Сварка чугуна электродом по нержавейке
Обновлено: 09.05.2024
Чугун представляет собой сплав железа с углеродом, с содержанием последнего больше 2%. Из-за низкой по сравнению со сталью температуры плавления (1200 – 1250 оС) он быстро переходит из расплавленного состояния в твёрдое. При этом в шве образуются поры по причине интенсивного выделения газов из сварочной ванны, продолжающегося и на стадии кристаллизации. Чтобы правильно определить, как варить чугун, необходимо учитывать следующие особенности:
- ускоренное охлаждение ведет к образованию отбеленной прослойки (цементита) в зоне около шва и создает трудности его дальнейшей механической обработки;
- его высокая при неравномерном нагреве или охлаждении вызывает появление трещин в процессе сварочных работ;
- высокая текучесть чугуна в жидком состоянии вызывает необходимость использования подформовки;
- сильное образование газов в жидкой ванне вызывает пористость сварных швов.
Как заварить чугун
Соединение чугунных деталей выполняют газовой, термитной, литейной, электрошлаковой, дуговой сваркой, а также пайкой. Сварочные работы выполняют без подогрева (холодная сварка металла), с местным или с общим подогревом изделия.
Горячая сварка

Заформовка детали
Технология процесса включает в себя механическую обработку под сварку, формовку свариваемых деталей, предварительный подогрев, собственно сварочные работы и последующее медленное охлаждение.
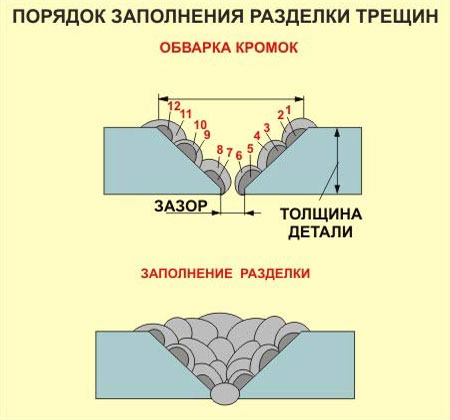
Подготовка дефектного места под сварку заключается в его тщательной очистке и в разделке свариваемых кромок.
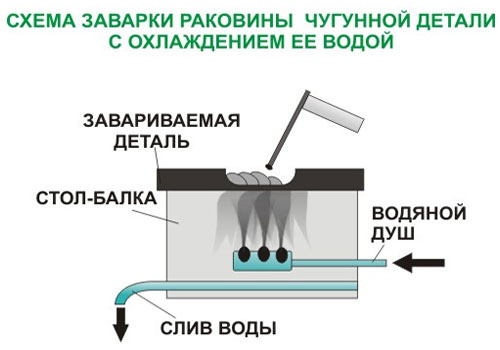
Устранение сквозных трещин или заварка дефектов на краю деталей выполнятся с применением графитовые форм, предотвращающих вытекание расплавленного металла из сварочной ванны. Формы делают из графитовых пластинок, соединяемых формовочной массой, в состав которой входит кварцевый песок, замешанный на жидком стекле.
Дуговая сварка чугунным электродом выполняется с применением литых стержней диаметром 8 — 12 мм, на которые наносятся специальные графитизирующие покрытия. В состав покрытия входит ферросилиций, термит, графит, мрамор, алюминий (порошок), жидкое стекло и титановая руда. Чугунные отливки и детали нагревают до 300 — 700 оС. Сварочные работы выполняется чугунными электродами либо порошковой проволокой с присадкой керамического стержня. Подогрев выполняется в специальных печах требуется для того, чтобы по окончании сварки охлаждение всего изделия происходило равномерно и не образовывались трещины.
Горячая сварка чугуна выполняется при большой силе сварочного тока без перерывов до конца заварки дефекта. Например, для сварки электродом диаметра 8 мм требуется ток в 600 А, при диаметре 12 мм — ток в 1000 А. Работы производят при постоянном токе обратной полярности.
Дуговая сварка чугуна угольным электродом выполняется угольным или графитовым стержнями. В качестве присадочного материала используются прутки чугуна, а для раскисления и защиты ванны применяют флюс, состоящий из растертой в порошок и прокаленной при 400 оС технической безводной буры. Возможно применение смеси, состоящей из 23% технической буры, 50% азотнокислого натрия и 27% соды. Сварка угольными электродами диаметром 8 — 20 мм проводится при постоянном токе прямой полярности величиной 280 — 600 А с применением преобразователей ПСМ — 1000, выпрямителей ВАМ — 1601, трансформаторов ТДФ — 1601.
В процессе сварочных работ требуется непрерывное поддерживание значительного объёма жидкого металла в сварочной ванне и его тщательное перемешивание. Чтобы заваренные детали медленно охлаждались, их следует засыпать мелким древесным углём либо сухим песком.
Холодный метод проведения сварочных работ
Этот вид сварки чугуна применяется чаще. Подготовка дефектных мест заключается в зачистке, фрезеровании, сверлении и других слесарных работах до получения чистой поверхности металла. Дефекты, расположенные друг от друга дальше 20 мм, высверливают ли вырубают порознь, при более близком расположении — вырубают дефектный участок полностью.

Постановка шпилек для упрочнения шва
На практике применяют несколько вариантов холодной сварки: медно-железными, медно-никелевыми, никелевыми, железо-никелевыми, стальными и другими электродами.
Применяя медно-никелевые и медно-стальные электроды, можно получить наплавленный металл, хорошо поддающийся обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Сварка стальными электродами выполняется следующим образом. С целью образования прочного слоя наплавленного металла в чугунное изделие вставляют шпильки, которые затем обваривают. Таким способом пользуются при ремонте громоздких и тяжелых чугунных деталей. При таком методе металл шва содержит повышенное количество углерода, что повышает его твердость и способствует образованию холодных и кристаллизационных трещин. Для снижения этой твердости применяют два способа:
1. Содержание углерода снижают за счет уменьшения глубины проплавления основного металла либо процесс соединения металла выполняют по слою окислительного флюса, с содержанием до 30% окалины, выполняющего функцию окислителя углерода.
2. Получают структуру металла шва и его химический состав, близкие к структуре серого чугуна, что достигается путем нанесения на стальной стержень толстого слоя графитизирующего покрытия, в состав которого входит 30% графита и 30% ферросилиция. Стальные электроды широко применяют при ремонте небольших неответственных чугунных изделий, не требующих после сварки никакой обработки.

Зона холодной сварки
Медно-железные электроды применяются при заварке отдельных дефектов либо небольших несплошностей, из-за которых возникают течи на отливках ответственного назначения, работающих под давлением. Наплавленный металл от этих электродов отлично обрабатывается. Сварное соединение представляет из себя механическую смесь железоуглеродистого сплава и меди, соединенных с основным металлом общими стальными кристаллами, а также путем частичного внедрения меди в микропоры чугуна.
Медно-никелевые электроды применяют в основном при заварке литейных дефектов на рабочих поверхностях, на которых недопустимо местное повышение твёрдости.
Железно-никелевые электроды используются при заварке отдельных небольших дефектов на ответственных поверхностях отливок из серого или высокопрочного чугуна.
Никелевые электроды марки применяются при исправлении небольших дефектов в ответственных изделиях.

Многослойное строение пи проведении сварочных работ
Дуговая сварка с применением электродов из аустенитного чугуна, покрытых токоподводящим слоем и предназначенных для заварки литьевых дефектов и ремонтной сварки. Сварочные работы ведут постоянным током прямой полярности. Токопроводящий слой электродов обладает хорошей электропроводностью, поэтому дуга горит между металлическим стержнем и изделием, а также между изделием и покрытием попеременно.
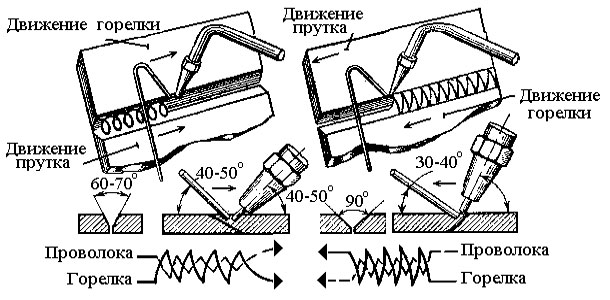
Газовая сварка чугуна применяется редко и ограничивается ремонтными работами (заварка литейных раковин, наплавка изношенных поверхностей, устранение внешних дефектов). Лучший результат дает сварка с использованием ацетилено-кислородной смеси, поэтому другие горючие смеси для сварки чугуна практически не применяются. Сварку выполняют с предварительным подогревом, общим и местным.
Для общего нагрева пользуются муфельными печами, индукционными нагревателям, горнами, способными выполнить нагрев небольших деталей до 300 — 400°С, и крупных до 600 — 700°С. Для местного подогрева применяют газовые горелки или паяльные ламп. Из-за большой текучести чугуна сварку выполняют исключительно для нижних положений шва. Сварочная ванна защищается флюсами, подаваемыми вручную.

Выбор оборудования для аргонно дуговой сварки зависит от того, как тип сваривания был выбран.
Качественно нарезать металл вам поможет газовая сварка. Подробнее о процессе читайте в этой статье.
Механизированные способы сварки и чем можно заварить чугун
Электросварка чугуна (электрошлаковая сварка) обеспечивает удовлетворительные свойства шва сварного соединения. При этом способе в качестве электродов применяют литые чугунные пластины. При правильном подборе электродов и применении фторидных неокислительных и обессеривающих флюсов, а также замедленном остывании шва и околошовной зоны, характерном только для электрошлаковой сварки, возможно получить сварные швы без трещин, отбеленных участков, пор и других дефектов, определяющих качество сварного соединения.
Можно ли заварить чугун в среде защитных газов?
Очень широко применяется метод дуговой сварки в углекислом газе, так как позволяет получить небольшой провар основного металла. Показатели сварных соединений и состав металла шва зависят от техники и режима сварки, размеров изделий, состава электродной проволоки. Пользуясь различными режимами и приемами сварки, можно получить наплавленный металл с необходимой структурой. Наилучшие результаты получаются при использовании проволоки 09Г2СА диаметром 1 мм со значением силы тока не больше 100 — 120 А, напряжения дуги 18 — 21 В, скорости сварки до 12 м/ч. Этим способом можно соединить сантехнические трубы из серого чугуна, отремонтировать автомобильные и тракторные детали, не требующие дальнейшей механической обработки, сварить высокопрочный и чугун со сталью.
Можно ли варить чугун полуавтоматом?
В авто мастерских клиенту без проблем могут заварить чугунный блок полуавтоматом. Сварка чугуна полуавтоматом в домашних условиях, выполняется с использованием порошковой проволоки и дает довольно хорошие результаты.
Сварка чугуна,нужен совет.
Нужен совет опытного сварщика.
Расколол любимую сковородку,хочу починить.Возможно ли?И нужно ли?
Опыт по практической сварке имею,электродуговой варю в любых положениях,довольно качественно.
TIG тоже пользую по нержавейке.
Самоучка,теорией не владею.Буду благодарен за любые в тему ответы.
серега Дворник,Своего опыта по сварке почти не имею, но размороженный блок цилиндров мне какие только асы не варили-все без толку, может тебе больше повезет, все-таки сковорода не БЦ. Сочувствую.)))
Odd Бакалавр Georgia 114 34Я тоже только дома варю . Но чугун как-то варил - трубу канализационную.
Чугун варится спецэлектродами с медным стержнем . Обмазка обычная от электродов нержавейки .
Но можно просто намотать медную проволоку 1.5-2 мм на электрод для нержавейки .
Длину проволоки подбирайте так, чтобы спираль весила в среднем в 4-5 раз больше, чем железный стержень.
Посл. ред. 30 Мая 16, 17:31 от Odd
SedoY Профессор Новосибирск 5K 2.1Kсерега Дворник, чугун варить или медный провод электротехнический, который одной жилой или присадку омеднённую для полуавтомата - скрутить в несколько проволочек.
я насос центробежный так заварил (присадкой от па), варил тигом ток от 80а и по сантиметру, через полтора два, дать немного остыть и следующий проход. некоторые места сильно "пыхают" - углерод и примеси выгорают видимо, сопло потом выкинул
Всем спасибо за ответы!
Но ясности полной пока нет.Интернет я уже прошерстил.
Хотелось бы услышать практиков,кто сталкивался с такой работой.
купи электроды по чугуну , сделай небольшую разделку кромок и заваришь,сковородка будет жить .Эстетики правда не будет ,болгаркой подправишь( только когда заваришь укрой чемнибудь что бы остывала как можно дольше)
Посл. ред. 30 Мая 16, 20:41 от саня29
Jollier Профессор Тула 6.6K 1.8KПосл. ред. 30 Мая 16, 21:15 от Jollier
Сковородка жить будет даже без ручки))))
Но с ручкой удобнее.
Завтра заеду в местный сварочный магазин,проконсультируюсь,электроды по чугуну должны у них быть.
Варится все,я это знаю,даже дерево,надо только электроды по дереву купить.
20160530_212601.jpg Сварка чугуна,нужен совет. Вопросы по конструированию.
Посл. ред. 30 Мая 16, 22:08 от серега Дворник
Mecx Кандидат наук Кировоград 451 460Для сварки чугуна важен предварительный нагрев,и после сварки сразу засунь в максимально разогретую духовку на пару часов с постепенным остыванием.
Волька Новичок Omsk 909 455
pvn28 Доктор наук Москва-Можайск 855 378
Trifle Доктор наук Томск 593 140Сосед по гаражу, приваривал дверки из чугуна к стальной печке обычными электродами, обмотанными медной проволокой с шагом сантиметра два. Сам так не пробовал.
Сосед по гаражу, приваривал дверки из чугуна к стальной печке обычными электродами, обмотанными медной проволокой с шагом сантиметра два. Сам так не пробовал. Trifle, 07 Июня 16, 04:47
Это все неответственные детали, их можно варить как угодно и чем угодно, лишь-бы держалость. А когда речь идет о выпускных коллекторах, крышках насосов, блоках цилиндров и т.д., на первый план выходит соблюдение технологии, чтобы отремонтированные детали выдерживали опрессовку давлением, проходили тест керосином и мелом на наличие микротрещин. Сам приваривал к стальной печке чугунную варочную поверхность обычной проволокой Св-08Г2С-О d0,8, короткими стежками, с перекурами. Чугун трещим, шипит, дымит при сварке. Приварил в результате, но это неответственная деталь. И этот шов не пройдет ни одной проверки на качество.
Это все неответственные детали, их можно варить как угодно и чем угодно, лишь-бы держалость pvn28, 07 Июня 16, 13:46
А сковородка для жарки яичницы под давлением 1000 атмосфер работает что ли ? Сварка чугуна,нужен совет. Вопросы по конструированию.
Alex52 Научный сотрудник Н Новгород 2.8K 993
серега Дворник,
Ну заварил что ли свою любимую сковороду? Сварка чугуна,нужен совет. Вопросы по конструированию. А то мы уже устали в ожидании результата. Сварка чугуна,нужен совет. Вопросы по конструированию.
Я ни в коем случае не отговариваю от восстановления. Выполненная работа, это полученный опыт и навыки. Пусть даже эта работа и не удастся. Сковорода стоит копейки, а навык, приобретенный при ее ремонте, бесценен.
Варил электродами по нержавейке с намоткой медной проволоки. Медь не должна контактировать со стержнем. Варил водопроводный тройник после разморозки. Заварилось отлично, но чугун трещит как ржавчина и варится плохо.
Шов будет виден, но держаться должно хорошо
Посл. ред. 09 Июня 16, 15:56 от Bakal
Саша,так отдохните,епть ее мать!НЕльзя же над собой так измываться,самогоночки выпейте.
Вещь дозреть должна до ремонта,так же как и ремонт до своего начала.Иначе хрен что получится.
Вон у меня жена ремонт затеяла,плитка два месяца уже вылеживается,правильный ремонт будет.
А взялся бы сразу,пипец,проверено уже.
Ладно,сегодня заварил сковородку!Попозже отчитаюсь.
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер.
© 2022 ХоумДистиллер (форум самогонщиков, пивоваров, виноделов, ректификаторов, зерновиков) & Simple Machines LLC
ПК версия
Хорошо, что ты зашел к нам, у нас много полезной информации и отличный ПОИСКОВИК в помощь!
Советы и рекомендации, как варить чугун электросваркой в домашних условиях
Выполнение сварочных работ требует специального профильного образования, но и мастера – самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.

Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности – дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.

После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 – имеют медный стержень, покрытый специальным составом, включающим в себя графит.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна

В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа – метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов – обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель – растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 – для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
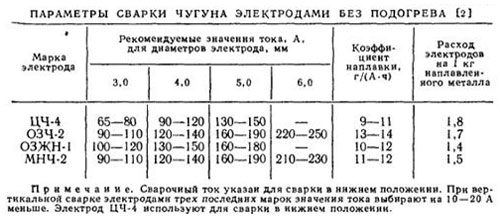
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 – эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
Технология сварки чугуна покрытым электродом с помощью инвертора в домашних условиях
Существует две группы чугунных сплавов: белые и серые сплавы. Первые сварке не поддаются, работать со вторыми можно. Следует учитывать, что повышенное содержание углерода не всегда позволяет получить качественное соединение. Поэтому, если возможно, рекомендуется усилить стыки при помощи шпилек, болтов или хомутов.
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
Электроды, произведённые в России по лицензии:
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 — ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 — GG 40 (СЧ 10 — СЧ 40), высокопрочного (с шаровым графитом) GGG 40 — GGG 70 (ВЧ 42-12 — ВЧ 70-2), ковкого GTS 35 — GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.

Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
В каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Настройки сварочного аппарата
При настройке аппарата рекомендуется учитывать информацию, указанную производителем электродов на коробках. В таблице на пачке всегда указывается род сварочного тока (переменный или постоянный), положение шва (нижнее, верхнее), величина силы тока.
Обратная полярность – минус – крепится на деталь, прямая – на электрод.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры. Чтобы изделие медленно остыло, его помещают в песок.
При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.
При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы соединить невозможно. Типичные ошибки:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.
Даже если видимых дефектов не замечено, это не значит, что деталь сварена надёжно. Ответственные соединения нужно проверять: на изгиб, растяжение.
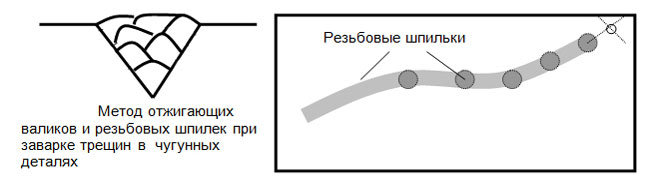
Для получения качественного стыка также используют резьбовые гужоны – стальные стержни с резьбой. Их вкручивают в стыки свариваемых деталей так, чтобы они удерживали обе части. После этого торчащие головки срезают. Важно подготовить детали под сварку заранее, до установки гужонов, затем поставить прихватки и обварить изделие. Гужоны рекомендуется вкрутить таким образом, чтобы будущий сварочный шов как следует соединил их с чугуном.
При заварке трещин применяют метод рассверливания концов разлома. Это предотвращает появление его снова. Нужно отступить от краёв на 5-10 мм, сделать отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что в сплаве повышенное содержание углерода (более 2,14%). После сварки шов получается более пластичным, чем околошовная зона. Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Читайте также: