Заточка и сварка ленточных пил
Обновлено: 25.04.2024
Грамотно заточенная ленточная пила по металлу и древесине является залогом продуктивности работы и продолжительности срока службы инструментальной оснастки. Как правило, подобные услуги предоставляют специальные организации, но если знать последовательность действий и особенности процесса, наточить ставшую тупой пилу можно собственными силами.
Применение ленточных полотен
Ключевым комплектующим компонентом каждого ленточного станка является ленточная пила (полотно). Ленточнопильные станки обширно используются при работе с древесиной, металлом, резиной, пластиком и различными гибкими материалами.
Имеется три разновидности данных изделий.
- Ручные ленточные устройства – эти машины можно назвать бытовыми, они чаще всего эксплуатируются в домашних условиях.
- Настольные модификации – эти агрегаты чаще приобретают для небольших промышленных мощностей, компаний, занимающихся деревообработкой, мастерских.
- Стационарные агрегаты – такие установки имеют отношение к разряду профессиональных, их эксплуатируют на больших производствах, фабриках, заводах, крупных мастерских и так далее.
Типология полотен
Основой разделения пил данного вида является материал изготовления и элементы, подвергающиеся обработке. В соответствии с такими аспектами можно обособить следующие типы полотен.
- Пилы для дерева. Ключевым материалом для их изготовления являются углеродистые и легированные марки стали, их твердость достигает 40–45 HRC. Все зубья в обязательном порядке подвергаются закаливанию высокочастотными токами. Необходимо подметить, что такой материал полотен можно применять для разрезания тонких цветных металлов либо углеродистых сталей.
- Полотна по металлу. Изготавливают подобные инструменты из быстрорежущей либо пружинной (в структуру добавляют кобальт и вольфрам) стали. Эти пилы уже несут в себе прочность до 69 HRC. Чтоб получить высокую твердость и широкие возможности, на зубы могут наваривать стеллит либо иные типы прочных сплавов.
Обслуживание пил
Для обслуживания полотен недостаточно наточить зубья, необходимо их еще и развести. Две эти процедуры совершают в порядке преемственности: начинают с разводки зубьев, а завершают их затачиванием. Требуется строго соблюдать такую хронология работ. Разведение осуществляют в целях уменьшения трения пилы в процессе распила того или иного материала (дерева, металла, пластмассы и другого). Имеется несколько способов разведения, которые зависят от того, какие элементы нужно получить впоследствии обработки и прочности отправной заготовки.
Особенности разведения ленточных полотен
По мере использования инструментария случается понижение свойств его режущей кромки. Поэтому разведение и грамотная заточка ленточных полотен является технической частью рабочего цикла.
Имейте в виду: разводка обязана осуществляться до заточки, а не после нее!
Разведение – это процесс по отгибанию зубчиков в стороны для предупреждения зажатия полотна инструмента в обрабатываемом материале и снижения силы трения. Имеется 3 типичных метода разведения:
- классический – зубья отводятся в правую и левую стороны строго по очереди;
- зачищающий – каждый третий зуб остается в исходном положении. Особенно значимо для приспособлений, предназначающихся для разрезания, как правило, крепких сплавов и материалов;
- волнистый – всякий зуб имеет собственное значение величины отгиба, следовательно, из них образовывается волна. Это наиболее трудный вид разведения.
Следует учитывать, что при разводке отгибается не целый зуб, а только его доля – 1/3 либо 2/3 части от острого верха.
Рекомендуемые изготовителями параметры величины разводки укладываются в интервал 0,3-0,7 миллиметра. Производится процедура посредством специализированного разводного инвентаря.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).
Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.
Типовая инструкция по затачиванию полотен говорит, что затачивание должно осуществляться или по фронтальной поверхности зуба, или и по фронтальной, и по обратной. Но это теоретически. На деле же большинство специалистов, да и умельцев из народа выполняют ее только по задней плоскости – так, считают они, комфортнее.
По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.
Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.
Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.
Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.
Если в вашем хозяйстве ни станка, ни гравера нет, то можно наточить полотно и обыкновенным способом – работая напильником. Всего 3-4 решительных движений по обратной или лицевой грани каждого из зубчиков решат проблему. При постоянном и усердном выполнении работы навык хорошего самостоятельного ручного затачивания сформируется очень быстро.
Затачивание полотен в зимнее время
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.
Технология сварки и пайки ленточных пил

Виды сварки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка

Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг

Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил. Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки

Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Сварка и пайка ленточных пил
Сложность соединения концов ленточных пил обуславливается различием параметров разных пил (по размеру и материалу) и тяжелыми условиями, в которых работает инструмент, испытывающий многократные циклические растягивающие и изгибающие нагрузки. В идеале место соединения должно быть таким же прочным, как и целое полотно, однако добиться этого непросто.

Спаянная ленточная пила
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил на специальных сварочных аппаратах
Сущность контактной стыковой сварки ленточных пил состоит в том, что через соединенные встык и сжатые с определенным усилием концы пилы пропускается электрический ток, приводящий к разогреву, оплавлению и свариванию торцевых кромок полотна. Ток подводится через электроды, подсоединенные к зажимам.
Выпускается большое количество моделей станков для контактной сварки ленточных пил. Самые продвинутые из них обеспечивают автоматизированный цикл сварки и отжига, исключающий возможность ошибки оператора при выдерживании времени подачи электрического импульса во время сварки и отжига. В наиболее простых устройствах время сварки и отжига контролируются оператором.
Простейший аппарат для сварки ленточных пил показан на фото ниже. Он состоит из корпуса (1), сварочного трансформатора (2), зажимного механизма с электродами и рычагами зажима (3), пусковой кнопки (4). Зажимной механизм в свою очередь состоит из неподвижного (5) и подвижного (6) зажимов. Последний обладает свободным ходом, необходимым для осуществления осадки - движения концов пилы навстречу друг другу с образованием сварочного валика. Под действием пружины, создающей давление осадки, концы пилы с определенным усилием прижимаются друг к другу.

Аппарат для сварки ленточных пил

Процесс сварки ленточных пил включает в себя следующие операции:
- резка пилы;
- зачистка соединяемых концов;
- установка полотна в сварочный аппарат, выбор токового режима, установка необходимых усилия и хода осадки;
- сварка полотна;
- отжиг пилы;
- зачистка шва.
Резка. Резку полотна лучше всего производить на гильотинных ножницах, однако можно резать отрезным кругом или рубить зубилом. Если полотно уже было сварено раньше, при повторной сварке нужно отрезать около 5 мм с каждого конца.
В любом случае при резке должны быть выполнены следующие условия:
- место соединения должно располагаться между вершинами зубьев;
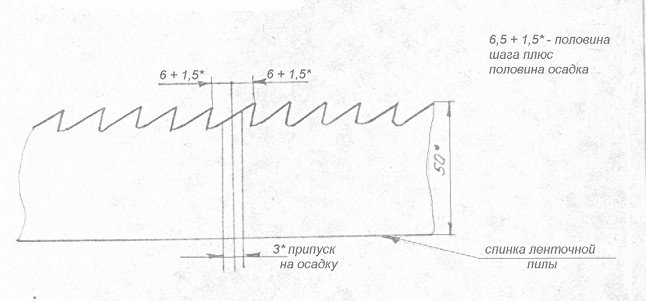
- при резке должен быть оставлен припуск на осадку (примерно 1,5 мм для каждого конца ленты);
- линия реза должна быть ровной, перпендикулярной спинке пилы.
Последнее необходимо для того, чтобы полотно сваренной пилы не имело изгиба в месте соединения (по линии спинки).
Есть довольно простой способ точной резки свариваемых ленточных полотен. Он состоит в том, чтобы уложить пилу так, как показано на рисунке ниже (среднее изображение) и обрезать или зачистить оба торца полотна одновременно (в сборе). При такой обработке концов, даже если линия реза будет не перпендикулярна спинке пилы, ее концы все равно состыкуются так, как положено, и ровность полотна после сварки будет обеспечена.

Одновременная обработка концов ленточной пилы
Зачистка. Концы пилы очищаются от загрязнений и обезжириваются ацетоном или спиртом. Соединяемые кромки зачищаются абразивом. Они должны быть ровными, без заусенцев.
Установка полотна в аппарат. Подготовленная пила устанавливается в зажимной механизм (один конец в неподвижный зажим, другой - в подвижный) таким образом, чтобы ее кромки встречались посредине свободного пространства между зажимами. При этом должно быть обеспечено их полное совпадение.
Соответствующими управляющими ручками устанавливаются усилие и ход осадки, режим сварки. Все эти параметры зависят от размеров свариваемых пил. Чем больше сечение пилы, тем больший требуется сварочный ток и более высокое усилие осадки.
В инструкциях к сварочным аппаратам имеются таблицы, содержащие все необходимые установки в зависимости от размера свариваемой пилы. Часто режимы сварки задаются без указания конкретного значения сварочного тока и напряжения. Для сварки определенной пилы необходимо просто установить управляющую рукоятку в определенное положение (I, II или III, например).
Сварка. Процесс сварки включается нажатием кнопки или поворотом рукоятки. При этом осуществляется подведение тока к зажимам, а от них к концам пилы, в результате чего происходит расплавление металла в зоне стыка. Под действием пружины подвижный зажим начинает смещаться в сторону неподвижного на величину хода осадки, в результате чего в зоне стыка образуется сварной валик, соединяющий концы пилы.

Сварка ленточных пил
Кроме значения силы тока, важнейшим параметром является время подачи токового импульса. Сварочные аппараты, имеющие автоматический режим сварки, отключают подачу тока по прошествии определенного времени (обычно 1-2 сек). При работе на машинах, не имеющих автоматического режима, время сварки должно контролироваться оператором.
Вся сложность сварки ленточных пил заключается в различии размеров их полотен и материалов, из которых они сделаны. Поэтому нередко после первой сварки, закончившейся неудовлетворительно, сварщик вынужден экспериментально подбирать подходящие режимы. Это лучше делать на ненужных обрезках полотна. После того, как оптимальный режим будет подобран, желательно записать его параметры, чтобы можно было применять правильный режим для всех пил с такими же параметрами.
Очень важно содержать в чистоте поверхности электродов, контактирующие с пилой. Наличие между полотном и электродами посторонних веществ увеличивает сопротивление цепи и нарушает режим сварки.
Отжиг. Отжиг необходим для того, чтобы металл, приобретший повышенную твердость и хрупкость в результате сварки, возвратил свою исходную (или близкую к ней) структуру, т.е. снова стал пластичным и вязким. Отжиг производится в тех же зажимах, что и сварка, но при отсутствии усилия осадки и в другом токовом режиме.
Разогрев до температуры отжига (около 600°C) и медленное охлаждение иногда осуществляется нажатием, удержанием и отпусканием кнопки, подающей ток отжига на электроды, при этом для замедления охлаждения периодически нажимается кнопка подачи тока отжига. Если аппарат не оснащен пирометром, температуру контролируют по цвету металла - при выходе на температуру отжига он должен быть вишнево-красным. Нельзя разогревать до оранжевого или желтого цвета, свидетельствующего о более высокой температуре. Постепенное охлаждение во время отжига может длиться около 3-5 минут. Некоторые полотна требуют двух циклов отжига. Иногда сварку и отжиг совмещают в один процесс, увеличивая время охлаждения шва после сварки периодическими включениями подогревающего тока.
Зачистка полотна. При зачистке с полотна должен быть удален наплыв в зоне сварного шва и придана правильная геометрия межзубовой впадине в месте соединения. Зачищать можно практически любым абразивным инструментом. Главное, чтобы обработанная поверхность получилась ровной и заподлицо с соседними областями. При зачистке круг нужно направлять вдоль шва, а не поперек его.

Зачистка ленточной пилы после сварки

Контроль качества сварки и отжига. При сварке ленточных пил могут иметь место следующие дефекты.
- Сваренные кромки полотна оказываются смещенными друг относительно друга (поверхности концов полотна находятся не в одной плоскости). Это бывает при слишком большом ходе осадки или недостаточной силе тока.
- Выброс расплава на поверхность полотна. Наблюдается при слишком большом токе.
- Непровары. Случаются из-за низкого давления и малого хода осадки или слишком малого тока.
В качественно сваренных пилах сварной шов должен выступать над поверхностью полотна не менее 1,5 мм.
Качество отжига можно проверить следующим образом - согнуть полотно по окружности с радиусом изгиба 20-25 см и посмотреть на его поведение. Если дуга изгиба близка по форме к окружности, и шов не трескается, значит, сварка и отжиг проведены хорошо. Если изогнутое полотно принимает V-образную форму, значит, металл в зоне сварки получился слишком мягким из-за чрезмерного отжига. Возникновение в зоне сварки трещин говорит о недостаточном отжиге (слишком быстром охлаждении).
Пайка ленточных пил
Высокотемпературная пайка ленточных пил также является приемлемым способом соединения, обеспечивающим, при условии качественного выполнения, достаточную прочность полотна. А для домашних условий пайка является наиболее доступным способом соединения порванной ленточной пилы.
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
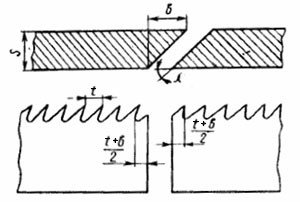
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге. Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше. Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.

Пайка ленточных пил
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше - ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.

Бура
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный - нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.

Приспособление для пайки ленточных пил: 1 - выемка, обеспечивающая доступ пламени горелки.
Но возможны более простые варианты сделанные своими руками.

Самодельное приспособление для пайки ленточных пил


Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.

Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении. При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов. Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.

Пайка ленточных пил ( на соединение заранее помещен кусочек припоя )
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.

Пайка ленточных пил: нагрев соединения

Пайка ленточных пил: припой заполнивший стык
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.

Пайка ленточных пил: зачистка соединения

Пайка ленточных пил: готовое соединение
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.

Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала. Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Материал пил
Ленточные пилы изготавливают из разных материалов - в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные - свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.

Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.

Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.

Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.

Ленточная пила с твердосплавными зубьями
Геометрия зубьев ленточных пил
В зависимости от вида и свойств распиливаемого материала, ленточные пилы имеют различную геометрию зубьев.
Для распиловки древесины применяются три основных типа зубьев: для столярных работ, для делительных пил, для распиливания брусьев и бревен.

Профиль зубьев ленточных пил

Характеристики зубьев ленточных пил
Конкретные значения углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость - чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.

Шаг зубьев
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Стандартная, при которой зубья поочередно отгибаются в противоположные стороны.

Стандартная разводка
Зачищающая, у которой после отгиба двух зубьев, третий не разводится, оставаясь на месте.
Зачищающая разводка
Применяется в основном для пил, предназначенных для резки особо твердых сплавов и материалов. Каждый третий зуб имеет трапецеидальную форму, он остается по центру пилы и служит для направления всей пильной ленты.
Волнистая, самая сложная, при которой зубья отгибаются с переменным значением величины отгиба, образуя своеобразную волну.
Волнистая разводка
При разводе отгибают не весь зуб, а только его часть на расстоянии 1/3-2/3 от вершины. У производителей пил имеются свои рекомендации по параметрам развода их пил, однако в общем случае значения, рекомендуемые ими, укладываются в диапазон 0,3-0,7 мм.
Общим правилом является то, что развод у ленточных пил для резки мягких пород древесины должен быть больше, чем у пил для обработки твердых пород. Но никогда не должен быть такой выгиб зубьев, чтобы оставался не вырезанный клин по центру.
При разводе должна быть обеспечена его одинаковость для всех зубьев. Отклонение не должно превышать 0,1 мм. При неравномерной разводке пила может уходить в сторону более сильного развода.
Приспособления для развода
Развод осуществляют специальными разводными приспособлениями. Несмотря на относительную простоту операции, существует довольно большое количество конструкций устройств для развода, отличающихся уровнем функциональности.
Простое рычажное разводное устройство (модель РУ-05) представлено на рисунке ниже.

Приспособление для развода пил
Пила устанавливается в паз устройства зубом напротив щупа стрелочного индикатора, служащего для замера величины развода. С помощью передвижной шкалы стрелка индикатора устанавливается на ноль.

Развод ленточной пилы
При нажатии на разводной рычаг болт (1) давит на зуб, изгибая его и осуществляя тем самым его разводку. Стрелка индикатора показывает величину разводки. Вворачиванием или выворачиванием болта устанавливается её требуемое значение, после чего болт стопорится контргайкой (2).

Развод осуществляется через один зуб, после чего полотно разворачивается, и операция повторяется в отношении остальных зубьев.
Есть и более простые устройства для развода, предназначенные для развода пил-ножовок. Хотя они не могут обеспечить высокой точности и требуют определенных физических усилий, в крайнем случае , можно воспользоваться и ими.

Разводка
Заточка ленточных пил
Считается, что около 90% случаев разрыва ленточной пилы происходит из-за плохой заточки, точнее, из-за концентрации напряжений в профиле зуба, которые возникают при некачественно выполненной заточки. Необходимость заточки определяется визуально, по состоянию зубьев или виду стенок пропила. В последнем случае признаком затупления пилы по дереву является увеличение шероховатости поверхности пропила.
В зависимости от твердости зубьев, для заточки ленточных пил применяются разные круги - электрокорундовые, алмазные или эльборовые (они же боразоновые). Для заточки пил из инструментальной стали используются корундовые круги на бакелитовой основе. Заточка биметаллических леточных пил или других пил с зубьями высокой твердости требует эльборового или алмазного круга.
Форма используемого круга определяется параметрами пилы и способом заточки - т.е. тем, какой у пилы профиль зуба и какая затачивается грань. Круг может быть профильным (иметь форму идентичную профилю зуба), плоским, чашечным, тарельчатым. Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Окружная скорость не должна превышать 20-25 м/с.
Для повышения стойкости заточки, важной является её доводка (обработка передней и задней грани мелкозернистым оселком), осуществляемая после заточки.
Если на поверхности зуба будут зазубрины, то выступы будут выкрашиваться при работе пилы, и она очень быстро затупится. Нужно стремиться, чтобы поверхность зуба была очень гладкой.
Большинство инструкций по заточке ленточных пил рекомендуют производить заточку по передней поверхности зуба или одновременно по передней и задней поверхностям. На практике же нередко заточку производят по одной задней поверхности зуба - из-за особого удобства этой операции.
Вообще, ленточные пилы отличаются неприхотливостью в отношении заточки. Их можно затачивать разными по составу и форме кругами, по профилю зуба или передней и/или задней поверхностям, специальными станками и вручную.
При заточке нужно сохранять радиус у основания зуба. Это требование очень важно, резкий переход формы у основания зуба способствует возникновению трещин в материале, которые приводят к разрыву полотна.
Можно выделить два основных способа заточки ленточных пил - полнопрофильную заточку боразоновым профильным кругом и заточку граней зуба по отдельности.
Полнопрофильная заточка ленточной пилы является наиболее качественной. При ней эльборовый круг, имеющий форму, точно соответствующую форме профиля зуба, за одно движение затачивает всю межзубовую впадину с задней и передней поверхностями соседних зубьев. При этом абсолютно точно сохраняются все параметры профиля зуба и исключаются угловатые формы у основания зуба, ослабляющие пилу.

Эльборовые круги для заточки ленточных пил

Эльборовый круг для заточки ленточных пил
Станки и приспособления для заточки
Станки для полнопрофильной заточки ленточных пил работают в автоматическом режиме. Движение двигателя с кругом, установленного под нужным углом, синхронизировано с движением толкателя, перемещающего ленту на шаг после заточки одной межзубовой выемки.

Станок для заточки ленточных пил
Недостатком полнопрофильной заточки является необходимость иметь свой заточной круг для каждой пилы определенного профиля.
Существует большое количество станков для заточки пилы по передней, задней или передней и задней поверхностям зуба. В качестве заточных кругов применяются плоские круги с подходящим абразивом - электрокорундом, эльбором или алмазным напылением.

Принцип их работы схож с действием станков для полнопрофильной заточки. Движение круга с двигателем синхронизировано с движением толкателя, пошагово передвигающим пилу.
Специальные заточные станки с автоматическим режимом заточки целесообразно использовать при большом объеме заточных работ. При эпизодической заточке ленточной пилы в домашних условиях резоннее затачивать пилу вручную на обычном заточном станке или с помощью гравера. Затачивать можно как по передней, так и задней грани.
Так выглядит заточка ленточной пилы по передней поверхности зуба на заточном станке корундовым кругом со скошенной под передний угол кромкой .

Заточка ленточной пилы точилом
Заточка ленточной пилы по задней поверхности:

А вот так выглядит заточка по задней поверхности зуба гравером с маленьким плоским кругом.

Заточка ленточной пилы гравером


Несмотря на большую скорость вращения (10000 об/мин, при минимальной скорости вращения), благодаря маленькому диаметру круга (20-30 мм) обеспечивается нормальная окружная скорость - 11-16 м/с. При работе нужно обязательно одевать защитные очки или маску, т.к. из-за утончения круга, велика вероятность его частичного или полного разрушения.
Ну, а если отсутствует станок и гравер, заточить пилу можно и "дедовским" способом - с помощью надфиля. Заточка осуществляется несколькими движениями (3-4) по задней и/или передней грани зуба. Вообще-то, операция эта довольно простая и навык качественной заточки при определенном старании приобретается довольно быстро.
Видео:
Как выполняется сварка ленточных пил своими руками? (видео)

Спаянная ленточная пила
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Пайка ленточных пил
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Приспособление для пайки ленточных пил: 1 — выемка, обеспечивающая доступ пламени горелки.
Самодельное приспособление для пайки ленточных пил
Пайка ленточных пил (
на соединение заранее помещен кусочек припоя
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
Пайка ленточных пил: нагрев соединения
Пайка ленточных пил: припой заполнивший стык
Пайка ленточных пил: зачистка соединения
Пайка ленточных пил: готовое соединение
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.

В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.

Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.

Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий;
поддержание сохранности профиля и высоты режущего элемента; - подготовка охлаждающих составов;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Кол-во блоков: 11 | Общее кол-во символов: 14244
Количество использованных доноров: 3
Информация по каждому донору:
Читайте также: