Сварка круглых труб под углом
Обновлено: 17.05.2024

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Вертикальная сварка труб

Иногда сварка становится очень трудной задачей, например, если ее необходимо произвести на вертикально расположенных трубах. Главным отличием от работы с горизонтальными предметами является необходимость постоянно изменять наклон электрода, вращать его вдоль шва. Более подробно о том, почему вертикальная сварка труб требует особых навыков от мастера, вы узнаете из этой статьи.
Наиболее распространенные техники вертикальной сварки труб

Сегодня для соединения двух металлических труб используется метод электрической сварки. Основным элементом в этом процессе являются электроды, то есть стальные стержни с нанесенным на них специальным покрытием.
Чтобы во время вертикальной сварки труб электродом металл не стекал вниз, скос кромок выполняют только возле верхнего элемента. Главная задача в этот момент – не позволить жидкому металлу оторваться от зоны сварки. Поэтому необходима стабильно горящая электрическая дуга, причем располагают ее так, чтобы между концом электрода и сварочной ванной было минимальное расстояние.
Обычно, чтобы заварить вертикальный стык, электрод передвигают от нижней точки к верхней. Таким образом проще контролировать процесс, а электрическая дуга уверенно держит ванну с расплавом, что препятствует растеканию металла. Отметим, что благодаря вертикальной сварке труб проходом снизу вверх, получается шов наилучшего качества.
Прежде чем приступать к работе, необходимо подготовить границы стыка, обработать их согласно всем техническим требованиям. Сам сварочный аппарат настраивают под условия работы, выставляя ток, подбирая электрод.
Далее по границе вертикальных элементов делаются несколько точечных «прихваток», для этого используется соединение коротким швом, чья длина находится в пределах 1-2 см. Это позволяет избежать смещения свариваемых вертикальных элементов во время нагрева под действием температурной деформации.
При вертикальной сварке труб электрод должен находиться под углом 45–90° к плоскости будущего шва.
Вот ряд правил, устанавливаемых для таких работ:
- Дуга зажигается за счет контакта электрода с металлом.
- «Прихватки» делают в 3-4 точках по линии стыка элементов, идут от середины к краям.
- Сваривать начинают у нижней точки линии стыка.
- Электрод движется по направлению вверх, сварочная ванна постоянно находится в рабочей зоне.
- При продвижении электрода придерживаются умеренной скорости. Быстроту оценивают по образованию оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допускаются поперечные зигзагообразные движения «полумесяцем», «елочкой» либо иным способом. Однако этот прием стоит использовать только для труб, чья толщина стенки превышает 4 мм.
При вертикальной сварке труб шов прокладывают одним проходом, не делая остановок и перерывов. Это правило вызывает больше всего сложностей у неопытных сварщиков, однако вскоре они набивают руку.
Этот прием часто применяют опытные сварщики. Однако чтобы пользоваться им, нужно знать один нюанс: поджигая электрическую дугу, электрод располагают под углом 90° относительно плоскости свариваемого элемента. После того как металл в точке образования дуги начал плавиться, угол меняют на 15–20° и при этом немного опускают держатель.
Если речь идет о соединении вертикальных толстостенных труб, проводка электрода также выполняется поперечными зигзагами. Для этого может использоваться «пилообразный», «прямоугольный» или «волнообразный» принцип распределения расплава.
Нужно понимать, что сварка вертикальных труб ручной дуговой сваркой по направлению сверху вниз всегда подразумевает немало трудностей в работе. Но специалисты утверждают, что таким образом удается добиться наилучшего качества шва.
Обязательное правило: возбуждают электрическую дугу на нижней кромке. Когда металл начнет плавиться, дугу переводят на верхнюю кромку. При помощи продольных валиков свариваются и горизонтальные швы. Для этого первый валик выполняется 4-миллиметровым электродом, после чего используется 5-миллиметровый.

Для работы с вертикальными трубами лучше всего подходит газовая сварка, поскольку при ней металл нагревается не так быстро. Иными словами, у него нет возможности стекать ниже места шва. Немаловажно и то, что такой метод практически исключает образование окалины, в противном случае она может попасть в шов или оказаться внутри вертикальной трубы.
Техника выполнения вертикальной сварки трубы
Первым шагом перед вертикальной сваркой труб является их очистка от грязи и следов коррозии. Для этого используется механическая обработка. Для резки заготовки можно взять электроинструмент либо применить термический способ. Далее заготовки соединяют между собой, накладывая прихватки, то есть легкие сварочные швы. Сразу скажем, что характеристики прихваток зависят от параметров самих труб.
Все металлические части сварочного устройства, каркас трансформатора, стол обязательно заземляются. Провода и кабели сварочного аппарата должны иметь изоляционное покрытие.
Для металла толщиной в 12 мм используется соединение трехслойным швом. Максимальная высота каждой прослойки составляет 4 мм, а ширина валика не может превышать 2-З диаметра сварочного электрода. Если приходится работать с вертикальными трубами, чьи стенки толще 8 мм, первый слой выполняется в виде ступенчатого шва, после чего накладывается сплошной шов.
Для качественного формирования обратного валика без выборки и подварки во время сварки используют электрод диаметром 3 мм. Выбор сварочного тока зависит от толщины металла, расстояния между кромками, толщины притупления, при этом сила тока лежит в минимальном или среднем диапазонах.
Оптимальный наклон электрода к вертикальной плоскости нижней вертикальной трубы составляет 80–90°. Наклон электрода по отношению к направлению работы подбирается в соответствии с проплавлением обратной стороны корня шва. Сварка «углом назад» обеспечивает максимальное проплавление, тогда как минимальное достигается при подходе «углом вперед».
Важно, чтобы длина дуги была короткой при недостаточном проплавлении либо средней, если удалось добиться нормального проплавления.
Скорость работы зависит от объема сварочной ванны. Нужно понимать, что чем больше полнота корневого валика, тем дольше металлу шва приходится оставаться жидким, а значит, получаются дефекты больших размеров. В идеале скорость должна быть такой, чтобы обе кромки хорошо сплавлялись, а валик оставался «нормальным». Если позволяет толщина металла и заложены выборка и подварка обратной стороны корня шва, лучше использовать электрод диаметром 4 мм.
Второй корневой валик выполняют во всю ширину, при этом обязательно проплавляют первый корневой валик и захватывают края обеих вертикальных труб. Диаметр электрода подбирают в соответствии с шириной первого валика, для чего используют метод промера торцом электрода.
Во время работы торец электрода с обмазкой должен касаться поверхности первого корневого валика. Силу тока устанавливают в среднем диапазоне, а варят со скоростью, необходимой для получения «нормального» валика.
В процессе вертикальной сварки труб придерживаются такого же наклона электрода по отношению к вертикальной плоскости, что и при работе с корневым валиком. Работают методом «углом назад».
Разделку начинают заполнять от нижней кромки, то есть от площадки. Такой подход позволяет использовать наиболее производительные методы сварки.

При проработке третьего валика лучше всего использовать повышенные режимы, а сварочный ток – в среднем или максимальном диапазоне. Электрод держать под углом 70–80° относительно поверхности кромки нижней трубы. Допускается использовать два метода сварки: «под прямым углом» или «углом назад» – выбор зависит от расположения шлака.
Этот валик должен получиться с усилением, если говорить проще, то с «горбинкой» – оптимальную скорость подбирают исходя из этого параметра. Работа ведется как при сварке в нижнем положении, в результате чего получается полочка – она необходима, чтобы сваривать следующий валик на повышенных режимах.
Центр дуги передвигают по нижнему краю второго корневого валика. Прежде чем приступать к третьему валику, сварщику нужно решить, какую полноту он будет иметь. В противном случае ширина незаполненной разделки (между верхней кромкой разделки и выполненным швом) может получиться слишком большой для четвертого валика либо недостаточной для двух валиков. Очень важно, чтобы ширина от края третьего валика до верхней кромки была минимальной, а именно совпадала с диаметром электрода с покрытием либо немного превышала его.
Завершать работу над любым валиком нужно, проплавив начало и зайдя на шов на 20–30 мм. Если работу выполняет один сварщик, необходимо, чтобы каждый валик был закончен по всему периметру без дополнительного перерыва. «Замок», то есть начало нового слоя, смещается относительно предыдущего минимум на 50 мм.
Если приходится осуществлять сварку в несколько проходов и слоев неповоротных стыков на толстостенных вертикальных трубах, лучше всего вести ее по спирали. Дело в том, что такой прием позволяет снизить долю дефектов, поскольку сокращается количество «замков». При приближении к началу валика работу приостанавливают, не доходя примерно 20 мм до начала. Это нужно, чтобы тщательно зачистить, в том числе подрубить, сточить начало валика, если оно получилось слишком высоким.
Далее подходят к началу и делают задержку дуги, подплавляя металл. После чего заходят на валик и продолжают выполнение нового валика – и так до завершения очередного слоя. Таким образом удается делать меньше «замков», при этом получается производительная и качественная сварка по шлаку.
Чтобы варить по шлаку, сварщик должен обладать мастерством высокого уровня. Еще одно важное условие – нужно работать электродами с основным покрытием, поскольку электроды с рутиловым покрытием не позволяют добиться необходимого качества. Дело в том, что во втором случае образуется много более жидкотекучего шлака, что вызывает зашлаковку некоторых участков. При обычной технологии и при сварке по шлаку перед переходом к завершающему валику каждого слоя производят тщательную зачистку разделки от шлака, брызг и нагара.

Для сварки лицевого слоя стоит выбирать электроды того же диаметра, что использовались при заполнении разделки, однако при этом они не могут быть толще 4 мм. Сила тока должна быть среднего диапазона. Выполняется обычная горизонтальная наплавка узкими валиками, ее ширина составляет 1,5 диаметра электрода с покрытием. Самый верхний валик должен быть узким и плотным, поэтому его выполняют на более высокой скорости – таким образом получается плавный переход от шва к основе.
Если над соединением вертикальных труб работают несколько сварщиков, участок делят на столько равных отрезков, сколько специалистов будет задействовано. При этом наиболее подходящим подходом к сварке, при которой не образуются «замки», считается сварка вперехват.
Все сварщики выполняют сварку одного валика, при его завершении производят смещение на 20–30 мм относительно окончания предыдущего валика. Продолжая окончание валика соседнего сварщика, каждый работник переплавляет свое начало готового валика и выполняет заход по спирали на следующий валик. Для нового слоя делают смещение до 50 мм.
Несмотря на все сказанное, нужно понимать, что в вертикальной сварке труб для профессионалов нет особенных правил, тогда как любителям и новичкам такая работа, скорее всего, будет не под силу. Не стоит также забывать, что многое зависит от расположения вертикальной трубы.
Сегодня редко приходится сваривать прямые вертикальные трубы, поскольку в последнее время все чаще используются трубы из пластика, которые имею иной принцип соединения. Однако вертикальная сварка металлических труб остается актуальной задачей на промышленных объектах. Тогда приглашают лучших специалистов, способных сделать все действительно качественно.
Они могут применять газовую или электрическую сварку, используемые в этом случае электроды продаются в строительных гипермаркетах и специализированных магазинах. Если сварка выполнена добросовестно, она и по сей день остается самым надежным способом соединения стальных вертикальных труб.
Приспособления для сварки трубы вертикальными швами

Мало просто уметь варить, если вы хотите получить действительно прочный сварной шов. Иногда очень многое зависит от того, как части трубы расположены в пространстве. Чтобы добиться оптимального положения, используют приспособления, которые фиксируют детали под необходимым сварщику углом.
Нередко приходится применять отдельные приспособления, позволяющие скрепить между собой соединяемые элементы. Это просто необходимо во время работы с тяжелыми вертикальными изделиями сложной формы. Чтобы быстрее произвести монтаж и выемку объемного изделия, делают поворотные фиксаторы.
Для работы с компактными заготовками фиксаторы можно сделать своими руками – они отлично будут держать элементы под углом 90°. Для этого возьмите металлический уголок, два отрезка полосы, две струбцины. Также вам понадобится угольник, чтобы выставить угол.
Отметим, что уголки могут быть любой длины. К каждому из них нужно приварить полосу, чтобы в результате получился равнобедренный прямоугольный треугольник, где катеты и будут сделаны из уголков.
Важно, чтобы уголки не доходили до вершины треугольника на несколько сантиметров, тогда вам удобно будет варить стержни или профильные трубы в месте стыка. При необходимости можно к уголкам приварить и струбцины, чтобы фиксировать свариваемые изделия.
Но конструкцию может повести во время сварки. Чтобы избежать этого, прихватите ее в четырех местах и лишь после этого полностью сваривайте. Если закрепить это приспособление на столе, оно прослужит вам несколько лет.
Магнитные фиксаторы могут облегчить работу в домашних условиях. Все они делятся на электромагнитные и те, что работают на основе постоянных магнитов. Первый вариант чаще используют в условиях производства, тогда как для бытовых нужд и мелких производств лучше выбирать вторые. Дело в том, что они имеют небольшие размеры, могут устанавливаться в любых местах, иногда позволяют менять угол фиксации.
Самую простую конструкцию имеют магнитные угольники, поэтому и встречаются чаще всего. Такой угольник нужно просто приложить к одной стороне свариваемой детали, а вдоль другой разместить вторую деталь. В результате этих простых действий вы получите надежное закрепление под прямым углом.
Далее в нескольких местах прихватите детали и сварите заготовку. Подчеркнем, что прихватка является обязательным условием, так как без нее магнитные угольники не выдержат температурных деформаций.
При соединении вертикальных трубопроводов может возникнуть вопрос: как перпендикулярно сварить между собой две трубы.
Задача упрощается, когда выбраны вертикальные профильные трубы с прямоугольным или квадратным сечением. Тогда делают вырез под сечение врезаемого изделия в месте соединения. Далее устанавливают угловую струбцину и зажимают винтом. Либо можно использовать иное приспособление для перпендикулярного соединения деталей. После этого, как всегда, нужно прихватить элементы в нескольких местах и проварить все вкруговую.
Этот же принцип работает во время сварки вертикальных круглых труб с тем лишь отличием, что в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Таким образом удается получить хороший стык, а значит, и прочный шов.
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
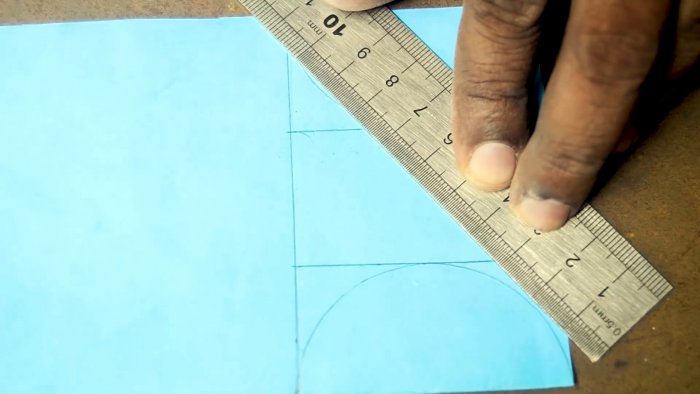

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Смотрите видео
Правильная сварка труб

Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Как варить трубы под любым углом

Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Читайте также: