Сварка гаек контактной сваркой
Обновлено: 11.05.2024

Сварка металла
Сварка оцинкованного металла востребована во многих отраслях промышленности. Сам процесс считается достаточно сложным, что объясняется разницей в температурах плавления защитного покрытия и основного материала. Режим функционирования оборудования выбирают в соответствии с составом, условиями эксплуатации и другими параметрами детали.
.jpg)
В чем проблема свариваемости оцинковки
Антикоррозионный слой наносится на сталь несколькими способами. В зависимости от этого толщина покрытия может составлять 2-150 микрон. Оцинковка прожигается легко, температура ее плавления на 200 °С ниже, чем у стали. При использовании стандартных технологий сварки покрытие разрушается. Поэтому его нужно обрабатывать защитным флюсом, не позволяющим поверхности перегреваться.
Трудность сварки заключается и в выделении токсичных паров при повышении температуры цинкового слоя. На первых этапах покрытие размягчается, на последующих – принимает газообразное состояние. Сварщик должен использовать маску с принудительной подачей воздуха. Работы рекомендуется выполнять на улице или в хорошо проветриваемом помещении.
Нужно ли удалять покрытие
Расплавленный цинк, попадающий в сварочную ванну, разрыхляет шов, делая его хрупким. Чтобы металл не попал в рабочую область, края свариваемых деталей тщательно зачищают. Удаление антикоррозионного покрытия – важный этап подготовки элементов к соединению.
Применяют следующие способы очистки:
- Горячий. Края деталей перед сваркой обрабатывают газовой горелкой. Метод помогает быстро удалить покрытие, однако при работе образуется большое количество токсичных паров.
- Химический. Деталь обрабатывают щелочным или кислотным составом. После этого поверхности тщательно промывают и просушивают.
- Механический. Оцинковку удаляют металлической щеткой, наждачной бумагой или болгаркой со специальной насадкой.

Обработке подвергают только края, остальные части листа не трогают, ведь очищенные от покрытия места быстро подвергаются коррозии.
Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Насколько это вредно
В чистом виде цинк является малотоксичным, однако в процессе сварки он вступает в реакции с кислородом и азотом. При вдыхании паров развиваются тяжелые отравления.

Хроническая интоксикация соединениями цинка способствует возникновению следующих последствий:
- поражения органов дыхания;
- токсического воспаления легких;
- пневмосклероза;
- отека легких;
- аллергических реакций;
- онкологических заболеваний;
- патологий кроветворной системы.
При остром отравлении присутствует риск летального исхода. Соблюдение техники безопасности делает риск возникновения опасных последствий минимальным.
При появлении признаков отравления прекращают сварку, обращаются к врачу.
Разновидности подходящих электродов
При сварке оцинковки полуавтоматом стандартные стержни для железа и стали не используют. Нужны специализированные электроды и расходные материалы с рутиловой обработкой.
Для оцинкованной низкоуглеродистой стали предназначены стержни следующих марок:
- АНО-4, используемые для сварки оцинкованной стали под переменным или постоянным током;
- МР-3, требующие напряжения холостого хода более 50 В;
- ОЗС-4, применяемые в сочетании с присадочной проволокой СВ08 или СВ08А;
- УОНИ-13/45,55, ДСК-50, обработанные большим количеством флюса.

Последний тип электродов используется при соединении деталей из любых типов оцинкованной стали, в том числе сварка высокоуглеродистых сталей.
Он помогает получить долговечный прочный шов. В состав стержней входят фтористые соединения и карбонаты. Ими варят листы любой толщины. Толстый металл обрабатывают в несколько проходов.
Сварочное оборудование для оцинкованного металла
Перед началом работы подготавливают следующие приспособления и инструменты:
- сварочный полуавтомат или инвертор, выдающие необходимые напряжение и силу тока;
- газовую горелку;
- баллоны с аргоном и ацетиленом;
- держатель электродов, механизм подачи расходного материала;
- шланг для подсоединения держателя к баллону.

Рекомендуется использовать сварочный агрегат с установленными параметрами тока. Это упрощает процесс настройки оборудования. Эта функция необходима начинающему сварщику, не имеющему опыта сварки оцинковки.
Подготовительные работы
Перед началом сварки детали подготавливают следующим образом:
- При толщине элемента более 5 мм делают скос под наклоном 80° на расстоянии 1 мм от края.
- Очищают торцевые части от грязи и пыли. Удаляют заусенцы, выравнивают кромки.
- Обезжиривают поверхности химическими средствами.
- Соединяют свариваемые детали, выставляя их в положении, требуемом для сварки. Зазор между кромками должен составлять 3 мм.
- Равномерно распределяют флюс вдоль будущего шва. Толщина слоя должна составлять 2 мм, ширина – 20 мм.
Способы сварки оцинковки
Для соединения деталей из этого материала используют как ручное, так и полуавтоматическое оборудование.
Ручная дуговая
Важную роль в этом случае играют правильный выбор электродов, опыт сварщика. Работать нужно быстро и аккуратно. При снижении скорости сварки могут возникать прожоги. При слишком быстром ведении стержня шов получается неоднородным.

При соединении деталей дуговым методом учитывают следующие моменты:
- Торцевые части тонкостенных деталей в предварительной обработке не нуждаются.
- При работе с толстыми заготовками необходимо снятие фаски. Это делают частично, не создавая острых краев. Скос при установке торцов встык должен образовывать канавку, заполняющуюся расплавом при сварке.
- Электроды выбирают с учетом толщины детали. Диаметр сопла газовой горелки при работе с оцинковкой должен быть на 2 размера меньше такового при сварке черного металла.
- При сварке без удаления защитного слоя напыление не должно закипать. Пламя направляют не на деталь, а на присадочную проволоку.
- После завершения процесса остатки флюса удаляют.
Полуавтоматический аппарат
Сварка с использованием подобного оборудования ведется в среде аргона или углекислого газа. Диаметр присадочного материала выбирают в соответствии с толщиной элементов.
Процесс соединения деталей имеет следующие особенности:
- Тонколистовые изделия сваривают точечно. Это снижает вероятность прожога.
- Качественное сварное соединение при низком напряжении формируется только с использованием присадочного материала. Диаметр прутка должен быть меньше требуемого на 0,2 мм.
- При сварке полуавтоматом без защитного газа применяют флюсы.
- К металлической детали подсоединяют плюсовой контакт, к проволоке – минусовой.

К положительным сторонам полуавтоматической сварки относятся:
- возможность соединения элементов в газовой атмосфере или без таковой;
- высокое качество получаемого соединения (шов получается равномерным, прочным, эстетичным);
- возможность тонкой настройки напряжения и силы тока.
К недостаткам относят невозможность применения метода в ветреную погоду, необходимость использования объемных газовых баллонов, потребность в применении жестких шлангов для подачи газа.
Использование инвертора
Таким методом можно сваривать тонкостенные детали. Подключение выполняют так: к отрицательной клемме подсоединяют обрабатываемую деталь, к положительной – электрод. Сварка ведется с током обратной полярности. При правильной подготовке аппарата дуга зажигается за несколько секунд, стержень нагревается быстро.

При сварке оцинковки инвертором учитывают такие особенности:
- при обработке металла стержнями малой толщины стык получается равномерным;
- сварочную проволоку ведут вдоль поверхности плавно, не меняя скорость;
- в процессе работы не делают резких движений, способных разрушить защитное покрытие;
- угол наклона стержня по отношению к обрабатываемой поверхности не должен превышать 45° (это минимизирует вероятность появления сквозных дефектов).
Контактная сварка
Метод используют для соединения деталей любой толщины, однако лучше всего работать с тонкостенными заготовками. Для контактной сварки применяют электроды с маркировками БрХЦр или БрХ. Аппараты функционируют на переменном или постоянном токе.
Необходимость надежно соединять между собой металлические предметы возникает на разных производствах. Одним из эффективных способов, позволяющих это сделать, является сварка трением.
Оборудование для сварки тонких листов снабжается 3 дополнительными режимами:
- предварительным нагревом обрабатываемого участка;
- сваркой;
- заключительной высокотемпературной обработкой.

Прочность соединения при контактной сварке выше, чем у самих деталей. Поэтому такой метод часто используют при кузовном ремонте. Способ обеспечивает равномерное проваривание по всей длине соединения, в чем заключается его основное преимущество перед ручной сваркой. При соединении толстых листов применяют проковку – ударное воздействие на шов в процессе затвердевания, осуществляющееся с помощью кувалды. Главным недостатком контактных аппаратов считают высокое энергопотребление.
Газовая горелка
Технологию применяют в тех случаях, когда удаление цинкового слоя недопустимо. При работе с газовой горелкой применяют флюс.
Сварку осуществляют так:
- Очищают края заготовок от пыли, загрязнений и жира. На обработанные поверхности наносят слой паяльной кислоты. Он должен равномерно покрывать место будущего шва. Только так можно защитить оцинковочный слой от окисления и испарения.
- Прикладывают присадочный пруток к обрабатываемому участку. Проволоку расплавляют, чтобы она надежно скрепляла заготовки. Для этого пламя горелки направляют на пруток. Нагревать обработанные флюсом поверхности нельзя.
- При нарушении защитного покрытия его своевременно восстанавливают. Это исключает появление ржавчины в дальнейшем. После полного остывания детали поврежденные места обрабатывают антикоррозионным средством.

С помощью присадок
Сварочная проволока способствует формированию прочного соединения между толстыми деталями. Расходный материал должен обладать низкой температурой плавления. Это предотвратит испарение защитного покрытия. Сварочный процесс напоминает пайку.
При работе с оцинковкой используют следующие типы присадочного материала:
- CuSi₃ – медно-кремниевая проволока. Содержание цветного металла достигает 50%. Прочность получаемого шва не слишком высока, однако он легко поддается дополнительной обработке. Кремний делает проволоку текучей, поэтому при работе следует соблюдать осторожность.
- ОК Autrod 19.30. Расходный материал создан специально для сварки оцинковки. Проволока содержит марганец, кремний и серу, повышающие прочность сварного соединения.
- CuSi₂Mn. Благодаря легирующим компонентам, проволока формирует однородный прочный шов. Однако последующая обработка соединения вызывает затруднения.
- CuAl8. Присадку используют для сварки изделий из стали, покрытой цинк-алюминиевым слоем.
Особенности соединения оцинкованных труб
Покрытые защитным составом стальные элементы трубопровода соединяют так:
- Подключают горелку, прогревают края деталей на расстояние не менее 30 см от торцов. Процедуру завершают, когда флюс становится прозрачным.
- Присадочный материал прикладывают к торцам, расплавляют его горелкой. Полужидкий материал должен заполнить зазор между трубами.
- Дожидаются затвердевания шва, выполняют заключительную обработку.
Горелку держат под наклоном не более 95°, проволоку подают под углом 15-30°.
Можно ли приваривать к черному металлу
Для получения надежного соединения между деталями из разных материалов применяют такие методы:
- ММА-сварку с покрытыми электродами;
- аргонодуговую технологию;
- TIG-сварку с неплавкими вольфрамовыми стержнями.
При использовании первого метода приобретают стержни, предназначенные для соединения нержавеющих сталей с черными металлами. Лучшим же вариантом считают ведение сварки в газовой среде. Для этого потребуется соответствующий аппарат. Аргон защищает сварочную ванну от окисления. При отсутствии защиты прочно приварить разнородные детали друг к другу не получится.
Все о конденсаторной сварке

Виды и способы сварки
Метод конденсаторной сварки был разработан более 80 лет назад, однако технология пользуется популярностью и сейчас. Ее используют для соединения небольших металлических элементов. Благодаря возможности применения в бытовых условиях конденсаторное оборудование востребовано начинающими сварщиками.

ГОСТ и прочие требования
Согласно принятым в стране нормативным актам и стандартам, при ведении сварочного процесса соблюдают следующие правила:
- Создают регулярную поставку кратковременных импульсов тока длительностью не более 5 миллисекунд.
- Обеспечивают оборудованию возможность быстрого восстановления заряда для следующей подачи. Перерыв должен быть максимально коротким.
- Устанавливают проводники так, чтобы они крепко фиксировали листы. Необходимо обеспечить возможность и для быстрого их отсоединения.
- Для сварки выбирают медные стержни, толщина которых должна в 3 раза превышать параметр самого тонкого места детали.
- Перед сваркой деталь тщательно очищают от ржавчины, жировых загрязнений, следов коррозии.
- Предусматривают регулировку величины потока для любых технологий работы. Самодельное оборудование непрерывно функционирует только при наличии 2 источников питания.
- Подготавливают средства индивидуальной защиты сварщика от поражения током.
Сфера применения конденсаторной сварки
Подобная технология применяется в таких отраслях промышленности и народного хозяйства, как:
- Автомобилестроение. Популярна конденсаторная сварка в мастерских по кузовному ремонту. В отличие от электродуговой сварки, конденсаторная не способствует прожиганию и деформации краев обрабатываемых элементов. В дальнейшем соединение не требует дополнительной обработки.
- Радиоэлектроника. Конденсаторный метод применяют для пайки деталей, не соединяющихся стандартными способами или выходящих из строя при длительном нагреве.
- Ювелирные работы, изготовление медицинских инструментов и аппаратов, коммуникационных шкафов.
- Строительство. Конденсаторный метод используют при прокладке трубопроводов, возведении зданий и мостов.
Существующие виды
Перед началом работы важно правильно выбрать способ сварки. Все технологии используются для соединения тех или иных видов деталей. При неправильном выборе метода качество сварного шва снижается.
Точечный способ
Такой вариант применяют для соединения деталей, имеющих разную толщину. Конденсаторная точечная сварка применяется в радиоэлектронике и приборостроении. Для формирования шва подаются короткие импульсы тока, быстро расплавляющие металл. Универсальная технология проста в исполнении.

Роликовый метод
Принцип работы практически тот же, что в предыдущем случае. Однако точки располагаются не на расстоянии, а частично перекрывают друг друга. Герметичное соединение не пропускает влагу и загрязнения. Роликовую технологию применяют при создании мембранных и вакуумных изделий.
Стыковая технология
Способ сварки сильно отличается от 2 рассмотренных ранее технологий. Электрический разряд расплавляет не поверхность металла, а торцевые части деталей. В дальнейшем их стыкуют, создавая надежное соединение. Согласно описанию, стыковая технология считается наиболее сложной в исполнении.
.jpg)
Что отличает конденсаторную сварку от прочих видов
Классические технологии подразумевают использование сложного оборудования, специализированных электродов. Стержни прикладывают к соединяемым деталям, что способствует возбуждению электрической дуги, расплавляющей металл. Жидкий материал проникает в сварочную ванну, образуя прочный шов. Такая работа под силу только опытному мастеру. Выделяющиеся при сварке газы и излучение негативно влияют на организм человека. Кроме того, соединение мелких деталей стандартными методами затруднительно.
При конденсаторной сварке не выделяются вредные газы. На поверхностях не остается следов теплового воздействия. Оборудование экономно расходует электроэнергию, не требует регулярного охлаждения. Процесс сварки не занимает много времени.
Основные преимущества конденсаторной технологии над другими методами – высокая точность воздействия, эстетичность получаемого соединения. Аппарат для конденсаторной сварки отличается компактными размерами.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.
Метод эффективен при работе с элементами толщиной не более 1,5 мм.
Конструкция блока
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Подвижную площадку и основание энергоблока изолируют друг от друга. Для удобства работы аппарат снабжают фонарем.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.
Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Для сборки приборов применяют 2 вида схем:
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой – с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
Плюсы и минусы технологии
К преимуществам конденсаторных сварочных аппаратов относят:
- высокую скорость работы;
- возможность соединения элементов, изготовленных из разных металлов и сплавов;
- выделение минимального количества тепла;
- длительный срок службы;
- повышенную точность воздействия, прочность шва;
- отсутствие необходимости покупки вспомогательных приспособлений и материалов.
Несмотря на множество положительных качеств, метод имеет недостатки:
- ограниченность толщины соединяемых заготовок;
- малую мощность импульса;
- помехи в сети, вызываемые работой оборудования.
Эти моменты стоит учитывать при сборке и использовании аппарата. В противном случае возникнут проблемы, влекущие дополнительные затраты.
Как самому сделать оборудование
Способ сборки аппарата зависит от типа выбранной схемы.
Упрощенная технология
Маломощное устройство для точечной сварки собирают так:
- Подготавливают основу. Для этого можно использовать трансформатор, первичную обмотку которого подключают к электрической сети. Один конец подсоединяют к преобразователю, имеющему вид диодного моста, другой – к тиристору, отвечающему за работу клавиши пуска.
- Устанавливают конденсатор, подающий электрический импульс. Рекомендуется выбирать элементы емкостью 1-2 тыс мкФ. При использовании деталей с меньшими параметрами быстро происходит разряд конденсатора.
- Формируют вторичную обмотку трансформатора из медного кабеля. Его накручивают на катушку в 10 витков.
- Устанавливают средство управления – тиристор КУ200 или ПТЛ-50.
Мощный аппарат
При сборке такого прибора выполняют следующие действия:
- В качестве управляющего блока применяют бесконтактный пускатель МТТ4К. Он рассчитан на работу с током силой до 80 А. Блок снабжают резистором, диодами, тиристорами.
- В основную цепь входного трансформатора вводят реле. Оно помогает настраивать скорость срабатывания агрегата и интервалы подачи импульсов.
- Объединяют несколько конденсаторов в батарею. Здесь будет накапливаться необходимая для выдачи импульсов энергия. При сборке блока используют параллельный способ соединения.
- Формируют первичную обмотку трансформатора из кабеля сечением 1,5 мм. Вторичная создается из медной шины.
Инструкция по проведению конденсаторной сварки
Перед началом работы необходимо изучить основные этапы работы, ознакомиться с техникой безопасности.
Меры предосторожности
При работе с конденсаторным сварочным оборудованием соблюдают следующие правила:
- Не используют незаземленные устройства.
- Перед началом работы проверяют состояние корпуса прибора. Если он поврежден, повышается риск получения электротравмы.
- Работают с устройством можно только сухими руками. На наличие влаги стоит проверить и окружающее мастера пространство.
- Проверяют наличие на сварочном посту кнопки аварийного отключения.
- Перед началом работы встают на диэлектрический коврик, надевают специальный костюм. Варить в одежде из синтетических тканей запрещено.
- При смене стержня или установке деталей используют очки и рукавицы, защищающие от теплового воздействия.
- Рабочую зону огораживают экраном. Это предотвращает возникновение пожара при образовании отскакивающих искр и брызг.
- Сварочный аппарат не устанавливают возле легковоспламеняющихся жидкостей и материалов.
- При работе в закрытых помещениях обеспечивают постоянное проветривание.
- При появлении каких-либо проблем сварку приостанавливают, оборудование отключают от сети.

На общем примере
Алгоритм действий при конденсаторной сварке включает в себя следующие этапы:
- Подготовку соединяемых деталей. Удаляют следы коррозии и пыль, обезжиривают поверхности.
- Сопоставление заготовок. Элементы прочно фиксируют в выбранном положении.
- Размещение деталей между стержнями.
- Подведение контактов.
- Запуск сварочной установки, подачу кратковременного импульса нужной мощности.
- Возврат электродов в исходное положение.
- Извлечение деталей, оценку качества сварного соединения.
При необходимости в процессе сварки положение элементов меняют, продолжают работу тем же способом.
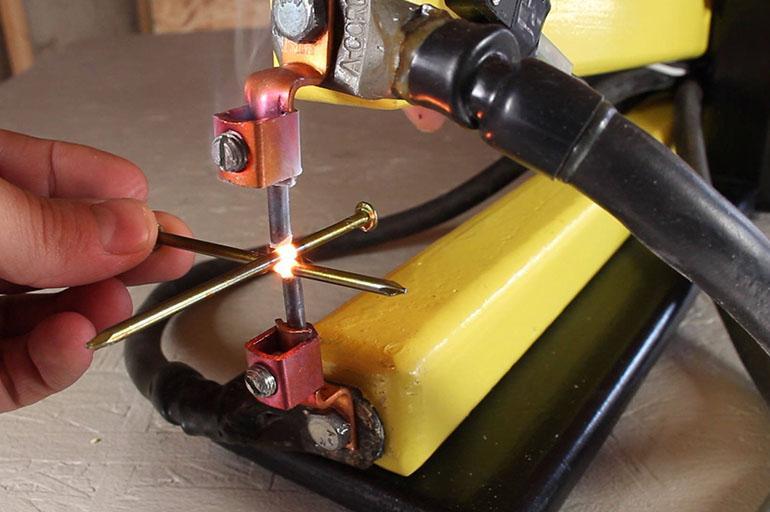
Работа со шпильками
Привариваемый элемент устанавливают между стержнями. Подносят шпильку к основной детали, настраивают аппарат. После подачи импульса ножка крепежного элемента расплавляется вместе с поверхностью основания. После остывания металла получается долговечный шов.

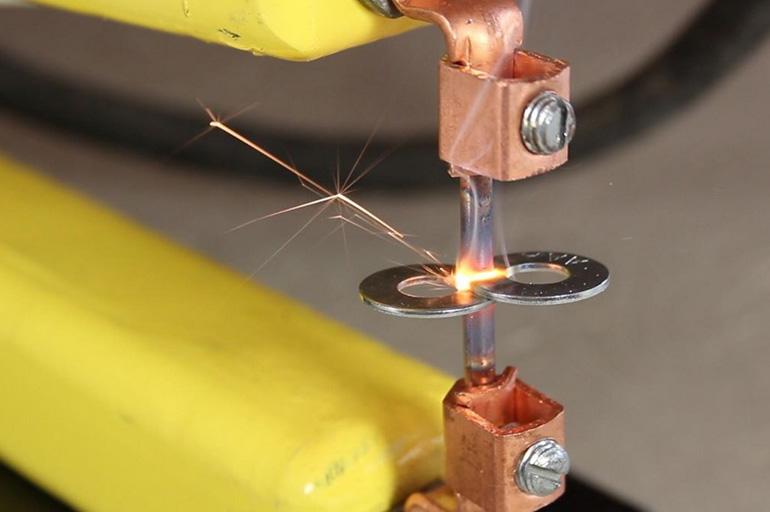
Приварка гаек
Для присоединения крепежа к листовому металлу подают мощный импульс длительностью до 5 миллисекунд. Нижняя часть гайки плавится вместе с основанием. Крепеж вдавливают в расплав сварочным пистолетом. Получается прочное соединение. Метод подходит для приваривания крепежа к листам толщиной более 5 мм.
Рекомендации от профессионалов
При сборке и эксплуатации оборудования учитывают следующие советы опытных сварщиков:
- Для изготовления аппарата, выполняющего простые операции, подойдут конденсаторы средней емкости. Сердечник трансформатора должен иметь толщину 5-6 см. Для управляющего блока используют тиристоры ПТЛ-50.
- Для первичной обмотки достаточно 300 витков медной проволоки толщиной 6 мм. Вторичная часть катушки включает в себя всего 10 оборотов. Мощность источника тока должна составлять не менее 10 Вт.
- Аппарат требует периодической корректировки. Без доработки качество соединений будет постепенно ухудшаться.
- Устройство нельзя применять для сварки ответственных конструкций.
Исправление дефектов
При сварке на конденсаторах могут возникать следующие проблемы:
- отклонение параметров литой области от нормальной, смещение ядра по отношению к стыку деталей;
- прерывистость соединения;
- изменение физических и химических свойств прилегающих к шву участков металла.
Основной способ исправления – разъединение и повторная сварка элементов. При невозможности его применения высверливают дефектную часть шва, наплавляют заплату. При наличии выступающих дефектов соединение зачищают.
Описание технологии контактной точечной сварки
Точечная сварка
Точечная сварка чаще всего используется в бытовых условиях. С ее помощью можно надежно и быстро соединить металлические элементы. Для этого не нужно быть профессиональным сварщиком, а само оборудование можно сделать своими руками.
.jpg)
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
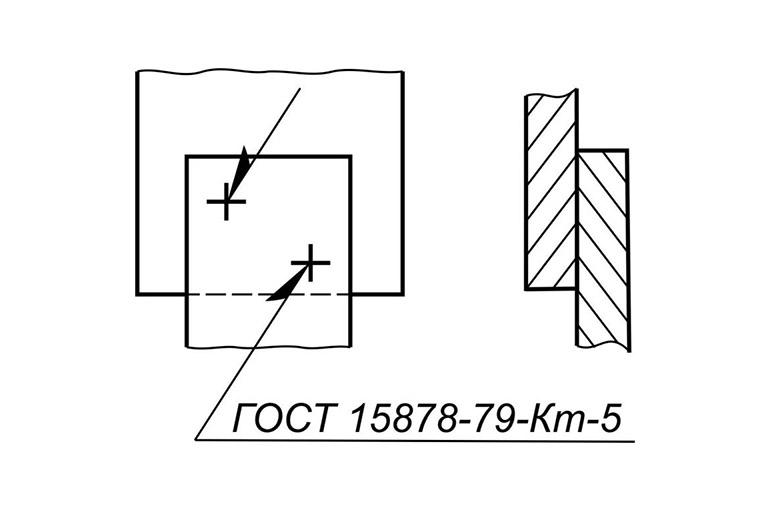
Обозначения по ГОСТу на чертежах
Сфера применения и как это работает
Основные отличия контактной точечной сварки:
- кратковременное воздействие на соединяемые элементы;
- малая площадь расплавления материала;
- напряжение – 1-3 В;
- ток – от 2000 А;
- усилие в точке соединения – 10-100 кг.
Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Трансформаторы для выполнения точечной сварки используются в автомастерских (устранение вмятин). По этой технологии также осуществляется пайка литиевых батарей ноутбуков.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.

Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Техника оплавления применяется для деталей с площадью сечения до 10 тыс. см².
Какие плюсы и минусы имеет
Благодаря высокой производительности и простоте эксплуатации оборудования точечная технология сварки получила широкое применение.

- при малом расходе электрической энергии агрегат обеспечивает более 100 спаиваний в минуту;
- возможна автоматизация рабочего процесса;
- отсутствует необходимость в применении флюсов, присадок и проволоки;
- получаются прочные соединения без остаточных деформаций.
Недостаток: негерметичные швы. Агрегат работает прерывисто, спайка материалов осуществляется в нескольких отдельных точках.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
Плоские электроды применяют для одно- и двухсторонней сварки. В остальных случаях используют элементы бочкообразной формы.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
.jpg)
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
Типы используемых аппаратов
При контактной точечной сварке агрегат способен выдавать разный ток.
По этим признакам оборудование делится на категории:
- с постоянным и переменным током;
- низкочастотное;
- конденсаторное.
Для сваривания стальных сеток на предприятиях используют многоточечные агрегаты, которые позволяют делать соединения одновременно в нескольких местах.
Но самыми востребованными являются одноточечные модели, для которых используется переменный ток.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.

Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Промышленные модели, способные сваривать одновременно 3 стальных листа обозначают – «3+3+3 мм».
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
.jpg)
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Какие дефекты возможны при точечной сварке
В производстве и бытовых условиях востребована многоточечная технология сваривания стальных изделий. Ее используют для соединения тонких деталей. Швы получаются качественными и прочными.
Но не исключены и дефекты:
- Прожог. В изделиях в процессе перегрева материала и стекания стали образуются отверстия и легко отрываются сплавленные кромки. Это происходит при высокой силе тока, избыточной силе сжатия, продолжительном импульсе. Для предупреждения прожогов рекомендуется уменьшить прижим клещей и ток.
- Стекание расплавленного металла. Расплавленный материал способен выйти из ядра из-за продолжительного применения слабого импульса или сильного сжимания клещей. При выполнении сварочных работ сталь выплескивается из точек в виде искр. А при таком продолжительном факторе прочность соединения существенно снижается.
- Непровар. Причиной того, что слабо нагревается ядро, может быть недостаточная сила сжатия и слабый импульс. Непровар возникает при близких точках сварки, т.к. соседняя точка является шунтом, который пропускает через себя часть энергии.
Также из-за короткого импульса или плотного прилегания соединяемых деталей может получаться недостаточная площадь расплава. В подобных случаях в одной сварной точке образуется несколько микросплавов, которые суммарно дают более слабое соединение, чем цельная точка.
Исправление ошибок
Точечная бесконтактная или контактная сварка осуществляется согласно разработанной технологии. Но в этой методике есть сложности, способные вызвать различные дефекты. А достаточно сложная диагностика точную картину о виде и качестве шва не дает.
Для устранения дефектов рекомендуется выполнить следующие действия:
- высверлить соединение, повторить спаивание полуавтоматом;
- проварить точечный шов еще раз;
- зачистить наружные выплески материала;
- установить вытяжную или сварную заклепку;
- проковку разогретой точки.
Чтобы не приходилось исправлять недочеты, рекомендуется перед выполнением работ потренироваться на черновых заготовках.
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей – это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.
Читайте также: