде защитного газа.
В быту, выполняя ремонтные работы или сооружая различные металлические конструкции, часто требуется надежное соединение нескольких металлических заготовок.
Сегодня полипропиленовые трубы признаны современной заменой материалам, использовавшимся ранее. Но их надежность, прочность и долговечность – это преи.
Ремонт неисправных бензиновых электростанций нужно производить только в специализированном сервисном центре с применением специального оборудования. В.
В данной статье пойдет речь о сварочном бензиновом генераторе, его свойствах, преимуществах и недостатках.
Самостоятельно отремонтировать неисправную дизельную электростанцию или генератор невозможно. Для ремонта потребуется специальная аппаратура и высокок.
При сварке металла электродами (например, меди) качество шва зависит не только от образуемой электрической дуги (а та, в свою очередь, от характеристи.
Современные сварочные инверторы представляют собой сложное электронное оборудование. Поэтому, без знаний и опыта сложно определить неисправности и при.
Сварочный агрегат необходим для создания сварочной дуги. Представляет собой автономное устройство, имеющее генератор постоянного тока и двигатель, кот.
Бытовой сварочный трансформатор – один из наиболее востребованных видов сварочных аппаратов; может быть однофазным или трехфазным. Данное устройство дает.
Сварка алюминия аргоном для начинающих: пошаговая инструкция

Чтобы надежно зафиксировать друг с другом два и больше элементов на основе алюминия, лучше всего применять аргонную сварку. Чтобы выполнять сварочные работы в среде любого инертного газа, потребуется специальное оборудование и оснастка.
А для начинающих в этой сфере очень важно подробно изучить, как варить алюминий аргоном, поскольку специальный аппарат для соединения таких деталей достаточно сложный по своей структуре.
Если соединять их с помощью полуавтомата, то нужно иметь специальную сварочную проволоку и баллон с аргоном. Сварщик должен знать основы работы с металлами и иметь квалификацию. Если вы только учитесь, то лучше посмотрите обучающее видео и изучите инструкцию.
Свойства алюминия

Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.
Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.
Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
Способы алюминиевой сварки

Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
Сварка алюминия аргоном для начинающих

Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы

Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:

- С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
- Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Ключевое описание процесса сварки

Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Плюсы и минусы аргоновой сварки

Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
Особенности метода аргоновой сварки, его плюсы и минусы

При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
Принципы сварки аргоном

Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Сваривание большинства цветных металлов и сплавов на их основе, а также легированных сталей имеет особенности, которые заключаются в том, что в расплавленном состоянии, при взаимодействии с кислородом и прочими элементами в окружающем воздухе, происходит активное окисление этих металлов. Данное обстоятельство негативно отражается на качестве формируемого сварного шва, который в итоге получается непрочным, с порами в структуре — воздушными пузырьками, значительно ослабляющими соединение. Еще хуже на алюминий, расплавленный при сварке, влияет окружающий воздух. Под воздействием кислорода из окружающего пространства начинается горение металла.
Оптимальный способ защиты зоны формируемого соединения при сварке цветных металлов и легированных сталей — это использование аргона. Характеристики этого газа объясняют высокую эффективность применения этого газа:
- Аргон на 38% тяжелее воздуха.
- Газ легко вытесняет воздух из зоны сварки, создавая надежную защиту.
- Инертный газ практически не вступает в реакции с расплавленным металлом и другими газами в зоне горения сварочной дуги.
- При сварке аргоном на обратной полярности нужно учитывать, что от атомов газа легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Сварка в среде аргона производится с использованием как плавящихся, так и неплавящихся электродов. Диаметр стержней из вольфрама подбирается по справочникам, в соответствии с характеристиками соединяемых деталей.
Типы:
- Ручная. Выполняется неплавящимся вольфрамовым электродом (РАД).
- Автоматическая в среде аргона с неплавящимися электродами (ААД).
- Автоматическая в среде аргона с плавящимися электродами (ААДП).
По международной классификации аппарат аргонодуговой сварки или сварки с помощью электрода из вольфрама в инертных газах обозначается TIG (Tungsten Inert Gas).
Основные особенности

Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:

- Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
- Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
- Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.
В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Выбор режима

Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.

Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы метода
Достоинства:

- Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
- Незначительный нагрев свариваемых частей, что позволяет использовать технологию для сварки сложных по конфигурации заготовок (они не деформируются при этом).
- Возможность использования для материалов, которые иными способами не могут быть сварены.
- Серьезное увеличение скорости работ за счет высокотемпературной электрической дуги.
Недостатки:
- Сложное оборудование.
- Необходимость в специальных знаниях и опыте.
Метод обеспечит качество и надежность сварных соединений, равномерность проплавки соединяемых частей. С данной технологией детали из цветных металлов небольшой толщины могут свариваться и без присадочной проволоки.
Сварка аргоном — преимущества и особенности

Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.
Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.
Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Технические характеристики аргонодуговой сварки
Изначально данный прием использовался для сварки алюминиевых поверхностей (аргонодуговая сварка алюминия). Вся сварка производится с помощью капель расплавленного металла (крупнокапельное и капельное).
Однако, следует помнить, что при использовании крупнокапельного метода возможно разбрызгивание, используется при сваривании поверхностей, где нет необходимости класть идеально ровный шов.
Крупнокапельный или капельный метод качественно уступают струйному методу, который достигается за счет увеличения тока в инверторе и при использовании присадочной проволоки из меди.
Проволока для аргонодуговой сварки наматывается спиралью на вольфрамовый электрод и позволяет делать наплавку на чугун и прочие хрупкие металлические сплавы.
Прибор

Для работы в аргоновой среде применяют разные приборы для сварки.
Выбор может пасть на ручной метод управления, тогда специалист сам придерживает горелку и поставляет провод из металла в область сварки или улучшенный портативный прием, когда металлический провод подается в устройство.
Также существуют приборы, работающие от электроники, и варят под воздействием аргона. Горелка и металлический провод подаются в область работы сварки автоматически, иногда мастеру не надо контролировать происходящее, для этого предусмотрен мастер.
На массовом изготовлении используют приборы-роботы, которые самостоятельно контролируют процесс. Их напрямую программируют на исполнение задач по сварке аргоном.
Приступим к работе. Объясним применение сварочного аппарата при работе в аргоновой среде, чтобы результат вас удовлетворил и служил много лет.
Классификация видов дуговой аргоновой сварки
Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальноеоборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.

Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтрдля контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
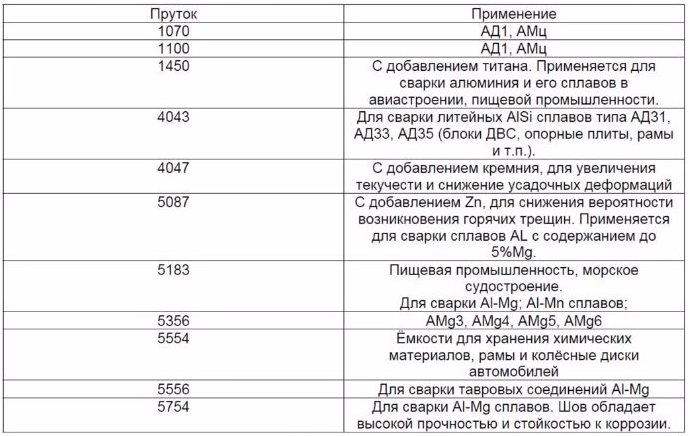
Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагреванияприсадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Марки аргона, ипользуемые при сварке
По ГОСТ 10157 существуют три марки аргона, применяемые для сварки, см. таблицу:
Читайте также: