Сварка меди вольфрамовым электродом
Обновлено: 18.05.2024
В 1991 году изобретена и впервые опробована технология Friction stir welding (сварка трением с перемешиванием). С помощью данной технологии создают прочное неразъёмное соединение любых цветных металлов, включая трудносвариваемые алюминий, магний, титан и высоколегированные стальные сплавы.
Преимущества перед сваркой плавлением делают FSW востребованным методом в автомобильной промышленности, на производстве ракетоносителей, самолетов, поездов и т.д.
Все бы хорошо, но даже сварка меди обойдётся минимум в 600 тысяч евро. Такое оборудование вряд ли доступно рядовому сварщику автосервиса или домашнему мастеру.
Что же делать? Прибегнуть к старому доброму аргонодуговому способу (TIG), который при должном опыте позволит добиться отличного результата в работе с цветными металлами.
Как выполняется аргонодуговая сварка меди: правила, принципы и особенности технологии
Сегодня разработаны и активно используются несколько технологий для образования неразъёмного соединения медных деталей. Метод сварки меди аргоном считается одним из самых эффективных. Соединение заготовок в среде инертного газа позволяет работать с крупными и мелкими частями с образованием надёжного шва.
Температура плавления меди и её сплавов достаточно низкая. Чистый металл переходит в жидкое состояние при 1083 0С, бронза при 950 0С. Это создаёт некоторые сложности при работе с расплавом. Для тонких деталей высока вероятность прожига, в толстостенных заготовках металл быстро становится текучим и выплёскивается из ванны.
Высокая теплопроводность (в 2 раза выше в сравнении с алюминием) требует предварительного прогрева заготовок до температуры 350–600 0С с помощью газовой горелки. Приём снижает риски возникновения дефектов в месте контакта частей. Температура подбирается опытным путём в зависимости от толщины кромок и чистоты основного металла.
- ЭВЛ: лантанированные элементы производят с добавлением оксида лантана 1,1–1,4%. Считается универсальным рабочим инструментом для сварки аргоном.
- ЭВИ: итерированные электроды относятся к одним из самых стойких в ряду неплавящихся. Их применяют для самых ответственных участков сварки. В качестве добавки к вольфраму используют 1,8–2,2% оксида иттрия — соединение улучшает стабильность катодного пятна на участке поджига дуги, что в конечном итоге повышает её стабильность в расширенном интервале рабочих токов.
Сварка меди аргоном выполняется с использованием ЭВИ–электродов на постоянном токе. Среда защитного газа необходима, чтобы убрать процесс образования оксида меди в реакции взаимодействия с кислородом воздуха. В отличие от чистого металла диоксид относится к тугоплавким соединениям (1380 0С). Его образование затрудняет сварку и ухудшает качество шва.
Использование аргона
Метод tig сварки меди в защитной среде аргона позволяет практически полностью подавить образование оксида. В процессе работы не происходит разбрызгивания металла с разлётом искр, что позволяет использовать технологию даже в жилых помещениях. Защитный газ обеспечивает надёжное соединение тонких заготовок с толщиной частей 0,5 мм.
Опытные сварщики добавляют к аргону азот в соотношении 75% к 25%. В таких условиях сварка аргоном приводит к возрастанию стабильности дуги, добавление азота улучшает характеристики сварочной ванны, способствуя более глубокому провару деталей.
Подготовка металла
Прежде чем варить медь, необходимо обеспечить чистоту сварного соединения. На процесс сварки меди аргоном влияет качество металла в месте стыка, поэтому необходима тщательная зачистка поверхностей абразивным материалом. После грубой подготовки участок обезжиривают растворителем.
Кромки толщиной более 5 мм предварительно разделывают. Без этого приёма невозможно выполнить сварку меди аргоном, технология не позволит равномерно по всей глубине поварить металл из–за его высокой теплопроводности.
- Толщины свариваемых заготовок: чем больше параметр, тем шире должен быть угол открытия.
- Диаметра электрода: для стержня необходимо обеспечить достаточный доступ к корню шва.
- Метода работы: для сварки меди в среде аргона достаточно обеспечить угол 40–50 0С.
Режим тиг сварки
Настройки под аргонодуговой аппарат подбирают к толщине свариваемых деталей и в зависимости от диаметра используемого электрода:
Толщина медных кромок, мм
Сварочный ток, А
Расход защитного газа, л/мин
Кроме неплавящихся вольфрамовых электродов аргоновая сварка меди ведётся с использованием присадочной проволоки. Расходник помогает устранить небольшое количество кислорода, которое всё–таки проникает в сварочную зону.
Желательно выбирать проволоку, близкую по составу к свариваемому металлу. Обычно берут материал с включением марганца. Добавка эффективно связывает проникающий кислород, устраняя появление тугоплавкого оксида. Вместе с тем включения марганца ухудшают качество шва, снижая однородность и прочность соединения. Для того чтобы улучшить результат сварки, желательно использовать проволоку с добавками редкоземельных элементов. Материалы, также как и марганец, полностью удаляют кислород из сварочной зоны, но при этом сами не остаются в сварном шве. Плохо то, что это один из самых дорогих расходников, применение которого для бытовых операций, как правило, не оправданно.
В домашней практике часто используют обычные медные провода, тщательно зачищая поверхность от защитного лака и обезжиривая. Желательно, чтобы температура плавления расходника была немного ниже, чем у соединяемого металла.
Полезные советы для сварки меди аргоном
- Толстостенные детали (более 12 мм) можно сваривать без присадочной проволоки за счёт наплавления металла заготовок.
- В процессе работы горелку следует вести плавно зигзагами, заходя поочерёдно на одну и другую сторону линии соединения. Приём позволяет выполнить расплавление более равномерно, что улучшает качество шва.
- Тонкие детали сваривают прерывистым укороченным шагом — способ позволяет избежать прожога материала.
- На концевых участках ванны используют функцию заварки кратера. Если опция не предусмотрена в аппарате, дугу плавно отводят вручную, используя метод постепенного удлинения.
- Присадочную проволоку всегда располагают перед горелкой.
- Медные трубы сваривают прерывистым швом на небольших токах.
Технология аргонодуговой сварки позволяет выполнять соединение как в вертикальном, так и в горизонтальном направлении. Техника работы и подбор сварочных токов осваиваются на опыте, поэтому при недостатке навыка желательно попрактиковаться на ненужных частях и только после этого приступать к сварке ответственных деталей.
Сварка меди
Медь обладает целым рядом уникальных свойств, в числе которых: высочайшая электро- и теплопроводность, пластичность, коррозионная стойкость. К чисто техническим качествам добавляется и высокая эстетичность металла, способствующая его большой востребованности в качестве декоративного материала.

Медная раковина со столешницей
Все это обеспечивает меди широкое применение в самых различных областях. Пайка и сварка меди - операции, с которыми рано или поздно приходится сталкиваться любому мастеру, любящему работать с металлом. Кроме технически чистой меди широко распространены ее сплавы: бронзы и латуни.

Сварка меди
Свариваемость меди и некоторые особенности
Свариваемость меди зависит от ее химической чистоты: чем меньше в ней вредных примесей - серы, фосфора, свинца и пр. - тем лучше она сваривается. К факторам, отрицательно влияющим на сваривание, относятся следующие:
- Склонность меди к окислению. Соединение с кислородом с образованием тугоплавких окислов приводит к образованию хрупких зон и трещин в области термической обработки.
- Высокий коэффициент линейного расширения (в 1,5 раза больше, чем у стали) вызывает большую усадку при затвердевании, приводящую к возникновению горячих трещин.
- Склонность металла к поглощению газов в расплавленном состоянии из воздуха (в основном кислорода и водорода) также крайне отрицательно сказывается на качестве сварного шва. Водород, в частности, в момент кристаллизации металла соединяется с кислородом закиси меди и образует водяной пар, вызывающий образование пор и трещин.
- Расположенность к росту зерна приводит к появлению хрупких структур в зоне термического влияния.
- Большой коэффициент теплопроводности (в 7 раз выше, чем у стали) требует источника нагрева с высокой мощностью и концентрацией энергии в зоне плавления. Из-за быстрого отвода тепла ухудшается формирование шва, растет склонность к возникновению в нем дефектов - подрезов, наплывов и пр.
- Большая жидкотекучесть меди (в 2-2,5 раза больше чем у стали) не позволяет производить на весу одностороннюю стыковую сварку с полным проплавлением кромок и хорошим формированием шва с обратной стороны. Для стыковых швов могут потребоваться подкладки с противоположной стороны, плотно прилегающие к свариваемому металлу. Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положении.
- При температуре выше 200°С снижается прочность меди с одновременным уменьшением пластичности (в отличие от других металлов, например стали, у которых снижение прочности при повышенной температуре связано с повышением пластичности). В интервале температур 250-550°С, при которых пластичность меди достигает минимальных значений, могут возникать трещины. В связи с этим следует избегать жестких закреплений. Не рекомендуется выполнять швы в два прохода, так как первый проход уже создает жесткое закрепление. Прихватки следует заменять скользящими закреплениями.
При сварке латуни, цинк может испаряться (его температура кипения 907°С, т.е. ниже температуры плавления меди), что приводит к образованию пор. Пары цинка, соединяясь с кислородом, образуют оксид цинка, который, как и сами пары, ядовит и выделяется в виде плотного белого облака. В связи с испарением и выгоранием цинка его концентрация в сплаве шва уменьшается. Предварительный подогрев металла и повышение скорости сварки позволяют снизить испарение цинка. В общем, ручная дуговая сварка латуни применяется редко, и для неё необходим непрерывный отсос газов.
Лучше всего сваривается раскисленная медь (М-1р, М-2р, М-3р), в которой содержание кислорода не превышает 0,01%.
Для преодоления трудностей сваривания, технология сварки меди предусматривает газовую или флюсовую защиту сварочной ванны, в состав электродов и присадочной проволоки вводят раскислители: кремний, алюминий, марганец и прочие.
Способы сварки меди
При изготовлении сварных конструкций из меди, используются разные виды сварки - без защитного газа покрытыми электродами, с защитными газами неплавящимися и плавящимися (проволокой) электродами, под флюсом и пр. Наиболее распространены два вида: ручная дуговая сварка металлическими покрытыми электродами и сварка вольфрамовыми электродами в защитных газах.
Подготовка меди к сварке
Как и прочие цветные металлы, медь требует тщательной очистки перед сваркой. Прежде всего, нужно удалить с помощью ветоши, ацетона или других растворителей все загрязнения, способные быть поставщиками вредных примесей, особенно свинца и серы. Их могут содержать смазочные и охлаждающие жидкости, жиры, масла и краски.
Затем полностью удаляется окисная пленка - металлической щеткой или сеткой из нержавейки, или каким-то абразивным инструментом - обработкой детали до блеска.

Подготовка меди к сварке

Очистка детали - очень важный этап, прямо влияющий на качество сварного шва. Без неё невозможно получить прочный и красивый шов.
При толщине стенок от 5 мм, сварку выполняют с предварительным подогревом детали до 300-700°C. Особенно важен подогрев для массивных деталей, и чем массивнее деталь, тем выше должен быть нагрев.
Сварка меди металлическими покрытыми электродами (режим MMA)
С помощью покрытых электродов варят медь толщиной более 2 мм. Металл до 4-5 мм можно сваривать без разделки кромок, при большей толщине необходимо выполнять V-образную или X-образную разделку с углом раскрытия 60-70°. Сварку выполняют постоянным током обратной полярности. Ориентировочные значения диаметра электрода и сварочного тока в зависимости от толщины меди приведены в нижеследующей таблице.
| Толщина меди, мм | Диаметр электрода, мм | Ток сварки меди, А |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
В процессе сварки тонколистового металла может потребоваться уменьшение первоначально установленного тока - из-за разогрева детали и возникновения в связи с этим опасности прожогов.
Для сварки меди предназначены электроды Комсомолец-100, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, АНЦ/ОЗМ-4, ОЗБ-2М (для бронз) и пр. Электроды перед использованием рекомендуется прокаливать.
Покрытые электроды для сварки меди не могут обеспечить такое же качество шва, какое обеспечивает сварка в аргоне. Прочность сварного соединения, выполненного с их использованием, зависит от многих факторов: правильного выбора марки электрода, соблюдения требуемой технологии (тщательности очистки, предварительного подогрева, оптимального токового режима) и, разумеется, от квалификации сварщика.

Сварной шов выполненный покрытым электродом неопытным сварщиком
Сварка меди вольфрамовым электродом в среде аргона (режим DC/AC TIG)
С точки зрения результата этот способ - наилучший. Швы, выполненные в режиме TIG, отличаются прочностью и аккуратностью. Сварка выполняется вольфрамовым электродом на переменном или постоянном токе прямой полярности. Величина сварочного тока выбирается в зависимости от толщины свариваемого металла и диаметра электрода.
| Толщина меди, мм | Диаметр электрода, мм | Диаметр присадочного прутка, мм | Ток сварки меди, А | Расход аргона, л/мин |
| 1,2 | 2,5-3,0 | 1,6 | 120-130 | 7,0-8,5 |
| 1,5 | 2,5-3,0 | 2,0 | 140-150 | 7,0-8,5 |
| 2,5 | 3,5-4,0 | 2,5-3,0 | 220-230 | 7,5-9,5 |
| 3 | 3,5-4,0 | 2,5-3,0 | 230-240 | 7,5-9,5 |
В качестве защитных газов используются аргон, гелий, азот или их смесь. Эти газы отличаются своими технологическими свойствами, в чем-то превосходя, в чем-то уступая друг другу. Азот, в частности, требует меньшего сварочного тока в сравнении с аргоном, но швы, выполненные с его использованием, имеют некоторую склонность к порообразованию. Кроме этого, при прочих равных условиях расход азота превышает расход аргона. Поэтому последний, с учетом еще и его универсальности, используется чаще других газов.
В качестве присадочного материала применяются прутки меди (M1, М2, М3) или бронзы (Бр КМц3-1 и пр.). На практике часто используют медные жилы из электрических кабелей и проводов. Желательно, чтобы температура плавления присадки была ниже температуры плавления основного металла. Для лучшей защиты шва, пруток следует вести перед горелкой, а не за ней (см. второе фото). Листы меди толщиной до 4 мм можно сваривать с отбортовкой без присадочного материала.

Прутки меди
Сварка встык с отбортовкой
Во избежание загрязнения вольфрамового электрода при поджоге дуги, последнюю можно возбуждать на угольной или графитовой пластине, перенося ее затем на изделие.
Сварка может производиться в нижнем и вертикальном положении шва.

В отличие от алюминия, который варится без поперечных движений, сварка меди требует манипуляций горелкой для формирования шва и обеспечения его соединения со стенками. Металл нужно "расталкивать" круговыми или зигзагообразными движениями горелки.
Тонколистовые детали не рекомендуется сваривать сплошным швом во избежание прожогов. Они варятся короткими швами с прерыванием дуги и перекрытием валиками друг друга.

Заварку кратера нужно производить, удлиняя дугу постепенным отводом горелки, - в том случае, если сварочный аппарат не имеет специальной функции "заварка кратера".
Сварка меди полуавтоматом (режим MIG)
Медь можно сваривать и полуавтоматом в режиме MIG на постоянном токе обратной полярности с использованием аргона, азота или гелия в качестве защиты. Технология сварки в данном случае, в своей основе, не отличается от сварки стали.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Выполнение сварки меди и ее сплавов в домашних условиях

Сварка металла
Сварка меди часто применяется в быту и промышленности, что объясняется особыми свойствами материала. Для получения качественного соединения нужно строго следовать технологии, правильно выбирать присадочную проволоку, использовать подходящий аппарат.
.jpg)
Трудности сваривания меди в домашних условиях
Сложность сварки этого металла может заключаться в таких особенностях:
- При нагревании медь взаимодействует с кислородом, образуя прочный оксидный налет. Температура плавления такой пленки высока, поэтому следует принимать меры по предотвращению течения окислительной реакции.
- Медь сильно расширяется при нагревании. Этот показатель у нее в 1,5 раза превышает таковой у стали. В процессе остывания металл дает выраженную усадку.
- При контакте с воздухом медь поглощает кислород. Это приводит к формированию неоднородного шва с пустотами и посторонними включениями.
- Из-за высокой теплопроводности медные заготовки быстро перегреваются и остывают. Это негативно отражается на прочности сварного соединения.
- Повышенная текучесть расплава усложняет сварку габаритных деталей. Полностью проплавить одну сторону конструкции не удается. Сварщик сталкивается с трудностями и при формировании потолочных или вертикальных швов.
- Медь частично утрачивает прочность и пластичность при нагревании до +2000 °С. При температуре +5500 °С эти свойства полностью теряются.
Как примеси влияют на свариваемость меди
Наличие других веществ в составе сплава могут делать его более хрупким или менее пластичным, способствовать возникновению дефектов сварного шва. Материал может содержать примеси с температурой плавления, отличающейся от таковой у основного металла. Это усложняет процесс сварки, снижает качество получаемого соединения.

Примеси в чистой меди обнаруживаются всегда. Поэтому на практике рабочий процесс представляет собой сварку сплава, при которой используют флюсы или защитную газовую среду. Рекомендуется применение присадочной проволоки с содержанием кремния, марганца, алюминия.
Вещества делают структуру соединения однородной, помогают получать нужные технические характеристики.
Подготовка материала перед работой
Перед началом сварки меди полуавтоматом выполняют следующие действия:
- Обезжиривают кромки деталей растворителем. Металлической щеткой или наждачной бумагой снимают оксидную пленку.
- Очищают поверхности от пыли и грязи, удаляют посторонние элементы из обрабатываемой зоны.
- Если толщина деталей не превышает 1 см, срезают фаски с одной стороны. Двусторонняя обработка требуется при сварке более массивных заготовок.
Особенности выбора электродов для меди
Для сварки такого материала применяют покрытые специальными составами стержни. Рекомендованы легированные марганцем, кремнием или бронзой электроды. Используемые в качестве покрытия вещества препятствуют образованию оксидной пленки, делают сварное соединение однородным. При выборе стержня учитывают необходимость:
- поддержания стабильной дуги;
- предотвращения окисления меди;
- профилактики появления шлаковых включений, пор, раковин.
.jpg)
Как настроить режим сварки
Процесс протекает при постоянном напряжении. При настройке аппарата выбирают прямую полярность. Силу тока рассчитывают по формуле: Iсв=100×S, где S – толщина металлической заготовки. Для формирования защитной среды применяют аргон, азот, гелий. Длина электрической дуги не должна превышать 3 мм (при использовании инертных газов). При сварке в азоте ее можно увеличивать до 12 мм. Расход газа составляет:
- аргон – 9 л в минуту;
- азот – 18 л;
- гелий – 10-15 л.
Скорость ведения электрода выбирают с учетом геометрии формируемого шва.
Тонкие детали варят холодным методом, толстые – предварительно нагревают в газовой среде.
Используемые для меди припои
Применение флюсов помогает повысить качество соединения, уменьшить число дефектов, сделать конструкцию более прочной. По свойствам припои делятся на высоко- и низкотемпературные.
Высокотемпературные флюсы
Такие припои сохраняют свои качества при нагревании до +1100 °С. В состав средств входят кремний, серебро, цинк, медь, фосфор. Большая часть составов может использоваться при сварке меди и стали или других металлов.

Низкотемпературные флюсы
Такие средства предназначены для использования при нагреве до 450 °С. Их применяют при сварке материалов с низкой температурой плавления.
В состав флюса входят свинец и сурьма. Для усиления антикоррозионных свойств добавляют цинк.
В общем о технологии сварки меди и сплавов на ее основе
Содержащий примеси металл отличается от чистого меньшей теплопроводностью. Поэтому для получения прочного соединения не требуется слишком высокая температура. Технология сварки любым способом состоит из нескольких основных этапов:
- Подготовки деталей. На этом этапе соответствующим образом обрабатывают кромки, закрепляют заготовки в правильном положении.
- Установку защитного экрана, препятствующего перегреву или быстрому остыванию. Это предотвращает образование трещин вокруг сварного соединения.
- Включение и настройку выбранного сварочного аппарата.
- Поджиг электрической дуги вне обрабатываемой области.
- Нанесение флюса на электрод.
- Однократное формирование сварного шва.
- Отключение оборудования.
- Медленное охлаждение конструкции.
Инструкция по сварке меди разными способами
Для соединения деталей из этого металла применяют полуавтоматические или инверторные сварочные аппараты. Выбор технологии зависит от вида оборудования, требований к швам.
Инверторная сварка
Устройство поддерживает стабильные силу тока и напряжение. Имеется несколько предустановленных режимов. Компактный прибор имеет небольшой вес, что облегчает его перемещение. Инструкция по сварке предписывает соблюдение таких правил:
- Шов накладывают небольшими стежками, длина которых не должна превышать 4 см. При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
- Электрод держат под наклоном 10-20°.
- Перед тем как варить медь инвертором, правильно выбирают параметры тока и напряжения. При этом учитывают тип сплава, толщину деталей.
.jpg)
Допускается подключение проводов прямым или обратным способом.
При помощи полуавтомата
Этот тип оборудования применяется при формировании длинных соединений. Равномерная подача присадочного материала делает шов прочным, однородным. Нельзя совершать поперечные движения проволокой или электродом. Это приводит к появлению пор. Сварку полуавтоматом в домашних условиях начинают только после обработки кромки. Рекомендованные параметры сварки:
- диаметр проволоки – 2 мм;
- сила тока – 300 А;
- тип флюса – АН-26 или К-13;
- напряжение – 30 В;
- вид присадочного материала – М1-3.
Сварка аргоном
В этом случае используются вольфрамовые электроды, питающие кабели подключаются по схеме обратной полярности. Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона – 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.
.jpg)
Работа в газовой среде
В этом случае сварку осуществляют с использованием горелки. Перед началом работы сварщик должен изучить, в чем заключается сложность при сварке меди этим способом. Затруднения возникают на этапе расчета расхода газа:
- при толщине заготовок до 1 см этот показатель составляет 15 л в минуту;
- если работа ведется с более массивными деталями, расход стоит увеличить до 20-25 л в минуту.
Для равномерного прогрева толстых конструкций применяют 2 горелки. Повысить качество соединения помогают флюсы с содержанием бора.
Состав сварочной проволоки должен полностью соответствовать таковому у соединяемых изделий. Если это невозможно, выбирают максимально близкие варианты.
Выбор сварочного аппарата
Каждый агрегат используется для выполнения того или иного вида работ.
При использовании электродов
Дуговая сварка медных пластин выполняется с использованием неплавящихся электродов в среде аргона. Для этого подходят аппараты Orion 150s или 250s. Они характеризуются компактными размерами, помогают быстро и качественно варить медь. Для инверторной сварки используют агрегат “РЕСАНТА САИ-220 ПН”. Он работает от бытовой электросети 220 В. Устройство снабжено охлаждающей системой, поэтому не перегревается во время работы.

Для приварки проволоки
При сварке таким способом используют инверторный полуавтомат “Энергомаш СА-97ПА20”. Аппарат весит не более 15 кг, работает с проволокой разного диаметра. При необходимости плавной подачи присадки стоит приобрести Shyuan MIG/MMA-290. Устройство выводит расходный материал в рабочую зону со скоростью 2-13 м в минуту. Прибор можно использовать для работы с разными электродами.
Для работы с медными проводами
В этом случае применяют такие устройства:
- “ТС-700-2”, предназначенный для соединения тонких медных жил. Компактный аппарат весит 4 кг, работает от бытовой сети, потребляет не более 1,5 кВт. 1 угольного электрода хватает на 700 сварочных циклов.
- “РЕСАНТА САИ-160”. Инвертор применяется для сваривания скруток. Производитель снабдил агрегат несколькими предустановленными режимами, облегчающими процесс настройки.
- “СВАРОГ ARC 160” с бесступенчатым регулятором параметров. Для подключения кабелей предусмотрены удобные разъемы. Вес аппарата составляет 4 кг, что обеспечивает удобство переноски и работы.

Особенности для разных электродов
Течение сварочного процесса во многом зависит от типа выбираемых стержней.
Сварка угольным электродом
Технология универсальна, поскольку допускается розжиг дуги между 2 стержнями, электродом и заготовкой или массой. Процесс напоминает сварку с горелкой. Для формирования сварного соединения используется проволока БрКМц3-1. Силу тока и напряжение рассчитывают с учетом характеристик металлоконструкции, состава сплава.
Инверторный угольный электрод
К сварке этим способом можно приступать только при наличии соответствующих навыков. При выполнении работ учитывают следующие особенности:
Особенности при сваривании меди с разными металлами
Иногда возникает необходимость соединения разных материалов. Соблюдение некоторых рекомендаций помогает получить надежный, прочный шов.
Нихромовые детали
Заготовки из меди и нихрома сваривают, используя графитовые электроды. Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
С алюминием
Для дуговой сварки меди с этим металлом используют 2 способа:
- Контактный метод. В этом случае учитывают разницу в температурах плавления. При стыковании берут более длинную алюминиевую заготовку. Сварочную ванну обдувают азотом. Воздух подавать в рабочую зону нельзя, это способствует образованию тугоплавкой пленки. При соединении труб элементы надевают на стержень, совмещая в одной точке.
- Замковый способ. В этом случае на алюминиевую пластину накладывают плоскую медную заготовку. Шов формируют по периметру. Его ширина должна совпадать с толщиной полосы. Процесс ведется с применением графитовых вставок, формирующих соединение.
Сварка со сталью
Соединять детали из этих металлов сложно, но возможно. В этом случае применяются те же способы, что при сварке стальных деталей. Обращают внимание на разницу в температурах плавления материалов. Кромку стального элемента делают более длинной и тонкой, чтобы она начала плавиться быстрее. При работе с угольным электродом сварка ведется с током прямой полярности. Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками.
Иногда возникает необходимость соединения стальной заготовки со шпилькой. В таком случае используют точечную сварку меди с обратной полярностью. Процесс ведется с использованием проволоки. Предварительный прогрев деталей не требуется. Заварить стальную шпильку на медной пластине сложно. Поэтому к заготовке прикрепляют кольцо. В него затем вставляют шпильку.
Полезные видео
Просмотр роликов, касающихся способов сварки, поможет освоить основные навыки, избежать возникновения ошибок.
Сварка вольфрамовыми электродами

Электроды для сварки
Для сварки в защитной газовой среде нужны вольфрамовые электроды. Ими пользуются в основном на промышленных предприятиях и в мастерских. Однако оборудование, сваривающее цветные металлы и нержавейку ТИГ-автоматами и полуавтоматами, стало доступно и для домашнего использования. Поэтому человеку, собирающемуся работать с такими аппаратами, надо знать разновидности, классификацию и описание расходников, чтобы сделать правильный выбор.

Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.
С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.
Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.
Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов. В результате операции шов будет ровным, без трещин.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.
.jpg)
Классификация и маркировки электродов
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.
Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т.д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.
.jpg)
Как правильно выбирать
Перед работой с вольфрамовыми электродами нужно ориентироваться на такие характеристики:
- тип;
- химический состав примесей;
- диаметр, влияющий на толщину стыка;
- геометрическая форма наконечника, определяющая свойства сварочного процесса;
- качество заточки.
Профессиональные сварщики доверяют своему опыту, а для новичков существуют справочные таблицы с параметрами каждого типа стержня.
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться – точильный круг или болгарка.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
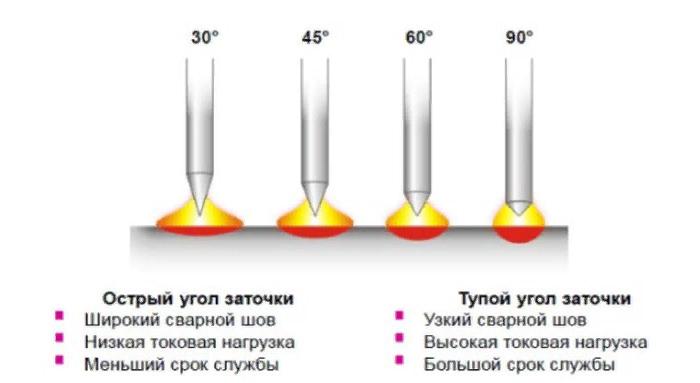
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
Особенности сварки с помощью вольфрама
Аргонной сварке неплавящимися электродами характерна своя специфика:
- возможность работы в разных режимах ручном, автоматическом или полуавтоматическом;
- соединение металлов возможно без присадки за счет расплавленного с краев металла, формирующего сварной шов;
- допускается сваривать детали толщиной менее 0,1 мм;
- воздух во время процесса вытесняется из рабочей зоны, что подразумевает использование мощной вентиляции;
- образование дуги происходит без соприкосновения с соединяемым элементом;
- для уменьшения расхода проволоки надо подбирать нужную величину силы тока;
- защитное облако также экономит стержень;
- расход газа зависит от толщины металла, скорости сварки, разновидности шва.
.jpg)
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Сварка меди
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.

Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.

Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Чем варить медь способы
Получение гарантированного соединения происходит путем использования различных методов стыковки узлов. Для стыковки применяется:
- газовый аппарат;
- инвертор;
- полуавтоматы;
- инструмент для ручной дуговой сварки.
Соединение выполняется плавящимися и неплавящимися проволочными электродами, в автоматическом или ручном режиме с применением флюса. При действиях с материалами крупного диаметра используется электрошлаковый метод.

Газовая сварка меди
Инверторный способ соединения подразумевает наличие качественного приспособления плавки металла. На строительных торговых рядах представлен широкий ассортимент, позволяющий подобрать инструмент к соответствующему участку. Среди прочих, стоит отметить графитовые электроды, позволяющие производить поделки при разных температурных режимах.
Инвертором
Угол наклона выбирается в пределах 20 градусов, процесс производится прерывисто. Инверторное устройство производит постоянный ток, поэтому сварка происходит небольшими участками длинной до 4 см. В перерывах обрабатываемая зона остывает естественным путем. Дуговая сварка требует применения покрытого защитной оболочкой электрода, в случае отклонения от данного параметра, шов будет окисляться, появятся поры.
Стержни используются формой проволоки, медного сплава с добавлением марганца или кремния. Защитное покрытие играет роль стабилизации дуги, защиты от окислений и образования шлаков. Режим сварки производится постоянным напряжением обратной полярности. Скорость производительности составляет до 15 м/час, зависит от силы тока и диаметра проволоки.
Медные изделия большой толщины подвергаются сварке несколькими подходами. Слои необходимо остудить и зачистить, перед наплавкой следующего шва. Небольшие и средние материалы целесообразно соединить за один подход, таким случаем увеличивается скорость создания, качество соединения. Во избежание рисков появления трещин, применяется обратно ступенчатая технология нанесения швов. Треть длинны обрабатывается после того, как выполнено наплавление с другой стороны.

Процесс исполняется нижним положением, углом вперед, противоположным расположением от стороны сварки. При работе применяется механическим воздействием, с помощью молотка либо кувалды. Для надежной установки на месте, используются подкладки из стали. Сварка меди инвертором обеспечивает надежное соединение, применяемые материалы в виде проволоки повышают требования к прочности, однако негативно воздействуют на пластичность.
Полуавтоматом
Промышленными предприятиями, при больших объемах, применяются автоматические либо полуавтоматические сварочные аппараты. Процесс может производиться роботизированной техникой, либо вручную на шланговых полуавтоматических станциях. Малая толщина спаиваемых участков потребует использования неплавящегося приспособления и специального флюса.
Перед сваркой меди полуавтоматом производится зачистка кромок. Фаскосниматель применяется при больших деталях, форма обработки соответствует V образной, угол раскрытия 60 градусов. Технологический зазор необходим при стыковке тонких механизмов, крупные обрабатываются без зазоров. В первом случае, следует применить подкладку, иначе через шов будет вытекать расплавленный металл.

Сварка меди полуавтоматом
Крупные части невозможно качественно соединить без предварительного подогрева, температура всей полости не должна быть ниже 250 °. Небольшими кусками допускается местный нагрев, что значительно экономит затрачиваемое время. При работе полуавтоматическими установками применяется тонкая проволока сварочного назначения. Прочность крепления зависит от выбранного флюса и сварочной проволоки, а также составляющей основы материала.
Аргоном
Профессионалами, долгое время проработавшими с медными изделиями, аргонный метод определен как один из качественных. Аккуратный шов может быть исполнен на декоративных элементах. Постоянным током сварка выполняется вольфрамовым инструментом, при переменном напряжении обрабатываются сплавы алюминиевой бронзы. Сварка меди аргоном производится при соответствии с некоторыми параметрами:
- Толстые материалы возможно соединить без применения присадочной проволоки.
- Горелка водится колебаниями, т.е. зигзагами, тем самым обеспечивается надёжная спайка металла. В случаях применения присадки, она должна располагаться над пламенем горелки.
- Во избежание прожогов, тонкие элементы свариваются короткими швами. Горелка по окончании шва должна постепенно отводиться.

За исключением аргона, может найти применение азот, гелий и другие газы на их составе. Аргон наиболее часто применяется при стыковании меди, с применением различных присадочных проволок. В домашних условиях ролью прутков могут выступать обычные провода, обезжиренные и зачищенные от оболочки.
Газовая сварка
Технология газовой сварки подразумевает использование бор содержащих флюсов. Получение прочного шва достигается при затратах большого объема газа, до 200 л/час. Процесс производится ускоренным темпом во избежание появления трещин и других неблагоприятных условий.
Присадочная проволока при воздействии газовой горелки должна иметь температуру плавления ниже материала, при спаивании широких зон допускается применять несколько горелок. Применяемая присадочная проволока должна состоять из идентичного свариваемого материала.
Угольным электродом
Процесс ручной работы инструментами угольного типа используется в низко ответственных конструкциях. Угольный электрод используется для обработки частей толщиной до 15 мм, если предстоит производство деталей крупного размера, используются графитовые присадки. Процесс происходит постоянным напряжением длинной дугой, при прямой полярности.

Угольные электроды для сварки
Присадка располагается на небольшом расстоянии от ванны, без погружения в нее. Угол действия электродом для сварки меди составляет 30 °, за создание защитной ванный отвечает боровой флюс с 95% содержанием вещества. В случае превышения толщины металла, более чем на 5 мм, стыковка происходит разделением кромок.
Инвертором угольным электродом
Электроды угольного типа плавятся при трехкратно превышающей обычные изделия температуре. Моментальный нагрев и небольшой расход инструмента позволяют значительно сэкономить, используя инвертор. Работа происходит на пониженных токах, поэтому требуется соответствующий опыт.
Обрабатываются большинством случаев тонкие участки, шов получается качественным, ровным и устойчивым к процессам окисления. Мобильность инверторного аппарата позволяет эксплуатировать его в различных условиях, соединять электрическую проводку.
Сварка нихрома с медью
Нихромовые детали обычно стыкуются с помощью графитовых электродов. Горение дуги происходит устойчивым порядком, длина варьируется в зависимости от параметров напряжения тока, достигает до 55 мм.
Плавление электрода исключено, наконечник способен нагреваться до необходимой к плавлению меди температуре. Структура такова, что происходит термоэлектронная реакция, позволяющая производить действия нагретым приспособлением при мощности от 10А. Достоинством можно отметить удобство эксплуатации, в следствие отсутствия прилипания, а также экономичность.
Сварка угольным электродом в домашних условиях
Самостоятельно изготовить аппарат достаточно затруднительно. Производить сварку меди в домашних условиях позволит недорогой инвертор, предлагаемый на строительном рынке. Модельный ряд предлагает отличительные характеристики мощности и выходного напряжения разновидности, данное условие позволяет выбрать устройство по карману.
При сварке небольших медных частей достаточно инвертора малой мощности. Подключение производится от домашней сети, современные устройства не воздействуют на бытовую проводку повышенными нагрузками.
Наиболее доступны по цене графитовые приспособления, позволяющие в домашних условиях соединить проводку, отремонтировать испорченный радиатор автомобиля.
Сварочный аппарат для меди
Основные агрегаты определены как полуавтоматические, автоматические, аргонные, инверторные агрегаты. Каждый из аппаратов выполняет работы различным способом производства, оснащен отличительными характеристиками.
- Соединение медных пластин может осуществляться аргонной средой органами вольфрамового типа. Инверторы современного типа питаются от бытовой сети, оснащены автономной системой охлаждения, имеют малый вес.
- С проволокой применяется полуавтоматические установки. Существуют различные узлы, в том числе и отечественные, не уступающие импортным аналогам по производительности.
- Медные провода также соединяются инвертором, основной особенностью является экономичность, низкое потребление электроэнергии. Защита от залипания, горячий старт позволят действовать начинающему мастеру без предварительного обучения.

Самодельный сварочный аппарат для сварки угольными электродами
При домашнем использовании наилучшим выбором является агрегат мощностью до 3,5 кВт. Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Читайте также: