Сварка меди и алюминия
Обновлено: 20.09.2024
Диаграмма состояния алюминий - медь свидетельствует, что в этой системе существует ряд устойчивых при комнатной температуре химических соединений: Θ-фаза (AI2Cu), η-фаза (AICu), ε2-фаза, δ-фаза (AI2Cu3), γ2-фаза (AlCu2), γ-фаза (AI4CU9), Они характеризуются высокой твердостью и низкой пластичностью. При комнатной температуре медь обладает сравнительно малой растворимостью в алюминии, несмотря на сходство в кристаллическом строении этих металлов.
Другие страницы, по теме
Сварка алюминия и меди
В сравнении с сочетанием алюминия с другими металлами (например, никелем, железом) для взаимодействия алюминия с медью характерны большие скорости роста прослоек интерметаллидов и малая продолжительность латентного периода. Температурная зависимость последнего имеет вид
Кинетика роста промежуточных фаз описывается уравнением
у =9,1*10 5 ехр(100 / RT)τ - 3,46 * 10 2 ехр(30 / RT).
Эта зависимость хорошо согласуется с экспериментальнымиданными.
Наличие латентного периода позволяет получать высококачественное соединение непосредственно алюминия с медью, такими методами сварки давлением, которые используют относительно невысокие температуры при малой продолжительности воздействия. Отмеченные закономерности возникновения и роста интерметаллидных прослоек ведут к тому, что для каждого способа существует достаточно узкий диапазон значений технологических параметров режимов сварки и температурновременных условий эксплуатации биметаллического соединения. Работа биметалла Аl + Cu допускается при температуре, не превышающей 400 o С, во избежание интенсивного роста диффузионного слоя и резкого ухудшения механических свойств. При нагреве выше указанной температуры в соединении алюминий + Л96 по мере ее роста и увеличения продолжительности выдержки образца идет образование δ-фазы, которая диффундирует в латунь, в результате чего появляются γ2-фаза и α-твердый раствор. Насыщение δ-фазы с другой стороны алюминия ведет к образованию Θ-фазы.
В связи с тем что существуют достаточно пластичные сплавы системы Аl - Cu, содержащие до 7 % Cu, и бронзы с содержанием до, 10% Аl перспективно такое ведение процесса сварки плавлением, когда содержание меди в сварном шве не будет превышать 6 . 8 %.
Хорошей растворимостью в рассматриваемых материалах обладают серебро, цинк, кремний. Их бинарные диаграммы состояния достаточно просты. При нормальной температуре алюминий с цинком и кремнием являются двухфазными, образуя эвтектику. В системе AI - Ag установлено существование α-, β-, γ-, δ-фаз и соединения Ag3Al. Серебро хорошо растворимо как в алюминии, так и в меди. Содержание цинка в алюминии при 275 o С составляет 31,6 %, в меди - 38 % (454 o С). Растворимость кремния в алюминии 1,65 % (577 o С), в меди - 5,2 % (548 o С).
Склонность к образованию химических соединений - основной осложняющий фактор при сварке алюминия с медью. Особенности сочетания физических свойств меди и алюминия таковы, что в большинстве случаев не вызывают дополнительных осложнений. Так, разница в 1,5 раза коэффициентов термического расширения не при водит к опасности разрушения соединения, так как оба материала высокопластичны. При изменении температуры оба материала проявляют одинаковые тенденции к изменению механических свойств, при низких температурах сохраняют высокую пластичность. Коэффициент тепло- и температуропроводности меди с повышением температуры в диапазоне 0 . 600 o С несколько снижается, а для алюминия возрастает почти в 2 раза в диапазоне 150. 600 o С. При 500 o С значение коэффициента теплопроводности выравнивается, а при дальнейшем росте температуры значение этого параметра для алюминия становится выше.
Оксиды меди менее химически стойки. Упругость паров диссоциации для Cu2O при 727 o С составляет 1,8 . 10 -1 Па, для CuО при 900 o С равна 1,18 . 10 -3 Па, для АI2O3 при 727 o С 1,5 . 10 -15 Па. Толщина оксидной пленки на меди в 1,5 - 2 раза больше, чем на алюминии. На воздухе при нагреве СuО стремится перейти в Сu2O.
Сварка алюминия и меди проводится различными методами сварки давлением и плавлением.
Сварка давлением осуществляется методами холодной сварки, прокаткой, трением, ультразвуком, диффузионной, магнитно-импульсной, взрывом.
Холодная сварка алюминия и меди применяется главным образом для местного плакирования алюминиевых деталей медью (токоведущие элементы трансформаторов, шинопроводы, токоподводы к электролизерам) точечной сваркой, получения стыковых соединений проводов, шин и других элементов компактных сечений. Материал заготовок - технически чистая медь и алюминий.
Методом холодной прокатки получают биметаллические листы, полосы (карточная и рулонная прокатка). Степень обжатия при сварке прокаткой 60 . 75 %.
В связи с необходимостью создания в зоне соединения направленного течения металла эта специфика процесса налагает определенные ограничения на соотношения толщин исходных заготовок. В связи с этим получить листовой материал при толщине >4 мм и малой толщине плакирующего слоя затруднительно или невозможно. Для электротехнической промышленности получают слоистый материал с минимальной толщиной медного покрытия 0,1 . 0,8мм.
При местном плакировании медью алюминиевых деталей точечной холодной сваркой глубина вдавливания пуансона в 2 - 3 раза превышает толщину плакирующей меди. Особых ограничений на толщину алюминиевых деталей в этом случае нет. Недостаток метода наличие вмятин от инструмента на поверхности детали.
Принципиальных ограничений на размеры сечений при сварке встык, кроме возможностей самого оборудования, нет. Реально сваривают элементы с площадью сечения до 1000 мм 2 . Техника подготовки и сварки не отличается от общих технологических закономерностей холодной сварки.
При этом способе сварки образование интерметаллидов исключено, так как процесс идет без предварительного нагрева.
Более широкая номенклатура толшин и материалов заготовок для изготовления слоистых листов может быть получена горячей прокаткой. Заготовки при этом нагревают до 450°С. Для защиты металла (меди) от окисления используют двухстадийный процесс: предварительное обжатие при первом проходе на 65 . 80 % от суммарного обжатия для уменьшения контакта с воздухом рабочей поверхности медной заготовки; прокатку нагретого пакета в вакууме, вакуумированных конвертах, аргоне.
Распространен способ горячей про катки, когда нагреву подвергается только алюминиевая заготовка, а холодные плакирующие медные листы накладываются непосредственно перед операцией обжатия. Такой прием снижает степень окисления. Обжатие ведется двухстадийно: на первом проходе 40.. .45 %. Суммарное обжатие 75 %.
Горячей прокаткой получают плакированный алюминий при толщине медного слоя 1,5 . 2,5 мм. Для улучшения механических свойств (повышения предела прочности >100 МПа и угла загиба до 110. 180°) многослойные листы подвергаются термической обработке при температуре 250. 270 о С в течение 2 . 8 ч.
Положительные результаты дает использование барьерного слоя из аустенитной стали (12Х18Н10Т), позволяющего избежать охрупчивание и сохранить прочность алюмомедного листа даже после нагрева до 500 о С.
При сварке трением и ультразвуковой номенклатура свариваемых алюминиевых и медных сплавов шире. Основная особенность, присущая этим методам, состоит в том, что в силу их специфики из зоны соединения непрерывно идет эвакуация нежелательных продуктов взаимодействия материалов (интерметаллидов). При сварке трением меди со сплавом АМц на шлифах наблюдается прерывистая узкая (1,5 мкм) зона интерметаллидов.
Сварка трением налагает ограничения на конфигурацию сечения заготовок.
Для получения высококачественного соединения необходимыми условиями являются перпендикулярность поверхности торца к оси заготовки и предварительное снятие наклепа путем отжига, удаления окалины и обезжиривания трущихся поверхностей. Алюминиевую заготовку размещают в осадочной матрице, что позволяет компенсировать различия в пластических свойствах свариваемых материалов. Цикл давления - ступенчатый. Проковка дает дополнительные возможности разрушения и частичной эвакуации из плоскости стыка интерметаллидной прослойки. Для диаметров заготовок 20 . 30 мм давление при нагреве и осадке соответственно 30.. .40 и 110. 200 МПа. Суммарная осадка 14 . 20 мм. Получаемое соединение при испытаниях разрушается по алюминию.
При ультразвуковой сварке соединение выполняется внахлестку точками или непрерывным швом. В силу специфики процесса толщина заготовки, со стороны которой подводятся колебания, ограничена величиной порядка 1,2 . 1,5 мм из-за гистерезисных потерь в толще материала.
Диффузионная сварка меди с алюминием и некоторыми его сплавами дает доброкачественные соединения при максимально возможном ограничении температуры нагрева, времени сварки и при использовании барьерных подслоев и покрытий. В качестве материала таких слоев можно использовать цинк, серебро, никель.
При сварке взрывом из-за кратковременности взаимодействия материалов при высоких температурах интерметаллиды не успевают образоваться или их количество незначительно. Сварные швы обладают высокими механическими свойствами. Прочность соединения при этом выше прочности основного материала в результате наклепа и большей протяженности поверхности сцепления из-за ее волнистости. Процесс позволяет получать нахлесточные соединенная в различных вариантах по практически любой площади. Ограничения налагаются на максимальную толщину метаемой заготовки из-за опасности ее разрушения при образовании второго перегиба в процессе деформирования под воздействием продуктов разложения взрывчатых веществ (ВВ). Ограничения на минимальную толщину заготовки связано с появлением нестабильности процесса детонации при чрезмерном уменьшении толщины слоя ВВ.
Магнитно-импульсная сварка алюминия и меди имеет схожую со сваркой взрывом при роду образования соединения, что позволяет получать доброкачественные соединения с минимальным количеством интерметаллидной фазы. Наиболее просто свариваются телескопические соединенная. Толщина и диметр заготовок ограничены возможностями оборудования (главным образом емкостью конденсаторных батарей, долговечностью индуктора). Реально сваривают трубные заготовки диаметром до 40 мм при толщине стенки порядка 1,0 . 0,2 мм.
Сварка плавлением может осуществляться только в том случае, когда обеспечивается в основном плавление алюминия. Это может позволить получать в шве металл с ограниченным (6 . 8 %) содержанием меди, что обеспечивает оптимальное сочетание свойств соединений. Основные пути решения задачи: применение рюмкообразной разделки кромок, снижение опасности перегрева металла в корне шва, легирование металла шва рением, цинком, использованиебарьерных подслоев.
Нанесение на медную кромку электролитическим путем слоя цинка толщиной порядка 60 мкм при аргонодуговой сварке позволяет снизить содержание меди в шве до 1% и в 3 - 5 раз уменьшить протяженность интермегаллидной прослойки со стороны меди (до 10 . 15 мкм). Кромка медной заготовки при этом разделывается под углом 60°. Введение цинка через присадку при аргонодуговой сварке под флюсом при водит к тому, что содержание меди ≤12 %, а количество цинка в шве может достигать 30%. Соединения, получаемые в таких случаях, разрушаются при испытании по алюминию вдали от шва.
Электролитическое нанесение на медную кромку слоя олова или цинка при сварке металла малой толщины (3 . 8 мм) позволяет получать хорошие соединения, так как слой покрытия, выполняющий роль барьера, кроме того создает перед движущейся волной жидкого металла прослойку, облегчающую смачивание поверхности расплавом алюминия.
Есть опыт создания более сложных покрытий: нанесение электролитическим путем на медную заготовку слоя никеля толщиной порядка 50 мкм и затем алитирование в расплаве алюминия (Т = 810 . 820 о С, время 10 . 20 с). Возможно покрытие поверхности меди оловом или свинцово-оловянистым припоем методом лужения.
Легирование шва кремнием при аргонодуговой сварке проводят через присадочный металл (проволока типа АК5).
Применение более жестких режимов сварки, чем необходимо для сварки алюминия, способствует получению удовлетворительного качества соединения. С уменьшением скорости сварки увеличивается переход меди в шов, растет время пребывания зоны контакта материалов при температуре интенсивного роста интерметаллидов. Рекомендуется выбирать погонную энергию из соотношения: q / V = (18,8 . 20,9)δ, где δ - толщина свариваемого материала.
Смещение электрода в сторону более теплопроводной меди должно составлять (0,5 - 0,6) δ.
Особенности сварки алюминия и меди
Особенности сварки алюминия. Основным затруднением при сварке алюминия является его способность быстро покрываться на воздухе пленкой окиси.
Окись алюминия А1203 представляет собой кристаллическое вещество высокой твердости, вследствие чего используется как один из абразивных материалов (корунд). Окись алюминия имеет температуру плавления около 2050° С при температуре плавления алюминия 658 °С и температуре его кипения около 1800 °С.
Вследствие своей тугоплавкости пленка скиси находится в твердом состоянии тогда, когда алюминий уже расплавился, и препятствует слиянию капель металла свариваемых частей, затрудняя этим их соединение. Пленка окиси, остающаяся в шве после сварки, ухудшает его механические и электрические свойства и понижает коррозионную стойкость. Засорение шва включением окиси происходит в то время, когда металл при сварке находится в жидком состоянии. Объясняется это тем, что окись алюминия, обладая большей плотностью (4 г/см3), чем у алюминия, легко перемешивается с жидким алюминием (плотность 2,7 г/см?).
При правильном ведении процесса сварки флюсы переводят окись алюминия в легкие шлаки, которые защищают сварочную ванну от окисления и устраняют засорение шва окисью. При сварке без флюса попытки разрушить пленку окиси нагреванием приводят при малой толщине алюминия к пережогу металла, что также значительно ухудшает механические свойства соединений.
Скорость образования пленки окиси на поверхности алюминия при нахождении его на воздухе очень велика, в особенности при высоких температурах. Это следует учитывать при сварке, которая должна вестись таким образом, чтобы поверхность сварочной ванны защищалась от действия кислорода воздуха либо расплавленным флюсом, либо атмосферой нейтрального газа (при аргонодуговой сварке). При газовой сварке дополнительная защита от окисляющего действия воздуха осуществляется также газами самого сварочного пламени, состав ко - торого должен быть нормальным (без избытка кислорода).
Алюминий обладает большой теплоемкостью и высокой теплопроводностью, что обусловливает необходимость применения при сварке мощных источников теплоты. При значительной толщине свариваемых частей в ряде случаев требуется дополнительный подогрев их посторонними источниками теплоты, в особенности если сварка ведется при низкой температуре воздуха.
Способность алюминия растекаться при сварке, его хрупкость и снижение прочности при высоких температурах, приводящие к провалам металла даже от собственного веса, вынуждают вести сварку на подкладках и с уплотнением торцов швов.
Формирование швов при сварке алюминия угольным электродом и при газовой сварке отличается от того, что наблюдается при сварке стали. В случае сварки стали сварочная ванна располагается только непосредственно в зоне действия дуги или газосварочной горелки, а в близрасположенных к ванне участках шва металл находится в твердом состоянии. Во время же сварки алюминия жид - кии металл в зоне шва расположен на значительных участках. Например, при сварке угольным электродом алюминиевых шин сечением 100Х 10 мм ванна занимает не менее одйой трети шва; при сварке шин шириной 40—50 мм ванна зачастую занимает всю длину шва, заформованного с обеих сторон боковыми угольными брусками. По существу, сварочная ванна всегда представляет собой форму, образованную подкладкой под стыком свариваемых изделий и уплотнениями швов с торцов. Это облегчает сварку алюминиевых шин и делает ее более доступной операцией, чем сварка других металлов.
При сварке алюминия в среде аргона сварочная ванна имеет значительно меньшие размеры, что позволяет выполнять сварку не только в нижнем положении, но и при вертикальном, горизонтальном и верхнем (потолочном) расположении швов. Однако и в этом случае рекомендуется использовать подкладки и закреплять при сварке соединяемые шины.
У алюминия при нагревании не наблюдается медленного размягчения, поскольку интервал температур, при котором металл находится в пластическом состоянии перед расплавлением, весьма незначителен. При нагревании алюминий не меняет своего цвета. Эти обстоятельства затрудняют контроль за плавлением металла и требуют от сварщика повышенного внимания.
Особенности сварки меди. Медь в расплавленном состоянии обладает способностью в значительном количестве поглощать некоторые газы, в частности водород. При взаимодействии с кислородом, находящимся в меди в виде закиси Си20, происходит реакция восстановления меди из этой закиси с выделением паров воды (Cu20 + Н2 = Н20 - f 2Си). Находясь в толще жидкого металла, водяные пары при повышении их давления расширяют металл, образуя поры и сеть микроскопических трещин. Это явление, носящее название «водородной болезни», понижает прочность металла и далает его хрупким.
В электрической дуге, у конца угольного электрода, образуется окись углерода СО, которая взаимодействует с закисью меди, восстанавливает медь из за- киси и образует углекислоту С02, вызывающую появление пор и трещин. Этот факт при сварке угольным электродом нужно принимать во внимание и производить сварку возможно более длинной дугой (15—25 мм). Необходимая длина дуги обеспечивается выбором источника сварочного тока соответствующего напряжения (40—60 В).
Учитывая возможность возникновения пор и трещин вследствие «водородной болезни», необходимо предупреждать попадание влаги в шов, что может произойти, например, в случае применения отсыревшего флюса. По этой же причине необходимо переплавлять буру, входящую в состав флюсов, для удаления из нее кристаллизационной влаги.
Окислы, растворенные в меди в процессе ее плавления, распределяются не только в сварном шве, но и частично в зоне термического влияния. Кристаллы окислов меди, перемешиваясь в определенной пропорции с кристаллами меди, образуют эвтектический сплав (3,4% Си20 и 96,6% Си), который располагается по границам зерен меди, ослабляя общую прочность затвердевшего шва. Ухудшение качества шва становится заметным, если в меди растворено более 1% закиси меди, что имеет место, если сварку вести на воздухе без применения флюсов.
Для улучшения качества сварного шва рекомендуется следующая обработка его после сварки: 1) проковка при температуре 300— 400 °С; 2) отжиг при температуре 500—600 °С; 3) охлаждение водой немедленно после отжига.
Благодаря таким операциям структура шва получается мелкозернистой, а сплошная сетка эвтектики раздробляется на мелкие включения. В условиях электромонтажного производства такая обработка трудно выполнима, поэтому ограничиваются только охлаждением шва водой немедленно после сварки.
Раскисление меди при сварке и защита швов от дальнейшего окисления производятся при помощи флюсов, сведения о которых приведены в § 3-6. Наиболее активным раскислителем является фосфор, который входит для этой цели в состав флюсов.
Часто фосфор и другие компоненты (кремний, олово, цинк, серебро), способствующие получению прочных и плотных швов, вводятся в состав присадочной проволоки. Однако такая специальная проволока не получила распространения в электромонтажной практике.
Для предупреждения чрезмерного окисления меди необходимо производить сварку без остановок и перерывов. По этой же причине не разрешается подваривать швы для устранения дефектов. При несоблюдении этих условий закись меди образуется в количествах, исключающих получение достаточно пластичных и прочных соединений; происходит пережог металла.
При нагревании медь в значительной степени теряет прочность и приобретает большую хрупкость, максимальную при температуре 500 °С. Это следует иметь в виду при сварке и укреплять свариваемые шины, а также не допускать их сотрясения как в момент сварки, так и в период охлаждения швов.
Большая теплопроводность меди, превышающая в шесть раз теплопроводность стали, ведет к необходимости применять при сварке достаточно мощные источники теплоты, пользоваться дополнительным подогревом свариваемых кромок, а также принимать меры к уменьшению теплопотерь. К таким мерам относятся применение подкладок из малотеплопроводного материала (графитовые, керамические) и наложение теплоизоляции на поверхность свариваемых деталей вдоль швов.
При толщине свариваемых шин более 10—12 мм пользуются обычно дополнительным подогревом посторонними источниками теплоты.
СВАРКА АЛЮМИНИЯ С МЕДЬЮ
Алюминий все чаще применяется взамен меди при изготовлении токоведущих шин и проводов. Алюминиевые проводники тока дешевле медных, имеют меньший удельный вес. При одинаковом погонном весе проводов электропроводность алюминия в два раза выше, чем меди. Соединению алюминия с алюминием и другими металлами препятствует образование плотной окисной пленки на его поверхности. Она обладает высоким электрическим сопротивлением, вследствие чего разъемные соединения алюминия с медью ненадежны в работе. Для повышения надежности таких соединений необходимо приваривать к алюминиевым проводникам медные выводы. Такие сварные соединения обеспечивают более высокие электрические свойства контактов, чем соединения на болтах.
Неразъемные соединения алюминия с медью могут быть получены сваркой давлением, плавлением и при совместном их действии. В настоящее время применяется преимущественно сварка давлением. Величина необходимого для образования прочных соединений давления зависит от способов сварки. При холодной стыковой сварке оно составляет (150 - г - 200) • 1(Г7 Н/м2.
На процессе холодной сварки основано получение биметаллических листов алюминий —> медь (плакирование). Плакирование в холодном состоянии связано с единовременным обжатием до 75%. С целью уменьшения мощности прокатного оборудования предложена технология изготовления биметаллических листов алюминий — медь, сочетающая холодную и горячую прокатку.
При необходимости соединения алюминиевых круглых образцов сплошного и трубчатого сечения с медными возможно
применение сварки трением [91, а также контактной стыковой сварки оплавлением и сопротивлением [32]. В монтажных условиях сварка давлением затруднена. В отдельных случаях в связи с конструктивными особенностями деталей применение сварки давлением исключено. В этих случаях целесообразно применять сварку плавлением; имеются сведения об использовании для этой цели дуговой сварки. В работе [33] Ьписана аргонодуговая сварка алюминия с медью с предварительным нанесением на медь оловянного покрытия или серебряного припоя. Для получения неразъемных соединений алюминия с медью применяют также сварку заливкой и термитную сварку.
k Обзор различных видов сварки алюминия с медью приведен в работе 132]. Наибольшее практическое применение получила сварка плавлением алюминия с медью.
Дуговая сварка плавлением алюминия с медью связана с определенными трудностями, обусловленными свойствами соединяемых металлов: высокой прочностью их окисной пленки, большой разницей температур плавления, ограниченной взаимной растворимостью металлов и т. д.
Оценивая свариваемость как совокупность свойств алюминия и меди, определяющих возможность протекания физико-химических процессов, которые приводят к получению прочного неразъемного соединения, необходимо прежде всего обратить внимание на различие их температур плавления. Когда нагрев алюминия достигает температуры плавления, медь находится еще в твердом состоянии. Интенсивное окисление алюминия и меди в процессе дуговой сварки требует применения специальных мер по предупреждению образования окислов и, главное, по удалению их из зоны шва. Многочисленные опыты показали, что даже при сварке в среде аргона разрушение окисной пленки, образующейся на поверхности свариваемых металлов, и смачивание меди алюминием происходят одновременно с оплавлением медной кромки. В результате шов формируется из чрезмерно перегретого алюминия, содержащего значительный процент меди,
Механические свойства алюминия при добавке меди, а также меди при добавке алюминия резко изменяются. Диаграмма состояния сплава алюминий — медь (рис. 54) показывает, что алюминий и медь обладают неограниченной взаимной растворимостью в жидком состоянии и ограниченной — в твердом. При 400° С растворимость алюминия
О 10 20 30 40 50 60 70 80 90 100
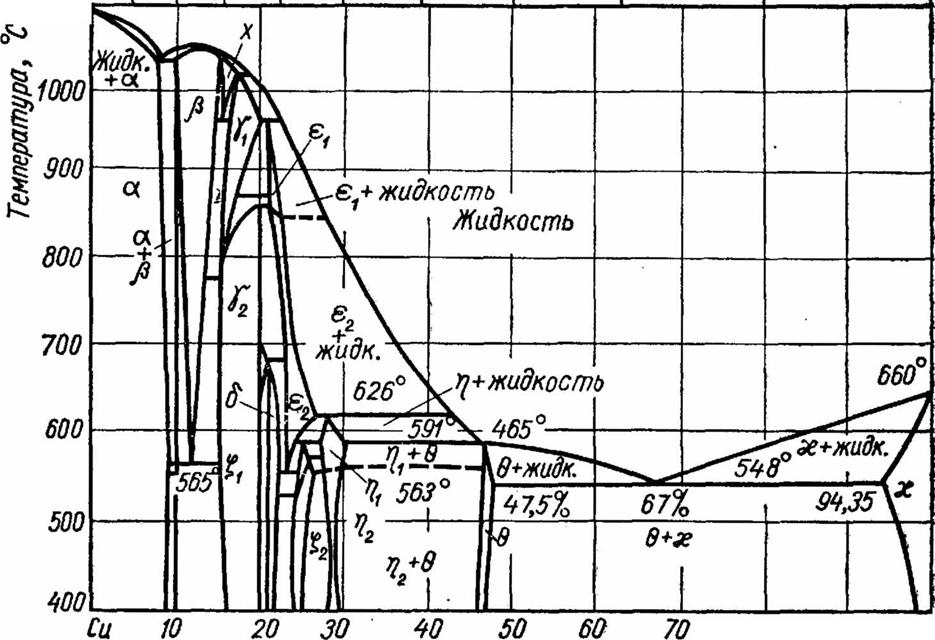
Рис. 54. Диаграмма состояния сплава алюминий—медь.
в меди составляет 9,4%, меди в алюминии— 1,5%, при 548° С растворимость алюминия в меди—5,65%. Ниже 500° С в системе медь — алюминий, помимо областей твердых растворов алюминия в меди (a-фаза) и меди в алюминии (х-фаза), имеются фазы твердых растворов на основе химических соединений А1Си2 (Ya-фаза, 15,8—20% Al), Al2Cu3 (б-фаза, 21—22% Al), AlCu (г]2- фаза, 28,2—29% Al), Al2Cu (9-фаза, 46—46,7% Al), Al3Cu (£-фаза, 24,6—25,3% Al).
При содержании меди в алюминии около 67% образуется легкоплавкая эвтектика (Тпл — 548° С), состоящая из х - и 0 - фаз (такую эвтектику часто называют Al — А12Си).
Оптимальным сочетанием свойств обладают алюминиевые сплавы, содержащие до 12—13% меди. Поэтому технология сварки плавлением алюминия с медью должна выбираться с таким расчетом, чтобы содержание меди в металле шва не превышало этого процента. Шов должен формироваться преимущественно из алюминия или являться сплавом на основе алюминия. Применение присадки на медной основе вызывает перегрев алюминия и увеличивает содержание меди в сварном шве (до 40—60%). В результате нормального формирования шва не получается, он, как правило, отличается повышенной хрупкостью. При сварке присадочной проволокой на основе алюминия достигается более высокое качество соединения.
Схема образования сваркой плавлением прочного медноалюминиевого соединения предполагает весьма непродолжительный контакт жидкого алюминия с твердой медью.
- В результате анализа физико-химических процессов, протекающих при образовании медно-алюминиевых соединений сваркой плавлением, выработаны три направления повышения прочности сварных соединений:
1) дополнительное механическое упрочнение медно-алюминиевого сварного соединения, содержащего значительный процент меди; 2) ограничение или исключение перехода меди в свариваемое медно-алюминиевое соединение; 3) введение в шов при его формировании легирующих присадок и модификаторов с целью активного воздействия на процесс кристаллизации соединения.
Медно-алюминиевое соединение с достаточно большим процентом меди, несмотря на хрупкость, отличается высокой электропроводностью. Как отмечалось выше, разрушение такого соединения чаще всего наступает при кристаллизации сварного шва под действием усадочных напряжений,
а также от механических воздействий (изгиба, вибрации, растяжения и др.) при его эксплуатации.
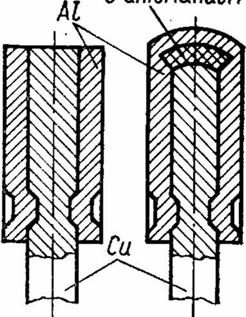
Рис. 55. Медно-алюминиевые узлы, выполненные сваркой плавлением (с механическим упрочнением):
а — соединение, подготовленное к сварке; б — соединение после
Одним из возможных вариантов механического упрочнения сварных соединений является заключение хрупкого сплава в монолитную оболочку, способную воспринимать напряжения и не передавать их на сварной шов. Такая оболочка должна быть достаточно вязкой, прочной и выполненной из материалов на основе пластмасс, эпоксидных смол или алюминия. Экспериментально установлено, что наиболее приемлемым является механическое упрочнение сварного соединения алюминием. Необходимым условием обеспечения надежности таких соединений алюминиевых тоководов с медными является цельность и замкнутость алюминиевого контура, охватывающего медный элемент в плоскости формирования сварного шва.
Дополнительное механическое скрепление (опрессовка, клепка и др.) соединяемых проводников с обоймой полностью разгружает сварное соединение. Сварной шов формируется либо за счет оплавления обоймы и соединяемых проводников, либо путем дополнительной присадки алюминия. С помощью обойм можно соединять разнородные проводники в пучок, а также окон - цовывать медные проводники с целью подготовки их к сварке встык или внахлест с алюминиевыми тоководами (рис. 55). Соединение проводников может осуществляться сваркой, контактным нагревом или аргонодуговой сваркой. С применением флюса (водный раствор КС1 — 50%,NaCl — 30%, криолита — 20%) процесс сварки протекает более интенсивно.
Данный вариант сварки плавлением наиболее эффективен при соединении разнородных проводов, шнуров и
кабелей. Перед сваркой в месте вхождения проводников во втулку производится опрессовка. При аргонодуговой сварке вслед за опрессовкой торцов соединяемых проводов производится наплавка алюминия. Наплавленный алюминий хорошо сплавляется с медью и торцом втулки. Металл соединения отличается вязкостью, свободно обрабатывается напильником.
Применение флюсов способствует наиболее полному удалению окисной пленки [10, 34]. Хорошие результаты были получены при сварке плавлением меди с алюминием с использованием активных флюсов ВАМИ, Ф-54А и др. Защиту поверхности меди от окисления в месте укладки шва можно осуществить предварительным нанесением тонкого слоя такого металла, который бы имел температуру плавления, близкую к температуре плавления алюминия, хорошо смачивал медь, обладал положительной растворимостью как в меди, так и в алюминии. При экспериментальной проверке металлы наносились на кромки медных проводов гальваническим путем. Из всех видов покрытий (олово, цинк, никель, серебро, кадмий, а также комбинированные покрытия никель + олово, никель + цинк и др.) цинковое покрытие (50—60 мк) дало наилучшие результаты.
Были проведены опыты по непосредственной сварке алюминия с медью для толщины металла 6 мм аргоно-дуговым способом неплавящимся электродом. Режим сварки: сварочный ток 150 А, напряжение 15 В, скорость сварки 6 м/час. Скос кромок медного листа производили под углами 45 и 75°. Присадочная проволока диаметром 2 мм — алюминий АДО. Несмотря на то, что при сварке в основном плавилась алюминиевая кромка, а медь в меньшей степени подвергалась воздействию дуги, удовлетворительные по прочности и пластичности швы получены не были. Содержание меди достигало 30%.
При толщине металла 10 мм сварку алюминия с медью производили автоматом по слою флюса АН — А1. Режим
сварки: сварочный ток 400—420 А, напряжение 38—39 В, скорость сварки 21 м/ч, скорость подачи электрода 332 м/ч. Присадочная проволока диаметром 2,5 мм — алюминий АДО.
Сварка меди с алюминием

Сварка плавлением при соединении таких металлов крайне затруднительна. Это связано с тем, что состав расплавленного металла почти невозможно контролировать. А свойства шва находятся в зависимости от содержания в его составе меди.
Если количество меди выше 12%, то предел прочности на растяжение больше не увеличивается. При этом стойкость к коррозии и вязкость металла сильно понижается. Такие соединения становятся довольно хрупкими и склонными к образованию дефектов.
Использование угольных электродов практически никак не влияет и не повышает качество сварки. Эти металлы можно соединить с помощью плавления, но только в том случае, если плавиться в основном будет алюминиевая деталь. Где есть возможность, применяется преимущественно «замковое» соединение. О нем читайте ниже.
«Замковое» соединение медных и алюминиевых деталей
Для достижения хорошего результата сварки нужно точно соблюдать технологию, так как соединение этих металлов и так довольно затруднительно. Суть этого способа состоит в следующем:
- снизу кладется лист алюминия,
- сверху на него кладется накладка из меди,
- по периметру этой накладки делают обварку сварным швом, шов должен ровно соединяться с накладкой,
- далее соединяют наплавкой сварные швы периметра.
Получившееся соединение чем-то напоминает замок, откуда и пошло название.
Режимы сварки
Они очень похожи на режимы сварки алюминия. При обработке используют постоянный ток прямой полярности. Присадочными прутками выступают изделия из литого алюминия с диаметром от 12 до 20 миллиметров при толщине алюминиевой детали от 29 до 30 миллиметров. Толщина медного изделия при этом составляет 10 миллиметров. Сила тока допускается в диапазоне 500-550 ампер, а напряжение дуги 50-60 вольт. Её длина при этом колеблется от 20 до 25 миллиметров. Оптимальными электродами в данном случае являются угольные с диаметром 15-20 миллиметров.
Контактная сварка
Этот вид обработки нашел свое применение в промышленности для присоединения шин или проводов из алюминия к наконечникам из меди. В изготовлении кабелей применяется сварка проводов из меди и алюминия с помощью конденсаторов. Она происходит в следующих режимах:
Такой вид сварки также применяется при соединении труб из этих двух металлов. Обычно такие соединения востребованы в производстве холодильного оборудования. При сварочных работах с этими металлами важно помнить, что алюминий будет оплавляться на много быстрее, чем медь. Отсюда следует вывод, что алюминиевая трубка должна быть длиннее, чем необходимо, и включать в себя припуски на дальнейшее оплавление.
Во время работы в трубе может образоваться грат, то есть избыточный металл, который выдавливается при сварке под давлением. Чтобы уменьшить его количество, нужно продувать алюминиевую трубку в процессе работы азотом. Давление газа должно составлять примерно четверть атмосферы. Продувка простым воздухом не рекомендуется, так как в его составе присутствует кислород, который вступает в реакцию с медью и окисляет её.
Перед сваркой трубки встык необходимо осадить её на 10 миллиметров с утолщением стенок. Этот прием происходит на специальном механизме. Он требуется для того, чтобы потом при работе со стыком получился прежний диаметр отверстия после осадки.
Стык обрабатывается обтачиванием утолщенной поверхности. Работа осуществляется на токарном станке и представляет из себя рассверливание отверстия. Предпочтительные режимы сварки для соединения трубок из алюминия и меди сечением 3-10-30 миллиметров и стенками в 1,5-4 миллиметра можно посмотреть в таблице:
Читайте также: