Сварка горячим воздухом пвх
Обновлено: 18.05.2024
Сварка горячим воздухом применяется к изделиям из термопластов, толщина которых в большинстве случаев составляет 1-10мм. Фактически, сварка горячим воздухом – это две различные технологии:
- Сварка с применением присадочного материала (т.н. прутковая сварка). Основное назначение – сварка пластмассовых конструкций, резервуаров и трубопроводов. Следует учитывать, что эта технология обеспечивает фактор сварки (т.е. отношение прочности зоны шва к прочности исходных изделий) не выше 0,6. В связи с этим напорные трубопроводы газоснабжения и водоснабжения горячим воздухом не сваривают.
- Сварка пленок внахлест, без применения присадочного материала. Применяется для тентовых тканей, геомембран и т.п. Очень надежный, наиболее технологичный и распространенный способ соединения подобных изделий.
2. Сварка с применением присадочного материала
2.1 Присадочный материал
Присадочный материал (сварочный пруток) должен иметь тот же химический состав и тот же показатель текучести расплава, что и материал свариваемых изделий. Исключение – PMMA (оргстекло) и PVC-U (винипласт), которые отлично свариваются между собой. Наиболее часто применяемая форма сварочного прутка – круглая диаметром 3мм или 4мм. В отдельных случаях применяется пруток овальной, треугольной, прямоугольной формы или даже в виде лент. Здесь для упрощения описания речь идет о круглом прутке.
2.2 Принцип сварки и устройство оборудования
Принцип сварки заключается в том, что поверхности свариваемых изделий и сварочного прутка нагреваются горячим воздухом, пруток с усилием прижимается к поверхностям свариваемых изделий для дальнейшего остывания и образования монолитной детали.
Воздух нагревается т.н. аппаратом горячего воздуха и через установленное на аппарате сопло попадает в зону сварки. Горячий воздух не должен содержать пыли, масляных паров или влаги.
Для ручной прутковой сварки применяют аппараты сравнительно небольшой мощности – до 1 600 Вт.( такие как:
Автоматические машины прутковой сварки применяют, как правило, для сварки напольных покрытий большой площади. Поскольку для этих целей часто используется мягкий пруток (для линолеума), в автоматических машинах используется сопло для мягкого прутка с последующим прижимом прутка профилированным роликом (см.п.2.2.3).
2.2.1 Сварка круглым соплом
Самое простое сварочное сопло – круглое (рис.1). Такое сопло состоит, собственно, из изогнутой трубки круглого сечения и применяется для сварки прутком диаметром до 4мм.
Для начала сварки пруток удерживается возле начала сварочной канавки и нагревается одновременно с поверхностями канавки. Далее пруток постепенно вдавливается в канавку в направлении прокладки шва. Сварочный пруток следует удерживать вертикально к шву и прилагать усилие, направленное вдоль прутка. Сварочное сопло при этом следует мягкими колебательными движениями продвигать в направлении шва, равномерно прогревая нижнюю часть изгиба прутка и поверхности свариваемых изделий. При этом прямо перед изгибом прутка формируется волна пластифицированного материала,который при вдавливании прутка частично выдавливается наружу и формирует т.н. грат по обе стороны сварочного прутка.
2.2.2 Сварка соплом быстрой сварки
Более удобно выполнять сварку т.н. соплом быстрой сварки (рис.2), которое имеет специальную направляющую сварочного прутка. Пруток подается в эту направляющую, нагревается горячим воздухом в нижней ее части и вдавливается в сварочную канавку носиком сопла, который имеет сечение желобка. Как правило, сварочный пруток сам затягивается в направляющую по мере продвижения сопла в направлении прокладки шва. В некоторых случаях имеет смысл слегка вталкивать пруток в направляющую рукой, чтобы избежать растягивания нагретого прутка под действием трения о стенки направляющей.
Сопло быстрой сварки обеспечивает скорость прокладки шва в 3-4 раза выше, чем при сварке круглым соплом.Кроме того, усилие прижима прутка к свариваемым поверхностям здесь легче контролируется. Поэтому, где это возможно, сварка соплом быстрой сварки предпочтительнее, чем простым круглым соплом. Однако в некоторых труднодоступных местах сопло быстрой сварки может оказаться неприменимым.
Сечение направляющей прутка, а также носика сопла быстрой сварки должны соответствовать сечению сварочного прутка.
2.2.3 Сварка мягким прутком
Если сварка производится мягким прутком (например,PVC-P или PE-LD), то использование сопла быстрой сварки для увеличения скорости и качества сварки создает значительное для мягкого прутка трение, которое ведет к растяжению прутка и деформации шва.
При сварке круглым соплом невозможно создать усилие прижима мягкого прутка к свариваемым поверхностям. Поэтому сварка мягким прутком возможна только с использованием профилированного прижимного ролика.
Для ускорения процесса сварки мягким прутком используется специальное сопло многоточечного нагрева. Для ручной сварки обычно используется тройное сопло (рис.3). Поскольку использование направляющей для мягкого прутка нежелательно, такую сварку лучше производить вдвоем.
2.3 Параметры сварки
Рекомендуемые параметры сварки наиболее популярных термопластов указаны в Табл.1.
Таблица 1. Параметры прутковой сварки горячим воздухом для различных термопластов
*) Сварка возможна только с применением прижимного ролика для прутка.
**) Сварка производится прутком из ПВХ.
Следует учитывать, что указанные в таблице материалы производятся различных марок, с характеристиками в пределах допустимых отклонений. Поэтому указанные параметры сварки – только ориентировочные.
Перед началом сварки следует с помощью термопары замерить температуру воздуха, выходящего из сопла. Замер производится на глубине около 5мм от выхода сопла, на равном удалении от стенок сопла. Диаметр термопары – не более 1мм.
Измерение потока воздуха производится расходометром на входе в аппарат, т.е. до нагрева воздуха. Точный замер усилия прижима прутка можно произвести только в лабораторных условиях. В реальных условиях оператор на собственной практике получает ощущение необходимого усилия прижима и скорости сварки.
2.4 Основные формы сварных швов
Основные формы швов при сварке горячим воздухом показаны на рис.4-9. При выборе формы шва для конкретного применения следует использовать рекомендации по форме швов при экструзионной сварке.
В случае доступности шва с обеих сторон для деталей толщиной 4мм и более рекомендуется двустороннее соединение, а для деталей толщиной 6мм и более – требуется. Двустороннее соединение позволяет свести искривление сварной детали к минимуму. Подготовку скосов кромок перед сваркой можно производить любым режущим инструментом, применимым для дерева. Однако для некоторых специфических операций разработан специальный режущий инструмент.
2.5 Подготовка к сварке
Свариваемые поверхности и зоны наплыва грата следует механически очистить (т.е. с помощью скребка) перед сваркой. Механическая очистка сварочного прутка также рекомендуется, а в случае прутка из ПП – необходима. Любые повреждения поверхностей, вызванные действием погоды (солнца) или химических веществ, должны быть механически удалены.
2.6 Формирование шва
Первый проход шва рекомендуется выполнять прутком Ø3мм, за исключением сварки деталей толщиной 2мм. Последующие проходы можно выполнять прутком большего диаметра (см. табл.2). Перед очередным проходом необходимо очистить поверхность предыдущего прохода подходящим скребком.
2.7 Финишная обработка шва
Обычно никакой финишной обработки сварного шва не требуется. Если финишная обработка производится, необходимо следить, чтобы толщина исходных изделий не была уменьшена. Для снятия внутренних напряжений и во избежание растрескивания под действием нагрузок, готовые швы на изделиях из жестких пластиков (PMMA, PVC-C) имеет смысл «отпустить» – равномерно прогреть с последующим медленным остыванием.
3 Сварка пленок внахлест
3.1 Принцип сварки и устройство оборудования
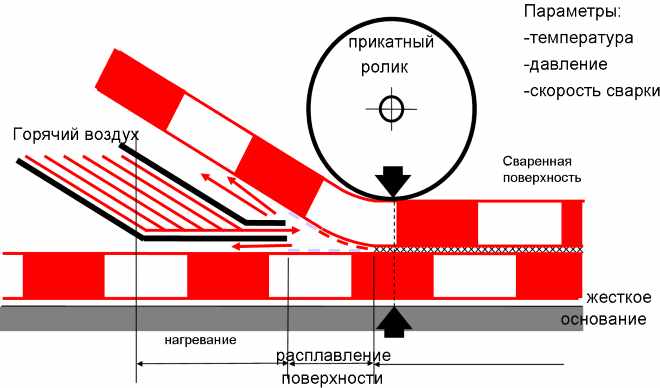
Два листа пленки укладываются внахлест. Свариваемые поверхности (т.е. нижняя поверхность верхнего листа и верхняя поверхность нижнего листа) нагреваются горячим воздухом до пластифицированного состояния. Горячий воздух поступает в пространство между листами через сопло, установленное на аппарат горячего воздуха, который равномерно перемещается в направлении прокладки шва. Сразу после нагрева листы прижимаются друг к другу прижимным роликом, следующим за аппаратом горячего воздуха. Присадочный материал не используется.
Принципиальное требование к аппарату горячего воздуха – температура нагрева должна регулироваться независимо от потока воздуха.
Сопла, применяемые для сварки пленок внахлест – т.н.щелевое сопло или перфорированное щелевое сопло. Следует сразу разделить оборудование на 2 категории по степени автоматизации.
В общем случае это более мощные аппараты, чем для прутковой сварки. Тем не менее, мощность выше 3 000 Вт здесь не имеет смысла – в ручном режиме оператор не в состоянии эффективно использовать такую мощность. Ручные аппараты предназначены для сравнительно небольших объемов работ, в частности,по ремонту покрытий. Оператор равномерно перемещает аппарат горячего воздуха (рис.10) по направлению шва и прижимает роликом нагретые листы пленки. Усилие прижима и скорость сварки контролируются по ширине выдавливаемого грата, которая не должна превышать половину толщины пленки. Для некоторых материалов (например, PVC-P) рекомендуется перемещать ролик не в направлении сварки, а под углом примерно 45º к направлению сварки.
Автоматические машины применяются для выполнения больших объемов работ. Они обеспечивают более высокую скорость сварки, а также уменьшают зависимость качества сварки от человеческого фактора.
Для использования в цеховых условиях автоматические машины оборудуют двумя прижимными роликами (рис.11).
Расстояние между роликами должно регулироваться в зависимости от толщины пленки.
Полевые автоматические машины оборудованы одним прижимным роликом. Ответное усилие прижима обеспечивается нижним листом пленки.
Автоматические машины могут сваривать как одинарный (без контрольного канала), так и двойной (с контрольным каналом) шов.
Температура воздуха, прижимное усилие ролика (или роликов), а также скорость сварки настраиваются в автоматических машинах независимо и поддерживаются электронными регуляторами.
3.2 Материалы и параметры сварки
Сварка (в частности, сварка горячим воздухом) применима для пленок на основе термопластов: PVC-P – пластифицированный ПВХ (пластикат); PE-HD – полиэтилен высокой плотности (ПНД); PE-LD –полиэтилен низкой плотности (ПВД); PE-C – хлорированный полиэтилен (ХПЭ); ECB – этиленовый сополимербитума; E/VA – этилен-винилацетат.
ВНИМАНИЕ: Не следует пытаться сваривать пленки на основе эластомеров, которые также очень популярны при производстве пленок.
Пленки на основе термопластов серийно производятся шириной 1-12м и толщиной до 5мм. Поверхность пленки может быть гладкой или рифленой. Пленка может быть как гомогенной (т.е. сделанной из одного материала), таки двухслойной или многослойной; пленка может быть армирована, например, тканью; может быть ламинирована,например, нетканым волокном или металлической фольгой.
Параметры сварки для пленок из наиболее популярных материалов для ручного и автоматического режимов сварки указаны в Табл.3. Следует учитывать, что указанные в таблице материалы производятся различных марок, с характеристиками в пределах допустимых отклонений. Поэтому указанные параметры сварки – только ориентировочные.
Таблица 3 Параметры сварки горячим воздухом пленок из термопластов внахлест
Сварка ПВХ ткани: баннера, тента
Технология свари ПВХ-ткани основана на свойстве поливинилхлорида плавиться под действием сравнительно невысокой температуры. Швы получаются герметичными и по прочности равны основному материалу. Для работы не нужна профессиональная подготовка или сложное оборудование. Например, сварка тентов из ПВХ-полотен может проводиться в домашних условиях даже на самодельном аппарате.

Область применения ПВХ-тканей
Этот материал повсеместно применяют на производстве и в быту при изготовлении:
- рабочей и спортивной одежды;
- мебельной обивки;
- туристических аксессуаров;
- навесов, тентов, шатров;
- выставочных павильонов, автомоек, киосков, летних веранд кафе;
- тентов грузовых автомобилей, прицепов, катеров;
- ангаров для авиационной техники, производственных складов, автостоянок, зерно- и овощехранилищ;
- защитных покрытий для бассейнов, беседок, временных площадок;
- рекламных баннеров, растяжек, щитов.
Какими достоинствами обладают
Повсеместное распространение ПВХ-ткани стало возможным благодаря ряду преимуществ:
- водоотталкивающие свойства обеспечивают герметичность без применения дорогих материалов при строительстве гидроизоляционных объектов;
- стойкость к агрессивным веществам обеспечивает сохранность ПВХ-ткани даже при длительной эксплуатации в их среде;
- стойкость к морозу и перепадам температуры предохраняет материал от растрескивания, деформации;
- стойкость к ультрафиолетовому излучению предохраняет ПВХ-ткань от выгорания при установке на улице в течение всего срока эксплуатации;
- небольшой вес удобен для монтажа своими руками без дополнительных приспособлений, хранения, разборки, перевозки для установки на новом месте;
- срок службы 5 — 7 лет даже в агрессивной среде под нагрузкой.
Технология сварки
Для соединения полотен ПВХ-тканей в основном применяется ручная или автоматическая сварка горячим воздухом, нагретом до 700⁰C. При более высокой температуре пластик будет разлагаться.
Тонкую ткань сваривают внахлест, накладывая края один на другой. Струю горячего воздуха направляют между ними. Когда поверхности расплавятся, место соединения разглаживают валиком с тефлоновым или силиконовым покрытием, чтобы расплавленный материал не прилипал к нему. Для повышения прочности конструкции, например, при сварке баннера большого размера, полотна соединяют широкими швами в два этапа. Начинают с формирования внутреннего шва на расстоянии 1,5 — 2 см от края, затем обрабатывают зазор. Толщина монолитного соединения немного больше, чем у основного материала, но визуально не заметна.
Для сварки толстых ПВХ-тканей встык используют присадочный материал в виде прутка из поливинилхлорида. Его размещают между кромками полотен. Диаметр прутка выбирают в зависимости от толщины ткани, конфигурации шва. Для равномерного проваривания между краями полотен оставляют зазор 1 мм. Поток нагретого воздуха продвигают вдоль стыка с поперечными движениями, добиваясь равномерного плавления кромок и присадки. Скорость сварки зависит от температуры воздушной струи, диаметра прутка. Для ускорения процесса ткань и пруток предварительно нагревают.
В зависимости от назначения виды ПВХ-ткани отличаются по способу и плотности плетения, толщиной покрытия, которое наносится на одну или обе стороны, типом пластификатора. Поэтому перед работой рекомендуется сделать пробу на ненужных отрезках, чтобы правильно выбрать способ и параметры сварки.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.

При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
- чтобы не было морщин, полотно раскладывают на ровной поверхности, натягивают, закрепляют концы, затем боковые стороны;
- сверху внахлест с предварительным натяжением накладывают другое полотно;
- на аппарате выставляют необходимые настройки, выравнивают по стыку;
- сопло для подачи горячего воздуха фиксируют между полотнами на расстоянии 45 мм от оси прижимного ролика;
- запускают аппарат.
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Важно!
Независимо от выбора оборудования, следует помнить и соблюдать правила техники безопасности!
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Оборудование для сварки пластмасс
Сварка пластика – надежный способ монтажа труб или листов на молекулярном уровне. Шов однородной структуры получается с помощью разогревающего оборудования – сварочных аппаратов. Работа с ними не требует особых навыков. Научиться самостоятельно сваривать пластик несложно. Труднее выбрать инструмент, который годится для работы в домашних условиях. При выборе учитываются плюсы и минусы каждого. Советы специалистов бывают полезны. Горячему соединению поддаются не все виды пластмасс, а только не дающие усадку при нагреве.

Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).


Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Присадочные материалы используются при температуре окружающей среды выше +15°C. На холоде они теряют пластичность, становятся хрупкими.
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности. Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм.
Заключение
Для сварки пластмасс применяется бытовое оборудование. Оно рассчитано на 200 вольт и частоту 50 Гц. Промышленные устройства лучше не приобретать. Самым простым в применении устройством считается экструдер. Для сборки домашних водоводов пользуются паяльником со специальными насадками.
Работа строительным феном | Технология сварки линолеума, пленок, листов, профилей, труб своими руками
4. Технология сварки мембран, тканей, пленок нагретым газом внахлест
EN 13705:2004 собирательно называет такие материалы «liner». DVS 2225-1 – «liner membranes». Самый удачный перевод, который удалось подобрать для прототипа ГОСТ – «рулонные материалы».
4.1. Принцип сварки и устройство оборудования
Два листа рулонного материала укладываются внахлест. Свариваемые поверхности (т.е. нижняя поверхность верхнего листа и верхняя поверхность нижнего листа) нагреваются горячим воздухом до пластифицированного состояния. Горячий воздух поступает в пространство между листами через плоское сопло, установленное на аппарат горячего воздуха. Аппарат с соплом равномерно перемещается в направлении прокладки шва. Сразу после нагрева листы прижимаются друг к другу прижимным роликом, следующим за аппаратом горячего воздуха. Присадочный материал не используется.
Сопла, применяемые для сварки пленок внахлест – т.н. щелевые.
Сварка внахлест применяется как для изготовления изделий из рулонных материалов, так и для их ремонта (т.н. технология ремонта тентов).
 |  |
| Сварка тентов | Ремонт тентов |
Применение строительного фена для сварки пленок и тканей внахлест требует большей мощности нагрева, чем для прутковой сварки. Тем не менее, мощность выше 3 000 Вт здесь не имеет смысла – в ручном режиме оператор не в состоянии эффективно использовать такую мощность. Ручные аппараты предназначены для сравнительно небольших объемов работ.
Оператор равномерно перемещает ручной аппарат нагретого газа по направлению шва и прижимает роликом нагретые листы материала. Усилие прижима и скорость сварки контролируются по ширине выдавливаемого грата, которая не должна превышать половину толщины пленки (ткани).
Для некоторых материалов (например, PVC-P) рекомендуется перемещать ролик не в направлении сварки, а под углом примерно 45º к направлению сварки.
4.2. Материалы и параметры сварки
Сварка (в частности, сварка нагретым газом) применима для тканей и пленок на основе термопластов: PVC-P – пластифицированный ПВХ (пластикат); PE-HD – полиэтилен высокой плотности (ПНД); PE-LD – полиэтилен низкой плотности (ПВД); PE-C – хлорированный полиэтилен (ХПЭ); ECB – этиленовый сополимер битума; E/VA – этилен-винилацетат.
Пленки на основе термопластов серийно производятся шириной 1-12м и толщиной до 5мм. Поверхность пленки может быть гладкой или рифленой. Пленка может быть как гомогенной (т.е. сделанной из одного материала), так и двухслойной или многослойной; пленка может быть армирована, например, тканью; может быть ламинирована, например, нетканым волокном или металлической фольгой.
| Параметр | PE-HD | ECB | PVC-P | |||
| ручной | автомат | ручной | автомат | ручной | автомат | |
| Температура горячего воздуха, ºС | 280-320 | 350-450 | 320-500 | 450-550 | 450-500 | 450-550 |
| Поток воздуха, л/мин | около 230 | около 600 | около 230 | около 600 | около 230 | около 600 |
| Усилие прижима, Н/мм ширины ролика | - | 20 | - | 10 | - | 10 |
| Скорость сварки, м/мин | 0,1-0,2 | 0,5-2,5 | 0,4-0,6 | 1,5-3,0 | 0,2-0,4 | 1,0-3,0 |
Для сварки ПВХ пленки и ткани рекомендуем строительный фен HOT AIR S (Арт. F104500S) с плоским соплом шириной 40 мм (Арт. F4003). Для ремонта тента своими руками – строительный фен QUICK-S Electronic (Арт. F105000S) с плоским соплом шириной 20 мм (Арт. F4002). В любом случае, для сварки нахлесточным швом потребуется силиконовый прижимной валик.
Аппараты горячего воздуха, оборудование для сварки горячим воздухом
Серия LIGHT – ручные аппараты для сварки горячим воздухом минимального размера и веса

Серия SOFT – ручные аппараты для сварки горячим воздухом с повышенной эргономичностью

Серия Tube – ручные аппараты горячего воздуха с высокой производительностью

Серия Oval – ручные аппараты горячего воздуха с балансом габаритов и потока воздуха

Серия Vento – ручные аппараты горячего воздуха с асинхронным электродвигателем

Инструмент для сварки горячим воздухом: сопла, валики, режущий инструмент и пр.

Серия Forsthoff – автоматическое самоходное оборудование для сварки горячим воздухом

Промышленные аппараты горячего воздуха для использования в технологических линиях

В этом разделе предлагаем 3 группы оборудования горячего воздуха производства FORSTHOFF/ФОРСТХОФФ (Германия):
- Ручные сварочные аппараты горячего воздуха – серии Light, Soft, Tube, Oval и Vento. В зависимости от установленного сопла ручные аппараты горячего воздуха применяются для выполнения самых разных строительных и промышленных работ, в т.ч. для сварки горячим воздухом различных полимерных изделий.
- Автоматические самоходные сварочные аппараты горячего воздуха серии FORSTHOFF. Обычно имеют узкую специализацию. Зато позволяют автоматизировать сварку горячим воздухом, увеличить ее скорость и повысить качество.
- Промышленные фены серии TYPE. Строго говоря, это не фены, а только нагреватели воздуха, подаваемого от внешнего источника сжатого воздуха или др. газа. Промышленные фены, в отличие от строительных, предназначены для стационарной установки в технологические линии для самых разных целей.
Наиболее популярные способы применения оборудования горячего воздуха:
Сварка полимерных изделий из жестких термопластов – ПП, ПНД, Н-ПВХ (непластифицированный ПВХ, винипласт), ПБ, АБС и др. (листов, труб, оболочек труб с ППУ-изоляцией и пр.). Сварка прутком или без прутка. Применяется для сварки строительных конструкций, напольных покрытий, труб и фасонных деталей безнапорных трубопроводов, оболочек труб с ППУ-изоляцией, деталей пластиковых емкостей и т.п.
Сварка мягких листовых полимерных изделий (например, линолеума) встык. Сварка шнуром из соответствующих мягких термопластов – ПВД, П-ПВХ (пластифицированный ПВХ, пластикат) и др. Применяется для сварки швов мягких напольных покрытий, например, при укладке линолеума.
Сварка полимерных пленок и тканей внахлест (баннеров, тентов, навесов, кровельных мембран и пр.) без применения присадочного материала. В подавляющем большинстве случаев материал таких пленок и тканей – пластифицированный ПВХ.
Нагрев поверхностей для сушки, формовки, снятия внутренних напряжений после сварки или формовки, удаления старых красок и т.д. Для этих целей аппарат может использоваться как с подходящим соплом, так и вообще без сопла.
Читайте также: