Сварочный аппарат euro 160
Обновлено: 02.05.2024
Стыковой сварочный аппарат Пайпфюз-160Е является аппаратом с механическим приводом, который предназначен для сварки встык труб и фасонных изделий из полиэтилена, полипропилена и других термопластов на стройплощадке и в цехе.
Усилие сжатия устанавливается вручную и регулируется по наглядной шкале
динамометра. Съемный нагревательный элемент со специальным покрытием против прилипания и торцеватель установлены на станине и перемещаются по штоку, обеспечивая быстрое и эффективное проведение сварки.
Небольшой вес и компактность аппарата данного класса облегчают проведение сварочных работ и его транспортировку.
Технические характеристики:
- Напряжение 230В + 50Гц;
- Суммарная мощность 1510;
- Размер картонной палеты 69-63-69 см.
- Общий вес 51 кг.Максимальная сила сжатия 600Н
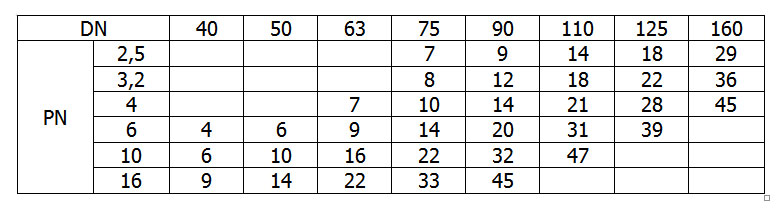
- Диапазон свариваемых труб: 40-90 мм до 16 атмосфер (PN16), 110 мм – до 10 атмосфер (PN10), 125-160 мм – до 6 атмосфер (PN6).
Конструкция и органы управления:
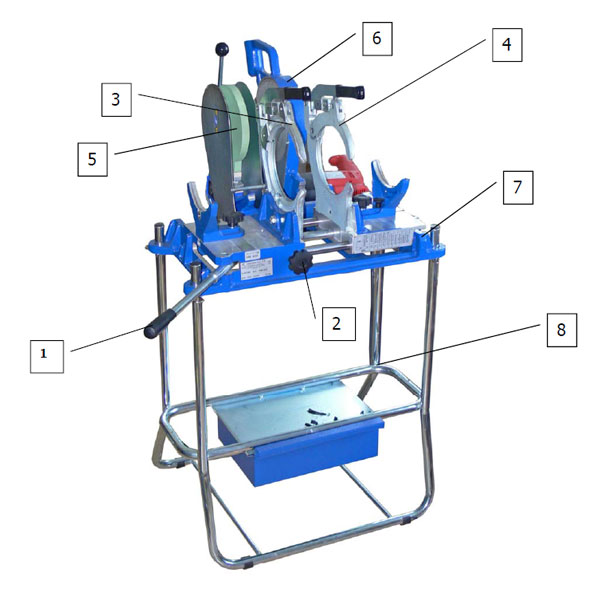
Перечень элементов сварочного аппарата:
- Рычаг для передвижения суппортов
- Рукоятка блокировки давления
- Зажим трубы левый
- Зажим трубы правый
- Нагревательный элемент
- Торцеватель
- Рама сварочного аппарата
- Каркас
ПАЙПФЮЗ-EURO 160
| Артикул | Наименование | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| EURO160 | Сварочный аппарат “ПАЙПФЮЗ-EURO 160” (40-160) | 73 | 94 000,00 |
*Существует гибкая система скидок
Описание компонентов сварочной машины:
В стандартном комплекте машины включены следующие компоненты:
- Передвижной корпус машины, который состоит из 2 зажимов диаметром 160 мм, которые благодаря своей конструкции обеспечивают надежную блокировку свариваемых частей с возможностью регулировки угла поворота 45°. Точная регулировка блокировки зажимов обеспечивается с помощью зажима труб, который имеют различные допуски по внешнему диаметру. Корпус машины также состоит из двух задних суппортов, регулируемых в любом положении, и рукоятки суппортов, которые включает в себя систему блокировки давления (600 Н). Регулировка давления производится с помощью градуированной шкалы. Таблица сварки находится на фронтальной части корпуса основания.
- Торцеватель, это механизм для торцевания труб и фитингов перед их сваркой. Торцеватель по специальным направляющим передвигается вдоль задней части сварочной машины. Ножи имеют два резца, обеспечивающих надежное снятие верхнего аксидного слоя полиэтиленовых труб и фитингов.
- Нагревательный элемент, сверху покрыт специальным антипригарным слоем, исключающим налипание разогретого пластика. Диаметр нагревательного элемента 160 мм. На рукоятке расположено управление термостатом с возможностью его регулировки от 0 до 300°С. Также на термостате имеется индикатор работы термостата (зеленый) и напряжения сети (белый).
- Набор вкладышей для четкой установки свариваемых труб диаметром 40, 50, 63, 75, 90, 110, 125, 140 мм.
Инструкции по использованию:
- Распакуйте машину и сохраните упаковочный материал. Установите аппарат в горизонтальном положении, поднимите корпус машины, наклоняя его поперек трубообразного стального каркаса. Во время установки следите за тем, чтобы зажимы были зафиксированы на
специальных вставках блокировки. В неблагоприятных погодных условиях (дождь, снег и т.д.) необходимо защищать зону сварки тентом. Для сварки труб дополнительный свет не требуется, достаточно дневного света. Перед подключением торцевателя и нагревательного элемента убедитесь, что источник электрического питания в рабочем состоянии отвечает требуемым характеристикам. - в соответствии с диаметром свариваемых труб или фитингов вкладыши на зажимы, зафиксируйте их с помощью специальных рукояток с насечкой. Зафиксируйте также насадки такого же диаметра на боковые суппорты. Помните, что сварка труб и фитингов возможна только одного качества, т.е. полиэтилен с полиэтиленом, полипропилен только с полипропиленом. Кроме того, толщина двух свариваемых частей должна быть одинаковой. После этих операций сварочная машина подготовлена к эксплуатации.
- Зафиксируйте трубы или фитинги так, чтобы они выступали вперед от зажимов на 1-1,5 см. Небольшие случайные деформации трубы компенсируются с помощью гайки с насечкой. Под давлением сомкните зажимы, регулируйте сжатие с помощью винта с насечкой. Переведите электрическую фрезу в рабочее состояние. Воздействуйте на рычаг закрывания зажимов, слегка подталкивая окончания труб к дискам
11 торцевателя. По завершении операции приподнимите торцеватель и соедините фрезерованные окончания труб, чтобы проверить их параллельность и коаксиальность. - Вставьте нагревательный элемент, при этом зеленый индикатор должен погаснуть. Это говорит о том, что поверхность нагревательного элемента достигла необходимой температуры (контролируемая термостатом). Приблизьте трубы к разогретому нагревателю, установив с помощью рычага среднее давление. При формировании кромки 1,5-2 мм. отделите расплавленные трубы от нагревательного элемента и отодвиньте его.
- После удаления нагревателя соедините трубы под давлением, указанным в таблице. После сведения труб зафиксируйте достигнутое давление с помощью специальной рукоятки (поворачивая ее по часовой
стрелке) и оставьте охлаждаться до температуры 40-50°С. По окончании охлаждения поверните рукоятку против часовой стрелки для полного снятия давления. Разомкните зажимы и извлеките сваренную трубу. В
случае следования вышесказанным операциям, сварка будет успешно завершена.
Пример:
Труба, материал – ПЭ100;
Внешний диаметр трубы или фитинги – 160 мм;
Номинальное давление – PN 4;
Толщина стенки трубы или фитинга – 6,2мм;
Температура нагревательного элемента – 210°С;
Давление на табло – 45 кг;
Давление сварки – 45 кг.
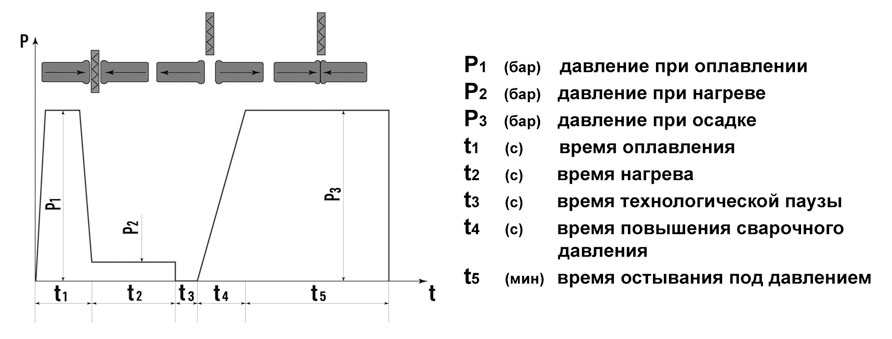
Фаза 1-2: формирование шва 1,5 мм.
под давлением 45 кг.
Фаза 3: отвод нагревательного элемента
Фаза 4: постепенный подъем давления
до отметки 45 кг.
Фаза 5: охлаждение до температуры 40°С
под постоянным давлением 45 кг.
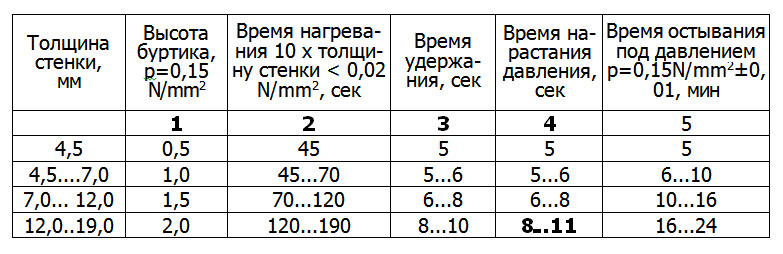
Сварочные параметры согласно стандарта DVS 2207/1
![Сварочные параметры стыковой сварки]()
Сварочное давление
![Сварочное давление стыковой сварки]()
Основные дефекты сварки труб и фитингов и способы их исправления:
1. Высота и ширина сварочного грата менее нормы.
Причина и способ устранения:
- Температура нагревательного элемента ниже нормы – необходимо повысить температуру нагревательного элемента.
- Давление при прогреве и осадке ниже нормы – Увеличить усилие прижатия труб к нагревательному элементу при оплавлении, прогреве или осадке.
- Время оплавления или прогрева ниже нормы – Увеличить время выдержки торцов труб на нагревательном элементе при прогреве.
2. Неравномерные формы и размеры сварочного грата.
- Неровные торцовые поверхности труб – Добиться перпендикулярности торца к оси трубы.
- Плохая центровка труб (перекос труб при сварке, смещение торцов свариваемых труб) – Повысить точность сборки при сварке вручную, отрегулировать точность центровки труб и деталей в приспособлении, применяемом для сборки и сварки.
- Изменение температуры труб по их периметру, вследствие солнечного нагрева – Выполнить сварку под навесом.
- Нестабильность температуры по периметру нагревательного элемента – Заменить или отремонтировать нагревательный элемент.
- Сварка труб различного типа без снятия внутренней фаски на более толстостенной трубе – Выполнить внутреннюю фаску на более толстостенной трубе.
3. Несимметричный сварочный грат.
- Большое различие в вязкости расплава материала свариваемых труб – Проверить характеристики свариваемых труб.
- Неравномерная температура с двух сторон нагревательного элемента – Заменить или отремонтировать нагревательный элемент.
- Неравномерное давление при оплавлении и прогреве с двух сторон нагревательного элемента из-за повышенного трения при его продольном перемещении – Уменьшить трение в механизме перемещения инструмента.
4. Высота и ширина сварочного грата более нормы.
- Чрезмерное давление при прогреве или осадке – Уменьшить усилие прижатия труб к нагревательному элементу при прогреве или осадке.
- Температура нагревательного элемента выше нормы – Уменьшить температуру нагревательного элемента.
- Время оплавления или прогрева выше нормы – Уменьшить время оплавления или прогрева.
5. Чрезмерное смещение кромок сваренных труб по наружной или внутренней поверхностям.
- Плохая центровка труб – Улучшить центровку труб в сварочном оборудовании.
- Большая овальность концов труб – Заменить свариваемые трубы или произвести калибровку их концов.
- Сварка труб различного типа (с различной толщиной стенки) – Выполнить внутреннюю фаску на более толстостенной трубе.
5. “Рваный” сварочный грат. Налипание расплава полимера на нагревательный элемент в следствии:
TECNODUE EURO-160 аппарат для сварки пластиковых труб встык D 40-160 (KWH-EURO-160)

Характеристики: "TECNODUE EURO-160 аппарат для сварки пластиковых труб встык D 40-160 (KWH-EURO-160)"
| Применение | Стыковая сварка пластиковых труб |
| Материал труб и фитингов | ПЭ, ПП, ПБ, ПВДФ, ПВХ |
| Диаметры стыковой сварки труб, мм | 110 / 125 / 140 / 160 / 40 / 50 / 63 / 75 / 90 |
| Тип привода | Механический (рычаг) |
| Процедура сварки встык | С низким давлением |
| Степень автоматизации | С ручным управлением |
| Угловая сварка, ° | Нет |
| Установленная мощность, Вт | 1510 |
| Напряжение питания, В | 220 |
| Макс. ток питания, А | 7,2 |
| Макс. рабочий диаметр аппарата, мм | 160 |
| Транспортные габариты, мм | 600 x 580 x 780 |
| Масса комплекта, кг | 51 |
| Модель | EURO-160 |
| Производитель | Tecnodue |
| Страна производства | Италия |
| Гарантия, мес. | 24 |
| Наши предложения | Рекомендуем / Распродажа |
Описание товара "TECNODUE EURO-160 аппарат для сварки пластиковых труб встык D 40-160 (KWH-EURO-160)"
EURO-160 – это механический аппарат для стыковой сварки пластиковых труб – полиэтиленовых, полипропиленовых, ПНД, ПВХ труб – диаметром 40-160 мм.
- Максимальное усилие прижима 70 кг/с накладывает ограничения на толщину стенки труб.
- Для диаметра 160 мм самая толстостенная труба – SDR 17.
- Диаметр 110 мм – без ограничений, вплоть до SDR 7,4.
- Подробнее - смотрите в Сварочных таблицах.
Комплектация стыкового аппарата
- Позиционер с точным механическим ускоренным приводом
- Нагревательный элемент (сварочное зеркало) с электронным поддержанием и регулятором температуры и антипригарным покрытием из трехслойного тефлона
- Торцеватель с электроприводом и кнопкой старт\стоп
- Защитный чехол для сварочного зеркала
- Инструментальный выдвижной ящик для хранения редукционных сменных вкладышей и инструмента
- Быстросъемные вкладыши\полукольца d40, 50, 63, 75, 90, 110, 125, 140 мм.
- Высокопрочные ножи торцевателя в комплекте
- Шкала контроля давления прижима свариваемой трубы
- Рукоять передвижения сварочной каретки
- Ручка фиксатор
- Упорные полухомуты с вкладышами (верхний подвижный и нижний неподвижный)
- Трансформируемый сварочный стол на стальной нержавеющей раме
- Шестигранные ключи
- Инструкция / Паспорт
Преимущества сварочного аппарата EURO-160
- Удобство для транспортировки сварочного аппарата за счет трансформируемого стола для работ в полевых и цеховых условиях
- Европейское качество материалов и комплектующих
- Усиленная конструкция сварочной станины и легкий вес благодаря использования передовых технологий Tecnodue
- Износостойкий комплект вкладышей от d40 до d160 мм
- Высокопрочное покрытие сварочного зеркала
- Точное поддержание температуры сварочного процесса
- Вкладыши с "ребрами от скольжения"
- Многорычажная система передвижения каретки
- Износостойкое лакокрасочное покрытие станины
- В конструкции использованы элементы высокопрочной нержавеющей стали
Сварка без сварочных таблиц
Над шкалой индикации усилия прижима расположена таблица, указывающая усилие прижима на этапе предварительного нагрева (создания грата) и осадки (остывания шва) для труб из ПЭ-ВП с наиболее популярными соотношениями SDR
| SDR | 7,4 | 9 | 14 | 22,5 | 32 | 46 | 68 | ||||
| 11 | 6,5 | 10 | 16 | 22,5 | 32 | 47 | 61 | ||||
| 17,6 | 4 | 6,5 | 10 | 14,5 | 20,5 | 31 | 39,5 | 50 | 65 | ||
| 26 | 3,6 | 4,6 | 7,5 | 10 | 14,5 | 21,5 | 28 | 34 | 45 | 57 | 70 |
| 33 | 5,8 | 8,5 | 11,5 | 17,5 | 22,5 | 28 | 36,5 | 46 | 57 | ||
| 41 | 7 | 9 | 14 | 18 | 23 | 29 | 36,5 | 45 | |||
| DN | 40 | 50 | 63 | 75 | 90 | 110 | 125 | 140 | 160 | 180 | 200 |
Усилие 14,5 кгс применяется для труб Ø90мм с величиной SDR 26.
Указанные значения усилия прижима действительны только для труб из ПЭ-ВП.
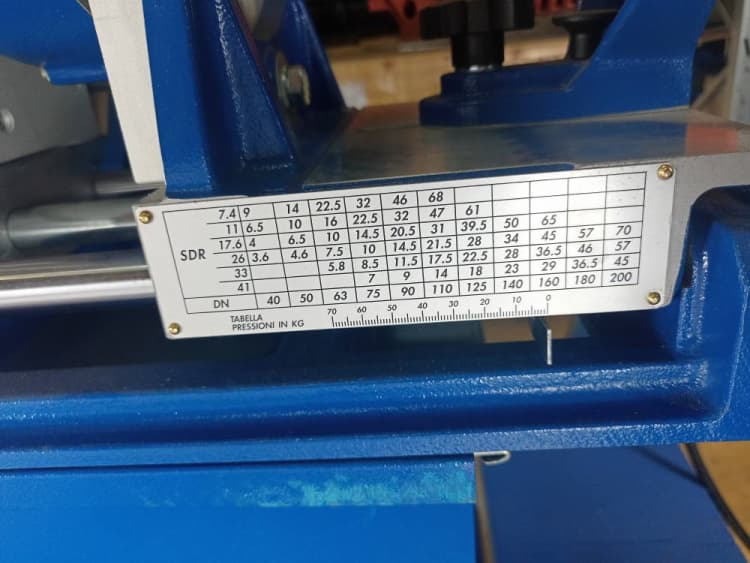
Фото сварочной таблицы пластиковых труб с металлическим указателем усилия
Сварочные таблицы к EURO 160 идут в комплекте с стыковым аппаратом
Номенклатура труб из термопластов - согласно действующим нормативным документам РФ:
- ГОСТ Р 18599-2001 ТРУБЫ НАПОРНЫЕ ИЗ ПОЛИЭТИЛЕНА. ТЕХНИЧЕСКИЕ УСЛОВИЯ
- Изменение № 1 к ГОСТ Р 18599-2001 ТРУБЫ НАПОРНЫЕ ИЗ ПОЛИЭТИЛЕНА. ТЕХНИЧЕСКИЕ УСЛОВИЯ
- ГОСТ Р 52134-2003 ТРУБЫ НАПОРНЫЕ ИЗ ТЕРМОПЛАСТОВ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ К НИМ ДЛЯ СИСТЕМ ВОДОСНАБЖЕНИЯ И ОТОПЛЕНИЯ.
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
- ГОСТ Р 51613-2000 ТРУБЫ НАПОРНЫЕ ИЗ НЕПЛАСТИФИЦИРОВАННОГО ПОЛИВИНИЛХЛОРИДА. ТЕХНИЧЕСКИЕ УСЛОВИЯ
Значения технологических параметров рассчитаны согласно рекомендациям DVS (Германия):
- DVS 2207-1 Сварка термопластов - Сварка нагретым инструментов труб, соединительных деталей и листов из ПЭ
- DVS 2207-11 Сварка термопластов - Сварка нагретым инструментов труб, соединительных деталей и листов из ПП
- DVS 2207-12 Сварка термопластов - Сварка нагретым инструментов труб, соединительных деталей и листов из ПВХ
- DVS 2207-15 Сварка термопластов - Сварка нагретым инструментов труб, соединительных деталей и листов из ПВДФ
Гарантия
- Фирменная официальная гарантия с момента покупки – составляет 2 года.
- Гарантия и постгарантийное обслуживание осуществляется в нашем авторизованном сервис центре
Стальная трубчатая рама с выдвижным ящиком для принадлежностей служит для цехового использования. Нижнее положение центратора на раме - для транспортировки или для полевой сварки. Центратор легко демонтируется с рамы и крепится к фанерному листу или к паллете для удобства работы на грунте.
Сварочный аппарат EURO-160 производства фирмы Tecnodue / Текнодуэ (Италия) известен в России под брэндом KWH-Tech (КВХ-Тех), также недолго поставлялся под брэндом Uponor (Упонор). С 2016г. поставляется напрямую от производителя.
DYTRON ST-160 универсальный аппарат для сварки пластиковых труб (D14952)
Характеристики: "DYTRON ST-160 универсальный аппарат для сварки пластиковых труб (D14952)"
| Категория | Механические аппараты |
| Применение | Раструбная сварка пластиковых труб / Стыковая сварка пластиковых труб |
| Материал труб и фитингов | ПП, ПЭ, ПВДФ, ПБ, ПНД, PPR, PP-ALUX, PP-FIBER |
| Диаметры раструбной сварки труб, мм | 110 / 40 / 50 / 63 / 75 / 90 |
| Тип привода | Механический (винт) |
| Процедура сварки встык | С низким давлением |
| Степень автоматизации | С ручным управлением |
| Угловая сварка, ° | Нет |
| Мощность электроторцевателя, Вт | 630 |
| Мощность нагревателя, Вт | 1200 |
| Установленная мощность, Вт | 1830 |
| Напряжение питания, В | 220 |
| Макс. рабочий диаметр аппарата, мм | 160 |
| Тип терморегулятора | Микропроцессор, ПИД |
| Диапазон настройки температуры, °C | 180-280 |
| Диаметры сварки в раструб, мм | 40-110 |
| Масса комплекта, кг | 65 |
| Класс оборудования | Профессиональное |
| Модель | ST-160 |
| Производитель | DYTRON |
| Страна производства | Чехия |
| Гарантия, мес. | 24 |
Описание товара "DYTRON ST-160 универсальный аппарат для сварки пластиковых труб (D14952)"
(Чехия) предназначен для:
- пластиковых (обычно полиэтиленовых) труб DN 40-160; пластиковых (обычно полипропиленовых) труб DN 40-110.
Для стыковой сварки – только прямые швы. Угловая сварка не предусмотрена.
Технические особенности аппарата
Привод центратора необычный. С одной стороны, это приводной винт с вытекающими удобствами (компактные габариты по сравнению с приводным рычагом).
- С другой стороны, ходовая резьба винта – двухзаходная, с высоким углом подъема. Большой угол подъема резьбы дает два непривычных эффекта.
- Во-первых, при вращении приводной рукоятки каретка перемещается необычно быстро.
- Во-вторых, если при сжатой пружине (когда торцы труб сведены, создано сварочное давление) отпустить приводную рукоятку, то каретка самопроизвольно и быстро отъезжает назад под действием пружины, а сварочное давление падает до нуля.
- Поэтому для фиксации положения рукоятки и созданного сварочного давления предусмотрена ручка-фиксатор.
- Расплата за такое ускорение – в ограничении усилия прижима торцов до 100 кг силы, рука нормального оператора не может создать большего усилия при таком редукторе.
- Этого усилия прижима абсолютно достаточно для раструбной сварки во всем диапазоне диаметров.
- А для стыковой сварки на больших диаметрах накладывает ограничения по толщине стенки труб, впрочем, совсем небольшие (см. сварочную таблицу).
В конфигурации для стыковой сварки центратор имеет парные хомуты, которые задают соосное положение свариваемых труб.
- Всё в соответствии с нормативными требованиями, как у "взрослых" гидравлических машин.
- Для раструбной сварки один из хомутов заменяется на т.н. универсальный зажим с синхронно сходящимися губками.
- Такой зажим фиксирует любой ПП фитинг любого производителя, с непредсказуемым наружным диаметром.
Нагреватель и электроторцеватель подвижно закреплены на специальном направляющем стержне и перемещаются по нему влево-вправо на линейных подшипниках.
- По мере необходимости наклоняются вперед в рабочую зону или откидываются назад.
- На нагреватель устанавливаются насадки раструбной сварки требуемого диаметра или плоские "блины" с тефлоновым покрытием для стыковой сварки.
- Несъемное крепление нагревателя и торцевателя на центраторе облегчает работу оператора при сварке, но увеличивает массу и без того тяжелого центратора.
- Двое рабочих легко переносят машину ST-160 по объекту за расположенные на торцах рукоятки, а один рабочий – ну только если очень сильный.
Комплектация ST-160
- Центратор с двумя неподвижными и двумя подвижными стальными хомутами для труб Ø160 мм;
- Редукционные вкладыши Ø 40, 50, 63, 75, 90, 110, 125, 140 мм;
- Универсальный зажим для фитингов, для раструбной сварки;
- Электроторцеватель – подвижно закреплен на центраторе;
- Нагреватель P-4a 1200W TW– подвижно закреплен на центраторе;
- Ключи для установки сварочных насадок и регулировок центратора;
- Плоские зеркала-накладки для стыковой сварки;
- Насадки для раструбной сварки DN 40, 50, 63, 75, 90, 110;
- Стальной чемодан для сварочных насадок и пр. принадлежностей;
- Комплект документации – паспорт/инструкция, сварочные таблицы.
Назначение аппарата
Сварочный аппарат ST-160 производства фирмы DYTRON (ДИТРОН)
Аппараты стыковой сварки пнд труб
Применение сварочных аппаратов стыковой сварки пластиковых труб ПЭ И ПНД
- Сварка труб [плоским] нагретым инструментом встык (академическое название), чаще называемая стыковой сваркой труб – один из трех методов сварки пластиковых труб с прочностью сварного соединения не ниже прочности свариваемых деталей (фактор сварки ≥1).
- Два других метода – раструбная сварка и электромуфтовая сварка.
- Сварка встык наиболее выгодна для напорных трубопроводов сравнительно больших диаметров, при их горизонтальном расположении, особенно при наличии длинных прямых участков.
- Поэтому наиболее часто применяется при монтаже наружных полиэтиленовых газопроводов и водопроводов. Для разветвления трубопровода используют литые или сварные фасонные изделия с трубными (не раструбными) концами.
- Стыковые аппараты для полиэтиленовых труб с равным успехом сваривают трубы из: ПП, ПЭ, ПЭ100, ПБ, ПВДФ и ПВХ.
- Однако для этих материалов более целесообразными чаще оказываются другие методы соединения.
Конструкция аппаратов для стыковочной сварки полиэтиленовых труб
Требования к сварочному аппарату стыковой сварки определены в ISO 12176-1 и идентичном ГОСТ Р ИСО 12176-1 и сводятся к следующему:
• фиксировать соосно (с нормативной точностью) подвижное и неподвижное свариваемые изделия;
• перемещать подвижное изделие с нормативной скоростью;
• контролировать усилие прижима торцов с нормативной точностью;
• торцевать изделий (выравнивать торцы) с нормативной параллельностью;
• обеспечить нормативную точность нагрева плоского нагревателя (т.н. сварочного зеркала), который в свою очередь обязан иметь антиадгезионное покрытие с шероховатостью не выше нормативной;
• иметь достаточную прочность конструкции, чтобы в любых режимах сохранить соосность свариваемых изделий в пределах допуска.

Состав стыкового сварочного аппарата полиэтиленовых труб ПНД и ПЭ Tecnodue:
- Электронный термостат (TLK-39 опционально)
- Цифровой термометр на зеркале
- Микроконтакт защиты сварочного торцевателя
- Ограничитель торцевателя для торцовки одной стороны пнд трубы
- Щелчковые редукционные вкладыши располагаются на центраторе (изготовлены из Силумина *) для крепления меньшего диаметра пластиковых труб (быстрый монтаж)
- Система подключения 3 хомута станка сварочного
- Система отрыва сварочного зеркала (применяется для отделки "прилипшего" нагревательного элемента от торцов труб)
- Гидравлическая станция с монометром, плавной регулировкой клапана и клапана байпас
- БРС влагозащищенный

Все продаваемые машины для стыковой сварки с автоматической центровкой соответствуют стандартам и соответствуют нормативным требованиям ( UNI 10565 и нормативным документам CE).
Требования ISO и ГОСТ жесткие, выполнять их – дорого, в реальности их выполняют считанные мировые производители оборудования.
Таблица подбора аппарата с гидравлическим приводом Tecnodue по диаметру трубы ПЭ
| Модель стыкового аппарата PT | Диапазон свариваемых диаметров полиэтиленовых труб, D / мм |
| PT 125 | 40-125 |
| PT 160 | 40-160 |
| PT 200 | 63-125 |
| PT 250 | 63-250 |
| PT 315 | 90-315 |
| PT 355 | 90-355 |
| PT 500 | 200-500 |
| PT 630 | 315-630 |
| PT 800 | 450-800 |
| PT 1000 | 630-1000 |
| PT 1200 | 630-1200 |
| PT 1600 | 1000-1600 |
Степень автоматизации стыковых сварочных аппаратов с гидравлическим и механическим приводом
- Согласно СП 62.13330 и ГОСТ Р ИСО 12176-1, аппараты для стыковой сварки полимерных труб могут иметь 3 основных степени автоматизации. В переводе с "бюрократического" языка на русский:
- "С ручным управлением", или "Низкая" степень автоматизации – когда оператор определяет сварочные параметры (температура, давление, время) по сварочной таблице, без всяких гаджетов, и вручную управляет аппаратом.
- "Средняя" – когда на аппарат установлен электронный навигатор-протоколер с обратными связями. Оператор вручную управляет аппаратом, но навигатор указывает оптимальные сварочные параметры и следит за их соблюдением. Затем сохраняет в памяти параметры сварочного цикла в виде протокола.
- "Высокая" – когда электронный модуль управления не только вычисляет оптимальные параметры и протоколирует сварочный цикл, но и непосредственно управляет исполнительными механизмами аппарата.
Таблица подбора по степени автоматизации гидравлического сварочного аппарата встык ПНД И ПЭ Труб TECNODUE
| Ручная автоматизация с низким давлением | Ручная автоматизация с высоким давлением | Средняя степень автоматизации с низким давлением | Средняя степень автоматизации с высоким давлением | Высокая степень автоматизации с низким давлением | Высокая степень автоматизации с высоким давлением |
| PT-160 | PT-160-HP | PT-1254-LDU | PT-200-CSE | PT-200-CSE | PT-1200-HP |
| PT-200 | PT-200-HP | PT-160-LDU | PT-160-HP-LDU | PT-315-CSE | |
| PT-250 | PT-250-HP | PT-355-HP | PT-200-HP-LDU | PT-500-CSE | |
| PT-315 | PT-315-HP | PT-500-LDU | PT-355-HP-LDU | PT-630-CSE | |
| PT-355 | PT-355-HP | PT-630-LDU | PT-500-HP-LDU | PT-800-CSE | |
| PT-500 | PT-500-HP | - | PT-630-РЗ-LDU | PT-1000-CSE | |
| PT-630 | PT-630-HP | PT-800-LDU | PT-1200-HP-LDU | PT-1200-CSE | |
| PT-800 | PT-1200-HP | PT-1000-LDU | - | PT-1600-CSE | |
| PT-1000 | - | PT-1200-LDU | - | PT-2000-CNC | |
| PT-1200 | - | PT-1600-LDU | - | PT-2000-CAR-CNC | |
| PT-1600 | - | PT-2000-LDU | - | ||
| PT-2000-CAR-CNC | - | PT-2000-HR-LDU | - | ||
| - | - | PT-2000-H-LDU | - | | |
| - | - | PT-2000-LDU | - |
Сертификат официального дистрибьютора Tecnodue
Механический аппарат EURO-160 для стыковой сварки

Аппарат EURO-160 – самый популярный среди механических аппаратов стыковой сварки пластиковых труб. Позволяет сваривать встык трубы из любых термопластов – ПНД, ПП, ПВДФ и даже ПВХ – с обеспечением 100-процентной прочности сварного шва. В комплекте аппарата EURO-160 – стол-рама из нержавеющей трубы с закрепленным выдвижным ящиком для принадлежностей. Стол-рама обеспечивает дополнительные удобства – нижнее положение аппарата (над выдвижным ящиком) удобно для транспортировки или для сварки труб в поле, верхнее положение превращает EURO-160 в удобный цеховой станок для сварки полиэтиленовых труб.
В конструкции станка EURO-160 есть все достоинства, позволяющие стыковую сварку труб не только из ПНД, но и из капризного ПВХ:
● Привод центратора – приводной рычаг, который быстро перемещает подвижную трубу. А сварочное зеркало, подвижно закрепленное на центраторе, убирается из зоны сварки быстрым коротким движением. Таким образом, фаза перестановки сокращается до минимума (не более 2 сек., как требуется для сварки труб ПВХ);
● Сварочное зеркало с трехслойным тефлоновым покрытием и с электронным терморегулятором поддерживает заданную температуру с высокой точностью, как требуется на станках для стыковой сварки труб ПВХ (см. Технологию стыковой сварки);
● Мощная станина центратора и конструкция хомутов с ребрами жесткости обеспечивают идеальную параллельность хомутов и точную соосность труб при создании сварочного усилия. С этой же целью сварочное усилие ограничено до 70 кгс;
● Конструкция запорных рукояток хомутов позволяет одним движением зафиксировать трубы и запереть хомуты.
Неудобства станка EURO-160:
● Приводной рычаг делает неудобным выполнение стыковой сварки пластиковых труб в узкой траншее;
● Конструкция и масса центратора, а также закрепленные на нем торцеватель и сварочное зеркало делают практически невозможной сварку труб на весу или сварку вертикальных стояков;
● Максимальное сварочное усилие 70 кгс накладывает небольшие ограничения на толщину стенки полиэтиленовых труб для стыковой сварки. Для сварки особо толстостенных полиэтиленовых труб придется использовать определенные технологические трюки.
Достоинства станка EURO-160:
● Точное соблюдение соосности труб при любом доступном сварочном усилии повышает качество сварного шва и позволяет использовать этот недорогой сварочный аппарат для самых ответственных работ.
● Все органы управления аппарата рассчитаны на простоту, интуитивность и скорость работы – быстрое запирание и открывание трубных хомутов, быстрое перемещение подвижной трубы приводным рычагом, быстрая установка торцевателя или сварочного зеркала в рабочее положение и такое же быстрое удаление их из зоны сварки. Одно удовольствие!
● Короткая фаза перестановки и точное поддержание температуры сварочного зеркала обеспечивают такое уникальное достоинство для оборудования стыковой сварки, как сварка труб ПВХ с обеспечением прочности сварного шва не ниже прочности исходной трубы;
● Стол-рама из нержавейки делает станок удобным для стыковой сварки труб как в полевых, так и в цеховых условиях, а также обеспечивает сохранность аппарата при транспортировке;
● Большая популярность и огромные объемы продаж (производства) аппарата EURO-160 во всем мире позволили фирме KWH снизить его себестоимость, что обеспечило аппарату непобедимое соотношение цена/качество;
● Несмотря на огромное количество проданных аппаратов EURO-160, наш сервис-центр совершенно не получает обращений по их ремонту.
Технические характеристики:
| Наименование | EURO 160 |
|---|---|
| Артикул | EU160 |
| Диаметры сварки встык, мм: | 40-160 |
| Питание, В | 220 |
| Установленная мощность, Вт | 1510 |
| Масса стандартного комплекта, кг | 51 |
| Транспортные габариты, см | 60х58х78 |
Комплект поставки станка EURO-160
● Центратор с механическим приводом;
● 2 хомута внутренним диаметром 160 мм;
● 2 упора для труб Ø160 мм;
● Сменные редукционные вкладыши для хомутов и упоров центратора – Ø40, 50, 63, 75, 90, 110, 125, 140 мм;
● Электрический торцеватель, подвижно закрепленный на центраторе;
● Сварочное зеркало с электронным регулятором температуры и качественным трехслойным тефлоновым покрытием. В рабочем положении подвижно закреплено на центраторе;
● Подставка сварочного зеркала. Позволяет по желанию оператора не устанавливать зеркало на центратор, а установить на зеркало подставку;
● Ключи – внутренние шестигранники для всех рабочих регулировок станка;
● Инструкция / Паспорт.
Читайте также: