Сварка медных проводов по пуэ
Обновлено: 18.05.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
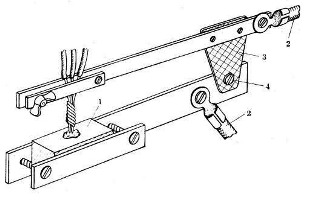
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
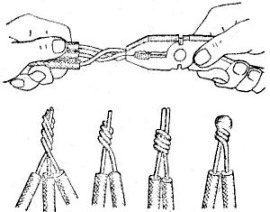
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
- материал проводника и его изоляции;
- число и форму проводов, формирующих проводник;
- площадь поперечного сечения проводника;
- число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
- п. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
- п. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
- примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
- п. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
- снижение электропроводности и механической прочности;
- увеличение переходного сопротивления со временем;
- химическая коррозия, вызванная остатками флюсов;
- трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
Соединение проводов и кабелей
Как правильно соединить провод в распределительной коробке
Самая спорная и болезненная проблема при электромонтажных работах соединение проводов и кабелей в распределительной коробке. Электрики варят, гильзуют (опрессовывают), паяют, пользуются различными сжимами (колодки, ваги, клеммы, СИЗы – соединительные изолирующие зажимы), скручивают. Сколько электриков, столько различных мнений.
Что говорят правила соединения проводов и кабелей
Будем пользоваться несколькими источниками актуальных на сегодняшний день. ПУЭ-7 (Правила устройства электроустановок), СНиП 3.05.06-85 (Электротехнические устройства), ГОСТ Р 50571.5.52-2011. ( Электроустановки низковольтные).
ПУЭ-7 Глава 2.1
Раздел: Электропроводки
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
СНиП 3.05.06-85
3. Производство электромонтажных работ
Раздел: Электропроводки
3.34. Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки. В сухих помещениях допускается размещать ответвления проводов в гнездах и нишах стен и перекрытий, а также в пустотах перекрытий. Стенки гнезд и ниш должны быть гладкими, ответвления проводов, расположенные в гнездах и нишах, должны быть закрыты крышками из несгораемого материала.
ГОСТ Р 50571.5.52-2011.
526 Электрические соединения
526.2 При выборе средств соединения следует учитывать:
- материал проводника и его изоляцию;
Примечания:
1 Использование соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях
Развернутый комментарий
Мы рассмотрели все нормативные акты регламентирующие соединение проводов. Рассмотрим преимущества и недостатки.
Опрессовка (гильзовка)
Рекомендуют все нормативы
Очень качественно соединение, большая площадь контакта. Недостаток пожалуй один, гильза большая по размеру и приходится делать большие распределительные коробки, что отражается на дизайне помещения.
Гильза, скрутка и клемма Ваго
Фото и краткое описание
Слева на фото соединение выполненное с помощью гильзы. Провода вставляются в луженую гильзу и обжимаются специальным прессом. Если гильза подобрана правильно соединение получается очень хорошее В центре скрутка, если сделать как на фото будет не хуже гильзы, но правилами запрещена, мы с своей работе не используем. Справа попытка отремонтировать проводку с помощью Ваги, соединение нагрелось, клемма расплавилась, так и до пожара недалеко.



Сварка
Хороший контакт, малые габариты. Недостаток, проблематично проварить соединение большого количества проводов не повредив изоляцию (очень сильный нагрев).
Пайка
Предписывает применение только ПУЭ, СНиП умалчивает, а ГОСТ вообще рекомендует избегать соединения с помощью пайки.
Качественно спаять даже два провода достаточно сложно, но если удастся соединение будет качественным. Пропаять пять, шесть и более проводов практически не реально, тем более под потолком или в трудно доступном месте, куда большинство заказчиков просит поставить распределительную коробку, чтоб глаза не мозолила.
Скрутка
Хотя лучше еще никто не придумал. Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
СИЗ, клемма Ваго и винтовой сжим
Слева на фото соединение выполненное с помощью СИЗов. Провода сначала скручены, что само по себе неплохо, а поверх закручен колпачок в полном соответствии с правилами. В центре Вага (с подъемными флажками считается лучшим вариантом), отработала под нагрузкой около двух лет, оплавленная пластмасса и изоляция. Справа винтовой зажим, проблема та же что и с Вагой, соединение греется, последствия не предсказуемы



Сжимы
Есть масса различных зажимов для проводов, все они сертифицированы, но, к сожалению, имеют различное качество.
Самые распространенные клеммы «Wago»: монтаж быстрый, выглядит красиво, но долгих нагрузок приближенным к максимальным не выдерживают. Наша компания использует «Ваги» только в случае работы по согласованному проекту, где четко прописана модель соединительных клемм. Тем самым мы снимаем с себя ответственность в случае нештатной ситуации, перекладывая ее на проектировщика и производителя клемм.
Винтовые зажимы: Качественное соединение получается только с зажимах, где под винтом есть дополнительные лепесток, а если винт вкручивается непосредственно в провод, со временем жди подгорания.
СИЗ (Соединительный изолирующий зажим): При использовании в чистом виде проблема та же что у сварки и пайки, зажим большого числа проводов. Но если делаем сначала скрутку, двадцать-двадцать пять миллиметров, а поверх накрутить СИЗ результат получается отличный. Соединение не подвергается нагреву, что положительно влияет на дальнейшую эксплуатацию. Мы используем такой метод более пятнадцати лет и не имели не одного нарекания. Есть единственный недостаток, из под СИЗа торчит оголенная шейка, которую требуется дополнительно изолировать. Поэтому способ не такой эстетичный как; клеммы «Wago», но соединение получается очень хорошее, площадь контакта значительно превышает сечение проводника.
Способы соединения проводов: от скруток до пайки

В статье рассказывается о различных способах соединения проводов при устройстве электропроводки.
Устройство электропроводки требует надежного соединения проводов. В шестидесятые - семидесятые годы двадцатого века, во времена строительства «хрущевских» домов, проводка, чисто из экономических соображений, выполнялась алюминиевым проводом.
Все соединения в этой проводке выполнялись методом скруток, которые изолировались черной матерчатой изолентой, и прослужить могли десять и более лет, не требуя никакого обслуживания и профилактики. Конечно, если скрутка была выполнена по всем правилам. Поэтому старые электрики утверждают, что надежней скрутки, соединения просто не бывает.
Отчасти они правы. В те времена другого способа не было, да и не требовалось, поскольку в квартирах еще не было такого обилия электрической и электронной техники, как сейчас. Мощность тогдашних холодильников, стиральных машин, утюгов и электрочайников была намного ниже, чем современных. Да и не у всех они были холодильники, телевизоры и стиральные машины.
А такие потребители электроэнергии, как кондиционеры, компьютеры, домашние кинотеатры в квартирах вообще не применялись. Тогда их просто еще не изобрели. Поэтому и можно было выполнить проводку алюминиевыми проводами, а соединение проводов при помощи скруток.
Требования к современной проводке
В современных условиях проводка чаще всего выполняется медными проводами, что позволяет подключать нагрузку практически любой мощности. Для соединения проводов сейчас применяются различные способы. Это оговорено в правилах устройства электроустановок (ПУЭ). Дословно в них сказано так: цитата.
ПУЭ: п2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Из этого пункта правил следует, что скруткой соединять провода нельзя, ее просто нет в указанном пункте. Если же проводку будет принимать пожарный инспектор, то проводку, выполненную методом скруток он просто не примет, и ее придется переделывать. Скрутки допустимы лишь как временное соединение пред сваркой, о которой будет рассказано в следующей статье.
Соединение проводов при помощи зажимов
Согласно указанному пункту ПУЭ, для соединения проводов в настоящее время существуют клеммники, которые и следует использовать. Наиболее распространены три вида клеммников. Это самозажимные, винтовые и соединительные изолирующие зажимы. На рисунке 1 показан самозажимной клеммник.

Рисунок 1. Самозажимной клеммник
Самозажимные клеммники предназначены для соединения проводов сечением до 2,5 мм2, их рабочий ток достигает до 24А, что позволяет подключать нагрузку до 5КВт. Количество мест в таких клеммниках от 2 до 8, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаячных коробках больше места, что не всегда удобно.
Конструкция винтовых клеммников показана на рисунке 2.

Рисунок 2. Винтовой клеммник
Такой тип клеммников наиболее распространен и поэтому применяется чаще других типов. Основная область их применения это соединение проводов в распределительных коробках. Однако, если проводка выполняется алюминиевым проводом от применения таких клеммников следует воздержаться, так как при затягивании винтов возможно пережать и обломить мягкий алюминиевый провод.
Третий вид механических соединителей проводов это соединительные изолирующие зажимы (СИЗ). Их внешний вид показан на рисунке 3.

Рисунок 3. Зажимы СИЗ
Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10 - 15 мм и складывают в общий пучок. После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. С их помощью возможно соединение нескольких одиночных проводов общей площадью 2,5 - 20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
Такие зажимы ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому, при прочих равных условиях, предпочтение все-таки следует отдать последним.
Соединение проводов пайкой
Соединение проводов пайкой и сваркой наиболее надежно, нежели с помощью клеммных соединителей различной конструкции. Лучше всего пайке поддаются медные провода, и хотя в настоящее время существуют различные флюсы для пайки алюминия, лучше от такой пайки воздержаться.
По сравнению со сваркой пайка является более простой и доступной: она не требует дорогостоящего оборудования, менее пожароопасна, навыки для выполнения хорошего качества пайки потребуются более скромные, чем при выполнении сварного соединения.
Если пайка скруток производится время от времени, например, вы решили поменять проводку в своей квартире, то вполне можно обойтись обычным паяльником мощностью не менее 100 Вт. Когда же пайка скруток предстоит чуть ли не каждый день, что касается вашей основной или дополнительной работы, то лучше пользоваться тем же стоваттным паяльником предварительно доработав его жало, как указано на рисунке 4.
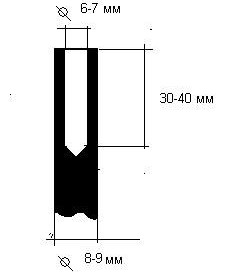
Рисунок 4. Доработка жала паяльника
Для такой доработки следует паяльное жало вытащить из корпуса паяльника и сточить напильником или срезать ножовкой его рабочую клиновидную часть. После этой операции просверлить в медном жале отверстие диаметром 6 - 7 мм на глубину 30 - 40 мм.
Хотя особой точности при сверлении в данном случае и не требуется, если есть такая возможность, лучше подрезать торец и просверлить отверстие на токарном станке.
После установки жала обратно в паяльник отверстие необходимо облудить изнутри, так же, как это делается для простого паяльника. Таким образом, получается малогабаритная лудильная ванна.
Перед пайкой, конечно, сначала снимается изоляция с каждого провода на длину 40..50 мм, и каждый отдельный провод зачищается до металлического блеска, после чего облуживается.
Для этого в отверстии паяльного стержня надо расплавить небольшое количество припоя, после чего добавить немного канифоли и погрузить в отверстие провод. Если есть какой-нибудь жидкий флюс, например, раствор канифоли в спирте, то достаточно просто смазать провод жидким флюсом, и окунуть провод в расплавленный припой.
Затем облуженные провода тщательно скрутить, концы подрезать на одном уровне и, прихватив пассатижами, окунуть в паяльную ванну.
В подобном устройстве возможно пропаять скрутку из 4 - 6 жил сечением до 2,5 мм2. При этом скрутку следует для полного прогрева подержать в отверстии жала примерно 3 - 4 секунды. Пайка должна остывать на воздухе и иметь блестящий контурный вид.
При использовании в качестве флюса сосновой канифоли паяное соединение в промывке не нуждается. В случае применения других флюсов надо действовать согласно прилагаемой к ним инструкции.
Совершенно недопустимо для ускорения процесса охлаждать пайку водой: это приводит к образованию микротрещин и, естественно, ухудшению качества соединения.
Изоляцию скруток лучше всего произвести при помощи термоусадочной трубки, соответствующего диаметра, прогревая ее техническим феном. При отсутствии трубки можно воспользоваться обычной изолентой, намотав ее не менее трех слоев.
Почему запрещена скрутка проводов
Согласно пункту 2.1.21. ПУЭ, соединения проводов и кабелей должны осуществляться одним из следующих способов: сваркой, опрессовкой, с помощью винтовых или болтовых соединений, либо методом пайки в соответствии с действующими инструкциями, утвержденными в установленном порядке. Как видим, «скрутка» здесь не упоминается вовсе. Можно смело делать вывод: скрутка практически запрещена ПУЭ.
Однако давайте разберемся, почему же официальное отношение к скрутке столь однозначно, в чем может крыться причина ее исключения из списка разрешенных способов соединения проводов, ведь совершенно ясно, что это сделано не просто так. Разрешены: опрессовка, пайка, сварка и винтовое соединение. Начнем с того, что рассмотрим, в чем заключаются особенности разрешенных способов соединений, и в чем их отличие от скрутки.
Пайка и сварка
Пайка и сварка предполагают монолитность и максимально возможную проводимость создаваемого неразъемного соединения. Во время пайки образуемое неразъемное соединение формируется межатомными связями, ибо когда соединяемые металлы нагреваются ниже температуры их плавления, припой уже расплавлен, он тут же их смачивает и затекает в зазор, после чего кристаллизуется.
Сварка тоже предполагает установление межатомных связей между свариваемыми частями, однако здесь уже сами металлы плавятся либо подвергаются пластическому деформированию (или подвергаются одновременно плавлению и деформированию).
Так или иначе теперь нам ясно, что и пайка и сварка проводов делают их сопряжение максимально полным и качественным, ведь провода объединяются на атомарном уровне, и значит для тока они превращены как бы в единый провод, когда на переходе между объединяемыми частями нет воздушных промежутков, отсутствуют лишние промежуточные элементы, могущие как-то ухудшить проводимость.
Опрессовка и винтовое соединение
Что касается опрессовки и винтового соединения, то здесь подразумевается настолько сильное прижатие сопрягаемых проводников друг к другу, что качество соединения практически идентично по уровню проводимости сварному соединению или спаю.
Да, прочность на разрыв у такого соединения может быть и меньше чем достижимая сваркой или пайкой, однако достигаемая проводимость стыка оказывается почти максимально возможной, так как провода можно сказать затекают друг в друга, их металлы диффундируют. Здесь нет даже промежуточного элемента — припоя, удельное сопротивление которого в принципе может быть больше удельного сопротивления металлов объединяемых проводов.
Если назначение соединяемых проводов таково, что провода не будет нести значительной механической нагрузки, то опрессовка или винтовое соединение по проводимости ничуть не уступят сварке и пайке.
Почему греется скрутка
А что со скруткой? Скрутка не только не позволит создать надежного, хорошо проводящего контакта, она также не обеспечит прочности и будет разогреваться сильнее чем остальной провод при прохождении через нее сколь-нибудь значительного тока.
Так будет происходить потому, что в месте скрутки провода не связаны на атомарном уровне, они всего лишь контактируют частью своих поверхностей, и кое-где между ними есть воздушные промежутки в которых обязательно со временем станут образовываться окислы.
К тому же механически скрутка все равно будет со временем расплетаться, чем еще более усугубит проблему повышенного сопротивления и образования продуктов окисления.
В конце концов из-за совместного действия названных факторов, контакт проводов в скрутке ухудшится настолько, что это окажется чревато образованием искр и даже возгоранием изоляции проводов.
Безусловно, если речь идет о временном соединении проводов, например во время тестирования схемы включения какой-нибудь нагрузки или при проверке части какого-нибудь ремонтируемого прибора, то в этих случаях никто не запретит вам аккуратно пользоваться элементарными разъемными соединениями - скрутками.
Тем не менее следует помнить об очевидных недостатках такого решения как скрутка и о неминуемых долгосрочных последствиях ее использования. Поэтому, пожалуйста, выполняйте неразъемные соединения только разрешенными ПУЭ способами.
Читайте также: