Сварка без электродов что за аппарат
Обновлено: 19.05.2024
Сварка – это лучший способ соединения металлических деталей, применяемый человечеством более чем 100 лет. И если в недалеком прошлом сварка использовалась в небольших объемах, сегодня она применяется во многих сферах деятельности, начиная от изготовления электроники и заканчивая возведением гигантских конструкции. На сегодняшний день разработано множество видов сварочного оборудования, позволяющих соединить разные металлы. И каждый из них имеет определенные плюсы и некоторые минусы.
Обзор трансформаторов
Трансформаторная сварка – это классическая разновидность электрической сварки, обладающая простейшей конструкцией, где главной деталью является понижающий трансформатор, отвечающий за преобразование напряжения до требуемого показателя. Изменения силы тока происходитт за счет применения различных методик, среди которых самой распространенной является смещение 1-ой обмотки относительно 2-ой. В данной ситуации ток меняется по мере изменения промежуточного расстояния между обмотками.


Отличительной чертой сварочных трансформаторов является переменность тока, провоцирующего разбрызгивание металла. К сожалению, от этого ухудшается качество соединительных швов. При работе с цветными металлами аппарат необходимо дополнять массивными компонентами.
Главным элементом представляемой разновидности сварки является сам трансформатор. Он не отличается небольшими габаритами и легким весом. При его эксплуатации в условиях повышенной сложности требуются специфические электроды и огромный опыт сварщика.


КПД трансформаторной сварки составляет практически 90%. Однако часть энергии направляется на нагрев. В охладительном процессе важную роль играют вентиляторы. Чем крупнее и массивнее трансформатор, тем мощнее вентилятор.

Сегодня становится заметно, что сварочные трансформаторы постепенно отходят на задний план. Но это не значит, что от них полностью отказываются. Ведь они характеризуются недорогим обслуживанием, отличаются надежностью и долговечностью. С их помощью удается соединять низколегированную сталь, а в этом виде работ им нет равных.
Все о выпрямителях
Сварочные выпрямители являются усовершенствованной модификацией трансформаторов. Они практически не имеют изъянов, что обуславливается использованием переменного тока.


Кроме трансформатора система агрегата оснащена диодным блоком, он же является выпрямителем. Также присутствуют детали регулировки активации двигателя. Переменный ток, помимо изменения параметра напряжения, может преобразовываться в постоянный, что обеспечивает ровную дугу. С таким оснащением конструкции уменьшается разбрызгивание металла, а шов получается ровным, а главное имеет высокий показатель прочности. Что примечательно, выпрямители способны работать с разными видами электродов, объединять детали из черной стали и цветных металлов. Главное, подобрать соответствующий электрод.


При подключении электродов важно руководствоваться знаниями о параметре полярности. Например, для сварки алюминия необходимо использовать обратную полярность.
Важным достоинством выпрямителя является приемлемая стоимость, надежность и хорошее качество получаемых соединительных швов. К недостаткам относятся большой вес оборудования, ощутимая просадка напряжения в процессе работы, а также необходимость иметь достаточный опыт для пользования данным агрегатом.
В профессиональной сварочной сфере выпрямители пользуются широким спросом. Но, несмотря на это, большинство производителей ежегодно снижают производство этих агрегатов.


Описание других разновидностей
Сегодня в продаже представлены разнообразные варианты и виды сварочных аппаратов. Каждый из них имеет индивидуальные характеристики, которыми следует руководствоваться при выборе агрегата для дома или производственных целей.
- Аргонодуговой сварочный аппарат. Представляемая разновидность оборудования требует использования специальных, неплавящихся вольфрамовых электродов. В качестве защитного газа применяется аргон. В аргонодуговом агрегате присутствует источник получения тока, регулятор, горелки для эксплуатации при разной мощности, схема управления, благодаря которой обеспечивается правильный цикл рабочего процесса. Ну и, конечно, стабилизатор.


- Аппарат для точечной сварки. Эти устройства – разновидность сварки термомеханического типа. С самого начала сварочного процесса совмещаемые по схеме элементы конструкции, попадают в поле между электродами. Затем плотно сжимаются, а затем начинается их нагрев и деформирование. Разогрев деталей конструкции происходит за счет импульса тока, благодаря чему достигается фактор разогрева металла до расплавленного состояния и, производится объединение нескольких деталей. По окончанию сварки конструкции остаются совмещенными между собой. Важные достоинства точечной сварки заключаются в экономичности, надежности и прочности соединительных швов. Но, к сожалению, места соединения не отличаются герметичностью, что влияет на ограничение допустимых сфер применения.


- Аппарат для газовой сварки. Данное устройство производит нагрев и соединение металлических деталей пламенем с огромной температурой. Применяются для этого горючие газы, такие как водород, ацетилен или природный газ. Чаще в таких аппаратах применяется и ацетилен. В процессе горения вырабатывается температура 3300-3500 градусов.
Представляемый процесс называется ручной сваркой. Прибор не отличается скоростью выполнения работ и производительностью. Но, несмотря на это, газовая сварка обладает рядом неоспоримых достоинств. Во-первых, рабочий процесс не отличается сложностью. Во-вторых, не требуется подключения к электричеству. В-третьих, аппарат эксплуатируется без использования электродов. В-четвертых, конструкция не имеет сложных элементов.
Прежде чем приступать к работе, необходимо уделить особое внимание подготовке сварочного аппарата. Важно проверить систему регулировки мощности горелки и сразу же установить ее в необходимое положение.


- Плазменная сварка. О плазменной сварке наверняка слышали немногие. Плазма в целом – это газ, способный проводить электрический ток. Ионизация газа происходит посредством нагревания дуги. Чем выше окажется температура плазмы, тем сильнее будет ионизация. Максимальная температура в таком аппарате превышает 10 тыс. градусов. Технологический процесс сварки происходит следующим образом: к горелке подается газ и ток, за счет этого возникает дуга. Затем можно приступать к работе.


Полуавтоматы
Полуавтоматическая сварка по сравнению с трансформаторами представляет собой сложное оборудование. Но, несмотря на сложность конструкции, аппарат отличается большим удобством в эксплуатации. Зачастую полуавтоматическая сварка используется при кузовной реставрации автомобилей. Такие аппараты так же применяются в частном хозяйстве и в быту.


На сегодняшний день полуавтоматическая сварка имеет несколько модификаций. Первые работают исключительно на газе. Вторые – универсальные, имеют переключатель на работу с газом и без него. Третьи работают без газа.
В аппаратах, не требующих наличия газификации, используется флюсовая проволока. При ее горении возникает защитное облако, предотвращающее окисление сварной ванны. Ну и самое главное, элементы флюса наделяют обрабатываемый металл необходимыми параметрами.

Стоит отметить, что разные виды металла требуют использования разного газа. Углекислый газ поможет соединить элементы изделий. Для работы со сталью потребуется сочетание аргона и углекислоты. Для работы с алюминием достаточно использовать только аргон.
Отличительные черты полуавтоматической сварки заключаются в повышенной производительности и качественном шве. К недостаткам относятся разбрызгивание жидкого металла и необходимость применения большого количества расходного материала.

Инверторы
Данная разновидность сварочных аппаратов имеет второе название «импульсные». Сегодня они считаются самыми распространенными, так как имеют небольшой вес и более удобны при эксплуатации.
Около 10 лет назад инверторы были самыми дорогими сварочными аппаратами. Однако сегодня их цена вполне приемлема. Современные инверторные аппараты отличаются наличием трансформаторов небольших габаритов, улучшенными параметрами и характеристиками, а также оптимизацией коэффициента полезного действия.
Силовой трансформатор, присутствующий в конструкции инвертора понижает напряжение от сети до требуемой величины, а электросхемы и стабилизатор способствуют уменьшению импульса тока. Напряжение, подающееся в инвертор, превращается в переменный ток с высокой частотностью. Он подается на трансформатор и на выходе снова выпрямляется.


Генераторы на дизельном топливе или бензине
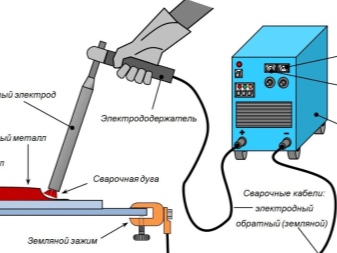
Сварочный генератор – это агрегат, соединивший в себе сварку и генератор электроэнергии. Подготовка данного оборудования к работе заключается в подключении кабелей, один из которых оснащен держателем для электродов. После остается лишь запустить двигатель. Устанавливать дополнительное оборудование для сварки нет необходимости.
Отличительная черта сварочного генератора заключается в простых настройках, из-за чего устройство широко используется строительными компаниями и коммунальными службами. Именно такие аппараты можно встретить при прокладке труб, отдаленных от электросетей.


Сварочные генераторы разделяются по типу двигателя. Одни могут работать на бензиновом топливе, а другие на дизельном. Бензиновая модель пользуется широким спросом у профессиональных сварщиков и начинающих мастеров. В ее конструкции может присутствовать как двухтактный, так и четырехтактный двигатель. Данный аппарат не отличается высокой мощностью, именно поэтому его можно использовать при работах с незначительной нагрузкой.
Стоит отметить, что сварочный бензиновый генератор отличается хорошими показателями тока, что влияет на высокое качество сварочных работ.
Максимальная мощность применяемых бензиновых генераторов колеблется в пределах 2,6-14 кВт. Объем бака не превышает 25 литров. Максимальная сила тока составляет 300 А. При работе можно применять электроды диаметром до 5 мм.
Дизельные генераторы обладают более высоким потенциалом. Их можно использовать в работах с большой нагрузкой. Они отличаются высокими рабочими ресурсами, предназначаются для применения в промышленной сфере. Мощность двигателя дизельного генератора колеблется в пределах 6-16 кВт. А стационарные конструкции могут достигать мощности до 80 кВт. Из этого следует, что дизельные аппараты для сварки не рекомендуется применять в быту.
Все, что нужно знать о полярности при сварке инвертором
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.

Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.

Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату. Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.


Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Если требуется большая глубина проплавки металла, то ее сможет обеспечить только режим обратного подключения электротока.


Нюансы выбора
Чтобы выполнить сварочные работы инверторным аппаратом, недостаточно подключить его к сети 220 вольт. Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
При подборе полярности важно помнить, что в области анода (где разъем «+») будет всегда сгенерирована мощная тепловая энергия, способная разогревать металл до 4000°C, а на катоде (где разъем «-») температура плавления будет достигать не более 3000°C. Поэтому для выполнения сварки тонкого металла, важно правильно использовать клеммы полярности, чтобы не прожечь стенки металлической заготовки.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной технологии.
- При выполнении электросварки металлических заготовокс толстыми стенками потребуется прожечь большую толщу материала, что даст возможность увеличения площади контакта металла с рабочей поверхностью и будет способствовать заполнению любых пустот. Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
- При выполнении электросварки деталей с тонкими стенками для защиты от сквозного прожига металлической заготовки на поверхность металла нужно посылать отрицательный заряд электротока, а на стержень сварочного электрода – положительный заряд. Если пренебречь этим правилом, готовый сварочный шов может получиться неровным или с отверстиями.
- Степень прогрева поверхности металлической заготовки и сварочного электрода выбирают путем настройки силы электрического тока на инверторном сварочном аппарате. Чем выше сила электрического тока, тем сильнее будет нагреваться электродуга и та область, к которой она прикасается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, то сила электрического тока при его подаче будет снижена примерно на 15%.
Работая с инверторным сварочным инверторным аппаратом, следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хороших и надежных результатов. Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Если начать сваривать тонкостенные заготовки металла в режиме положительной полярности, то металл быстро расплавится и начнет стекать, сварочный электрод его будет прожигать, а множественные брызги загрязнят рабочую поверхность деталей, и после сварки придется потратить много сил и времени, чтобы их удалить.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет прочным и порадует своим внешний видом.
В следующем видео рассказывается о полярности при сварке.
Виды сварочных аппаратов
Характеристики проволочных сварочных аппаратов
С помощью сварки легко соединяется расплавленный металл между собой. Воздействию обычно подвергаются отдельные его части. Правильно выбранный сварочный автомат для домашней мастерской сможет обеспечить выполнение целого ряда задач с металлом, но перед покупкой стоит обратить внимание на несколько важных мелочей.
Общее описание
Видов сварочных аппаратов существует много, а в зависимости от способа обработки металла меняется и их сложность. В основном во всех моделях есть возможность как холодной сварки, так и с помощью подачи электрода на медной проволоке с защитой. Какой тип оборудования выбрать, напрямую зависит от мастера, но рекомендуется рассмотреть и взвесить все имеющиеся варианты.
- Сварка с помощью трансформатора. Проволочный сварочный аппарат – один из самых простых и старейших типов конструкций, существующих на сегодняшнем рынке. Эта модель называется классической, потому варит металл без газа и какого-либо электронно-вычислительного центра. Она характеризуется большими габаритами и долговечностью. Конструкция обычно гидравлическая, поэтому работать можно как на тонколистовом металле, так и с чем-либо габаритным. Но стоит учесть, что работа потребует от мастера профильных знаний и навыков хотя бы в базовом уровне электротехники. Работа ведется только при переменном токе, поэтому манипуляции с большинством цветных и нержавеющих металлов в данном случае сразу отпадает. Результат может получиться слишком нестабильным, для этого лучше сразу приобрести что-то другое.
- Сварочный инвертор и комбинированные модели более популярны у современных мастеров, так как оснащены электронно-вычислительным центром. Соответственно, они проще в настройке, и у них больше базовых функций, благодаря которым даже без баллона с газом можно работать с медной деталью или мягким алюминием. Управление таким аппаратом будет интуитивно понятно даже новичку. Габариты у инверторов гораздо меньше, и работают они быстрее и эффективнее классических трансформаторов. Наличие дополнительных функций позволяет облегчить работу, сделать её более тонкой.
Яркий пример инвертора с полезными опциями – полуавтоматические модели. Они работают как на проволоке, так и с помощью защитного газа. У них в качестве дополнительной функции есть возможность и обычной дуговой сварки. Проволока во время работы подается автоматически, отсюда и название модели. От сварщика требуется только работа с материалом и внимательность. Среди профессиональных есть и автоматическое оборудование, которое от обычного отличается степенью механических составляющих и точностью работы. И варить на таких можно заготовки из любых металлов. Что выбрать – зависит от мастера и потребностей домашней мастерской.
Устройство и принцип работы
Принцип работы данного агрегата устроен на создании электрической дуги. При выделении тепла происходят следующие процессы:
- нагреваются металлические заготовки;
- металл начинает плавиться в месте ключевого соединения деталей;
- металлическая основа приобретает новую форму.
В работе активно используется электроток, идущий через специальную проволоку, появляется дуга, которая соединяет между собой деталь и электрод. Она обладает высоким уровнем сопротивления по сравнению с материалом проволоки, поэтому сам проводник не меняет своих свойств и формы. Тепловой поток направляется непосредственно на детали, которые нужно обработать.
Для того чтобы жидкий металл не разбрызгивался вне специальной сварочной ванны, используется гибкий и тонкий электрод. Глубокая сварочная ванна очень удобна в работе, особенно если приходится обрабатывать тонкие металлические листы. Такой способ обработки подойдет и для цветных металлов, таких как алюминий или медь, и для нержавеющей стали.


В процессе сварки температура может повышаться вплоть до нескольких тысяч градусов, возникает целый ряд окислительных процессов и реакций между металлическими соединениями, поэтому в работе обязательно нужно надевать защитную маску, которая обеспечит очищение воздуха от негативных реакций. Защитными могут считаться баллоны с газовыми смесями гелия или углекислого газа – и то и другое смягчает вдох во время работы. Сварочные аппараты в целом можно разделить на:
- устройства для работы с флюсом;
- прибор для работы с защитой в активном облаке газа;
- прибор, в активной части которого применяется проволока.
Более широкое распространение получили 2-й и 3-й тип устройств, все из них могут использовать разные типы сварки. Есть модели с возможностью комбинированного метода обработки. В числе методов сварки применяются:
- ручная сварка с одним электродом;
- работа с помощью гелия и углекислого газа в комплекте;
- порошковая проволока в качестве обработки.
Третий тип – работа с помощью порошкообразного флюса. Он потребует специальных знаний и навыков, а сам агрегат представляет собой полую трубку. В целом в работе любого сварочного аппарата участвуют несколько составляющих.
- Трансформатор (обычно это выпрямитель или инвертор), преобразователь напряжения с блоком вычислительного управления и возможностью автоматической подачи электрода. Электроды в профессиональных моделях выполняются отдельно.
- Важную роль в конструкции играет также возможность подачи газа в проволоку, шланг соединяется с горелкой.
- Силовой электронный кабель для зажима заготовки.
- Непосредственно сам баллон с газом, а также соединяющая его со всем остальным механизмом система.
Бытовое оборудование может быть переносного типа или транспортируемого. Последнее характерно для более профессиональных моделей. Некоторым из них недостаточно базового напряжения в 220 В, что нужно учесть перед выбором подходящего агрегата. Инструкцию по применению можно найти в любой выбранной модели.
Дуга зажигается с помощью вольфрамового наконечника. Когда зажглось пламя, остается только отрегулировать необходимые параметры для обработки. Роль обработчика для создания сварочного шва выполняет электрод или, как его ещё называют, тонкий гибкий стержень.
Читайте также: