Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Рис. 5.5.Основные виды дуговой сварки:
а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6.Последовательность процесса зажигания дуги:
а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
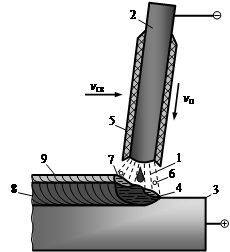
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности
Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
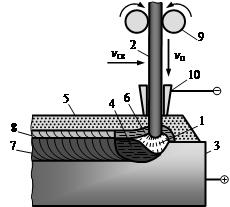
Рис. 5.9.Автоматическая дуговая сварка под флюсом:
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы.
В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6.
Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла.
Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий.
Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная.
Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью vп (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
.Сварка в защитных газах
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0,2…1,5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
Какая сварка лучше – газовая или электрическая
Какая сварка лучше – газовая или электрическая, знает каждый профессиональный сварщик. Этот вопрос часто задают новички, только постигающие азы сварного дела. Однако однозначного ответа на этот вопрос нет. Каждый тип сварки предназначен для выполнения определенных видов работ и подходит для обработки тех или иных металлических заготовок.
Если говорить о том, какая сварка лучше в освоении для начинающих, то, однозначно, – электросварка. Она не требует такой высокой квалификации, как газовая, да и само оборудование и компоненты проще и дешевле. Из нашего материала вы узнаете о преимуществах и недостатках газовой и электросварки.
Плюсы и минусы газовой и электрической сварки
Сегодня существует довольно много способов соединения металла, однако самым популярным все так же остается сварка, которая может осуществляться с помощью электрического тока или газа. И тот, и другой вариант предполагает использование специального оборудования.
Электродуговой сваркой принято считать процесс соединения металлических изделий, который заключается в расплавлении участков материала и скреплении их же под воздействием электрической дуги. Для данного процесса используется специальный электрод, который либо расплавляется, либо просто нагревает поверхность.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Электродуговая сварка осуществляется с помощью постоянного тока или переменного, однако в последнем случае придется приобретать трансформатор для получения мощного заряда, который обеспечит стабилизацию дуги. Кроме того, к нему присоединяется еще и блок выпрямителя при сварке.
В данном случае сварка осуществляется благодаря выходящей из резака или горелки струи сгорающего газа, то есть присоединяются два баллона, в одном из которых окислитель (кислород), а в другом – пропан, бутан или метан. При использовании для горелки ацетилена окислитель уже не требуется.
Если говорить о том, какая сварка лучше – газовая или электрическая, нужно отметить, что и тот, и другой вариант обладает своими достоинствами и недостатками.
Что касается электродуговой сварки, то ее лучше использовать в тех условиях, где хорошая электросеть, которая способна перенести напряжение (рабочее и пусковое) сварочного аппарата. Кроме того, в данном случае отсутствуют баллоны с газом, которые постоянно необходимо возить на заправку. Еще одним плюсом является то, что аппарат для электросварки значительно меньше, чем для газовой. Помимо плюсов, у данного способа есть и отрицательные моменты, один из которых – риск удара током. Поэтому работник, который будет осуществлять сварку, должен соблюдать все правила техники безопасности, а также обладать большим опытом.
Рекомендуем статьи по металлообработке
Чем же хороша газовая сварка? Первое несомненное преимущество – доступность даже там, где нет подключения к электричеству. Кроме того, газосварка применяется, когда электросеть не способна выдержать нагрузку электрического сварочного аппарата. Еще одним плюсом можно считать относительную безопасность для человека, поскольку она не так негативно воздействует на зрение. К минусам стоит отнести то, что газовая сварка предполагает использование довольно габаритного оборудования, которое приходится постоянно перевозить. Кроме того, необходимо обеспечить защиту от утечки газа, а баллоны требуют периодической заправки. Ну и, конечно же, всегда присутствует риск того, что газ может взорваться и привести к трагедии.
Технология газовой сварки
Газовая сварка представляет собой способ соединения металлов, который предполагает использование создающих высокую температуру газов, чаще всего это ацетилен и кислород, однако могут быть и другие. Главную роль в данном процессе выполняет пламя, от которого, во-первых, зависит температура нагрева, а во-вторых, возможность расплавления того или иного металла. Само оно состоит из ядра, в котором распадается ацетилен, восстановительной зоны, где происходит окисление водорода и углерода, а также факела, где газ сгорает окончательно.
В зависимости от соотношения кислорода и ацетилена пламя бывает трех видов:
Нормальное – газы в данном случае подаются в равных пропорциях. Все зоны в таком пламени имеют синий цвет, однако восстановительная немного ярче.
Науглероживающее – имеет ярко-желтый цвет и свидетельствует о недостатке кислорода.
Окислительное – возникает при нехватке ацетилена. Такое пламя, как правило, бледное и короткое.
Во время сварки работник регулирует подачу газов в зависимости от пламени, ориентируясь на их цвет. Кроме того, от его типа зависит и то, с какой температурой будет осуществляться воздействие на металл. Как правило, она составляет не менее +3 000 °С, что обеспечивает возможность резать и плавить разные виды изделий.
Чаще всего для плавки и резки металла используется нормальное пламя, то есть когда газы (кислород и ацетилен) подаются в равных пропорциях. Однако если цвет огня начинает меняться, то настройки следует корректировать.
Способы реализации газосварки могут быть следующими:
газопламенная – используется специальная присадочная проволока, которая плавится вместе с металлом и заполняет образовавшийся между ними зазор;
газопрессовая – в данном случае скрепление деталей осуществляется путем плотного соединения предварительно расплавленных кромок (присадочная проволока не используется).
Нужно отметить, что далеко не все металлы могут быть соединены газопламенной сваркой. Чаще всего ее используют в отношении:
жести и тонколистовой стали не более 5 мм толщиной;
чугуна;
цветных металлов;
инструментальной стали.
Вышеперечисленные металлы схожи тем, что к ним может быть применен только плавный и мягкий нагрев, а обеспечить его способна лишь газовая сварка.
Резка и сварка металлов газом используется как в быту, так и во многих отраслях промышленности. Поскольку нагрев детали осуществляется постепенно, это исключает ее деформацию, поэтому для тонких металлов данный способ является одним из самых подходящих. Для того чтобы работа была проведена качественно, необходимо наладить пламя и отрегулировать подачу газа. Делается это так: вентили кислорода и ацетилена открываются до конца, после чего с помощью спички или зажигалки поджигается горелка. Далее регулируется только вентиль ацетилена, а клапан кислорода при этом все также остается открытым полностью.
3 метода электрической сварки
Неотъемлемой частью процесса сварки является присадочный стержень, электрод и газовая среда, которая оказывает влияние на то, каким прочным будет сварочный шов. Однако нужно отметить, что в зависимости от ситуации элементы могут быть разными. К примеру, вместо плавящегося электрода используется неплавящийся, пруток делается из различных материалов, а газы, которые подаются в зону плавления, имеют разную химическую природу. Другими словами, способов электродуговой сварки бывает большое количество, когда металлические изделия сначала расплавляются под воздействием электрического тока большой силы, а потом соединяются.
Сварка с использованием плавящегося электрода в обмазке является довольно простым в технологическом плане процессом. Именно поэтому с нее начинают многие сварщики, которые только приступили к освоению профессии. Кроме того, этот вид сварки является весьма приемлемым по цене.
Простота данного процесса обусловлена тем, что для его выполнения достаточно подобрать силу тока и электрод. Металл под воздействием электрической дуги начинает плавиться, а защиту этого места от преждевременного окисления от содержащегося в воздухе кислорода обеспечивает газовая среда, которая в свою очередь образуется от сгорания покрывающего электрод флюса.
С помощью сварки плавящимся электродом в обмазке (ММА) можно осуществлять довольно много различных видов работ, однако нужно обладать определенными навыками. Ее используют для соединения металлов, причем они могут быть даже неочищенными от загрязнений и окислов. В данном случае самое главное – выбрать правильно электрод. Что касается тока, то для создания дуги подойдет как постоянный, так и переменный.
Если говорить о минусах, то в первую очередь стоит отметить сложность управления данным процессом. От работника требуется немало усилий, чтобы соединение деталей получилось качественным, поскольку во время сварки образуется немало искр, которые забивают шов, в результате прочность его становится ниже. Еще одним недостатком сварки плавящимся электродом является то, что ее нельзя использовать для скрепления массивных, слишком толстых деталей, листового металла и изделий из алюминия.
Этот процесс является более сложным в технологическом плане, чем предыдущий, поскольку сварщик должен выбрать не только электрод и силу тока, но также тип защитного газа и скорость подачи присадочного прутка. В работе используется газ из баллонов высокого давления. Нужно сказать, что именно это и делает сварку MIG более дорогой. Если говорить о защитном газе, то он представляет собой смесь из диоксида углерода и аргона, соединенных в пропорции 25:75. Плавящийся электрод представляет собой намотанную на катушку проволоку.
Изначально может показаться, что одновременно управлять силой тока, газа и подачей проволоки очень сложно, однако по мере накопления опыта специалист может производить сварку MIG даже быстрее, чем с MMА, и швы получаются очень качественными.
Нужно сказать, что сварщики, которые только начинают работать по профессии, очень быстро осваивают полуавтоматические инверторы MIG, а все благодаря тому, что во время процесса сварки практически нет дыма, отсутствуют брызги расплавленного металла, следовательно, нет и шлака в сварном шве. Таким образом, по качеству результата и трудовым затратам он оказывается значительно проще ММА.
Благодаря удобной подаче проволоки из пистолета сварка осуществляется значительно быстрее. Этот тип соединения рекомендуется использовать для тонких листов металла, однако, в отличие от ММА, он требует хорошего очищения поверхности перед процессом. Хотя если постараться и произвести очистку деталей при работе с плавящимся электродом, то качество шва будет ничуть не хуже.
Если говорить о недостатках, то главным из них является сложность работы на свежем воздухе, поскольку из-за выдувания ветром защитной атмосферы шов получается не таким качественным. В таких случаях используется специальная сварочная проволока с сердечником из флюса, которая практически ничем не отличается от плавящегося электрода в обмазке. Он позволяет полностью отказаться от газовых баллонов.
Этот вид сварки является более сложным и дорогим, чем ММА и MIG, поскольку предполагает соблюдение гораздо большего количества условий, а также использующихся элементов. С его помощью можно соединять практически все виды металлов, включая алюминий. Сварка TIG является оптимальным вариантом для кузовных работ, соединения элементов художественной ковки, а также в тех случаях, когда необходимо, чтобы шов был практически незаметен. Если же вы являетесь поклонником стиля дизельпанк, то результат работы для вас будет очень даже эстетичным.
Для сварки TIG используется и переменный, и постоянный ток без сгорания электрода, поскольку благодаря наличию в составе сплава вольфрама он становится жаропрочным. Из-за того, что его размер уже не меняется, сварщику гораздо проще осуществлять контроль за положением руки. Для регулировки силы тока используется ножная педаль, в результате чего от работника требуется повышенный контроль координации движений для осуществления технологического процесса.
Важно! Если вы отлично справляетесь со сваркой ММА, то освоить TIG-инверторы не составит для вас труда!
Благодаря тому, что сварка TIG может производиться при малых значениях силы тока, то даже самые тонкие металлические детали не будут повреждены. Однако в результате этого процесс осуществляется гораздо дольше, к тому же для получения качественного соединения необходимо, чтобы поверхность была идеально чистой. Нужно отметить, что сварка неплавящимся электродом в среде аргона позволяет соединять изделия, изготовленные из алюминия, что очень проблематично сделать с помощью других технологий.
Сравнительная таблица, в которой представлена сварка по технологиям ММА, MIG и TIG:
Сварка - высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности. Сказать однозначно какая бывает сварка затруднительно поскольку на сегодняшний день насчитывается более 50 разных способов, каждому из которых характерны определенные особенности и отличия.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.
Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
ручная;
электродная;
в среде защитного газа;
автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
отменное качество сварных соединений;
возможность стыковки в разных пространственных положениях;
легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита - специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса - кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.
Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность - механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.
Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.
Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом - какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
идеальная фиксация тонких элементов;
возможность контролировать глубину прогрева металла;
намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.
при ручном сваривании весьма низкая производительность;
автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
возможность соединять детали в любых пространственных положениях;
универсальность применения в местах с ограниченным доступом;
рабочий процесс доступен на переменном и постоянном токе;
невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
весьма низкий КПД из-за высокого количества отходов;
не подходит для состыковки тонких заготовок;
низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
полная независимость от электропитания;
удобность транспортировки оборудования из одного места в другое;
отсутствие перегрева и прожогов металла;
возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
легкость и безопасность рабочего процесса;
экономичность;
отменная точность и хорошая производительность;
ровность швов;
возможность соединять детали от 2 до 30 мм толщиной.
невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.