Сварка для труб пэ
Обновлено: 04.10.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

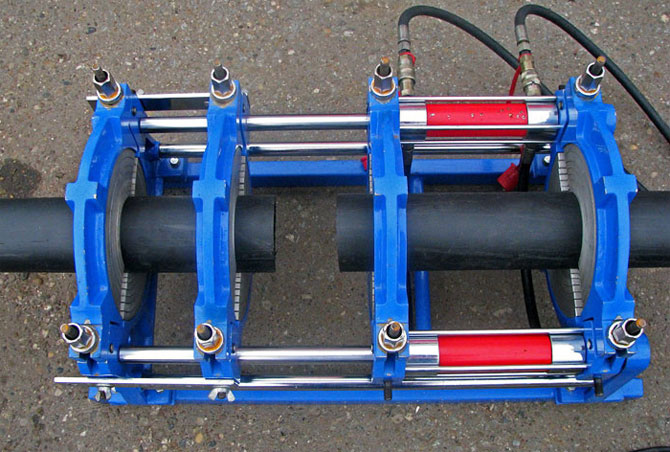
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Выбираем аппарат для качественной сварки полиэтиленовых труб
Полиэтиленовые трубы – легкий и комфортный материал для прокладки коммуникационных систем. Для того чтобы конструкция был надежной, необходимо использовать специализированное оборудование – аппарат для сварки труб из полиэтилена. Прежде чем приобрести устройство, нужно определиться с нужной моделью и способами проведения работ.
Выбор оборудования для пайки трубопроводных систем зависит от особенностей планируемых работ и способа соединения труб.
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
- Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
- Выбор подходящих насадок и их монтаж в агрегат для пайки.
- Разогрев прибора до оптимальной температуры.
- Размещение окончаний труб на насадках и прогрев до необходимой температуры.
- Одномоментное снятие срезов и их соединение между собой. Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
При проведении крупномасштабных работ по монтажу трубопроводов необходимо заранее подготовиться и купить винтовой компрессор.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Сварочное устройство для труб ПНД (полиэтиленовые трубы низкого давления)
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
- Гидравлика ручного типа. Такой агрегат используют для устройства трубопроводных коммуникаций со средним и низким уровнем давления. Этапы управления и регулировка температурных режимов осуществляется вручную. Параметры плавки определяют по специальной сварочной таблице.
- Гидравлика полуавтоматического типа. Используется в соединении заготовок большого и среднего диаметра. В комплектацию входит электронный блок с функцией фиксирования температурного режима и определения давления масла в механизме привода. Сверив полученную информацию, устройство выводит ее на экран. По завершении работы выдает протокол.
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
- Гидравлика автоматического типа. Обеспечивает полную автоматизацию процесса сварки без участия оператора. Управление осуществляется электронным модулем, после того, как будут заданы необходимые параметры. Аппарат самостоятельно определяет нужный температурный режим, с учетом показателей окружающей среды. По завершении работы выдает протокол с обозначением важных параметров. Автоматический способ сварки трубопровода гарантирует отсутствие дефектов шва и высокий уровень герметичности. Приборы такого типа применяют в постройке нефте- и газопроводов, где присутствует высокое давление.
Рекомендуем ознакомиться: Как выбрать и установить термоклапан для регулировки температуры на радиатор отопления
Пайка с помощью электромуфты
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
- Возможность соединения скрученных в бухты труб из термопластика большой протяженности.
- Применение на труднодоступных участках коммуникационных систем.
- Возможность использования в различных температурах (от -20 до +50).
Электрооборудование для сварки с помощью фитингов бывает двух видов:
- С ручным управлением. Сварщик самостоятельно вводит нужные параметры напряжения и время воздействия.
- Автоматизированные. Данная модель оснащена сканером для считывания штрих кодов электромуфты, что позволяет задать необходимые параметры сварки и сохранить информацию о процедуре на флеш-карте.
Особенности аппаратов для электромуфтовой сварки
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Муфты электросварные для полимерных труб – это специальные детали, при помощи которых получают надежное соединение частей трубопровода. Сварка полиэтиленовых труб с помощью специальных фитингов является доступным способом для самостоятельного монтажа трубопроводов любого диаметра. Для работы не требуется специальных навыков или сложного оборудования. Электросварные муфты часто являются единственным возможным способом соединения полиэтиленовых труб.
Назначение
Муфты электросварные предназначены для соединения полиэтиленовых труб низкого давления (ПНД) в условиях, когда требуемое соединение находится в труднодоступной зоне.
Особенности технологии изготовления полиэтилена низкого давления позволяют получить недорогой материал, обладающий высокой устойчивостью к внешним механическим нагрузкам. Поскольку соединения на внешних трубопроводах приходится делать в походных условиях, то не всегда возможно использовать диффузионную сварку классического исполнения.
Муфты электросварные для ПНД труб используют при монтаже:
- водопроводов, в том числе и магистральных, большого диаметра;
- систем водоотведения и канализации;
- газопроводов;
- промышленных трубопроводов, транспортирующих жидкие и газообразные химические реагенты.

Обратите внимание! Электросварные муфты обеспечивают прочность места стыка, которая превосходит эксплуатационную прочность самой трубы.
Благодаря простоте процесса, мобильности и автономности электросварных муфт, они незаменимы при ремонтных работах на магистралях.
Особенности конструкции
Муфта электросварная для полиэтиленовых труб представляет собой цилиндр из полиэтилена низкого давления. Внутренний диаметр муфты чуть больше наружных размеров соединяемых труб. Муфта электросварная ПНД 100 предназначена для соединения прямых участков полиэтиленового трубопровода одного диаметра.
Производители предлагают размерный ряд сварочных фитингов от 20 мм в диаметре до 900 мм. Длина небольшого фитинга зависит от его диаметра в соотношении 1:2,5. Например, муфта электросварная для труб диаметром 20 мм будет длинной 50 мм. Длина сварочного фитинга максимального диаметра чуть больше его значений. Так муфта диаметром 800 мм имеет длину 90 см. Длина муфты на 900 мм составляет 1 м. Производители предлагают муфты электросварные с удлиненным корпусом.
Внутри фитинга размещаются электронагревательные спирали, контакты которых выведены наружу в виде клемм. Материал и локализация нагревательных элементов электросварной муфты предотвращают распространение тепла во внешнюю часть детали.
Сварочный процесс обеспечивается расплавлением полиэтилена под действием температуры. Процесс молекулярной диффузии затрагивает внутреннюю поверхность муфты и внешнюю стенку труб. Полиэтилен расплавляется на определенную глубину и смешивается на молекулярном уровне. При застывании образуется монолитное образование, которое не имеет видимой границы раздела.
Деталь может быть оборудована индикатором процесса сварки. Это позволяет отслеживать процесс соединения и упрощает работы. Крепежи на электросварной муфте позволяют надежно зафиксировать деталь на трубах, что исключает брак при стыке.
Фитинг имеет специальный штрих код на бирке, который считывается сканером сварочного аппарата. Согласно информации штрих кода, аппарат выставляет время и температуру нагрева для получения идеального стыка.

Поскольку процесс сварки обеспечивается молекулярной диффузией расплавленного полимера, то имеет большое значение состав полиэтилена низкого давления в корпусе электросварной муфты. Подавляющее большинство фитингов выпускается из полиэтилена марки 100, но встречаются и муфты из 80. Фитинги 100 марки считаются универсальными. Их разрешается использовать для любых ПНД труб.
Обратите внимание! Для качественного соединения труб ПНД электросварными муфтами приобретайте трубный материал и фитинги одного производителя. Это обеспечит полное родство полимеров.
Инструменты и приспособления для монтажа
Для монтажа трубопровода с использованием электросварных фитингов понадобятся инструменты:
- для разрезания труб – труборез или ножовка по металлу;
- острый нож + наждачная бумага или фаскосниматель для зачистки среза от заусениц, неровностей;
- ацетон или органический растворитель, ветошь для снятия пыли и обезжиривания места стыка.
Сам процесс сварки требует подачи на клеммы определенного тока. Для этого используют профессиональный сварочный трансформатор. Он относится к дорогостоящему специальному оборудованию. Для монтажа индивидуальных коммуникаций такой трансформатор электроэнергии можно взять напрокат.

Сварочный аппарат легко настраивается на необходимое напряжение. В большинстве современных сварочников для полимерных материалов настройка проводится автоматически, согласно штрих коду на электросварочном фитинге. Продвинутые модели считывают информацию непосредственно с клемм муфты.
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.
Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Обратите внимание! Соединение электросварной муфтой является неразборным. Небрежность в подготовительных работах при монтаже может стать причиной порчи дорогостоящего фитинга.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
Рекомендуем ознакомиться: Трубы полипропиленовые и их размеры: как параметры влияют на эксплуатацию системы
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Сварка трубопроводов большого диаметра
Сущность процесса сварки при помощи электросварных фитингов на трубопроводах большого диаметра не меняется. Однако здесь для качественной работы потребуется использование дополнительных крепежных кронштейнов. Крепежи необходимы для удержания труб на одной направляющей оси и фиксации их в неподвижном состоянии.
Порядок работ следующий:
- трубы нарезают, зачищают;
- вставляют в фитинг и закрепляют неподвижно;
- подключают к клеммам контакты сварочного аппарата;
- дожидаются полного остывания места соединения;
- снимают крепления и проверяют герметичность стыка.
При работе с трубами большого диаметра напряжение варьируется в пределах 40-50 вольт, время нагрева муфты около 200 миллисекунд. Аппарат самостоятельно считывает нужные параметры и отключается, завершив работу.
Полиэтиленовые трубы низкого давления для наружных магистралей покрывают специальным составом, который защищает их от разрушительного действия внешней среды. Это покрытие никак не влияет на технологию и качество сварочных работ с использованием готовых фитингов.
Обратите внимание! Европейские производители полиэтиленовых труб не используют в производстве электросварных фитингов вторично переработанного сырья. Это обстоятельство исключает попадание посторонних включений и гарантирует надежное, герметичное соединение труб любого диаметра.
Виды сварки полиэтиленовых труб
Полиэтиленовые трубы имеют низкую стоимость, долговечны, применяются как в быту, так и в производственной сфере. Заслуженно занимают лидирующее место в организации газопроводов и водопроводных систем, благодаря универсальности и надежности материала, из которого изготовлены. Главное их достоинство - быстрый и лёгкий монтаж. Сварка полиэтиленовых труб является самым надёжным методом крепления при формировании трубопроводных сооружений.
Типы сварки ПЭ труб, условия применения

Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- . Для спайки труб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома. . Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке труб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки труб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
Важно сохранять неподвижность спаянных ПНД труб до полного остывания, чтобы не допустить деформацию сварных швов.
Сварка враструб
Сварка враструб с применением муфт и фитингов рекомендуется для ПНД имеющими диаметр не больше 63 мм, для сваривания допустимо применение бытового паяльника. Трубы ПЭ больших диаметров сваривают промышленным аппаратом. Так же понадобятся рулетка и труборез.
Техника выполнения сварки враструб:
- Закрепив, аппарат для сварки на платформу, на нагреватель укрепляют насадки соответствующего размера. Выставляют температурный режим.
- Надевают на насадки готовые к свариванию элементы и прогревают на протяжении 5-7 секунд.
- После прогрева, осторожно соединяют части до упора и фиксируют на 10 секунд, чтобы детали сохранили правильное положение спайки и герметичность.
Важно не допустить перегрева иначе при попытке монтажа пластик просто сожмётся, нарушив качество стыка.
Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам. Очищать требуется только деревянным шпателем во избежание повреждений покрытия.
Стыковая сварка
Для стыкового сваривания необходим специализированный механический или гидравлический сварочный аппарат, который обеспечит наиболее герметичное соединение труб. Самые популярные из них с программным управлением и автоматическим контролем всех сварочных процессов.
Работа с ПЭ трубами по стыковой технологии:
- Для этого вида сварки важен строгий отбор труб максимально сходных по техническим характеристикам, по возможности с одной и той же партии.
- Стенки труб по толщине должны быть минимум 5 мм, диаметр от 50 мм.
- Прогреваются места спайки труб специальной пластиной. После плавки пластину вынимают и механически стискивают детали до абсолютной их спайки и полного остывания, что делает шов максимально надёжным по герметичности.
- Делая разметку для нарезки труб, не забывайте о техническом изменении, их длины после спайки, в сторону уменьшения. Для правильного вычисления коэффициента сокращения воспользуйтесь таблицей ниже.
Безусловно, знание технологических тонкостей всех видов сварки труб из полиэтилена гарантирует получение качественного результата в создании трубопроводных конструкций и магистралей. Но нужно учитывать значительное влияние на результативность и таких факторов, как знание и соблюдение техники безопасности при работе с оборудованием для сварки полиэтилена, умение правильно подобрать материалы и провести подготовку соответствующего оборудования к процессу сварки, и в завершение – тщательный контроль соответствия качества установленным техническим требованиям.
Оборудование
и качество монтажа трубопроводных конструкций в значительной степени зависит от применяемого оборудования и агрегатов для сварочных работ. Идеально подходят гидравлические и механические агрегаты. Они обеспечивают максимальное качество монтажа. Такие сварочные агрегаты максимально автоматизированы, что позволяет исключить любое физическое вмешательство.
Кроме того, для проведения некоторых видов сваривания дополнительно используются такие виды инструментов, как:
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
Как правило, качество изготавливаемых конструкций трубопроводов, зависит не только от применения того или иного оборудования, но и во многом от высокого уровня мастерства, внимательности и ответственности работающих на нём сварщиков.
Техника безопасности
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
Подготовка к сварочным работам
- Все узлы оборудования, а также приспособление для проведения сварочных работ необходимо тщательно очистить.
- Перед началом работы обеспечьте полную заправку сварочных агрегатов работающих на топливе.
- Проверьте уровень масла гидравлической системы сварочного аппарата в случае необходимости пополните его.
- Перед началом работы смажьте все трущиеся детали в оборудовании.
- Проверьте исправность всех контрольно-измерительных приборов.
- Для обеспечения качества при обработке фитингов и труб ножи устройства для торцевания должны быть идеально отточены.
- Для избежания сбоя в работе с ПДН, постарайтесь обеспечить достаточное количество зажимов и вкладышей с диаметром соответствующим сечению труб.
Перед началом сварочных работ необходимо удалить все загрязнения с труб, фитингов и других деталей, которые будут использоваться в работе. После очистки все трубы и фитинги необходимо соединить. Края свариваемых изделий нужно обрезать и очистить, как того требует технологи.
Контроль качества швов
В процессе выполнения сварки полиэтиленовых труб необходимо постоянно контролировать качество каждого выполненного соединения. И только после этого, продолжать работу.
Все спайки в обязательном порядке должны отвечать техническим требованиям.
Основные требования по качеству:
- Не допускается смещение в местах спаек.
- Необходимо контролировать качество торцевания.
- Не проводить сварочные работы в условиях холода.
- Тщательно соблюдать технологию выполнения швов.
- Осуществлять постоянный контроль показателей всех измерительных приборов, поддерживая параметры их показателей в пределах принятых норм.
Сварные швы и допустимые дефекты, возникающие во время сварки должны строго соответствовать всем техническим требованиям. Только в этом случае, изделие можно признать качественным.
В итоге нужно отметить, что все рассмотренные технологии сварок ПЭ труб требуют строгой дисциплины и точности. Только при условии их соблюдения, можно будет гарантировать успешную эксплуатацию трубопроводных конструкций и магистралей в течение длительного периода, без дополнительных ремонтов и обслуживания.
Читайте также: