Сварка линолеума строительным феном
Обновлено: 17.05.2024
Классическое название метода сварки феном – сварка нагретым газом. Нагретым газом чаще всего является воздух. В связи с этим более распространенное наименование сварки с помощью фена – сварка горячим воздухом.
Сварка нагретым газом применяется к изделиям из любых термопластов 1-й и 2-й группы, т.е. к материалам, которые при нагреве способны перейти в вязко-текучее состояние, а после последующего остывания – в существенной мере сохранить свои первоначальные свойства. Если материал подвержен быстрому окислению при нагреве, в качестве нагретого газа рекомендуется применять азот.
Как и при любом другом способе сварки пластмасс, при сварке феном требуется нагрев свариваемых поверхностей (и, возможно, присадочного материала) и создание сварочного давления.
Нагрев в данном случае осуществляется горячим газом, который имеет низкую теплопроводность. Для обеспечения приемлемо быстрого нагрева материала температуру газа (воздуха) подбирают значительно выше температуры пластификации соответствующего термопласта. Оптимальная температура нагретого газа зависит от формы и размеров свариваемых изделий (например, от толщины пленки), от времени нагрева (от формы потока газа и скорости продвижения фена) и пр. Для примера, рекомендованная температура сварки ПВХ ткани около 500°C (см.4.2), что как минимум на 300°C выше температуры начала термодеструкции ПВХ. А что если ПВХ ткань не гладкая, а рифленая? Таким образом, риск частичной термодеструкции материала при сварке феном выше, чем при других технологиях сварки.
Способ создания сварочного давления при сварке феном зависит от формы свариваемых изделий и применяемого сопла. Фактически, сварка горячим воздухом – это 4 различные технологии:
- Т.н. сварка присадочным прутком, отдельным от горелки (определение из DVS 2207-3). Сварка выполняется феном с простым круглым соплом, которое не имеет контакта со сварочным прутком. Если сварочный пруток (и, соответственно, свариваемые изделия) из жесткого материала, то сварочное давление можно обеспечить нажимом относительно холодной части прутка в направлении, перпендикулярном сварному шву (см.п.3.2). Такой метод применяется для сварки феном профилей, труб и листов из непластифицированного ПВХ, изотактического ПП, ПЭ высокой плотности и т.п.
- Сварка присадочным прутком, отдельным от горелки, но применительно к мягким материалам. Это технология сварки линолеума. Обеспечить сварочное давление при этой технологии можно только вдавливая нагретый сварочный пруток в подготовленную канавку специальным профильным роликом (см.п.3.3).
- Т.н. сварка нагретым газом ленточным швом. В русской интерпретации – прутковая сварка соплом быстрой сварки (см.п.3.4). Сварочный пруток подается в специальное входное отверстие сопла и успевает глубоко прогреться внутри него на пути к свариваемым деталям. Сварочное давление создается за счет прижима нагретого сварочного прутка носиком сопла.
- Технология сварки геомембран (определение из DVS 2225-1). Технология применима как для сварки гидроизоляционных мембран, так и для сварки ткани или пленки. Листы мембраны, ткани или пленки укладывают внахлест на жесткое основание, между слоями помещают плоское сопло фена. Сварочное давление создают, прикатывая верхний слой к нижнему мягким термостойким валиком (см.п.4.1).
Ни одна из технологий прутковой сварки не может обеспечить стабильное и точно нормированное сварочное давление. Следует добавить высокий риск перегрева материала при сварке феном, а также большую зависимости результата от человеческого фактора. Если сравнивать сварное соединение двух расположенных встык труб или листов, выполненное двумя разными технологиями – сваркой встык нагретым инструментом и сваркой нагретым газом, то нужно еще вспомнить, что фен обеспечивает только локальный нагрев; а это значит, что передняя часть шва всегда горячее задней, и это приводит к дополнительным напряжениям в готовом сварном соединении.
В связи с вышесказанным при стыковом расположении труб или листов прочность соединения, выполненного нагретым газом с присадочным прутком, оценивается не более чем в 60% прочности исходных изделий. По этой причине сварка труб феном допускается только если это не напорный трубопровод.
В случае сварки полиэтиленовой пленки, ПВХ ткани и т.п. материалов внахлест прочность соединения можно регулировать увеличением ширины шва. Однако здесь другая опасность: нагреву и частичной термодеструкции подвергаются не только непосредственно свариваемые поверхности, но и околошовные зоны – они и являются «слабым звеном». Это «звено» тем слабее, чем больше материал подвержен термодеструкции. Тем не менее, сварка нагретым газом с помощью строительного фена остается самой популярной технологией сварки ПВХ тканей и пленок при изготовлении или ремонте тентов, баннеров и пр.
2. Оборудование для сварки нагретым газом
Требования к сварочным фенам прописаны в Приложении 2 к DVS 2207-3 (Германия), а также в EN 13705:2004 (ЕС). В нашей стране ввод в действие ГОСТа на оборудование для сварки нагретым газом и экструзионной сварки запланирован на 2016г. Документ в первом приближении уже готов, на основании идентичного перевода EN 13705.
Самые существенные требования нормативов:
- Плавная регулировка мощности нагрева;
- Рукоятка из материала, стойкого к ударным и температурным нагрузкам;
- При установке сварочного сопла, которое создает серьезное сопротивление воздуху, поток воздуха должен оставаться достаточным для технологии сварки нагретым газом;
- В случае перегрева выше порогового значения (например, при перекрытии потока воздуха) система защиты должна отключать нагрев;
- Нагрев должен включаться только если включена подача воздуха. Нагрев должен отключаться без отключения подачи воздуха.
Эти формальные требования проводят границу между сварочными фенами и термопистолетами, которые еще называют термовоздуходувками.
 |
| Термопистолеты/Термовоздуходувки |
Сварка нагретым газом применяется для строительных, технических и промышленных целей. Кроме сварки, мощные сварочные фены имеют широкое применение: отжиг старой краски, термоусадка, пайка и распайка и пр. Чтобы подчеркнуть отличие сварочного фена от термопистолета, термовоздуходувки или фена для волос, сварочный фен называют строительным феном, техническим или промышленным феном. Это неофициальная терминология, не закрепленная нормативными документами.
Поскольку строительные и технические фены рассчитаны на большие объемы профессиональной работы, кроме перечисленных нормативных требований, они имеют еще следующие отличия от термопистолетов и термовоздуходувок:
Производители предлагают строительные, технические и промышленные фены в виде трех групп оборудования:
- Ручные фены;
- Автоматизированные сварочные аппараты;
- Стационарные промышленные нагреватели газа.
2.1. Ручные строительные и технические фены
EN 13705:2004 и прототип ГОСТ разделяют ручное оборудование для сварки нагретым газом на 2 отдельных группы – оборудование с внешней подачей воздуха (газа) и оборудование со встроенным нагнетателем воздуха. Схема строительного фена с внешней подачей воздуха формально включает рукоятку, нагревательный элемент и корпус нагревателя, шланг подачи воздуха и кабель электропитания. Схема фена строительного со встроенным нагнетателем отличается тем, что не включает шланг, зато включает собственно нагнетатель.
 |
| Схемы строительного фена |
При любой схеме строительные фены, как правило, рассчитаны на нагрев воздуха до температуры в пределах 700°C. На этот пороговый уровень настроено устройство защиты, отключающее нагрев.
Основные технические характеристики встроенного нагнетателя воздуха – максимальное создаваемое давление и максимальный поток. А фактический поток воздуха зависит от совокупного сопротивления потоку, прежде всего в нагревателе и в установленном сопле. Производитель рассчитывает таким образом, что если никакое сопло на фен не установлено, поток будет максимальным, тогда даже при настройке мощности нагрева на максимум пороговая температура воздуха никогда не будет достигнута. А если установлено самое маленькое для этого фена сопло, поток снизится, и при максимальной мощности нагрева пороговая температура достигается легко. Тут уже нужно крутить ручку настройки нагрева, чтобы достичь требуемой температуры воздуха.
Существуют фены с обратной связью по температуре и с автоматическим регулятором температуры воздуха, а не мощности нагрева. Однако следует понимать, что такой регулятор способен поддерживать стабильной только температуру воздуха в месте установки датчика. А не температуру воздуха на выходе из сопла, которая сильно зависит от установленного сопла.
Так или иначе, первое, что нужно точно понять перед покупкой – для чего нужен строительный фен. В зависимости от целевого применения строительного фена радикально отличаются его основные параметры – максимальная мощность нагрева (т.е. мощность нагревательного элемента), поток воздуха (сопротивление потоку в нагревателе) и посадочный диаметр для сопел.
- Небольшой поток и мощность нагрева (около 1,5 кВт) – для прутковой сварки (сварка ПВХ профиля, сварка труб или листов, сварка линолеума). Технология сварки тента или баннера внахлест – очень ограниченно, небольшим плоским соплом, для ремонта тента своими руками. Сменные сопла для таких технологий сварки имеют посадку Ø32 мм.
- Посадка для сопел Ø32 мм, но поток больше и, соответственно, мощность нагрева выше (в районе 3 кВт) – идеально для технологии сварки ПВХ ткани или полиэтиленовой пленки своими руками. Оговорка «своими руками» означает, что для профессиональной сварки тентов или баннеров лучше все-таки использовать автоматизированные аппараты сварки нагретым газом.
- Самый большой поток воздуха, широкий выход из нагревателя с посадкой Ø50 мм для сопел, высокая мощность нагрева – это вообще, как правило, не для сварки. Широкий пучок горячего воздуха используют для быстрого и равномерного прогрева больших поверхностей: для снятия напряжений после прутковой сварки, для отжига краски и т.п. Тем не менее, широкие плоские сопла для сварки ПВХ пленки и ткани внахлест для таких фенов тоже предусмотрены.
Специфическое применение строительного фена может формировать предпочтения к конструкции нагнетателя воздуха. На примере фенов FORSTHOFF:
Коллекторный двигатель по определению имеет меньший ресурс, чем асинхронный, поскольку графитовые щетки постоянно трутся о контактный коллектор, стираются сами и изнашивают коллектор. За счет высокоточной сборки коллектора и тщательной балансировки ротора производителям удается довести ресурс щеток до более чем полутора тысяч часов работы, а ресурс коллектора (а значит, ротора целиком) – до 2-3 комплектов щеток.
У асинхронного мотора другая проблема – его удельная мощность на единицу объема и массы мотора несколько меньше, чем у коллекторного. Т.е. при одинаковой мощности асинхронный мотор обычно чуть крупнее. Для ручного оборудования это серьезный недостаток. Для устранения этого недостатка производители используют улучшенную (и более дорогую) схему расположения обмоток, снижающую рассеивание магнитного потока.
Если с помощью строительного фена предполагается выполнять прутковую сварку, т.е. мощность нагревателя 1,5 кВт оптимальна, то потребитель может выбирать между двумя схемами построения строительного фена – нагреватель со встроенным нагнетателем воздуха или легкий компактный нагреватель с внешней подачей воздуха через шланг.
 |  |
| Встроенный нагнетатель воздуха | Внешняя подача воздуха |
Аппарат со встроенным нагнетателем представляет собой вполне законченную функциональную единицу и удобен для работы в полевых условиях.
Аппарат без нагнетателя воздуха рассчитан на подачу газа от внешнего источника – баллона со сжатым азотом или др. газом, мобильного нагнетателя воздуха, переносного компрессора или заводской сети сжатого воздуха.
Достоинства:
- Незаменимость для сварки азотом или др. газом;
- Возможность тщательной фильтрации и осушения газа перед нагревом;
- Малый вес и габариты;
- Полное отсутствие вибрации.
- Если работа строительным феном затрагивает большую площадь (например, сварка линолеума), таскать за собой шланг с нагнетателем может оказаться неудобно;
- Минимальный работоспособный комплект (аппарат без нагнетателя плюс мобильный нагнетатель воздуха) обходится заметно дороже, чем аппарат со встроенным нагнетателем.
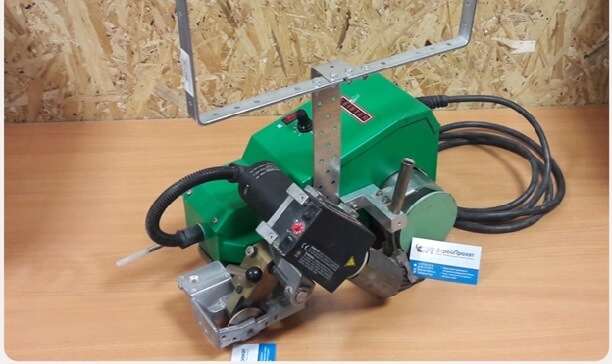
2.2. Автоматизированные аппараты для сварки нагретым газом
EN 13705:2004 и прототип ГОСТ называют автоматизированные аппараты «Оборудованием для непрерывной сварки рулонных материалов», таким образом конкретизируя их область применения. Схема такого оборудования включает тележку с электрическим приводом, строительный фен с нагнетателем воздуха, кабель электропитания, при необходимости комплектуется катушкой для присадочного материала. Упоминание о катушке сделано в связи с тем, что к рулонным материалам относят не только пленки и ткани, свариваемые нахлесточным швом, но и линолеум, который сваривается встык мягким шнуром.
Автоматизированные аппараты реализуют ту же технологию сварки линолеума, ПВХ ткани или полиэтиленовой пленки, что и ручные строительные фены. Но позволяют выжать из технологии весь ее потенциал за счет того, что выдерживают на постоянном уровне не только температуру воздуха, но и сварочное давление и скорость движения (т.е. время нагрева каждой точки материала).
 |  |
К недостаткам автоматизированного оборудования для сварки нагретым газом можно отнести:
- неудобство или невозможность выполнения мелких нестандартных работ, например, ремонт тентов путем приварки заплат;
- узкую специализацию аппаратов; специализацию можно расширить сменным навесным оборудованием, но ведь с другим обвесом – это по сути другой автоматизированный аппарат.
2.3. Стационарные промышленные нагреватели газа
Промышленные нагреватели газа предназначены для использования в технологических линиях. В связи с этим схема промышленных нагревателей газа чаще всего предельно проста – нагревательный элемент с крепежом. Нагнетатель воздуха не предусмотрен, предполагается подача газа или воздуха от внешнего источника. Даже шнур питания оборудован не вилкой, а контактами для стационарной коммутации.
 | 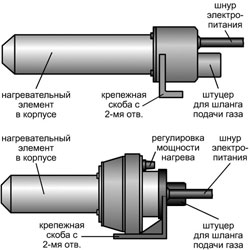 |
| Промышленные нагреватели | Схема пром. нагревателей |
Некоторые модели нагревателей снабжены регулятором мощности нагрева. Иногда – еще и защитным экраном нагревателя.
На нагреватель можно устанавливать любые сопла и таким образом использовать горячий воздух (газ) для самых разных целей, в т.ч. не связанных со сваркой.
Как правильно спаять линолеум
Важный этап в отделке пола линолеумом — это устройство устойчивых к нагрузкам и аккуратных швов на стыках смежных листов. Лучшие результаты дает сварка кромок полотен. Теория того, как спаять линолеум методом горячей стыковки и что для этого нужно, поможет на практике произвести монтаж финишного покрытия пола без изъянов.
Виды сварки: в чем разница
Прочное соединение стыков полотен линолеума между собой может быть реализовано двумя способами. Они имеют различия по технологии и применению.
Холодная
Это чисто химический метод, основанный на склеивании краев полотен расплавленных клеевой смесью. Реакционный состав выдавливается из тюбика через колпачок-иглу по всему шву, и после испарения реактива, расплавленные стыки затвердевают, образуя целостное соединение.
Различные виды реакционных полимерных смесей позволяют сваривать покрытия на вспененной ПВХ, войлочной и полиэстровой основах.

Типы холодной сварки
Холодная пайка применяется для укладки бытового и полукоммерческого материала, не требует профессиональных навыков и специальных инструментов.
Горячая
При горячей или, как ее еще называют, коммерческой сварке торцы напольного покрытия соединяются за счет высокотемпературного воздействия на сварное вещество — присадочный шнур (пруток).
Горячей пайкой рекомендуется стыковать только коммерческий линолеум.
Технология работ по термическому соединению полотен более сложная и доверять ее желательно рукам профессионала.

Пайка полотен специалистом
Привлечение мастера обусловлено не только техническими сложностями процесса пайки, но и необходимостью использования специального оборудования и набора инструментов. Их приобретение для разовых работ экономически не выгодно.
Преимущества и недостатки горячей сварки линолеума
Выбрав вариант горячей пайки, следует знать не только о преимуществах этого метода, но и учитывать его слабые стороны.
- высокая прочность сварного соединения — выдерживает большие вертикальные нагрузки и горизонтальные растяжения;
- красивый и ровный стык;
- за счет подбора колера шнура, получение цвета шва в тон или в контраст расцветке материала;
- высокая герметичность соединения и защита основания от проникновения влаги.
- метод применим только с напольными покрытиями коммерческого класса;
- увеличение стоимости работ за счет расходов на оплату мастерам или аренду инструмента;
- сделать сложный фигурный шов при аппликации покрытия значительно труднее, чем при холодном соединении.
Горячая сварка
Говоря о коммерческой сварке, стоит подробней остановиться на том, чем и как выполняются эти работы.
Инструменты и материалы
Основной рабочий инструмент для пайки — это сварочный аппарат. К полупрофессиональному классу относится строительный фен.

Сварочный фен
В комплект дополнительного инструмента для коммерческой пайки линолеума входит:
- насадки на фен для прутка;
- рустовка или резак для расшивки шва;
- кромковтирочный молоток;
- месяцевидный нож для удаления излишков полимерной ленты или шнура;
- направляющая к ножу;
- прикаточный ролик для работы в труднодоступных местах;
- линейка для раскроя полотен;
- строительный нож «дельфин».
Существует также оборудование профессионального класса для работ по горячему соединению напольных покрытий:
- Аппараты для расшивки швов — электрофрезы.
- Сварочные машины-автоматы.
Электрофреза обеспечивает точность слежения за резкой материала. Встроенный вспомогательный вентилятор и пылеулавливающий мешок обеспечивают чистоту работы.

Электрофреза для разделки швов
Этим инструментом удобно работать с толстыми коммерческими напольными покрытиями большой вязкости, фрезеруя канал заданной ширины и глубины.
Сварочная машина позволяет быстро и безопасно паять линолеум. Большинство современных автоматов имеют технологию контроля и автоматической поддержки температуры и скорости плавки прута.
Для исключения порчи термочувствительного ПВХ покрытия от воздействия горячего воздуха применяются сопла с узкой щелью. За счет этого струя поступает точно в паз, в который запаивается шнур.
Профессиональный сварочный автомат
К расходным материалам, которые необходимы для горячего спаивания полотен, относятся:
- вставные крючкообразные и трапецевидные лезвия к ножу «дельфин»;
- сварочный пруток.
Технология процесса горячей сварки
Технология горячей сварки коммерческого линолеума предполагает соединение полотен не по фабричной кромке, а по точно выкроенному шву. Это обеспечивает гарантированно ровные края сшиваемых полотен.
Для такого раскроя применяется double-cut method — метод двойного отреза, который пошагово выглядит так:
- Уложить полотнища одно на другое, с нахлестом не менее 5 см.
- По всей длине будущего шва приклеить под полотнами двухсторонний скотч.
- Плотно прижав линолеум и используя линейку, по центру нахлеста произвести ровный рез сразу через два слоя. Для удобства линию отреза можно заранее нанести на материал.
- Приклеить стыки полотен к основанию пола на двухсторонний скотч.
- Прижать (притереть) шов кромковтирочным молотком.
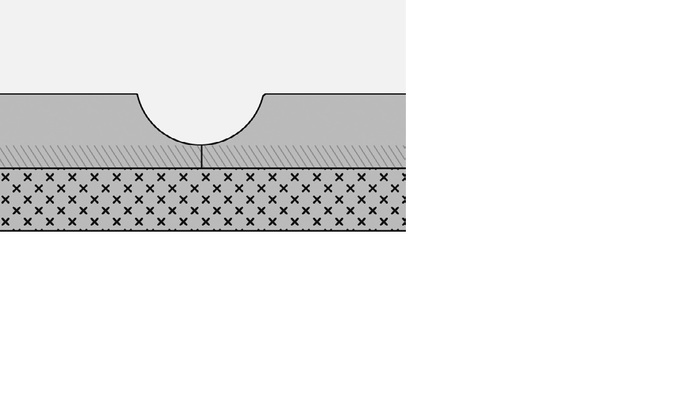
Дальнейшая подготовка заключается в шпунтовании V-образной фаски по краям стыков. Это делается ручным или машинным фрезерованием.

Разделка стыковочного шва электрофрезой
Глубина фаски не должна доходить до основы линолеума. Как правило, это — 0,5-0,75 частей от толщины полотна.
По окончании фрезерования полученный канал необходимо очистить от строительного мусора и пропылесосить.
После подготовки стыка можно приступать к сварочным работам:
Сразу после спайки полотен линолеума, при помощи серповидного ножа с направляющей площадкой или специального ножа для срезки остатков сварочного шнура, произвести подрезку выступающей над швом части материала.
Срезка остатков сварочного прутка
После остывания пайки, очень аккуратно, чтобы не повредить покрытие, очистить шлифованием стыки от мелких дефектов.
Посмотреть профессиональную фрезеровку и сварку ПВХ линолеума можно в коротком видео:
Ожидаемые сложности
При горячей пайке линолеума неопытный мастер может столкнуться с некоторыми сложностями и особенностями выполнения этих работ.
Главная сложность — плохое качество стыка. Это возможно по причинам:
- несовместимость материалов прутка и покрытия, поэтому желательно соблюдать правило «одного производителя»;
- горячая стыковка выполнена ранее, чем через 12-14 часов после укладки покрытия на клей;
- полотна не зарезались по double-cut методу, а сваривались по фабричной кромке;
- подготовка к сварке проведена упрощенно — вместо фрезерования шва просто немного раздвигаются полотна.
Пайка может получиться не надежной, если температура на сварочном аппарате не соответствует рабочей — 350 о С.

Соблюдение оптимальной температуры плавления
Еще одна сложность — это сдвиг полотен, если скотч приклеивается после того, как полотна уже зарезаны. Делается наоборот — сначала скотч, потом нахлест и зарезка.
У коммерческих покрытий некоторых производителей есть особенности режимов обработки. Чтобы проверить конкретный материал на возможность горячей сварки желательно протестировать эту процедуру на его обрезках.
Сварка паяльником: вариант для домашнего применения
К методу пайки своими руками можно отнести соединение кромок полотен при помощи обычного электропаяльника. Применим этот способ только к бытовым типам линолеума.
У инструмента должно быть хорошо заточенное и согнутое под прямым углом жало. Для беспрепятственного скольжения между полотнами боковые стороны жала необходимо хорошо отшлифовать.
Пайка производится по следующей технологии:
- подготовка кромок полотен методом двойного отреза;
- разогретый клин паяльника вводят в стык полотен, и размягчают материал до клейкого состояния;
- неостывшую часть шва прокатывают валиком до полного склеивания и перемещают паяльник далее по шву.
Еще один кустарный метод, применимый для горячего склеивания линолеума без подложки — использование разогретого утюга.

Применение утюга для спайки безосновного покрытия
Технология проста. Под стык полотен укладывается промазанный клеем плотный полиэтилен и через бумагу или ткань шов равномерно прогревается горячим утюгом до полного склеивания.
Любой из этих двух методов не дает гарантии стопроцентного качества соединения и его приглядного внешнего вида. По этой причине домашняя пайка линолеума паяльником или утюгом применяется редко.
Эта информация о горячей пайке линолеума и полезные советы окажут практическую помощь в правильной и качественной стыковке напольного покрытия, сделает его надежным и красивым.
Сварка линолеума: особенности и разновидности
Технология финишной отделки пола линолеумом предполагает не только монолитность и красоту покрытия, но также прочность и герметичность шовных соединений. Сварка линолеума — лучший способ стыковки полотен между собой.
Виды сварки
Принцип сварного соединения любых материалов основан на технологии их склеивания способом плавления. Для спайки линолеумных напольных покрытий применяется два метода: — холодный и горячий.
Холодная сварка для линолеума — особенности проведения
Для холодного способа склеивания ПВХ покрытий используются специальные реакционные полимерные смеси.

Закладка в шов реакционной смеси
Обобщенно, принцип их работы такой: при взаимодействии с материалом покрытия происходит химическая реакция полимеризации, в результате которой края полотен плавятся и спаиваются.По окончании реакции образуется структурно однородный шов.
Достоинства и недостатки
Как одна из разновидностей методов соединения напольных покрытий, холодная спайка имеет свои положительные качества и недостатки.
- при соблюдении технологии процесса, шов малозаметен;
- склеиванию подлежат как новые, так и бывшие в эксплуатации материалы;
- быстрое время готовности покрытия к использованию после склеивания — от 2 до 12 часов, в зависимости от ширины шва и толщины материала;
- возможность стыковки полотен с различной шириной стыка (от 0,2 до 4 мм);
- возможность не только прямолинейного склеивания полотен, но и соединения фигурных швов, аппликация;
- ремонт старого покрытия.
Основной минус этого метода — он не применим для склеивания многослойных тяжелых покрытий;
Работы по сварке бытового и полукоммерческого линолеума может выполнять в домашних условиях даже не специалист, и для этого не нужен профессиональный инструмент.
Тем не менее, знания азов теории процесса и внимательное изучение инструкций по применению клеящих составов, необходимы.
Клей для сварки линолеума — рекомендации по применению
По химическому составу холодная спайка представляет собой компаундную смесь растворителя (тетрагидрофуран или ацетон) и клеящего наполнителя (полиуретан, пластификаторы и различные присадки).
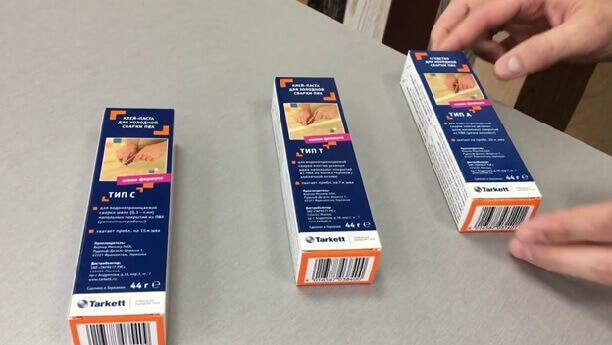
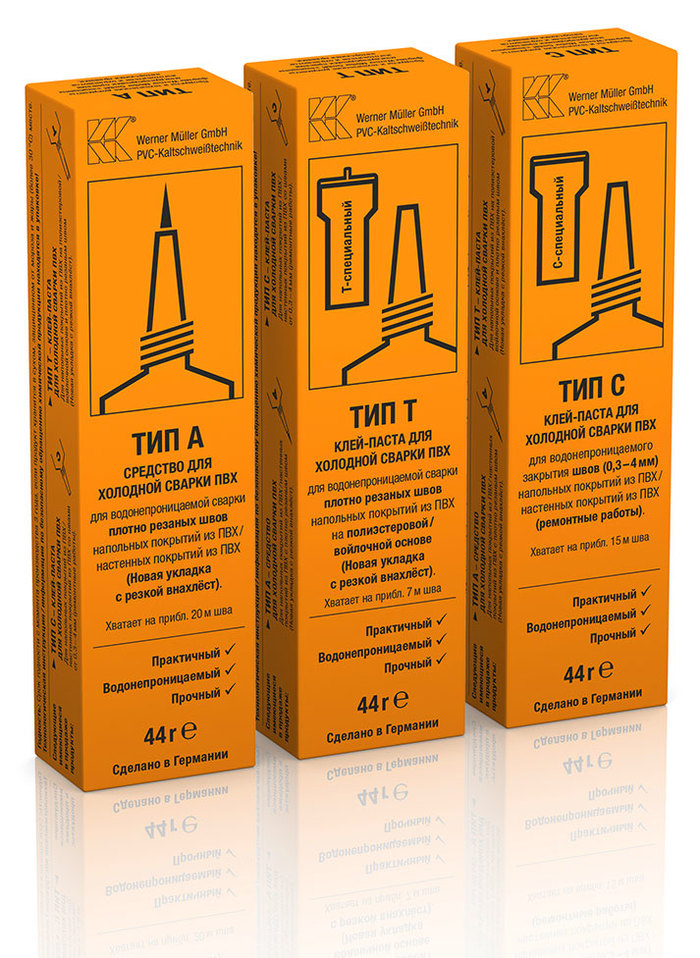
Для работы с линолеумом в основном применяются три типа реакционных клеев (А, Т и С).
Виды холодных компаундов
Отнесение к каждому из них определяется, главным образом, концентрацией растворителя в смеси и, соответственно, консистенцией — от жидкой, до пастообразной.
С учетом этих свойств рекомендуется следующие методики использования компаундов для сваривания краев полотен:
- Тип А — жидкий клей для любых видов бытовых ПВХ материалов на вспененной основе. Сплавляемые стыки должны плотно прилегать друг к другу. Это достигается двойной подрезкой уложенных внахлест полотен.
- Тип Т — более густая смесь для стыковки ПВХ покрытий на полиэстеровом/войлочном базовом слое, а также для ремонтно-восстановительных работ. Требования к ширине шва менее строгие, но, желательно — не более 2-3 мм.
- Тип С — это вязкая клей-паста с высоким содержанием поливинилхлорида. Смесь рекомендуется использовать для ремонта старого покрытия, соединения фигурных швов и неровных кромок.
Последний вид компаунда более универсален и может применяться для фиксации плинтусов, ПВХ профилей, изделий из кожи.
Горячая сварка линолеума — технология и характеристика
Соединение полотен горячим методом — более сложная процедура.

Горячая спайка
Технология работ заключается в закладке расплавляемого под воздействием струи горячего воздуха легкоплавкого шнура (прутка) в подготовленный по специальной методике стык между полотнами.
Особенности процесса термосварки и применение специального инструмента предполагают привлечение к работам профессионального мастера или, как минимум, наличия соответствующих навыков.
Плюсы и минусы
К несомненным полезным характеристикам термического склеивания стыков относятся:
- возможность использования состыкованного покрытия в помещениях с большой проходимостью и высокими нагрузками;
- получение красивого и водонепроницаемого шва;
- возможность устройство шва желаемого цвета.
Недостаток — более высокая, по сравнению с нетермическим способом, стоимость работ.
Фен для сварки линолеума: особенности применения
Основное оборудование для сварки горячим методом швов линолеума — это строительные фены.

Технический фен
Условно выделяют две группы приборов, используемых в этих целях:
- Бытовые — конструктивно простые, без регулировки температуры и маломощные (до 2000 Вт) устройства. Могут применяться для небольших объемов сварочных работ. В зависимости от модели диапазон рабочих температур составляет от 25 до 600 о С.
- Профессиональные аппараты — имеют больше функций и выше производительность. Мощность — 2000-2300 кВт. На приборе можно выставлять заданную температуру плавления, с отображением ее значения на ЖК-дисплее, и регулировать силу воздушного потока.
По виду электропитания сварочные фены бывают сетевыми и аккумуляторными.
Типовая конструкция этого паяльника горячим воздухом не сложная: в корпус помещен электродвигатель с вентилятором и нагревательный элемент. Горячий воздух подается к месту спайки через сопло и плавит присадочный шнур.
В комплект фена может входить или приобретается отдельно дополнительное оборудование:
У технических фенов есть особенности, которые нужно учитывать при их выборе и использовании.
Прежде всего, желательно иметь в устройстве защиту от перегрева. Полезными будут также функции памяти ранее выбранных настроек и поддержания стабильной рабочей температуры.
Советы по проведению и выбору типа сварки швов линолеума
Выбор типа спайки и технологии работ зависят от видов и классов линолеума.
Холодная спайка
Реакционные полимерные смеси допускается применять при стыковке ПВХ покрытий или материала на дуплексной основе. Класс линолеума — бытовой или полукоммерческий.
Выполняя холодную стыковку полотен, необходимо следовать некоторым советам и соблюдать определенный алгоритм работ:
- работы проводить в средствах защиты (очки, перчатки, респиратор);
- полотна должны отлежаться в помещении и принять правильные геометрические формы;
- стык необходимо качественно подготовить и очистить при помощи пылесоса;
- края полотен следует защитить от расплавления малярным скотчем;
- в процессе закладки клея иглу или насадку тюбика нужно максимально глубоко погружать в шов;
Излишки клея можно убрать тампоном, обернув им наконечник тюбика.
Более подробно познакомиться с методикой холодной сварки можно в видео:
Термопайка применяется для стыковки тяжелых коммерческих покрытий.
Результат и качество работ зависит от соблюдения некоторых технологических требований:
- свариваемый шов должен быть плотнорезанным;
- по длине всего стыка необходимо подготовить V-канал, сняв рустовкой фаски с краев полотен;
- стык листов закрепить к базовому полу двухсторонним скотчем;
- установленная на фене температура должна соответствовать заявленной производителем, как правило, это 350 о С.
- процедуру спайки нужно вести от стены к центру, затем в обратном направлении, и сплавить шнуры внахлест в месте их соединения.
Материал сварочного прутка по структуре должен подходить к стыкуемому покрытию, и желательно быть от одного производителя.
При соблюдении технологии сварки получается надежный и идеальный шов.

Результат качественной горячей стыковки
Наглядно процедура подготовки к горячей сварки и сам процесс спайки представлены в полезном видео:
Вывод из этой обзорной информации таков — чтобы финишное линолеумное покрытие смотрелось красиво и служило долго, просто укрыть им пол недостаточно.
Важно еще надежно и аккуратно выполнить стык полотен. Именно такой результат дают описанные технологии холодной и горячей сварки линолеума.
Сварка линолеума строительным феном

На протяжении многих лет линолеум остается одним из популярных напольных покрытий.
На протяжении многих лет линолеум остается одним из популярных напольных покрытий. Это обусловлено тем, что он доступен, долговечен, практичен и представлен в различных цветовых решениях. Подобрать линолеум можно и для жилых, и для коммерческих помещений, выполненных в различных стилях. Немаловажно и то, что материал поставляется в рулонах различных размеров. Тем не менее, не всегда получается получить идеально ровное и гладкое покрытие. Зачастую материал приходится стыковать. Для сварки отдельных кусков линолеума между собой нередко пользуются сваркой с использованием промышленного фена.
Специфика выполнения горячей сварки
Сварка линолеума горячим способом позволяет получить закрытый герметичный и очень прочный шов. Процесс начинается только после надежного закрепления материала на полу. При необходимости для этого используются дополнительные материалы.
Важно! Обязательным элементом горячей сварки линолеума является специальный стыковочный шнур. Его обрезка и шлифовка выполняются до остывания. В противном случае готовая поверхность будет выглядеть неаккуратно. Немаловажно и то, что нужно пользоваться специальным инструментом, а не обычным паяльником. Ручной бытовой инструмент не обеспечит необходимую температуру нагрева, но может испортить покрытие.
К основным достоинствам методики горячей стыковки относят:
- Высокую скорость проведения работ.
- Герметичность соединения.
- Высокую надежность стыковки и отсутствие риска расхождения шва в дальнейшем даже при высокой интенсивности эксплуатации.
Важно! Методика подходит только для покрытий с высокой степенью жесткости. Такие материалы не утрачивают привлекательности при воздействии на них высоких температур. Горячим способом обычно производится сварка коммерческого линолеума (в том числе и на войлочной основе).
Используемые инструменты и материалы
Прежде чем обеспечивать стыковку линолеума, нужно приготовить такие инструменты и материалы, как:
- Непосредственно напольное покрытие.
- Сварной шов. Он должен быть схож по своему составу с тем линолеумом, который используется. Шнур для линолеума обычно можно найти в специализированных магазинах.
- Строительный фен. Этот инструмент должен быть дополнен регулятором, позволяющим изменять температуру нагревания.
- Специальные насадки.
- Пазовая стамеска.
- Серповидный нож или специальные ножницы с дуговидными лезвиями. Этот инструмент позволит удалить излишки наплавлений.
- Наждачная бумага для обработки сварного шва.
Технология сварки
Стыковка линолеума выполняется в несколько этапов:
- Укладка материала. При монтаже следует следить за тем, чтобы шов между отдельными кусками материала имел примерно одинаковую ширину по всей длине. Если необходимо, стык расширяется стамеской. При этом готовится канавка для дальнейшей укладки шнура.
- Очистка стыка от мусора. Для решения этой задачи используют промышленные пылесосы.
- Установка специальной насадки на рабочий инструмент, заправка сварочного прутка и нагревание до 350-400 градусов.
- Вдавливание шнура в подготовленный паз.
После окончания основных этапов следует аккуратно удалить излишки наплавления. После этого шов шлифуется. Для этого применяется наждачная бумага. Чтобы было удобнее держать ее, лист можно наклеить на деревянный брусок небольшого размера.
Какие трудности могут возникнуть в ходе работ и при подготовке к ним?
- Необходимость в стыковке линолеума, который различается по своим свойствам. В этом случае следует подбирать особые шнуры, которые позволяют добиться герметичности соединения при сварке.
- Порча покрытия. Линолеум может быть поврежден при длительном воздействии слишком высоких температур. Именно по этой причине следует пользоваться исключительно инструментом с терморегулятором и заранее уточнить свойства материала, который стыкуется.
- Расхождение шва во время сварки. Обычно такой дефект возникает при изначально неправильно выполненной укладке напольного покрытия.
В ходе работ и при подготовке к ним новички могут столкнуться и с другими сложностями. Именно поэтому лучше доверить выполнение работ специалистам. Они знают все особенности сварки, в совершенстве владеют ее технологией и располагают необходимыми навыками и знаниями. Специалисты точно не допустят ошибок, а стыковка будет выполнена качественно и быстро.
Линолеум. Горячая сварка.
Очень неожиданно, что предыдущий пост про холодную сварку вызвал такой интерес. Огромное спасибо за ваше внимание, вопросы и конструктивную критику.
Сегодня поделюсь знаниями о горячей сварке линолеума и ПВХ-покрытий. Буду рад советам от профессионалов как сделать быстрее\лучше\качественнее.
Итак, горячая сварка осуществляется с помощью шнура и строительного фена с насадками (для пвх-покрытий-одна, для натурального линолеума - другая)
Горячая сварка в подавляющем случае используется для герметичного и прочного соединения коммерческих покрытий. (Конечно, можно сварить и бытовой линолеум, но смысла в этом мало)


вот таким образом выглядит готовый шов, сваренный с помощью фена. Плюсы такого метода - огромная прочность шва и герметичность (что для сферы здравоохранения, к примеру, с их высокой периодичностью уборки)критически важно. В шов не забивается грязь, не размножаются бактерии, под линолеум не затекает вода. В итоге покрытие служит долгие годы (при условии правильного монтажа основания и самого покрытия)
В последнее время подход в медицине и образовании меняется в лучшую сторону, с точки зрения обеспечения гигиены посетителей\пользователей помещений. Стали практически повсеместно закладываться в проекты - завод покрытий на стену. Выглядит вот так:
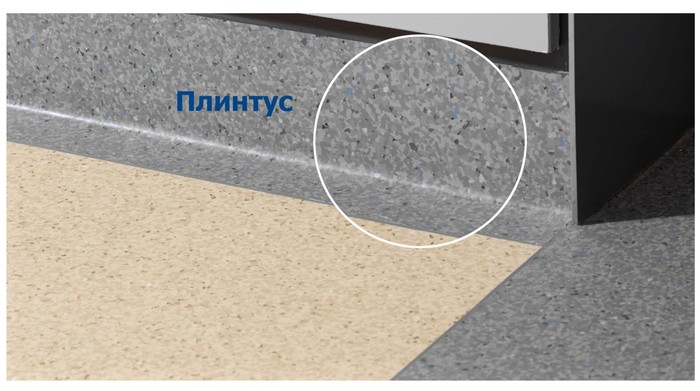
Для создания так называемых чистых помещений (к примеру - лабораторий) ПВХ покрытия могут клеиться и на стену, далее напольные и настенные покрытия стыкуются и свариваются.
Так вот, чтоб все это здорово выглядело и долго служило необходимо совершить ряд процедур перед сваркой.
1. Покрытие должно быть приклеено. Однозначно и без вариантов. На клей, соответствующий типу покрытия.
2. Два полотна стыкуются друг к другу в стык (если планируем использовать рустовку, рубанок, гровер с направляющей, то оставляем зазор 0,3-0,5 мм - под толщину направляющей). Если необходима подрезка, очень удобно использовать комбиразметчик (синий)

3. Разделываем канавку (фото рустовок и рубанка ниже)

фото самого процесса не нашел, но сложного в этом ничего нет. В итоге у нас получается канавка:
Далее в канавку ввариваем шнур. Следует отметить, что технология разделки канавки в ПВХ покрытии и в натуральном линолеуме слегка отличается. Также отличается сам шнур для сварки и насадки для фена.
Очень важно. Сварку можно осуществлять только через 24 часа после укладки покрытия.

Тут как в пословице - нужна сноровка, закалка, тренировка. В сварке важно поймать баланс скорости. Если фен ведем быстро - шнур не вварится, медленно - сожжем шнур или покрытие. ниже пример перегрева

Далее. Шнур срезается в два этапа. Сначала черновая подрезка, с насадкой

Удобен в работе нож моцарт, ниже

После того, как шнур окончательно остыл, совершаем чистовую подрезку


собственно, на этом процедура горячей сварки завершена.
Удачного вам ремонта,
чуть больше о полах на дзен канале

5.7K постов 38.4K подписчика
Правила сообщества
Правила оформления постов.
Посты видеоролики должны обязательно иметь описание о чём видео. Если видео длинное, то крайне желательно указать время, когда и о чём рассказываете.
В случае нарушения пост выносится из сообщества.
Правила общения.
Запрещено регулярное хамское и неуважительное обращение к другим участникам сообщества в рамках общения в комментариях. В случае первого нарушения бан в сообществе на 2-3 недели. В случае повтора постоянный.
Только для профессиональных участников рынка строительных услуг. (публикующихся регулярно)
Пост должен быть основан на личном опыте.
Должен быть информационно-познавательным (разъясняет/ объясняет что-то связанное с материалом/работой/организацией/и.т.д.) или пищей для ума (Взгляд на проблему, с другой стороны)
Запрещается публикация видео длиной более 5 минут без текстового таймлайна. ( надо указать где и о чём вы рассказываете в видео)
Не злоупотребляйте тэгами. Количество своих тэгов не более 4х шт. Тэги проставляемые системой не учитываются. (Длиннопост, видео, и.т.д.)
*Испуганно озирается по сторонам*
Вроде только что делами была занята и вдруг осознала, что внимательно читаю пост про линолеум.
Как я с этой сваркой напрыгался в 2000 году. Только пошла мода на это покрытие. Гомогенный ленолеум называли. Из инструментов только насадка на фен. Остальное все подручное. А сейчас на каждый пункт спецдевайс
самый главный совет - пробуйте варить на обрезках, очень грустно выглядит подплавленый линолеум в центре помещения, а замена в приличные деньги выливается. Замазать никак.
Интересно, а аналогичная технология для сварки ПВХ-подооконников существует? А то щель в стыке двух подоконников, щедро заделанная уголком угнетает..
С детства переступаю такие полосы..что-то типа "пол-это лава".. думаю, что током уебет, если наступить
Комби разметчик это совсем для начинающих. Моцарт вещь хорошая. И ждать 24 часа перед сваркой линолеума, также дать отлежаться нарезанному линолеуму перед проклейкой( если ролик в помещение был) вовсе не обязательно
Вот еще мегаштука. Рисует профиль к примеру стены. И не надо мучатся с вычислениями кривых.

Рубанок кстати тоже называется "рустовка полуавтоматическая". Конкретно на фотографии малыш Beetle))) в народе Snail) улитка. На ладошке, можно сказать помещается) комбиметчик - для разметки дальнейшего среза, прекрасен для разметки среза кривых линий. Для реза попрямой я бы рекомендовал линокат - офигенная штука, он использует линолеум снизу как базу, а верхний сразу прорезает.
Скажите, пожалуйста, а можно ли приклеить линолеум к плитке, а потом его без вреда для плитки снять? Арендую помещение, плитка не нравится.
А разница в цене между дешёвым керамогранитом и таким линолеумом большая будет, подскажите пожалуйста?
а мы раньше таким варили.

Иногда и горячая сварка не выдерживает)
подскажите пжлст как лучше и проще оформить соединение ковролина с линолеумом
А как пром покрытие реагирует на минеральное масло? Поползет?
Линолеум. Холодная сварка.
Как сделать стык двух полотнищ линолеума незаметным, водонепроницаемым, чтоб в шов не попадала грязь и со временем края не задрались?
Есть два подхода
1. Порожки – металлические, пластиковые, резиновые и т.д. с их монтажом вопросов не возникает. Внешний вид… ситуация двоякая, иногда порожки играют очень важную роль в виде визуального ограничения определенных зон.
2. Холодная сварка – о ней мы сегодня поговорим подробнее.
Очень важно понимать и различать:
Холодная сварка – состав, если говорить простым языком, расплавляет ПВХ покрытия и натуральным образом «сваривает», получается герметичный и крепкий шов. Такие продукты, как правило, отличаются ценой в большую сторону. В своем составе, как правило, имеют агрессивные растворители, при работе с ними необходимо соблюдать осторожность. Попадая на линолеум, оставляют следы.
Клей-паста – принцип действия описан в названии. Т.е. соединение полотен происходит за счет склейки, прочность зависит качества клея.
Различные герметики – их рассматривать не будем. Функцию склеивания линолеума они не выполняют, а лишь заполняют пространство стыка, даря обманчивое ощущение надежности.
Существует три типа сварки:
Тип А, для плотнорезанных швов, новых покрытий. Насадка – игла (в зависимости от производителя). У Werner Müller – игла вмонтирована, что очень удобно при работе. (личное мнение, не реклама :) )

Тип Т, для линолеума на дублированной основе (с полиэстером), насадка в виде буквы Т, предотвращает сильное впитывание основой и дает время для оптимальной сварки.


Тип С, применяется для ремонтных работ с зазором от 0,3 – 4 мм, с насадкой или без. Принцип прост – шов заполняется пастой – все!



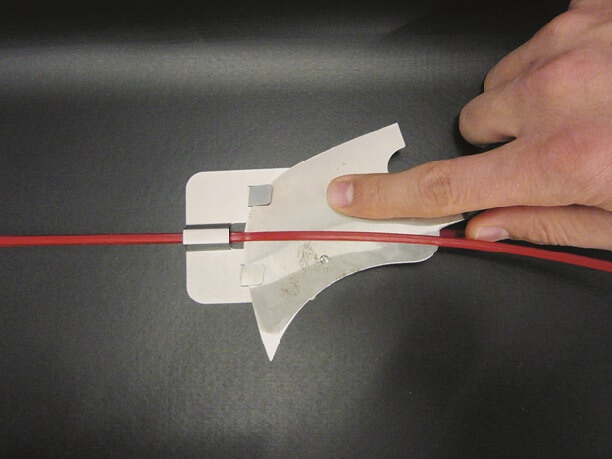
Процесс процесс сварки очень прост:

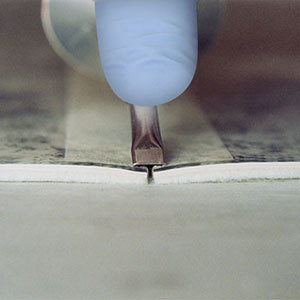
Бумажный скотч наклеиваем на стык, обязательно плотно прижать или прикатать валиком. Т.к. капельки сварки могут повредить линолеум

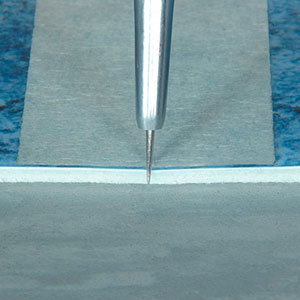
Скотч в зоне шва прорезать лезвием, делать это стоит очень аккуратно, чтоб не повредить края линолеума

Вставить иглу глубоко в шов, придерживая тюбик двумя руками (это обеспечит равномерное движение и выдавливание сварки) ведем, дозируя примерно таким образом, чтоб оставалась полоска 4-5 мм

Минут через 15 убираем скотч (рекомендуется делать это под острым углом, чтоб в случае чего не выдернуть непросохшую сварку)
Читайте также: