Сварка кузова полуавтоматом порошковой проволокой
Обновлено: 20.09.2024

Сварка без газа представляет собой классическое электродуговое оборудование, для работы с которым используется специальная проволока. Внутри такого проволочного изделия имеется порошковый флюс. При подаче к месту сварки проволока плавится, флюс сгорает, защищая сварочную ванну от кислорода.
Сварка без газа позволяет варить на малых токах, благодаря специальным добавкам. При помощи полуавтоматической сварки можно получить качественное сварное соединение, а также повысить эффективность работы сварочного аппарата.
Как использовать полуавтоматическую сварку без газа
Кроме того, сварка без газа имеет и ряд других особенностей:
- Отпадает необходимость в транспортировке тяжёлых газовых баллонов;
- Происходит экономия на заправках баллонов газом;
- Намного большее разнообразие присадочных составов и наполнителей;
- Улучшенный контроль сварочной разделки.
Что касается эффективности сварки без газа, то за один час может быть выработано до 40 метров проволоки. Сама же проволока для полуавтоматической сварки без газа, представляет собой тонкую стальную трубку, диаметр которой точно такой же, как и при сварке в среде защитного газа.

Внутри стальная трубка наполнена порошкообразным флюсом, состав которого во многом схож с электродной обмазкой. При возникновении сварочной дуги проволока плавится, а флюс начинает сгорать, образуя клубы защитного газа, который предотвращает доступ кислорода в сварочную ванну.
Техника сваривания проволокой
При сварке полуавтоматом без углекислоты всегда нужно помнить о том, что пары от флюса поднимаются вверх. Поэтому при сварке вертикальных швов будет целесообразно начинать варить сверху металлической заготовки. Это правило особенно важно соблюдать и в том случае, когда производится работы с тонкостенными изделиями.

Чтобы сварка без газа проходила правильно, во время выполнения сварочных работ, горелку полуавтомата нужно держать под небольшим наклоном. В таком положении лучше всего удерживать расплавленный металл в ванне, и, тем самым, формировать сварное соединение.
Вести горелку вдоль будущего шва необходимо быстро, чтобы на заготовке не оставались капли расплавленного металла. Всегда нужно следить за тем, чтобы сварочная проволока подавалась строго к переднему срезу ванны.

Сварка полуавтоматом без газа очень сильно напоминает обычную сварку электродом. Однако в случае с дуговой сваркой электродом, где шлак всегда норовит попасть в сварочную ванну, полуавтоматическая сварка полностью лишена этого недостатка.
Каждый раз при сварке электродом приходится сбивать шлак, чтобы осуществить второй и последующие проходы. В случае же с полуавтоматической сваркой, шов сразу получается чистым и без шлака.

При сварке полуавтоматом без газа всегда нужно не забывать, что проволока, достаточно мягкая и её легко поломать. Второе правило касается выбора расходных материалов для сварки. Нельзя использовать для полуавтоматической сварки без газа обычную сварочную проволоку для полуавтомата.
Кому подойдёт порошковая проволока, а кому ее лучше не использовать

Сварка полуавтоматом имеет ряд весомых преимуществ. Во-первых, существенно увеличивается скорость проведения сварочных работ. Во-вторых, отсутствует шлак при сварке. Можно варить длинными швами и без перерыва. В-третьих, это более тонкая работа с заготовками, которые имеют очень малую толщину.
Единственное что нужно для полуавтоматической сварки, это защитный газ. Но что делать, если защитного газа нет? Как варить полуавтоматом без газа? На самом деле выход есть, и имя ему «порошковая проволока».
Порошковая самозащитная проволока самостоятельно берет на себя задачу по защите сварочной ванны. То есть, если в обычном случае при сварке полуавтоматом для этого нужен газ, то, без его использования можно варить одной порошковой проволокой.
Многие домовладельцы по всему миру рассматривают энергоэффективные и до лговечные окна из ПВХ для своих домов . Не только практичные атрибуты , но и окна из ПВХ также придают эстетическую и минималистскую привлекательность современным жилым помещениям .
За прошедшие годы эти окна стали популярным выбором во всем мире здесь дольше информации ООО «ОКНОВО» — СЕРТИФИЦИРОВАННЫЙ ПАРТНЁР КОМПАНИИ REHAU .
Как устроена порошковая проволока и как это работает
Здесь всё просто. Для защиты сварочной ванны используется газ веществ, которые заключены в порошковой проволоке. Сам проволока изготавливается из металла, в виде трубки, внутри которой находится специальная засыпка. При расплавлении металла трубки, сгорают и вещества, которые образуют газовое облако для защиты сварочной ванны.

Точно таким же образом работает и обычный электрод в виде металлического стержня. На его поверхности также имеется обмазка из специальных веществ, которые при сгорании образуют облако защитного газа. При сварке полуавтоматом с углекислотой ничего этого нет, и в роли защитного газа выступает одна углекислота. Надеюсь, я изъяснился доступными словами, и всё стало на свои места.

Итак, варить полуавтоматом без газа можно, если есть порошковая проволока. Кому же данный способ полуавтоматической сварки, подходит, и в каких именно случаях?
Когда нужно варить порошковой проволокой без газа
В принципе варить можно всегда, в таких случаях потребности в защитном газе нет. Единственный недостаток это цена, она на самозащитную проволоку для полуавтомата довольно высокая, поэтому варить порошковой проволокой каждый день могут позволить себе не все.
Второй момент связан с тем, что не всегда, получается, доставить газовые баллона к месту сварки. Ну, допустим, нужно варить на высоте. Как туда доставить баллон с углекислотой? Правильно, лучше и быстрее будет сварить полуавтоматом при помощи порошковой проволоки.

Следующий момент связан с погодными условиями. Как известно самый главный враг для полуавтоматической сварки — это ветер. Если на улице ветреная погода, то защитный газ будет просто сдувать, что негативным образом скажется на качестве сварки полуавтоматом.
Следовательно, избавиться от данной проблемы, также поможет порошковая проволока, варить которой можно даже в сильно ветряную погоду.
Когда от сварки самозащитной проволокой лучше отказаться
Здесь всего два недостатка — это высокая стоимость и более низкое качество сварного шва, чем при сварке полуавтоматом в среде защитного газа. Довольно плохо зарекомендовала себя порошковая проволока и при сварке труб под давлением. Поэтому данный способ совсем не подходит для выполнения этих работ.

В общем, как видно, при использовании самозащитной проволоки есть свои плюсы и минусы. Преимущества связаны с возможностью сварки в труднодоступных местах и при любой погоде, а недостатки, с высокой ценой и более низким качеством шва.
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Сварка полуавтоматом — тренировочный день…


Зачистил кусок двери:

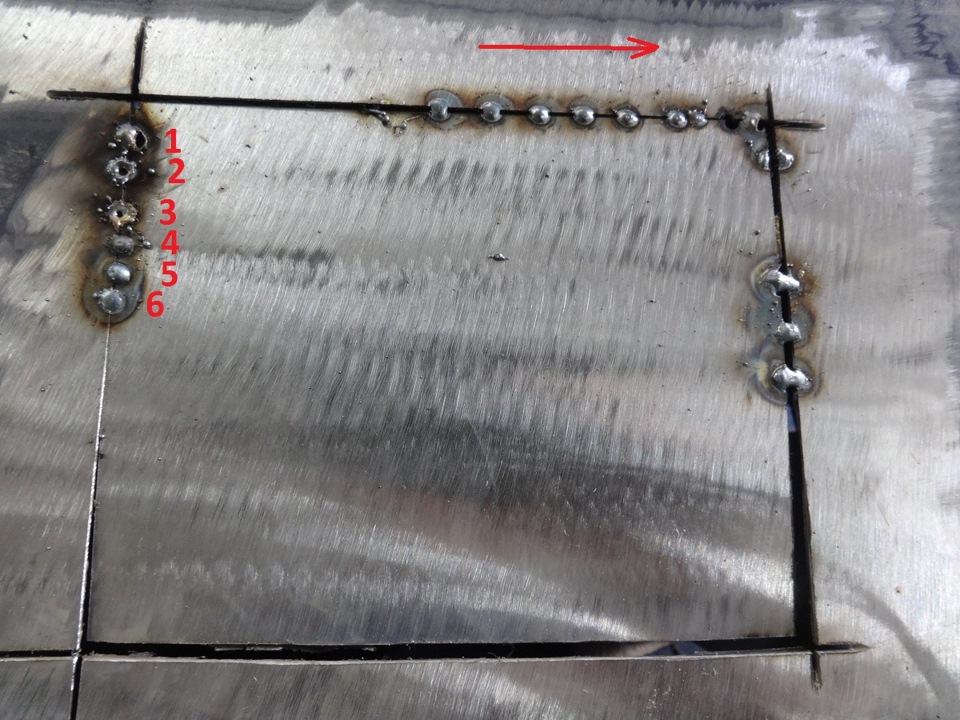
И начал сваривать…вот мои первые в жизни точки полуавтоматом! Понадобилось 6 точек чтобы подобрать нужную программу…далее по часовой стрелки учился соединять металл с большим зазором. Короче полуавтомат — сказка! Варить одно удовольствие и очень легко! По крайне мере мне, может потому что сварочник все делает за меня =) я лишь в нужное место точки ставлю))
Далее начал издеваться над тем же фрагментом…варил сплошником, чтобы понять как тянет металл…как он прожигается…

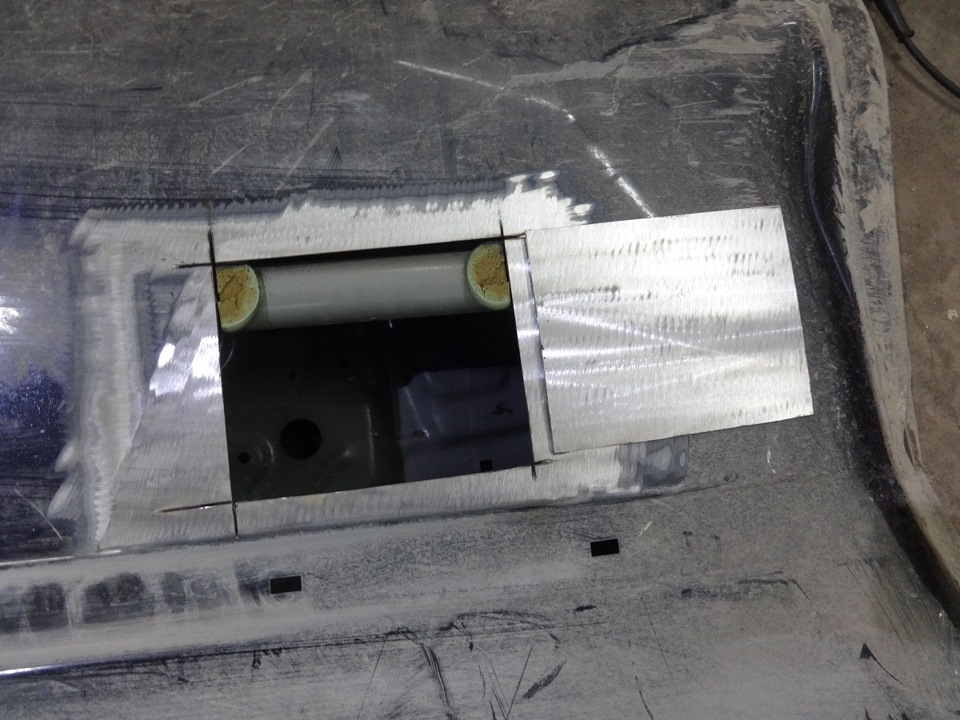
Короче понял что пора осваивать тюнинг))) решил заварить ручку))) из нижней части вырезал нужный фрагмент:

Из примера выше видно что чем ближе друг к другу металл (если варить встык), то тем качественней получаются точки, поэтому стараемся точно подогнать металл:


И начинаем точками обваривать по периметру, давая металлу остыть…сделал один прожег:

Его я с легкостью заварил и добавил еще точек…ой, еще один прожег =) походу метал в том месте тонкий или подходит не плотно…

И так точками все обвариваем:


И шлифуем…монолит! если бы двери не была битая, то плоскость получилась бы ровная, а так осталось несколько "шрамов":


Вот что получается с обратной стороны:

Далее тренировка варки внахлест, заплавляя отверстия. Для этого вырезал 2 куска (один поменьше, другой побольше)

В большом куске дыроколом сделал отверстия:

И начал заплавлять…

И еще чуток потренировался:


Вот так и закончился тренировочний день. Хотя день — сильно сказано…на все про все у меня ушло часа 2)) Как оказалось, в сварке полуавтоматом нет ни чего сложного, т.ч. кузов на 245 буду переваривать сам ;)
Читайте также: