Сварка меди сварка латуни
Обновлено: 16.05.2024
Сварка меди имеет свои отличия, так как ее теплопроводность в шесть раз выше, чем у железа и других металлов. Медь становится хрупкой при температуре 500–600°C, а при 700-800°C ее прочность снижается настолько, что даже при легких ударах появляются трещины.
Температура плавления меди составляет 1083°С. На показатель свариваемости меди влияет наличие в ней тех или иных примесей – мышьяка, сурьмы, свинца, висмута и т.д. Наилучшая свариваемость – у чистой электролитической меди.
Выделяющиеся при охлаждении металла пузырьки углекислого газа и водяных паров в меди не растворяются. Поэтому за счет создания большого внутреннего давления в меди и образуются мелкие трещинки. Это явление принято называть водородной болезнью меди.
Сварка меди, особенности
Наносимые на присадочные прутки и разделку шва флюсы используют с целью улучшения процесса сварки и предохранения металла от окисления. По составу флюсы делятся следующим образом:
- 68% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 2% древесного угля.
- 0% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 20% древесного угля.
- Прокаленная бура, в которую добавлено 4-6% металлического магния.
При толщине листа не больше 4 мм можно производить сварку без присадочного металла. Если же толщина превышает 4 мм, необходим скос кромок под углом 35-45°. Для предупреждения протекания жидкого горячего металла шва необходимо обеспечить минимальный зазор сборки под сварку, который может достигать 0,5 мм. По концам шва необходимо сделать формовку. Сварка меди должна проводиться исключительно в нижнем положении, углы наклона газовой горелки должны быть минимальны.
В процессе сварки меди следует применять керамические, асбестовые или графитовые подкладки.
Как готовить флюс?
Основой флюса служит бура, увеличивающая газовую проникаемость сварного шва. Для прокалки буры требуется проделать несколько манипуляций:
- Наполнить тигель из фарфора или шамота бурой до 1/3 и поместить его в нагретую до 400-500°C печь. Бура прокалится только после того, как выпучится и осядет на дно тигля.
- Из полученной массы необходимо сделать порошок и переложить его в герметичную посуду.
Процесс сварки меди
После сбора соединения для сварки требуется зачистить кромки от ржавчины, окалины и различных загрязнений, при этом ширина должна быть равна 30 мм от центра разделки. В присадочной проволоке из меди должно содержаться до 0,2% фосфорной массы. Диаметр проволоки зависит от толщины листа свариваемого металла и может находиться в пределах 50-75%.
Затем подготавливается прокаленная бура. На источнике питания устанавливается режим 4 или 5, напряжение на горелке должно составлять 160-180В. Сварку меди осуществляют на подъем без перерывов за один проход. Угол наклона горелки к изделию должен составлять 40-50°, присадочной проволоки – 30-40°. Расстояние от свариваемой поверхности до сопла не должно превышать 4-8 мм.
Флюс вводится непосредственно в место сварки с помощью ложки или совка. Концом присадочной проволоки необходимо периодически добавлять флюс либо заранее нанести его в виде пасты. Остатки флюса удаляются путем промывания 2% раствором серной или азотной кислоты.
Чтобы улучшить механические свойства изделия, следует проковать металл шва, когда он остынет. Если толщина листа металла превышает 4 мм, его следует проковывать в нагретом состоянии (температура до 500-600°C). Если требуется получить изделие с большей степенью вязкости металла шва и зоны возле него изделие нужно нагреть до 500-600°C и сразу же охладить в воде.
Сварка латуни
Латунь – это сплав меди и цинка. Процесс сварки происходит так же, как в случае с медью. Однако при сварке латуни могут возникнуть некоторые затруднения – например, цинк закипает и начинает интенсивно испаряться, образуя при этом ядовитые оксиды.
Ход проведения работ
Сначала необходимо зачистить свариваемые кромки до появления металлического блеска. Для удаления оксидов используется 10% водный раствор азотной кислоты, после чего металл промывают горячей водой и насухо вытирают.
Угол наклона газовой горелки должен составлять 70-80°, присадочного прутка – 80° по отношению к соплу горелки. Латунь сваривают быстро, в один проход и без перерывов, иначе может начаться интенсивное окисление. Расстояние от свариваемого изделия до сопла горелки должно составлять 7-10 мм.
После окончания сварки шов необходимо проковать. При содержании меди более 60%, проковка осуществляется в охлажденном состоянии. Если содержание меди составляет менее 60%, проковка происходит при температуре 600-650°C, после чего изделие охлаждают.
В процессе сварки рекомендуется использовать латунную кремнистую проволоку ЛК-62-05 (ЛО-60-1). Для расчета ее диаметра применяется формула: 0=(S-M) mm, где S обозначает толщину свариваемого шва.
Сварка бронзы
У сварки бронзы также есть свои отличительные черты. Бронза представляет собой сплав меди с оловом, свинцом, цинком, марганцем, алюминием и кремнием. За счет различных примесей, выгорающих при сварке, после ее окончания на поверхности металла появляется пористый шов.
Подготовка свариваемых кромок происходит так же, как при сварке меди. Сварку следует осуществлять довольно быстро, без перерывов и за один проход.
Сварка бронзы бывает следующих видов:
- Сварка с доминирующим оловянным составом производится с применением присадочных прутков БрОЦ4-3 и БрОФ6.5-0,15. В качестве флюса берется прокаленная бура.
- Сварка с доминирующим алюминиевым составом производится с применением присадочных прутков БрАЖМцЮ-3-1,5. В состав флюса входит по 20% хлористого натрия и хлористого бария, 12-16% фтористого натрия, остальная часть – хлористый калий.
- Сварка с доминирующим свинцовым составом производится с применением присадочных прутков из особого сплава: 21% свинца, 1,5% цинка, 8% олова, остальная часть – медь.
Когда осуществляется сварка специальных бронз, следует использовать прутки, состав которых близок к свариваемым деталям.
Comments are closed.
О КОМПАНИИ
«Вэлдингпроф» (WeldingProf) — компания с 15-летним опытом ремонтно-сварочных работы любой сложности.
Создана специалистами и энтузиастами научно-технической сферы для оказания услуг физическим и юридическим лицам на высоком уровне.
О производстве литья
Как производится сварка меди, латуни и бронзы- заходите читайте.
Сварка меди
Сварка меди затрудняется ее высокой теплопроводностью, большой жидкотекучестью, способностью сильно окисляться в нагретом и особенно в расплавленном состоянии. Теплопроводность меди почти в шесть раз больше теплопроводности стали и железа.
На свариваемость меди оказывает большое влияние примеси, входящие в ее состав (кислород, висмут, свинец, сера, фосфор, сурьма, мышьяк); особенно отрицательно влияет висмут. При нагревании и расплавлении медь, окисляясь, образует закись меди Cu2О, которая , реагируя с водородом, растворенном в металле, вызывает склонность меди к водородной болезни (поверхностные трещины). Наилучшую свариваемость имеет электролитическая медь, содержащая не более 0,05 % примесей. Медь сваривают ручной и автоматической дуговой сваркой, в среде защитных газов и газовой сваркой.
Дуговая сварка
Ручную дуговую сварку меди выполняют металлическим или угольным электродом. В качестве электродных стержней для электродов ЗТ применяют проволоку из меди М1, проволоку из кремнемарганцовой бронзы Бр. КМц3-1, литые стержни из латуни Л90 или оловянно-фосфористой бронзы Бр. ОФ4-0,25; для электродов «Комсомолец-100» -медная проволока М1. Для электродов используют также медь М2 и М3.
На электродные стержни наносят специальные покрытия, состав которых приведен в табл.14. Сварку ведут на постоянном токе обратной полярности. Режимы сварки металлическим электродом приведены в табл. 15.
При сварке угольным или графитовым электродом в качестве присадочных прутков применяют стержни из меди тех же марок, что и для металлических электродов. Для улучшения процесса сварки меди угольной дугой применяют специальные флюсы, которые перед сваркой наносят на присадочные прутки или подсыпают в разделку. Состав флюса для сварки меди угольным электродом приведен в табл. 16; режим сварки в табл. 17.
Ручную дуговую сварку меди толщиной до 4 мм производят без разделки кромок. Стыковые соединения собирают под сварку без зазоров.

Угловые и тавровые соединения сваривают в положении «в лодочку». Изделия толщиной более 5 мм перед сваркой нужно нагреть до 200-300ᴼ С.
Автоматическую дуговую сварку меди под флюсом можно вести неплавящимся угольным или плавящимся металлическим электродом. Для автоматической сварки меди применяют флюсы ОСЦ-45, АН-20 и АН-348А. Сварку угольным или графитовым электродом выполняют с помощью автоматической сварочной головки, которая передвигается вдоль шва с постоянной скоростью. Для сварки металла толщиной 4-8 мм угольный электрод берут диаметром 20 мм. Схема автоматической сварки меди угольным электродом показана на рис 1.

Режимы автоматической сварки угольным электродом под слоем флюса приведены в табл. 18.

Автоматическую сварку меди металлическим электродом можно выполнять с помощью обычных автоматов.

Сварку ведут электродной проволокой из меди М1,М2, М3 диаметром 1,6- 3 мм на постоянном токе обратной полярности. При автоматической сварке меди металлическим электродом применяют керамический флюс марки ЖМ-1, который имеет следующий состав , %: мрамор 28,0;полевой шпат 57,5; плавиковый шпат 8,0; древесный уголь 2,2; борный шлак 3,5; алюминий 0,8.
Сварка в среде защитных газов
Медь можно сваривать неплавящимся вольфрамовым или плавящимися электродами в среде азота или аргона. Более распространенная сварка вольфрамовым электродом на постоянном токе прямой поверхности, режимы сварки приведены в табл. 22. В качестве присадочного металла применяют прутки из меди М1,М2,М3.
Сварку меди плавящимся электродом также ведут на постоянном токе обратной полярности. В качестве электродного материала применяют проволоку марок М1, Бр. КМц-3-1 и Бр. ОЦ 4-3.
Газовая сварка
Этот вид меди сварки наиболее распространен. В качестве присадочного материала при сварке металла толщиной до 5 мм применяют прутки из меди М1,М2,М3. При сварке металлов большей толщины рекомендуется применять медную проволоку, содержащую 0,2 % Р и0,15 -0,30 %Si или только 0,2-0,7 % Р.

Наиболее распространенные флюсы, применяемые при газовой сварке меди, бронзы и латуни, приведены в табл. 23. Режимы газовой сварки меди даны в табл.24.

Термическая обработка
После сварки меди любым способом сварные швы рекомендуется подвергать проковке. При толщине свариваемых листов до 5 мм медь проковывают в холодном состоянии, при большой толщине – в горячем состоянии при 250-350 ᴼС. Проковку швов при температурах свыше 400 ᴼС производить нельзя, так как медь становится хрупкой и могут появиться трещины. Для улучшения пластических свойств сварного соединения применяют отжиг, при этом соединение нагревают до 500-600 ᴼС, а затем охлаждают в воде.
Сварка латуни
Основным затруднением при сварке латуни является испарение цинка, что приводит к пористости металла шва. Латунь можно сваривать ручной и автоматической дуговой сваркой, в среде защитных газов и газовой сваркой.
Дуговая сварка латуни
Ручную дуговую сварку металлическим электродом применяют в основном для металла толщиной более 5 мм. Сварку ведут на постоянном токе прямой полярности. Электродные стержни берут такого же химического состава, что и присадочные прутки при сварке угольной дугой. На электродные стержни наносят двухслойное покрытие, замешанное на жидком стекле. Состав первого слоя покрытий, %: марганцевая руда 30; титановый концентрат 30; ферромарганец 15; мел 20; сернокислый калий 6.
Толщина слоя покрытия 0,2-0,3 мм. После просушки на воздухе в течение 4-5 ч электроды прокаливают при 180-200 ᴼС в течение 1,5 -2 ч. Затем наносят второй слой покрытия толщиной 0,8 -1,1 мм. Состав второго слоя: борный шлак, разведенный на жидком стекле. Ориентировочный режим сварки металлическим электродом:
| Диаметр электрода, мм | 5 | 6 | 8 |
| Сила тока, А | 250-280 | 280-320 | 350-400 |
Автоматическую дуговую сварку латуни металлическим плавящимся электродом выполняют на обычных сварочных автоматах. Сварку ведут на постоянном токе прямой полярности. Электродную проволоку можно применять из латуни марок Бр.ОЦ 4-3, Бр. КМц-3-1 или из меди марок М1,М2, М3 диаметром 1,5-3 мм. Для сварки применяют флюсы ОСЦ-45 или АН-348А. Режимы автоматической сварки латуни приведены в табл. 25.
Латунь можно сваривать в среде аргона или гелия вольфрамовым электродом диаметром 1,4-4,8 мм на постоянном токе прямой полярности. Режимы сварки аналогичны режимам аргоннодуговой сварки меди. В качестве присадочного металла применяют прутки из латуни того же химического состава, что и сварочный металл, или прутки из латуни ЛК 62-0,5 или бронзы Бр.ОЦ 4-3 и Бр. КМЦ 3-1.
Газовая сварка латуни
Этот способ сварки латуни является самым распространенным. Режимы сварки и флюсы те же, что и для сварки меди. Наилучшие результаты получаются при применении проволоки ЛК 62-0,5. Для уменьшения испарения цинка сварку латуни ведут окислительным пламенем с избытком кислорода до 30-40%.
Изделия из латуни толщиной более 10 мм должны перед сваркой подогреваться до 300-500 ᴼС. После сварки швы подвергают проковке. Для улучшения механических свойств после проковки применяют отжиг при 600-700ᴼС с последующим медленным охлаждением.
Сварка бронзы
Бронзу сваривают в основном при исправлении дефектов в литых изделиях. Сварку можно вести угольным или металлическим электродом, а также газовым пламенем.
Дуговая сварка бронзы
При сварке угольным электродом в качестве присадочного металла применяют литые бронзовые стержни диаметром 5-12 мм того же химического состава, что и свариваемый металл.

При сварке металлическим электродом на электродные стержни наносят специальные покрытия. Состав некоторых наиболее распространенных электродных покрытий приведен в табл. 26. Сварку металлическим электродом выполняют на постоянном токе обратной полярности, а угольным – на постоянном токе прямой полярности. Массивные детали перед сваркой рекомендуется подогревать до 350-450 ᴼС.
Наконечник горелки берут из расчета 100-150 л/ч ацетилена на 1 мм толщины металла. Пламя должно быть нормальным; присадочные прутки – близкими по химическому составу к свариваемому металлу. Для сварки алюминиевых бронз можно использовать флюсы, предназначенные для сварки алюминия; для остальных бронз можно применять флюсы, предназначенные для сварки меди. Газовую сварку бронзы рекомендуется вести вести с предварительным нагревом до 350-450 ᴼС.
После дуговой или газовой сварки бронзовые детали рекомендуется подвергать отжигу при450-500 ᴼС . Проковку швов можно делать только при сварке катаной бронзы, швы на литой бронзе не проковываются.
Вы познакомились кратко с технологиями, как выполняется сварка меди, латуни, бронзы.
Четыре способа сварки латуни
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая

Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
В домашних условиях

Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Лучшие способы сварки меди
Монтаж и ремонт медного водопровода, устранение течи автомобильного радиатора – это только некоторые ремонтные работы, при которых пригодится умение сваривать медь и ее сплавы. Сварка меди в домашних условиях – достаточно сложный процесс, проведение которого требует опыта и знаний. Поэтому для сварки медных деталей лучше привлекать профессионального сварщика.

Свойства материала
Получение неразъемного соединения медных сплавов требует знания и понимания всех процессов, происходящих в сварочной ванне. Фосфор, сера и свинец, входящие в состав сплава, положительно влияют на качество шва. Но есть целый ряд отрицательных свойств материала:
- при большом уровне нагрева медь начинает сильно окисляться. Это приводит к образованию тугоплавких включений, впоследствии вызывающих трещины на сварочном шве;
- охлаждаясь, материал шва подвергается сильной усадке. Такая особенность приводит к локальным трещинам;
- при нагреве металл начинает поглощать газы. Такая особенность повышает образование раковин и непроваров. Поэтому важно при сварке применять защитные флюсы и инертные газы, которые препятствуют попаданию в шов кислорода;
- при сваривании меди с нержавейкой или другими материалами, при разогреве, происходит образование зернистости. Это обусловлено неоднородностью материалов. Такой стык становится хрупким и ненадежным;
- при сварке необходимо ставить большой ток. Это обусловлено высокой электропроводностью меди. Поэтому бытовой маломощный конвектор лучше оставить для сварки стали, а для меди использовать мощный промышленный аппарат;
Большой уровень текучести материала при высокой температуре плавления не позволяет обеспечить надежный шов при потолочном или вертикальном соединении. Варят медь только в нижнем или горизонтальном положении. Для лучшего качества шва надо предварительно нагреть заготовки.
Выбор электродов

Для получения качественного и наполненного шва при электросварке меди или ее сплава надо правильно выбрать электрод. В зависимости от типа сплавов используются электроды с различной обмазкой и материалом сердечника.
Обмазка или покрытие отвечает за создание защитной пленки (шлака), для предотвращения попадания вредных газов в сварочную ванну. В покрытии находятся некоторые присадки, которые совместно с металлом сердечника электрода добавляют в ванночку необходимые материалы, улучшающие шов. Металл шва остывает равномерно под слоем шлака, и из расплава удаляются вредные газы.
Используется 2 вида электродов. Изготавливаемые для сердечников прутки медной, чугунной, алюминиевой проволоки с нанесенной на них обмазкой – это плавящийся тип электродов. Электротехнический уголь, синтетический графит – эти и другие материалы используются при производстве неплавящихся электродов.
При покупке следует обращать внимание на цвет обмазки электрода. Для ручной электросварки их выпускают с красным покрытием. Синие применяют при сварке материалов с высоким уровнем температуры плавления. Желтый электрод служит для сварки жаростойкой стали, а серые применяются для сварки деталей из цветного металла.
Существует несколько способов сварки медных труб и других деталей и сплавов. Разберем каждый из них подробно.
Газосварка

С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для сварки толстого металла придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
При сварке обращайте внимание на процесс плавления кромок деталей и присадки. Для лучшего шва присадка должна расплавляться немного раньше краев основного металла. Обеспечивая наплавление присадочного металла на кромки, не забывайте про провар стыка.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Аргоновая электродуговая
Аргонодуговая сварка меди – это основной способ получения неразъемного соединения деталей из различных материалов с медью. Таким методом с медью можно прекрасно сваривать нержавейку.
При достаточном мастерстве получаются ровные, наполненные и качественные швы. Для сваривания этим способом применяется вольфрамовый электрод.
Аппарат для сварки деталей из меди должен работать от сети постоянного тока. Но в случае сборки деталей со сплавом алюминиевой бронзы и меди, лучшим решением будет использование аппарата переменного тока.
Настройка аппарата
Настройка величины тока при сварке зависит от толщины детали и сечения электрода. Для примера при толщине металла 1,5 мм, диаметр электрода используем 2,5 – 3 мм. Сила тока – 130 А., а диаметр присадки не более 1,6 мм. При толщине 3 мм необходимо выставить ток величиной 240 А.
По такому же принципу можно подбирать ток при сварке полуавтоматическим оборудованием с защитными газами – гелием, азотом и их смесями. Но сварка с помощью аргона – это наиболее распространенный вид соединения меди с другими материалами. Для присадки необходимо подбирать материал, в зависимости от особенностей изделия.
Работа в домашних условиях
В домашних условиях наиболее часто используются медные жилы, выдернутые из кабеля. Но перед началом работ не забудьте зачистить пруток от защитного лака с помощью наждачной бумага. Присадку обрабатывают растворителем для обезжиривания. Для выполнения качественного стыка лучше применять проволоку с низким уровнем расплава.
Присадка обязательно ведется впереди горелки, при ведении горелки «месяцем» или круговыми движениями происходит лучший прогрев зоны сварки. Сваривать толстые детали можно, расплавляя основной материал и формируя валик шва. В этом случае присадку не используют.
Для сварки тонкой меди лучше применять ступенчатый способ сварки. Для этого через определенные расстояния делают небольшие провары. Дойдя до конца шва, возвращаются к началу и повторяют операцию до полного сваривания деталей.
Основной отличительной особенностью сварки меди аргоном является получение качественного шва при горизонтальном проваре и вертикальном расположении стыка.
Медные водопроводные трубы
Сварить трубы можно всеми способами сварки меди. Можно варить медь угольным электродом, газосваркой, но наиболее распространенный и не очень сложный способ – это сварка аргоном. По ГОСТу шов должен выдерживать давление воды свыше 10-ти атмосфер при испытании системы водоснабжения.
Принцип работы прост. Нагреть стык, капнуть расплав с прутка и немного растянуть металл по шву. Так варится весь периметр трубы. Постепенно добавляя металл и растягивая его, формируют валик шва. При проведении сварки меди без остановок вы получите стык с множеством прожогов и подрезов шва.
Для выполнения этого вида работы лучше использовать импульсный тип сварочного аппарата. В этом случае можно увеличить скорость сваривания меди и уменьшить деформацию трубопровода.
Для этого выставляют короткие промежутки между импульсами, обеспечивая небольшое остывание металла. Если в шве образовалась дырка, не спешите заваривать ее. Дайте металлу остыть и, проходя по краю дырки, постепенно заварите ее.
Перед началом работы необходимо настроить силу тока. Для этого лучше использовать старые детали трубопровода. Такой способ позволит экономить дорогостоящий материал.
Пайка медного радиатора
В завершение приведем старый, но действенный способ устранения течи радиатора автомобиля. Для этого понадобится баллон пропана, горелка и широкий медный паяльник. Надо также взять кислоту для пайки или, в крайнем случае, канифоль, и прутки припоя из медно-фосфорного материала.
Сначала необходимо обнаружить место протечки. Затем зачистить его наждачкой, удалить грязь, накипь и пыль, обезжирить поверхность меди и залудить участок с дыркой. Для этого включают горелку, прогревают одновременно радиатор и паяльник. Кисточкой наносят слой кислоты и разогретым паяльником снимают небольшое количество припоя, разглаживают его по поверхности радиатора в месте повреждения.
Разогревают металл и паяльник. Снимая им капли припоя, проходят поврежденный участок, постепенно закрывая дырку. Таким старым дедовским способом можно сэкономить немаленькие средства на покупку нового радиатора или на сварку аргоном в автомастерской.
Сварка латуни в домашних условиях — особенности

Сварка латуни в домашних условиях, а также в производственных цехах осложнена тем, что при выполнении такого процесса отмечаются немалые испарения цинка.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий
Свойства
Латунь как вид цветных металлов, используется часто. Она состоит преимущественно из меди и цинка. Причём, доля последнего может превышать 50% всего состава. Цинк улучшает свойства латуни, делая материал удобным для применения, а цену – доступной.
Основными элементами состава латуни есть медные и цинковые заготовки. Но при выработке этого металла в специальных индукционных печах используют разные легирующие добавки: олово, алюминий, свинец, кремний.
Они существенно улучшают характеристики латуни, делают её более комфортной в применении: метал легче обрабатывать, стойкость к коррозии увеличивается, а сам цинк испаряется меньше.
Да, легирующие компоненты положительно влияют на свойства латуни. Но каково бы нибыло их количество, в процессе сварки все равно возникают трудности. О том, каковы причины осложнений и как сними бороться, мы и расскажем ниже.
Особенности при сварке латуни
Основная трудность, с которой сталкиваются при сварке латунных изделий, характеризуется большой разностью значений температур плавления меди и цинка. Так, плавление меди начинается при 1080⁰ C, а цинка всего от 420⁰ C, при этом точка кипения последнего составляет 905⁰ C. Поэтому процесс сварки происходит при интенсивном кипении цинка, что сопровождается его частичным выгоранием и частичным испарением в месте термического нагрева.

Сварка латуни также сопровождается образованием соединения кислорода и цинка или окислением последнего по формуле 2Zn+O2=2ZnO. Оксид цинка в виде пленки белого цвета образуется непосредственно в зоне термической обработки и покрывает участки металла в районе сварного шва, тем самым препятствуя свободному сплавлению латунных деталей.
Для термической обработки латуни также характерен процесс поглощения свободного водорода, который при попадании в расплавленный металл не успевает вовремя выделиться и застывает, тем самым способствуя образованию газовых пузырей и пор в структуре сварного шва, тем самым значительно снижая его прочность.
Таким образом, если обобщить трудности, с которыми придется столкнуться при сварке латуни, то можно выделить:
- испарение и выгорание цинка,
- окисления цинка с образованием оксидной пленки,
- образование пористости и трещин в месте сварки.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Трудности

Некоторые особенности латуни мешают добиться хорошего качества работы. У новичков швы получаются нестойкие и пористые независимо от того, где реализовался процесс (дома или в специальном помещении).
Основное препятствие – это быстрое испарение цинка в процессе сварки. Так как цинк плавится уже за 400 градусов по Цельсию, высокие температуры во время сварки способствуют выработке некоторых летучих веществ.
Они взаимодействуют с кислородом, оставляя на поверхности налёт в виде белого порошка.
Именно этот налёт мешает специалисту сделать ровный качественный шов. Чтобы решить эту проблему, вам нужно правильно выбрать режим сварки.
2 Дуговая сварка сплавов меди и цинка, электроды для нее
Чаще всего для такого процесса используют электроды с ЗТ-покрытием. Их стержень сделан из бронзы, содержащей марганец и кремний (1 и 3 % соответственно), а покрытие из:
- порошкового алюминия (2,5 %);
- серебристого графита (16 %);
- марганцовой руды (17,5 %);
- ферросилиция (32 %);
- плавикового шпата (13 %).
Сварочный процесс данными электродами осуществляется при обратной полярности постоянным током. Причем для уменьшения выгорания цинка применяется короткая дуга. С обратной стороны под стык подкладывают асбестовую прокаленную подкладку, которая защищает его от вытекания металла. Разделка кромок не предусматривается, если свариваются листы толщиной менее 4 мм.
После выполнения сварочных мероприятий производится обязательная проковка шва с последующим его отжигом, позволяющим обеспечить мелкозернистую структуру металла и сделать его химический состав однородным. Отжиг ведется при температурах около 635 °С.
Допускается также дуговая сварка латунных поверхностей угольным электродом (прямая полярность, постоянный ток) с использованием специальных флюсов. К наиболее распространенному флюсу, который применяется многими предприятиями, относят состав БЛ–3:
- древесный уголь – 2,5 %;
- хлористый натрий – 12,5 %;
- криолит – 35 %;
- хлористый калий – 50 %.
Режим сварки с помощью угольного электрода зависит от толщины латуни. Так, для соединения изделий толщиной до 3 мм применяется ток от 180 до 200 А (сечение электрода – 6 мм), до 5 мм – ток от 240 до 270 А (10 мм), до 10 мм – от 400 до 450 А (18 мм), от 14 до 16 мм – ток до 550 А (20-миллиметровый электрод).
Добавим, что латунные изделия толщиной от 10 и более миллиметров сваривают с предварительным подогревом до 350 градусов, меньшей толщины – без подогрева.
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Шлаки, которые образуются при сварке, смываются водой. После сварки для обеспечения плотности, прочности, мелкозернистости шва осуществляется его проковка и последующий отжиг с постепенным охлаждением.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
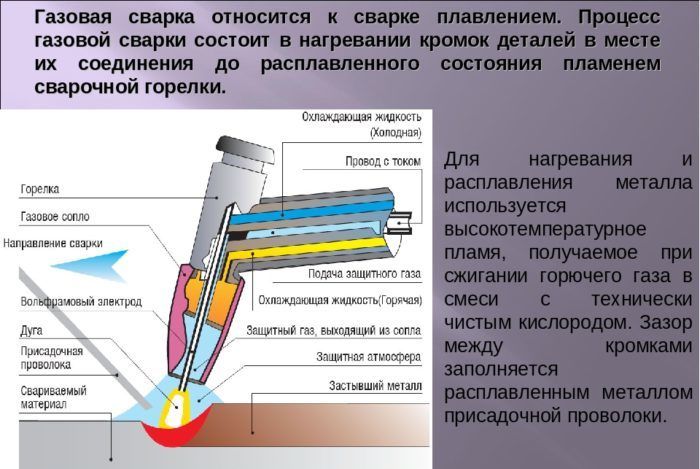
Сущность газовой сварки
3 Сварка латуни аргоном – эффективная современная технология
Перед аргонодуговой сваркой необходимо тщательно зачищать латунные поверхности до тех пор, пока на них не появится характерный металлический блеск. Использование азотной кислоты позволяет удалить все окислы с детали из латуни, а после этого ее желательно обдать горячей водой и хорошо высушить.
Описываемый тип сварочного процесса рекомендован для соединения латуней относительно большой толщины (не менее 5 мм). Электрод устанавливают в горелку (в токопроводящий механизм), аппарат включается и начинается операция сварки, которая сопровождается необычным треском, который вызывается выделением паров цинков.
Латунь соединяют электрической дугой отдельными валиками, а не методом сплошной варки, при которой есть очень высокая вероятность появления дырки на изделии. Когда заваривается кратер, рекомендуется уменьшать (постепенно) напряжение дуги, повышая ее длину, а затем медленно убирать ее на финальной стадии процесса в сторону.
Аргонодуговую сварку можно выполнять и своими руками, но при этом данный процесс должен осуществляться либо на улице, либо в оборудованных специальным образом помещениях, оснащенных мощными вытяжками, способными удалять ядовитые пары цинка. Не всегда указанные условия могут быть соблюдены домашними умельцами, поэтому самостоятельная сварка латунных изделий не рекомендуется.
Достоинства применения аргонодуговой сварки:
- не нужны электроды с дорогостоящим покрытием и флюсы;
- сварочный процесс признается по-настоящему качественным и одним из наиболее чистых;
- хорошая скорость выполнения операции;
- возможность получать конструкции высокого уровня эстетичности;
- защита кромки от разрезов;
- выдувание струей аргона отходов процесса.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Безопасность

Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.
Подведем черту. Для сварки латуни вам нужны полуавтомат, сварочная латунная проволока и небольшой баллон с аргоновым газом. Относительно, это лёгкий вид сварки.
Поэтому сложности обычно появляются лишь у новичков. Не отчаивайтесь если что-то пошло не так.
Сварка латуни в домашних условиях – это преимущество. Ведь вам не нужно беспокоиться о контроле качества, неукоснительно придерживаться ГОСТов.
Следовательно, это хороший шанс попрактиковаться, чтобы достичь качественного результат в дальнейшем.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Кол-во блоков: 22 | Общее кол-во символов: 23013
Количество использованных доноров: 7
Информация по каждому донору:
Читайте также: