Сварка меди угольным электродом
Обновлено: 17.05.2024
Мир сварочных технологий очень широк и разнообразен. Чтобы получать привлекательный результат, нужно знать все о каждом варианте отдельно. Хороший специалист обязан, в частности, представлять еще и процесс сварки угольным электродом, его тонкости и нюансы.
Особенности
Сварку угольным электродом изобрел наш соотечественник — Н. Н. Бенардос в 1882 году. Его разработка сразу получила патент во многих иностранных государствах. Любопытно, что сам изобретатель называл свое детище «электрогефестом», что содержит явную отсылку к древнегреческим мифам. Для изготовления современных электродов применяют специальный материал — аморфный электротехнический уголь. Нормальную работу обеспечивают только те варианты, которые не имеют каналов внутри.
Стоит учитывать следующие нюансы:
- очень малую разницу между точками кипения и плавления (3800 и 4200 градусов соответственно);
- непригодность для работы в режиме обратной полярности (он крайне неустойчив);
- сравнительно низкий (в сопоставлении с металлическим плавким электродом) КПД;
- высокую чувствительность дуги к внешним воздействиям, в том числе и к магнитным полям.
Минусы такой сварки, однако, компенсируются:
- пригодностью угольных электродов при резке и пайке;
- широким разнообразием самих сварочных режимов;
- пригодностью для обработки самых разных металлов, включая особо тугоплавкие разновидности сплавов.
Разновидности электродов
Круглые
Простой «круглый» тип может применяться неограниченно широко. Сечение стержня составляет от 3,2 до 19 мм. Есть еще так называемые «круглые бесконечные» электроды. Конечно, они имеют строго ограниченные размеры. Однако экономичность полностью оправдывает основное название.
Диаметр «бесконечных» элементов варьируется от 8 до 25 мм. Чаще всего их используют при сварке с помощью специальной машинки. Оба варианта приемлемы для «простых» сварочных работ. Впрочем, любые виды угольных моделей за счет своей неплавкости расходуются мало.
А еще есть несколько видов таких электродов, которые заслуживают отдельного разбора.
Полукруглые
Электрод в форме полукруга обычно имеет диаметр от 10 до 19 мм. Такие изделия часто рекомендуют, чтобы нарезать металлические заготовки. Именно полукруглые электроды используют большинство самодеятельных и профессиональных сварщиков. Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.
Прямоугольные
Их еще иногда называют плоскими — но не все так просто. Когда торговцы говорят слово «плоский», они могут подразумевать еще и квадратное сечение. Размер сечения колеблется от 8 до 25 мм. Чаще всего такие инструменты применяют, когда надо заделать дефект на стальной отливке. Для других целей их используют редко.
Полые
Нечасто можно встретить и такой вид электродов. Их типичный размер составляет от 5 до 13 мм. Именно подобное решение подойдет для формирования U-образных линий канвы. Также полые конструкции отлично применяют при вакуумной сварке. Давление в рабочей камере при этом не должно превышать 665 Па.
Подготовка
Металл перед угольной сваркой нужно тщательно подготовить. Любые поверхности зачищают основательно. Если есть существенные неровности, их придется зашлифовать. Силу тока надо настраивать очень тщательно. Она должна строго соответствовать диаметру применяемых электродов.
Горелку и все шланги обязательно очищают, приводят в порядок. Каждый сварщик лично осматривает все используемое оборудование. При обнаружении сколько-нибудь существенных неполадок их надо устранить. Если этого сделать нельзя, придется остановить работу и воспользоваться услугами по капитальному ремонту. Нельзя заниматься сваркой в неудобных тесных условиях (впрочем, это относится не только к использованию угольных электродов).


Технология
Сварка медных проводов в домашних условиях возможна как на переменном, так и на постоянном токе. Его напряжение составляет 12-36 В. Обязательное требование — возможность регулировать ток. Подобным требованиям отвечает основная масса сварочных инверторов. Но наилучшим вариантом все равно остается специализированная модель, предназначенная для электриков.
Мощность такой аппаратуры для сварки медных проводов колеблется от 1 до 1,5 кВт. Мощность можно понизить до 30 или поднять до 120 А. Такая техника легче типового инвертора и относительно компактна. Края сварочных кабелей оборудуются особым держателем под угольные электроды. Впрочем, когда уже есть подходящий типовой инвертор, специальный аппарат покупать необязательно.
Заменить стандартный держатель электрода способен всякий мощный зажим, надо лишь изолировать ручки.


В некоторых случаях применяют точечную контактную сварку (продолжительностью не более 2 секунд). Соединение бытовых проводов возможно при помощи простого трансформатора мощностью 0,5 кВт. Напряжение на вторичной обмотке должно варьироваться от 12 до 36 В. Именно к этой обмотке подключают держатель для электрода и проводов. Опытным путем было выяснено такое оптимальное значение силы тока:
- 2 жилы по 1,5 кв. мм – 70 А;
- 3 жилы того же сечения — 80 А;
- 3-жильный кабель на 2,5 кв. мм – от 90 до 100 А.
Подавать ток от 100 до 120 А нужно, чтобы сварить четырехжильный провод сечением 2,5 кв. мм. Но это правило работает не всегда. Каждый производитель может добавлять в продукцию свои особые примеси сообразно рецептуре. Это прямо влияет на теплопроводность и на электрические свойства материала. Точно подобрать параметры работы можно путем экспериментов с отрезами.
Изоляцию следует снимать осторожно. Жилы не должны быть повреждены. Перед скручиванием их стоит зачищать наждаком и снимать жир ацетоном. Торцам скруток следует придавать плоскую форму. Передержка дуги крайне вредна, она может привести к пережогу меди.


Сварку меди своими руками можно выполнять только на постоянном токе прямой полярности. Использование обратной полярности грозит не просто неустойчивым горением, но и быстрым исчерпанием ресурса графитового электрода. Важно: полярность сварочных машин проверяют всякий раз перед запуском. Часто перемагничивание обесценивает маркировку, сделанную на заводе. Рекомендуется применять для работы с медью угольные электроды.
Оптимальная длина электрода составляет от 0,12 до 0,15 м. Слишком длинная рабочая часть наращивает омическое сопротивление. Он перегреется и быстрее сгорит. Чтобы сэкономить время при перестановке электродов и сократить их нагрев рекомендуется затачивать эти инструменты. Сильно выгоревший или перегревшийся электрод не вытаскивают, просто разворачивают держатель.


Знатоки советуют использовать пару параллельно подсоединяемых держателей. В результате надежно предотвращается чрезмерный разогрев как самих держателей, так и электродов. Металл присадки — в идеале бронза БрОФ9-0,3. Несколько худших механических параметров можно достичь при помощи БрКМ2З-1, меди М1. Но БрКМ2З-1 отлично проявляет себя при приварке вспомогательных деталей и наваривании металла.
Иначе поступают при сварке свинца. Общее то, что нежелательно применять ток обратной полярности. Кромки зачищают до блестящего состояния. Ширина зачищаемой полосы — минимум 0,03 м от границ швов. Для двусторонней сварки изделий толщиной не более 0,01 м скосы можно и не делать.
С помощью угольных электродов можно выполнить сварку тонкого металла. Работать придется максимально быстро. Никаких норм для траекторий движения нет — что поможет ускорить работу, то и правильно. Чрезмерно нагревать тонкий металл нежелательно.
Требуется варить на малых токах и создавать короткую дугу.



Вот еще несколько рекомендаций:
- заботиться об отводе тепла и использовании подкладок;
- располагать листы без зазоров;
- делать короткие прихватки через 0,07-0,1 м;
- использовать струбцины и прочие приспособления.
О том, как сваривать угольным электродом, смотрите в следующем видео.
Сварка меди угольным электродом
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода. При обратной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию. После запуска сварочной машины необходимо проверить ее полярность, не доверяясь маркировке на главных зажимах, так как генераторы часто перемагничиваются.
Каждый сварщик должен уметь определять полярность машины. Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Таблица 15. Диаметр присадочных прутков для сварки меди угольным электродом
Угольные электроды применяются круглого сечения, а графитовые — прямоугольного или квадратного и реже круглого сечения. Длина электродов может быть различной и зависит главным образом от площади их поперечного сечения, а также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При слишком большой длине рабочей части возрастает омическое сопротивление электрода, что вызывает его перегрев и быстрое сгорание.
В целях экономии времени на перестановку электродов в держателе, а также меньшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания или чрезмерного нагрева одного конца электрода держатель поворачивается, и сварка производится другим концом.
При сварке угольной дугой целесообразно применять два параллельно подключенных электрододержателя, что дает возможность избежать перегрева электрода и держателя, так как сварка в этом случае производится попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой широкое применение получила бронза марки БрОФ9-0,3, как обеспечивающая высокие механические свойства сварного соединения; худшие результаты дает применение бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в которых требуется высокая механическая прочность и плотность сварного шва, должны выполняться с присадкой марки БрОФ9-0,3. Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Сварка контактов тока проводящих шин выполняется с присадкой марки M1, так как в этом случае металл шва мало чем будет отличаться от основного, что имеет большое значение для электропроводности.
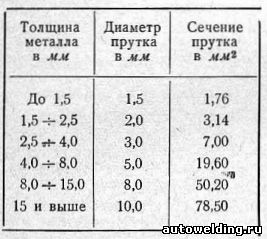
На качество сварного соединения оказывает существенное влияние сечение присадочного прутка, которым выполнялась сварка. При больших сечениях прутка возможен непровар кромок, а при малых — пережог наплавленного и основного металла.
Выбор диаметра прутка зависит от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются диаметры прутков в зависимости от толщины свариваемых деталей (табл. 15).
Там же рекомендуется пользоваться следующими формулами: для малой толщины (до 4 мм)
для большой толщины (больше 4 мм)
где d — диаметр присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутков может быть различной: для литых — не менее 300 мм; для проволоки — порядка 450—500 мм.
Применяемые прутки перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, иначе неизбежно появление пор в металле шва.
В процессе сварки необходимо следить, чтобы флюс полностью расплавлялся и не оставался в металле шва, а равномерно покрывал Шов и околошовную зону на расстояние не менее 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной постоянной и не может быть заранее задана для всех случаев сварки. Сварочный ток колеблется в значительных пределах и определяется в зависимости от толщины и размеров свариваемых элементов, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика. В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутков, рекомендуемые в литературе, приведены в табл. 16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону снижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 16. Режимы для ручной сварки меди угольным и графитовым электродом
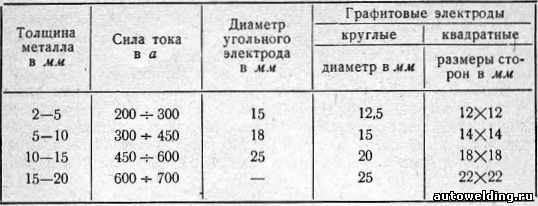
Таблица 17. Режимы сварки меди встык угольной дугой

Приемы сварки стыковых швов. Сварка стыковых соединений может быть выполнена только в «нижнем» положении или при небольшом угле подъема — до 15—20° с обязательной подфор-мовкой вершины шва и предварительным местным или общим подогревом до температуры 250÷350° С. Сварку необходимо выполнять длинной дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинной дугой, следует увеличивать ее мощность, так как с увеличением длины дуги растет напряжение на ней, а мощность находится в прямой зависимости от напряжения. При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
Углекислый газ нерастворим в меди; находясь под высоким давлением, он разрывает металл, образуя крупные и мелкие межкристаллические трещины. При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение. Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.
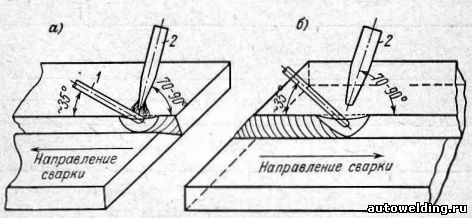
Рис. 21. Схема сварки:
а — „левая" сварка; б — „правая" сварка. 1 — присадка; 2 — угольный (графитовый) электрод.
Несмотря на то, что «правая» сварка в сравнении с «левой» сваркой имеет некоторые преимущества, например наиболее эффективное использование тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что повышает скорость сварки на 20—25%, в практике наиболее широко применяется «левая» сварка.
При «левой» сварке сварщику лучше наблюдать за процессами, происходящими в сварочной ванне; держа присадочный пруток в левой руке, сварщик его концом может легко удалять с поверхности жидкого металла окислы и шлаки.
В процессе сварки дугу необходимо направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать небольшие петлеобразные движения электродом. Конец присадочного прутка должен быть погружен в сварочную ванну и должен расплавляться под действием теплоты металла ванны и дуги. По мере расплавления присадка подается в сварочную ванну; одновременно с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, возможно окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть такой, при которой свариваемые кромки только слегка оплавляются по поверхности, а жидкий металл во время сварки не должен забегать на холодный основной металл. Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом качественно не представляется возможным. Хорошее качество сварки может быть получено только при положении шва «в лодочку».
При сварке угольная дуга легко отклоняется от своей продольной оси под действием магнитных полей. Особенно это проявляется, когда сварка ведется на больших силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться специальные держатели с соленоидом.
Эти держатели практического применения не находят, так как вес держателя увеличивается, и сварщик быстрее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено путем изменения наклона электрода и места подключения обратного провода. Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Источник: "Электрическая дуговая сварка меди", А.И. Мальмстрем. Машгиз, 1954
Сварка меди: особенности и технология


Стоит сразу оговориться, что сварка меди достаточно близка со сваркой её сплавов. В различных источниках эти термины даже употребляются как синонимы. Температура плавления меди составляет 1080-1083 градуса (колебания обусловлены, видимо, допустимым по стандарту вхождением примесей). Когда металл прогрет до 300-500 градусов, он становится ломким (профессионалы именуют это свойство горячеломкостью). В расплавленном состоянии медь начинает поглощать водород и кислород.
Тем не менее, эти трудности успешно преодолевают многие сварщики. Отлажено использование газовой сварки. А вот применение покрытых электродов не рекомендуется — оно неизбежно ведёт к засорению свариваемого металла.
Поскольку медь очень хорошо проводит тепло, её надо варить на больших токах. Это тоже создаёт известные затруднения при работе в домашних условиях.
Образование закиси меди в процессе работы заставляет действовать быстро. Поэтому сварщика ничто не должно отвлекать. Браться за дело имеет смысл тогда, когда уже есть определённый опыт.
Среди цветных металлов чаще всего приходится сваривать медь с алюминием. Но в этом случае вероятно появление промежуточной фазы, отличающейся особой хрупкостью.


Важно позаботиться, чтобы медная поверхность лучше смачивалась алюминием. Довольно часто приходится также сваривать медь со сталью (в обиходной речи — с железом). Для успеха требуется только прогреть металл до нужной температуры. На крупных производствах иногда применяется сварка взрывом, но по понятным причинам для рядового сварщика это недоступно. Красную медь со сталью обычно соединяют электродуговым способом с использованием металлических электродов.
Способы
Широкое распространение получила сварка меди инверторными аппаратами. Угол наклона при этом не должен превышать 20 градусов, работу ведут с перерывами. Инвертор должен выдавать постоянный ток. В промежутках между созданием отдельных участков (длиной не более 40 мм) поверхность металла остынет сама. Стоит учесть, что электрод должен быть всё же покрыт защитной оболочкой.
Но она подбирается с таким расчетом, чтобы минимизировать окисление шва и создание пористых участков. Применяются проволочные стержни.
В некоторых случаях также используют медно-кремниевый или медно-марганцевый сплав. Подаётся постоянный ток обратной полярности.
Темп работы может достигать 15 м за час, определяется силой тока и диаметром применяемой проволоки.
Толстую медь рекомендуется остужать и зачищать послойно перед созданием каждого следующего шва. А вот мелкие и средние конструкции правильнее соединять за один подход, так выйдет гораздо качественнее и быстрее. Чтобы сократить риск формирования трещин, швы наносят обратно-ступенчато. Треть длины обрабатывают после наплавления с противоположной стороны.
Иначе поступают при инверторной сварке. Тогда работают в нижнем положении. Для улучшения качества шва его обстукивают кувалдой либо молотком. Повысить надёжность установки помогают стальные подкладки. В целом инверторное соединение меди весьма стабильно. Стоит учесть, однако, что проволочные присадки, повышая прочность материала, понижают его пластичность.
Индустриальное предприятие, которое имеет крупные заказы, закономерно применяет полуавтоматы или даже автоматы. Для маленьких соединяемых участков стараются использовать неплавкие электроды и специально подобранные флюсы. До сварки меди полуавтоматом нужно обязательно зачищать кромки. Фаскосниматели пускают в ход, когда приходится обрабатывать большие детали. Технологические зазоры при обработке толстых и крупногабаритных медных деталей не требуются.


Большие части не получится соединить без заблаговременного прогрева. Полость должна быть подогрета до 250 градусов. Используют тонкую сварочную проволоку.
Прочность соединения определяется выбором флюса и проволоки. Но на неё влияет также химический состав свариваемых изделий.
Иногда медь варят и аргоном. Профессиональные сварщики вообще полагают, что это один из лучших методов. Аргонные швы могут быть применены и на декоративных изделиях. Для работы на постоянном токе используют вольфрамовые электроды. Подавая переменный ток, можно легко обработать алюминиевую бронзу.
Однако тут есть несколько тонкостей:
толстые изделия соединяют иногда и без присадочных проволок;
горелку водят в режиме совершения зигзагообразных колебаний;
бороться с прожогами тонких элементов помогает сварка короткими швами с постепенным отводом горелки.
В ряде случаев применяют угольные электроды. Но это решение подходит только для второстепенных конструкций. При этом толщина обрабатываемых частей не может превышать 15 мм. Для работы с более крупными изделиями нужны присадки на основе графита.


Специалисты советуют применять постоянное прямое напряжение в длинной дуге.
При сварке медных листов их раздвигают под определённым углом. Рекомендуемый зазор составляет 2-2,5% по отношению к величине шва. Но иногда листы не раздвигают. В этом случае их предварительно прихватывают короткими швами. Для этой работы используют более короткие, чем обычно, электроды.


Выбор припоя
Варить медь плавящимися при высокой температуре припоями нерационально. Эти материалы могут прожечь медный слой. Более привлекательны мягкие (низкой прочности) припои с низкой температурой плавления. Твёрдые вещества пригодны разве что для толстостенных труб и тому подобных изделий. Но их выбор — это уже прерогатива профессиональных сварщиков.
Варка медных труб для газораспределительных сетей должна производиться с помощью содержащих серебро припоев. Такие составы гарантируют отличную прочность шва. Он будет нейтрален к вибрациям, что особенно важно для сетей на промышленных объектах, вблизи транспортных магистралей. Сопротивляемость вредным воздействиям изнутри и снаружи также будет на высоте.


Для работы с медью и сплавами на её основе вполне могут применяться медные сварочные прутки. Неплохим выбором могут стать и латунные модели. Ручная дуговая сварка, как и при работе со сталью, ценится прежде всего за высокую производительность. Для медных изделий толщиной от 6 до 12 мм рекомендуется V-образная разделка. Общий угол разделки кромок составляет от 60 до 70 градусов.
Планируя сделать подварочный шов с противоположной стороны, стоит сократить этот угол до 50 градусов. А вот зазор делать нужно при любой возможности. Отказ от него сильно повышает риск перегрева листов.
Увеличивается опасность возникновения горячих трещин. Если металл толще 12 мм, требуется использовать Х-образную разделку.
Иногда это невозможно, и приходится использовать V-образную разделку. Надо чётко понимать, что такой режим увеличивает затрату ресурса электрода и длительность сварки более чем на 40%. Ручную дуговую сварку ведут постоянным током обратной полярности. Переменный ток применяют лишь тогда, когда в составе покрытия электрода присутствует железо. Силу тока поднимают сверх обычного показателя как минимум на 40-50%.
Стоит учитывать высокую вероятность образования оксидов. Особенно велика опасность там, где действует самая высокая температура. Перед работой нужно проверять соответствие медных изделий установленным ГОСТ и техническим условиям. Сварочную проволоку до начала работы надо очищать путём травления. Высота прихваток допускается не более трети от глубины разделки или шовного катета.
Контроль качества
Проверка сварных соединений на дефекты производится в соответствии с ГОСТ 3242-79. Запрещается приёмка изделий, в которых отклонения от сплошной геометрии либо от заданных размеров превышают 0,1 мм. Под запрет попадает также поверхностное окисление металла на всех участках, подвергавшихся плавлению. При радиационном контроле отклонения от нормы составляют 0,5-10% измеряемой величины (в зависимости от нюансов методики). Для контроля качества также могут использоваться:
поверхностный технический осмотр.
О том, как варить медь аргоном, смотрите далее.
Сварка медных проводов: разбираемся в технологии

Сварка медных проводов является наиболее надежным и оптимальным способом соединения, хотя и требует определенных навыков. Выполнять эту процедуру необходимо с использованием специального оборудования, в противном случае соединение будет или ненадежным, или не получится вовсе.
Несмотря на эти особенности, сварка провода из меди не составит большого труда. В нашей статье мы расскажем о том, что необходимо для ее осуществления, разберем преимущества сварки перед другими методами и подробно опишем сам процесс.
Преимущества сварки медных проводов над другими способами соединения
Если обратиться к Правилам устройства электроустановок (пункт 2. 1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)

Есть множество способов скрепить кабели, но для сохранения проводимости контактов и прочного и долговечного соединения используется метод сварки проводов. Только он гарантирует отличное сочленение и длительную эксплуатацию при отсутствии какого-либо дополнительного обслуживания.
Для сравнения приведем примеры других соединений и определим преимущества сварки:
- Пайка не очень долговечна и подвержена разрушению, так как при этом способе присутствует припой (третий металл), как правило, более легкоплавкий и рыхлый по структуре. Вследствие химических реакций на границе между двумя сплавами происходит постепенный износ и повреждение металла.
Если в качестве критерия брать трудоемкость процесса и его длительность, то пайка дает результат не хуже, чем сварка. Работу предваряет зачистка концов, использование флюса, прогревание. Сварка угольным электродом занимает всего пару секунд.
- Клеммники и обжимы. Этот способ не такой идеальный, как сварка. Это объяснимо, поскольку основным материалом для проводников является медь – довольно пластичный металл без необходимой упругости. При сварке проводов металл как бы «вытекает» из-под нагрузки, от этого не защищают даже гровер-шайбы. И при использовании специальных, глубоко подпружиненных самозажимных клеммников площадь контактной поверхности останется небольшой. Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
- Скрутка. Этот способ не предусмотрен в ПУЭ, следовательно, запрещен. Он может применяться только как временное соединение перед самой сваркой медных проводов.
- Опрессовка. Метод дает на выходе неразборное соединение, которое по качеству практически сопоставимо со сваркой, однако процесс выходит более затратным. Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Так в чем же преимущество соединения проводов сваркой?
Прежде всего, после сварки получается монолитная комбинация кабелей, поэтому говорить о «контакте» мы уже не можем. Границ проводников больше не существует, и электрический ток, соответственно, проходит через однородный металл.

Кроме этого, сопротивление такого соединения минимально, следовательно, почти не выделяется теплоты.
В результате оплавления может образоваться утолщение, что даст температуру при максимальном токе даже ниже, чем в варианте с подводящими проводниками. Этому также способствует и отсутствие очень плотной изоляции.
Следующий фактор – отсутствие большой ослепительной дуги при сварке скруток медных проводов, если она осуществляется на переменном токе или пониженном напряжении. Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Сварка сталей имеет токи большие, чем при сварке скруток, поскольку медь и алюминий плавятся при более низких температурах, а дуга и брызги металла существенно уменьшаются.
Это вовсе не значит, что средства защиты не нужно использовать. Защитные очки и огнеупорные подкладки необходимы, но сами меры безопасности будут проще, чем, например, при сварке сталей.

Ну и, наконец, для предотвращения окисления проводников в процессе сварки, в том числе алюминия, имеется особый флюс «ВАМИ». Для меди обычно используют буру. Скрутка опускается в углубление с флюсом, сделанное в угольном или углеграфитовом электроде.
Выбор аппарата для сварки медных проводов
Как выбрать правильный аппарат для сварки медных проводов? Обычно используется любой генератор тока: инвертор, выпрямитель или трансформатор. К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
Инвертор
Современные инверторы имеют ряд серьезных преимуществ:
- могут сваривать провода любого сечения;
- им не страшны скачки напряжения в сети, существенно снижен риск «залипания» электрода и пережога медных скруток;
- существуют более простые модели с силой тока до 150–200 А;
- созданы для работы от стандартной электрической сети (без трехфазного тока).
Инвертор проще в работе, чем трансформатор. При процессе сварки постоянным током прямой полярности минус подключается к медному проводу, который нужно сварить, а плюс – к держателю электрода.
Трансформатор
Аппараты предыдущих поколений слишком громоздки и неудобны в транспортировке, но их плюс в том, что они могут создавать ток до 400 А. Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Подключается трансформатор, как и инвертор: минус – на скрутку, плюс – на электрод. Хотя у этих аппаратов неплохая производительность, в процессе они нагреваются и сильно гудят, поэтому требуют периодического отключения для остывания. Также при включении они влияют на напряжение в сети, которое потом стабилизируется. Это необходимо учитывать при выборе работ с данным прибором.
Сварочный аппарат можно сконструировать и на основе понижающего трансформатора, имеющего мощностью до 150 А и напряжение в диапазоне от 12 до 38 В, на него наматывается необходимое количество витков кабеля. Это число рассчитывается при помощи таблиц. Для стабилизации дуги в электрическую схему также включается диодный мост. Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Необходимые электроды для сварки медных проводов
Когда речь идет о сварке медных проводов, то нужно подбирать нужные электроды, для конкретного случая это будут графитовые или угольные.
При сварке в домашних условиях можно использовать стержни батареек либо щитки коллекторных двигателей, а также любые подобные изделия, сделанные из графита.
Графитовые стержни достойно заменят магазинные электроды, но имеется один нюанс: на них нет медного покрытия. Для решения этой проблемы нужно просто доработать держатель. Для этого применяют зажим «крокодил» и для самого электрода, и для соединения массы. Эти предметы не настолько габаритные, как, например, штатные, поэтому можно работать в распределительных щитках. Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.

Угольные и графитовые электроды имеют один общий параметр: их температура плавления в 4 раза выше порога плавления меди. Именно поэтому расход электродов при сварке минимален. Это большой плюс.
Обязательно нужно учитывать, что электрод нагревается до высокой температуры молниеносно, поэтому можно перегреть материал, который вы свариваете, а из-за этого пострадает изоляция в самом кабеле. Сварщик обязан знать эти моменты, чтобы при монтаже электропроводки не случилось никаких аварий.
При положительной схожести угольных и графитовых стержней в процессе монтажа проводки они обладают разными характеристиками:
- Основное различие – их стоимость. Графит более доступен.
- Отличия по цвету: угольный стержень черный, графитовый – имеет темно-серый металлический оттенок.
- Использование угольного электрода при сварке требует от мастера достаточного опыта и навыка такой работы, поскольку дуга от стержня из угля имеет очень высокую температуру, из-за которой может повредиться свариваемая скрутка. С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
- Для инверторного аппарата, оснащенного регулятором силы тока, лучше всего подойдут графитовые стержни. К тому же квалификация мастера может быть невысокой при работе с ними. Графит также дает большую прочность соединению, сопротивляемость окислению, да и качество сварки гораздо лучше, чем с применением угля.
Технология сварки медных проводов
Техника безопасности при сварочных работах очень важна. Их необходимо проводить в защитной маске либо в очках, специальной одежде и рукавицах. Помните, что можно обжечься металлом и его брызгами, повредить глаза («наловить зайчиков»).
В домашних условиях инверторная сварка медных проводов требует использования угольных либо графитовых электродов. Как говорилось выше, в качестве электрода можно использовать и угольный стержень от отработавшей батарейки.
Для более точного ориентирования представляем рабочий диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Медь, которая используется при изготовлении электрических проводов, всегда имеет разный состав и качество. Эти параметры и определяют подходящий режим сварки. Как понять, что выбран оптимальный режим? Убедитесь, что электрод не прилипает к месту сварки, а дуга устойчива. Если уже имеется опыт в сварочных работах, то данные параметры вполне можно соблюдать.
Как проходит сварочный процесс:
- С медного кабеля снимается оболочка изоляции (примерно 7–10 см).
- Многожильные провода скручиваются (процесс скрутки).
- Скрутка подрезается, образуя ровный срез. Нужно оставить длину примерно 5 см.
- На скрутке крепится зажимной механизм из меди для отведения избыточного тепла, устанавливается заземление.
- Срез скрутки подносится к электроду.
- Сварка завершена, когда на конце проводов появляется расплавленный медный шарик, на это уходит порядка 1-2 сек.
- Сварку останавливают, чтобы не повредить изоляционный материал.
- Остывшие концы электропроводки изолируются изолентой или термоусадочной трубкой.
Обратите внимание на то, что, кроме прочего, также необходимо вовремя менять сварочный медный наконечник, который фиксирует электрод в процессе сварки. Его основная задача – подавать электрический ток на электрод. Его состояние будет отражаться на качестве сварочного шва: внутри наконечника есть отверстие, которое и должно хорошо удерживать стержень. К сожалению, оно достаточно скоро утрачивает свои свойства при частых сварках. Сварочный наконечник из меди также быстро изнашивается и чаще всего требует замены.
Сварка медных проводов ручным дуговым способом – пожалуй, самый надежный метод и наиболее качественный вид соединения. Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка угольным электродом

Угольные электроды в сварочных работах применяются редко, но отказаться от них полностью профессионалы пока еще не готовы. Один из самых старых способов соединения металла обладает важными преимуществами по сравнению с металлическими аналогами.
Электродуговая сварка угольным электродом относится к числу самых старых способов соединения металлов. Она была изобретена еще в 1882 году. Автором разработки стал русский инженер Николай Бернардос. Со временем угольные стержни уступили свое место металлическим и на сегодняшний день применяются очень редко. Однако отказываться от них полностью пока еще рано.
Разновидности и их свойства
Угольный электрод – это изготовленный из угля твердой марки расходный материал. В его составе имеются добавки, определяющие характеристики сварочного стержня. Чтобы состав держал форму и мог использоваться в работе, в смесь добавляется смола.
Электроды угольные подходят для работы со всеми металлами, начиная от тугоплавких и заканчивая материалами с небольшим удельным весом, с большим количеством пор. Диаметр стержней варьируется в широком диапазоне значений – от 1,5 до 25 мм. По длине они тоже очень отличаются. Самый короткий электрод по длине достигает всего 25 мм, а самый длинный – 300 мм. Расходники такой большой длины востребованы для сваривания швов в труднодоступных местах. Электроды отличаются и формой. Они бывают круглыми, прямоугольными, полыми или полукруглыми.
Для работы специалисты наиболее часто применяют круглые и полукруглые, которые являются оптимальным выбором для формирования сварного соединения стандартной конфигурации. Прямоугольные являются идеальным вариантом в случаях, когда требуется устранить изъяны на металлической поверхности. С помощью полых электродов можно создать в месте стыка канавку в форме буквы «U».
Кроме обычных в арсенале сварщиков есть и омедненные угольные электроды. Они применяются для придания прочности сварному соединения и создают на поверхности стыка медное покрытие в виде напыления. Остальные эксплуатационные показатели данных расходных материалов ничем не отличаются от обычных.
Особенности процесса
От металлических угольные электроды отличаются тем, что принадлежат к группе неплавких расходных материалов. Они не растворяются в массе расплава, а их состав не пополняет сварочную ванну. Стержни исполняют роль проводника электрического тока. При замыкании электрической цепи стержень быстро греется и достигает высокой температуры. Предел составляет 4200 градусов. При таком нагреве уголь закипает.
Особенности материала ограничивают выбор параметров для использования сварочных электродов. Работать с ними можно только при постоянном токе, а подключение должно быть прямой полярности. То есть минусовая клемма должна быть подключенной к электроду, а положительная – к массе (металлическая поверхность соединяемых деталей).
Работая с угольными расходными материалами, сварщик использует присадки. Формировать сварочный шов можно такими способами:
- справа-налево. Присадочный элемент перемещается спереди электрода;
- слева-направо. Присадки идет сразу за электродом.
Как показывает практика, второй способ позволяет эффективнее использовать тепловую энергию. В результате работы выполняются быстрее. Тем не менее специалисты чаще прибегаю к способу формирования сварочного шва справа-налево, поскольку он привычней.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Практикуется использование угольных электродов без присадки. Такая потребность возникает, например, во время отбортовки тонких металлических листов или при сварке угловых соединений. Более того, если применять угольные расходные материалы без присадок для сварки тонких металлических материалов, то производительность выше по сравнению с иными электродами.
Применение в домашних условиях
В небольших мастерских, дома, на станциях технического обслуживания угольные электроды тоже применяются. Для этого достаточно иметь обыкновенный аппарат электрической дуговой сварки. В силу небольшой теплопроводности угольного стержня сварочная дуга образуется при небольшой силе тока – достаточно 3-5 ампер. Такая дуга может достигать длины 3-5 сантиметров. Электрод не залипает и медленно испаряется. Поэтому формировать дугу по направлению стыка довольно просто.
Используя угольные электроды, любители быстрее осваивают навыки работы с тонкостенными листами, металлическими пластинами, проводами разного сечения – всеми теми материалами, где требуется «тонкий подход». Выполнять работы домашним мастерам рекомендуется в закрытых приспособленных помещениях, но не на улице. Дело в том, что угольная дуга очень чувствительна к магнитному излучению, сторонние газы и, главное, на дуновения ветра.
Опытные специалисты с целью экономии расходных материалов советуют прибегнуть к небольшой хитрости. Если электрод заточить с двух сторон, то его можно использовать, переворачивая. То есть, когда один край перегрелся, держатель поворачивается на 180 градусов и можно продолжить работу другой стороной электрода. К тому же не придется расходовать время на замену стержня.
Графитовые и угольные электроды годятся для сваривания медных шин на трансформаторных подстанциях. В домашних условиях такие расходные материалы пригодятся для соединения медной проводки. В качестве присадочного материала в данной ситуации используются бронзовые прутки. Важно правильно выбрать диаметр присадочного материала. Он зависит от толщины свариваемых заготовок и рассчитывается по специальной формуле.
Стоит подчеркнуть, что угольные электроды хорошо работают не только по сварке, но и по резке металла.
Работа с алюминием
Угольные электроды можно использовать в работе с алюминиевыми заготовками. Они являются одними из наиболее неудобных для сваривания, и далеко не каждый мастер сможет качественно выполнить такую работу. Алюминий сложно варить, поскольку он имеет защитную оксидную пленку, обладает хорошей теплопроводностью и невысокой плотностью. Плавится легкий металл при температуре всего лишь 660 градусов Цельсия. Расплав очень быстро реагирует с атмосферным кислородом, образуя на своей поверхность оксид – ту самую защитную пленку.
Сваривая алюминий угольными электродами, специалисты в качестве присадки используют пруток или проволоку, изготовленную из такого же материала. Чтобы окисная пленка не мешала процессу на кромках стыков применяют флюс АФ-4А. Он представляет собой мелкодисперсный однородный по консистенции порошок белого цвета.
Читайте также: