Сварка фланцев к трубе
Обновлено: 14.05.2024
7.3.1. Ручную дуговую сварку газопроводов внутри зданий и на территории ТЭС можно выполнять без подкладного кольца или на остающемся металлическом кольце. Конструкции стыковых соединений должны соответствовать типам Тр-2 или Тр-3 (см. табл.6.2).
7.3.2. При сборке стыков газопроводов без подкладных колец корневой слой рекомендуется выполнять электродами ВСЦ-4А или МТГ-01К диаметром 3-4 мм, заполнение разделки - электродами МТГ-02 или другой марки, указанной в табл.4.1 для конкретной марки стали.
Сварка электродами ВСЦ-4А ведется методом опирания без колебательных движений, вертикальные стыки свариваются в направлении сверху вниз.
При сварке корневого слоя шва электродами других марок диаметр электрода должен быть не более 3 мм. Сварку последующих слоев вертикальных неповоротных стыков производят снизу вверх электродами диаметром 4-5 мм.
7.3.3. Сварку вертикальных неповоротных стыков труб с толщиной стенки до 6 мм необходимо выполнять не менее чем в два слоя (см. рис.7.11); при толщине стенки труб от 6 до 12 мм - в три слоя и при толщине более 12 мм - в четыре слоя и более (рис.7.15).
7.3.4. Технология ручной дуговой сварки стыков газопроводов во всем остальном должна отвечать требованиям, изложенным в подразделе 7.1.
7.4. Сварка трубопроводов, на которые не распространяются правила Госгортехнадзора России
7.4.1. В данном подразделе рассматривается сварка стыков трубопроводов из углеродистых и низколегированных конструкционных сталей, на которые не распространяются правила Госгортехнадзора России, в том числе мазутопроводов, напорных маслопроводов системы смазки, трубопроводов системы регулирования турбины, водоснабжения и канализации.
7.4.2. Сварку стыков трубопроводов при толщине стенки 12-14 мм следует выполнять тремя основными слоями шва и одним внутренним подварочным слоем толщиной 4-5 мм, который накладывают изнутри трубы (рис.7.16). Подварочный слой накладывают в тех случаях, когда диаметр трубопровода и расположение стыка позволяют это. В остальных случаях сварку следует выполнять на подкладном кольце, кроме стыков мазутопроводов, которые свариваются без подкладных колец с выполнением корня шва (или всего шва) ручным аргонодуговым способом.
при диаметре труб 600 мм и более сварку следует производить обратноступенчатым способом участками длиной 250-300 мм;
при выполнении сварки без подварочного шва корневой слой необходимо накладывать электродами диаметром 2,5-3 мм для обеспечения полного провара корня;
подварочный слой следует накладывать после выполнения второго или третьего наружного слоя; перед наложением подварочного слоя корень шва должен быть тщательно очищен абразивным кругом или стальной щеткой с подрубкой зубилом излишних наплывов металла и вырубкой местных непроваров;
"замки" швов в соседних слоях (валиках) должны быть смещены один относительно другого согласно требованиям п.6.5.3, а по отношению к продольным или спиральным швам сварных труб - на 40-50 мм.
7.4.4. Неповоротные стыки труб диаметром 1200 мм и более можно выполнять по следующей технологии: окружность стыка разбить на две половины - нижнюю и верхнюю; раскрытие кромок и сварку в нижней части стыка выполнять с внутренней, а в верхней части - с наружной стороны трубы. Таким образом, весь стык следует сваривать в нижнем и вертикальном положениях. Сварку должны выполнять одновременно два или четыре сварщика: один сварщик (или два) сваривает верхнюю часть стыка снаружи трубы, другой сварщик (или два других) - нижнюю изнутри (рис.7.17); при этом должны быть приняты меры для защиты сварщиков, работающих внутри трубы, от брызг шлака и расплавленного металла.
7.5. Приварка фланцев, арматуры и других деталей к трубам
7.5.1. Арматуру (клапаны, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным швом, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующих диаметра и марки стали, а также требований п.3.7 и подразделов 6.4 и 6.5.
7.5.2. Плоские фланцы на давление Мпа (25 ) для диаметра труб 600 мм и более изготавливаются по ОСТ 34 10.755-97. Фланец приваривается к трубе двумя угловыми швами - наружным и внутренним (рис.7.18). Сначала накладывают наружный шов, затем - внутренний. Размеры швов приварки указаны в табл.7.2. Внутренний шов, являющийся лишь уплотняющим, имеет катет мм независимо от толщины стенки трубы.
Для труб диаметром менее 600 мм плоские приварные фланцы изготавливаются по ГОСТ 12820 и размеры катетов шва указываются в конструкторской документации.
7.5.3. Приварку креплений из высоколегированных сталей к трубам пароперегревателя и другим элементам котла, находящимся в зонах высоких температур, а также приварку к паропроводам реперов для измерения ползучести необходимо выполнять аустенитными электродами диаметром не более 3 мм на режимах с минимальным тепловложением. Марка электродов выбирается по данным табл.4.2. Ток устанавливается из расчета 25-30 А на 1 мм диаметра электрода. Сварку следует вести короткой дугой с незначительными колебательными движениями электрода. Каждый следующий валик необходимо накладывать только после снижения температуры металла в зоне сварки ниже 100°С. Термическая обработка таких сварных соединений не производится.
7.5.4. К трубам из углеродистых и низколегированных теплоустойчивых и конструкционных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов, подбираемых по данным табл.4.1. Диаметр электродов должен быть не более 3 мм. Если детали креплений и трубы изготовлены из стали разных марок одного структурного класса, электроды нужно выбирать по менее легированной стали.
Размеры швов приварки плоских фланцев (ОСТ 34 10.755-97)
Подогрев при приварке деталей креплений к трубам из углеродистых и низколегированных сталей осуществляется в соответствии с рекомендациями, приведенными в табл.6.3, при этом за толщину свариваемых деталей принимается толщина трубы. Подогрев трубы и детали осуществляется в районе приварки.
Приварка упоров к трубопроводам из низколегированных теплоустойчивых сталей должна выполняться по одной из схем, приведенных на рис.7.19. В случае приварки упора двумя фланговыми швами (рис.7.19, а) каждый слой сваривается в направлении, противоположном направлению сварки предыдущего слоя. В случае приварки упора двумя фланговыми и одним лобовым швами (рис.7.19, б) сварка начинается в середине лобового шва (в точке Б) и ведется до конца правого или левого флангового шва. Если длина шва от точки Б до конца флангового шва более 250 мм, то сварка должна выполняться обратноступенчатым способом. Приварку упора к трубе диаметром более 500 мм должны выполнять одновременно два сварщика.
Условия, при которых необходима термообработка угловых швов приварки деталей креплений к трубам, и режим термообработки указаны в подразделе 17.2.
Сварные соединения деталей креплений из углеродистой стали с трубами из низколегированной стали термической обработке не подвергаются.
7.5.5. Приварка бобышек для термопар к трубопроводам производится электродами диаметром не более 3 мм. Марка электродов выбирается по данным табл.4.1.
Необходимость и режим предварительного подогрева определяются по данным табл.6.3 и п.6.4.1. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим предварительный подогрев бобышек и трубы по всему периметру, при диаметре трубопровода 219 мм и более подогревается труба только в районе приварки бобышек и сама бобышка.
7.6. Сварка труб слоями повышенной толщины
7.6.1. Сварку слоями повышенной толщины можно применять для вертикальных неповоротных стыков труб с толщиной стенки более 20 мм из углеродистых и низколегированных конструкционных сталей.
7.6.2. К сварке слоями повышенной толщины может быть допущен сварщик, имеющий удостоверение на право производства работ по сварке данного трубопровода и обладающий, кроме того, навыками по технике сварки слоями повышенной толщины. Для проверки навыка сваривается пробный стык, а затем определяется сплошность шва с помощью ультразвукового контроля.
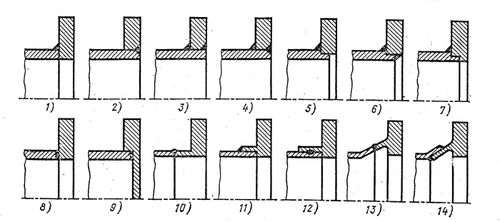
7.6.3. Конструкция сварного соединения должна соответствовать типам Тр-3, Тр-3а, Тр-3г, Тр-6 (табл.6.2). Можно применять также конструкции стыка, изображенные на рис.7.1. Подготовку кромок труб и сборку стыка, а также наложение корневого слоя и подогрев стыка производят по обычной технологии в соответствии с требованиями настоящего РД.
7.6.4. Основной шов, накладываемый после корневого слоя, выполняют два сварщика. Для совместной работы подбираются сварщики, в равной степени владеющие техникой сварки слоями повышенной толщины и выполняющие ее примерно с одинаковой скоростью.
7.6.6. Порядок наложения третьего и последующих слоев может быть таким же, как для второго слоя, с той лишь разницей, что сварщики попеременно начинают сварку с потолочного (из точки Е) и с вертикального (из точек В и И) положений.
Как приварить фланец к трубе ровно
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.

Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Приварка стального плоского диска производится сначала с внешней, затем с внутренней стороны проката. Зачистка соединений производится слева направо.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
Приварка фланцев к трубе
Фланец - это стальные кольца, или диски, устанавливаемые на трубах для создания разъемной конструкции. Нужны для счетчиков, при создании отводов, конструкций Баттерфляй, конденсатоотводчиков, фильтров и т.д. Монтируются на трубы при помощи сварки. Благодаря такому способу гарантируется высокая герметичность, хоть соединение и является разъемным. Используют коммунальщики или на промышленных предприятиях.
Виды фланцев
Характеристики регламентируются ГОСТ или техническими требования заказчика. Они отличаются по геометрии, размеру, материалу.
Классификация по функциональности:
Типы по конструкции:
- Воротниковый. Коническая горловина хорошо распределяет давление, поэтому такой тип подходит для трубопровода с повышенным давлением. Устанавливается путем приварки V-швом или сплошным.
- Раструбный. Используют для магистралей с маленьким сечением, выдерживает большое давление. Оставляют зазор 1,6 мм и приваривают с лицевой стороны. Пространство оставляют на случай, если труба будет расширяться при сильном нагреве.
- Сквозной. Фиксируется за 3 мм до края трубы сваркой к двум сторонам стенки угловым швом.
- Глухой. Это фланец-заглушка, помогающий создать разборную конструкцию.
- Плоский. Конструкция изделия - это пластина и кольцо, которое крепится к системе водопровода. Пластина остается в свободном вращении. Выдерживает давление до 2,5 МПа.
- Накидной. Неуниверсальный тип: использовать такой фланец можно только на трубопроводах с идеально ровными кромками. Варятся с двух сторон методом угловых швов.
- Резьбовой. Подходит для систем водопровода малого диаметра с возможностью сделать резьбу, поэтому не приваривается.
Согласно ГОСТ, фланцы производят из нержавейки, углеродистой или легированной стали, а также чугуна.

Как приварить фланцы к трубопроводу по ГОСТ
Фланцы - это приварное кольцо и пластина, где есть отверстия. Герметичность гарантирует резиновая прокладка, которая подбирается с учетом использования трубопровода - устойчивая к температуре или кислотам. Кольцо и пластину между собой крепят болтами.
До начала сварки подготавливается кромка. Участки, где будут швы, хорошо зачищают, чтобы они имели характерный для металла блеск. Основание болтов должно располагаться исключительно на одной стороне, а концы выступать не меньше, чем на три витка. Зеркало пластины должно находиться выше шва и кромки, а края оставаться в пределах плоскости.
Важно! При давлении до 10 МПа не делается скос, если доходит до 25 МПа - обязательно со скосами.
Приваривают такие изделия на специальной технике - вращателе. Он делает узел мобильным и улучшает доступность к рабочей зоне. Электрод не двигается, а узел медленно поворачивается вокруг оси. На этом приборе полируют, грунтуют и красят изделие. В этих целях подходит не всякое оборудование, чаще всего используют аппарат Лисицына и Бондаренко.
Особенности сборки:
Шов - самая важная часть. Размер зависит от трубопровода. Внутри шов по ширине равен толщине стенки. Высота варьируется от 0,5 до 1 см. Внешний шов всегда больше и неровный.
Методы крепления
Обычно зазор оставляют, однако если он не требуется, можно приваривать техникой лодочка. Когда люфт нужен - варят угловыми швами.
Таким образом, выделяют 2 метода приварки:
- шов с одной стороны по трубе - встык. Подходит для воротникового типа изделия;
- по двум сторонам стенки трубы. Сразу фланец фиксируют с лицевой стороны, а после этого с внутренней. Варить с внутренней стороны необходимо для уплотнения шва. Этим методом фиксируют плоские фланцы.
Провести такие работы достаточно сложно. При сварке используют несколько типов швов - вертикальные, потолочные, горизонтальные. Проводить такие работы должен высококвалифицированный сварщик.
Как проверить качество сварных швов
Некачественные соединения приводят к авариям. После сварочных работ проверяют шов на пригодность.
Для этого используют ультразвуковой метод. Он позволяет обнаружить трещины, включения, надрезы, наплывы, пористость, кратеры и прожоги, отклонения высоты и ширины.
Применяют и радиографический способ, который относят к неразрушающим типам. Он нужен, чтобы проверить допускные стыки. Реже еще используют металлографический метод проверки.
Читайте также: