Сварка медных труб отопления
Обновлено: 18.05.2024
Холодная сварка – достаточно универсальный способ осуществления ремонта различных изделий из металлов, особенно если такой ремонт необходимо осуществить быстро и в короткие сроки ввести изделие снова в эксплуатацию. Не являются исключением и случаи с трубами и радиаторами отопления, когда они неожиданно дают течь. В этом случае холодная сварка может стать хорошим подспорьем при выполнении ремонтных работ в тот период, когда отопительный сезон не закончен, либо когда возникла необходимость срочно осуществить ремонт практически без остановки процесса отопления жилого или нежилого помещения.
В настоящее время встречается достаточно большое количество различных вариантов холодной сварки, которая может использоваться для разных видов материалов. По своему виду холодная сварка – это специальный клеящий состав, в котором могут присутствовать различные примеси или наполнители в зависимости от тех видов металлов, которые будут соединяться с помощью данного состава.
Возможности использования холодной сварки для ремонта труб отопления
Использование холодной сварки возможно для стали, чугуна, меди как видов металлов, из которых изготавливаются трубы и радиаторы отопления.
Однако следует помнить, что при осуществлении ремонта труб отопления с помощью холодной сварки вне зависимости от того идет ли речь о стальных трубах, чугунных или медных, данная мера является временной, так как по окончании отопительного сезона или эксплуатации отопительных приборов потребуется провести качественный ремонт с использованием сварки в прямом смысле этого слова.
Правила выбора клеящего средства для труб отопления
Если необходимо осуществить ремонт труб отопления (а в данной сфере холодная сварка используется именно для этого процесса), необходимо уделить внимание тщательному подбору клеящего состава, так как это позволит получить максимальный результат, с точки зрения качества выполненного ремонта. К таким правилам относятся:
- подбор клеящего состава в соответствии с материалом, из которого были изготовлены подлежащие ремонту трубы (в зависимости от металла, который был использован для изготовления труб, подбирается наполнитель клеящего состава, так как для каждого вида металлов следует подбирать свой наполнитель);
- выбор клеящего состава в зависимости от срока его застывания посредством полной полимеризации состава после нанесения на ремонтируемый участок. Чем меньше время полной полимеризации, тем раньше возможно будет использовать трубу отопления или радиатор по его прямому назначению. Однако в рекомендациях к разным видам холодной сварки содержится указание на то, что использовать трубы или радиаторы возможно только по истечении не менее суток с момента совершения такого ремонта;
- клеящие характеристики, связанные с тщательностью предварительной подготовки ремонтируемого участка. Дело в том, что нередко подготовить трубу отопления или радиатор таким образом, чтобы состав наносился только на чистый металл, невозможно. В связи с этим при выборе холодной сварки необходимо уточнить информацию о том, насколько тщательно надо готовить саму трубу путем зачистки покрытия до металла либо возможно обойтись простым обезжириванием;
- дополнительным фактором является объем клеящего состава, что влияет на возможность выполнения нескольких ремонтов (при необходимости) либо использование упаковки состава однократно.
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления вне зависимости от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет к ремонтируемому изделию сам клеящий состав, в том числе требование о наличии чистого металла, на который будет наноситься состав.
В том случае, если подготовительный этап отвечает требованиям о предоставлении клеящему составу доступа к чистому металлу, то он будет состоять из следующих шагов:
- зачистка ремонтируемого участка до чистого металла. В случае с тонким слоем покрытия, например, лакокрасочного, можно обойтись щеткой по металлу. Однако в случае с толстым слоем покрытия может потребоваться механическая очистка с помощью специального круга и болгарки. В случае если ремонтировать предстоит старую трубу, то зачистка до металла должна осуществляться предельно осторожно;
- после того как металл был очищен, следует обезжирить поверхность, например, с помощью, спирта или иных жидкостей, чей химический состав позволяет добиться чистоты металла. В случае если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, сразу наступает шаг очистки путем обезжиривания. Само обезжиривание производится с помощью ватного тампона или иного материала. При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит сам ремонт с помощью холодной сварки, состоящий из следующих шагов:
- подготовка клеящего состава. Она выносится в основной этап, так как требует очень быстрого выполнения всех необходимых действий в силу того, что сам состав застывает очень быстро, что может привести к потере им своих пластичных свойств еще до момента нанесения на ремонтируемый участок;
- в случае если речь идет об однокомпонентном составе, необходимо отрезать кусок такого размера, чтобы хватило на покрытие того места, которое потребуется покрыть с целью выполнения ремонта. Этот кусок требуется размять до такой степени, чтобы получить пластичную массу, которая будет принимать ту форму, которая потребуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, необходимо в равных пропорциях смешать элементы такого состава, чтобы получить необходимую по качеству массу, после чего она будет готова к применению в рамках осуществляемого ремонта;
- следующим шагом становится нанесение самого состава на ремонтируемый участок. Как уже говорилось выше, нанесение холодной сварки должно осуществляться быстро, иначе процесс полимеризации (то есть застывания) наступит гораздо раньше, в результате чего качественного соединения не получится;
- после того как состав нанесен на ремонтируемый участок, этот участок необходимо защитить от воздействия окружающей среды. Выполнить это возможно посредством специального хомута или зажима, который надевается на тот срок, который указан на упаковке с холодной сваркой (это срок предельного затвердевания состава, после которого он приобретает свою максимальную прочность).
Как правило, после такого ремонта эксплуатировать изделие (трубу или радиатор) возможно не ранее, чем через восемь часов. Однако полная полимеризация, после наступления которой возможно полноценное использование изделия, происходит не раньше, чем через сутки. Этот период времени дается с учетом того, что труба отопления или радиатор будет использоваться путем его наполнения горячей водой.
При работе с холодной сваркой следует помнить о мерах безопасности для защиты кожных покровов рук – всю работу необходимо осуществлять в перчатках, а для того, чтобы состав не прилипал к рукам, поверхность необходимо смачивать водой (например, с помощью ватных тампонов).
Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.
Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.
Пайка выполняется без предварительной очистки поверхностей агрессивными веществами Источник aidealadecision.fr
Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Способы пайки
Оптимальный вариант соединения трубопроводов из меди – это именно пайка. При ее выполнении металл расплавляется и заполняет зазор, который находится между элементами. После его отверждения получается монолитная конструкция. Перед тем как паять медь, определяют способ.
Низкотемпературный процесс пайки
Этот способ еще называется мягким методом. Он отличается температурой. Ее значение ниже 450°. В ходе работ используют припой для пайки медных труб. Он может быть, например, оловянным или свинцовым. Это легкоплавкие сплавы.
Низкотемпературной пайкой создают швы, у которых ширина будет равна 7-50 мм. Данный способ позволяет сделать мягкие соединения. Они менее прочны по сравнению с пайкой при температуре выше 450°. Все же у них имеются свои достоинства.
Одним из плюсов мягкого соединения является отсутствие отжига металла, когда осуществляется пайка. Поэтому его прочностные характеристики не изменяются. Благодаря не слишком большой температуре процесс стыковки труб из меди представляет меньше опасности.
Важно! Нагрев медных элементов не более 450° позволяет стыковать трубопроводы с диаметром минимум 6 мм и максимум 108 мм.
Низкотемпературная пайка используется при монтаже водопровода и систем отопления. При этом по трубопроводам должна перемещаться жидкость, температура которой не превышает 130°. Низкотемпературный способ пайки никогда не применяют для монтажа газопроводов.

Высокотемпературный метод
Перед тем как паять медные трубки высокотемпературным способом, мастера подготавливают припой. Для этого метода он представляет собой составы на основе тугоплавких металлов. К таким твердым сплавам относится медь и серебро.
Высокотемпературные соединения выполняются при температуре более 450°. Метод позволяет создавать твердый устойчивый шов. Он выдерживает воздействия механического характера. Такой шов обладает стойкостью к высоким температурам.
Способ отличается отжигом металла во время пайки. В результате происходит размягчение сплава. Это приводит к уменьшению его прочности. Чтобы минимизировать данный недостаток, организуют естественное охлаждение созданных швов. Никогда не используют воду или механический обдув медных элементов.
Пайка меди твердым припоем применяется для соединения трубопроводов, у которых диаметр равен 12-159 мм. Этот метод используется во время монтажа газопроводов. Способ позволяет соединять водопроводные трубы с диаметром более 28 мм. Высокотемпературная пайка также применяется для создания коммуникаций, по которым перемещается среда с температурой выше 120°.
Технология пайки элементов из меди
Перед тем как паять медные трубы, профессионалы подготавливают специальные расходные материалы. К ним относятся флюс, который применяется для удаления оксидов с металла. После его использования припой лучше растекается, а на поверхности уменьшается напряжение.
Качественная пайка осуществляется только с помощью профессионального оборудования. Специалисты в работе используют газовую горелку. Она всегда необходима для проведения мягкой пайки. С ее помощью создается узконаправленное пламя.
В состав газовой горелки входит баллон, где находится смесь из бутана и пропана. Такое оборудование позволяет выполнить обычно не более 400 соединений. Существуют газовые горелки с баллонами, где находится только один бутан.
Для выполнения высокотемпературной пайки специалисты используют пропан-кислородную смесь. Применяют также ацетилен, соединенный с воздухом.
Профессионалы еще используют специальный паяльник, работающий от электричества. Он позволяет паять при низкой и высокой температуре. Он расплавляет любой припой для медных труб.
На заметку! Электропаяльник используют в местах, где запрещено применять открытое пламя. Этот вид оборудования имеет съемные электроды и специальные прижимные клещи.

Отрезка труб
На первом этапе специалисты размечают и отрезают медные трубы с помощью специальных труборезов. Они позволяют сделать ровный рез. Однако для этого медный прокат всегда удерживается перпендикулярно относительно режущего инструмента.
В конструкции трубореза имеется острое лезвие и ролики. Между этими элементами зажимается труба. Потом выполняется вращение инструмента. При этом специалистам приходится подтягивать специальный болт на труборезе после каждого оборота. Благодаря использованию этого инструмента рез получается не только ровным, но и без задиров на внешней поверхности трубы. Они будут присутствовать только внутри медного проката.
Специалисты практически никогда не используют ножовку для резки медных труб. Ведь после ее применения остается большое количество заусенцев на торце проката. Этот инструмент не уменьшает сечение трубы, что нельзя сказать о труборезе. Хотя сужение незаметно и не снижает пропускную способность трубопровода.
Важно! Рез выполняют без смятия трубы. У нее должно быть овального сечения. В противном случае во время соединения двух труб не удастся создать нормативный зазор, величина которого составляет от 0,02 до 0,4 мм. Когда он получается меньшего размера, тогда в него не будет затекать припой. Если зазор получится больше нормативного значения, не произойдет капиллярного эффекта.
После обрезки у медной трубы не должен измениться размер сечения. Во время применения трубореза на кромке среза образуются небольшие заусенцы. Их обязательно удаляют, а внутреннюю поверхность трубопровода очищают от инородных предметов и обезжиривают ее край. То же самое выполняют со второй трубой.
На заметку! После отрезки конец одного из трубопроводов могут расширить, чтобы соединить с другой трубой. Для этого используют специальный инструмент – труборасширитель. Затем проверяют, как стыкуются между собой два фрагмента трубы. При этом длина соединения должна быть равна диаметру трубопровода.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.
Низкотемпературное соединение
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
На заметку! Легкоплавкий припой предварительно не разогревают. Он плавится при контакте с нагретыми поверхностями трубопровода.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
О пайке низкотемпературным способом рекомендуется посмотреть видео:
Высокотемпературное соединение
Выбрав этот способ и определив, чем паять медь, мастер прогревает детали тоже газовой горелкой. Она также перемещается по всему соединению. Выполняются равномерные и быстрые движения.
Нагрев специалист выполняет, пока поверхность не приобретет темно-вишневый цвет. Он свидетельствует, что детали расколись до температуры 750°. После этого прикладывают припой.
На заметку! Припой можно предварительно нагреть, чтобы он лучше растекался и заполнял зазор во время пайки. При этом основное плавление расходного материала должно осуществляться при прикосновении к раскаленному месту. Идеальный вариант, когда припой начинает растекаться сразу же при первом контакте с нагретыми деталями.
После заполнения всего зазора соединение не трогают, пока оно полностью не остынет. Затем стык протирают тряпкой.
В видео показано и рассказано, как выполняется пайка высокотемпературным способом:

Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
Соединение медных труб: инструкции и сравнение различных монтажных технологий
Трубы из меди применяются при монтаже систем ГВС, ХВС, кондиционирования, отопления, газоснабжения. Они дороги, однако долговечны, пластичны, устойчивы к коррозии. Но чтобы инженерные коммуникации из них прослужили десятилетиями, соединение медных труб должно производиться правильно.
Мы расскажем, каким образом производится устройство медных трубопроводов, обеспечивающих герметичность транспортируемой среде или циркулирующему теплоносителю. В представленной к ознакомлению статье подробно описаны монтажные технологии. С учетом наших советов сооружение систем будет выполнено «на отлично».
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.

Используемые при монтаже фитинги и места соединений пайкой по статистике аварий оказываются более надежными, нежели сами медные трубы – если прорыв в системе и происходит, то лишь на стенке трубного изделия
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.

Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
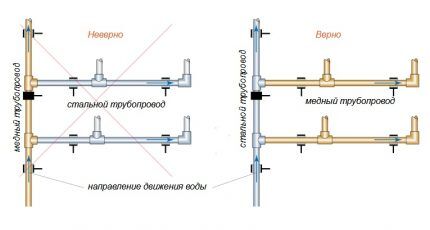
По строительным нормам, чтобы исключить коррозионные процессы в трубопроводе из разных по металлу труб, поток воды должен быть направлен к меди
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.

Если конструкцию нельзя разобрать без разрушения отдельных ее частей, то она считается неразъемной – выходит она дешевле, но ремонтировать ее сложнее
Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными.
Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации.
Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Перед выполнением соединений медные трубы подготавливают особым образом:
Резку медной трубы производят ножовкой по металлу или труборезом. Линия реза должна быть точно под прямым углом
После резки торец трубы обязательно обрабатывается гратоснимателем, чтобы убрать малейшие неровности и заусенцы
Часть трубы, погружаемой в подготовленный для пайки раструб тщательно очищают от грязи и обезжиривают
В обязательном порядке производится очистка и обезжиривание раструба муфты, отвода или тройника, который будет припаиваться к трубе
Особенности сварки медных труб и нюансы осуществления технологических процессов за счет особенностей материалов
Существует немало способов получения неразъемного соединения медных труб: газовая сварка, электродуговая сварка, пайка. Каждый из способов обладает своими плюсами и минусами, выбор будет зависеть от места проведения сварки, вида изделий, способа соединения, степени оснащённости и подготовки к сварке.
Правила подготовки медных труб
Свариваемость меди зависит от наличия примесей в металле. Чистая медь обладает наилучшей свариваемостью. Расплавленная медь очень хорошо окисляется, а при охлаждении образуются пузырьки газов из воздуха. Эти пузырьки создают большое внутреннее давление, что приводит к образованию трещин. В связи с этим необходимо тщательно следить, чтобы на свариваемых торцах не было влаги, а также обеспечивать хорошую защиту расплавленного металла в процессе сварки.
Подготовка к сварке будет аналогичной для различных способов. Перед началом сварочных работ следует подготовить кромки свариваемых труб:
- Произвести осмотр и при необходимости обрезать торцы с дефектами.
- Произвести очистку от загрязнений и окислов не только свариваемых кромок, но и внешних и внутренних поверхностей на небольшом расстоянии от них до металлического блеска.
- При использовании труб большой толщины следует сделать скос кромок. Для этого используют болгарку с абразивным кругом или специальный кромкорезательный станок.
Сборка труб осуществляется с помощью центраторов – приспособлений, позволяющих прочно зафиксировать концы труб в одной оси. При отсутствии центратора или невозможности его использования трубы можно расположить на сварочном приспособлении и закрепить их струбцинами. При сборке необходимо соблюсти небольшой зазор между свариваемыми кромками. При отсутствии зазора есть вероятность несплавления кромок внутри трубы, при большом зазоре расплавленный металл сварочной ванны будет вытекать вовнутрь трубы.
Газовая сварка
При применении газовой сварки следует учитывать высокую теплопроводность меди. Пламя сварочной горелки должно иметь повышенную мощность.
Перед сваркой необходим прогрев свариваемых кромок. Во время сварки пламя должно быть нормальным: избыток ацетилена приведёт к образованию пор и трещин, а окислительное пламя приводит к окислению металла шва.
Нагрев сварочной ванны следует производить восстановительной зоной пламени в месте наибольшей температуры. Для уменьшения охлаждения рекомендуется укрывать трубы пористым негорючим материалом около места сварки. Мундштук горелки располагают под углом 80-90 градусов к поверхности шва. В процессе сварки нагретый конец присадочного прутка окунают во флюс и переносят его в сварочную ванну, тем самым обеспечивая защиту расплавленного металла. Сварка ведётся без перерывов в один проход.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
При применении сварки меди в среде защитных газов неплавящимся электродом больше всего подходит импульсная сварка. Это уменьшает риск прожога металла, обеспечивает стабильный процесс сварки и хорошую структуру сварочного шва.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
Пайка медных труб как способ соединения
При применении пайки чаще всего используют специальное соединение труб: один из концов труб имеет больший диаметр, чем основная труба, этим концом он надевается на соединяемую трубу.
Перед пайкой необходимо особенно тщательно отнестись к очистке соединяемых поверхностей, так как при пайке необходимо обеспечить наилучший контакт поверхности с припоем.
После очистки и обезжиривания труб на соединяемые поверхности наносится паяльная кислота, после чего трубы соединяют между собой. Нагрев осуществляют газопламенными горелками. При достижении необходимой температуры подаётся припой, происходит его плавление за счёт пламени газовой горелки и разогретой поверхности. Под действием капиллярных сил жидкий припой равномерно распределяется по соединяемым поверхностям. Чаще всего для пайки медных труб применяют припои на оловянной основе.
При использовании любого из перечисленных способов сварки и пайки высокое качество шва будет обеспечено за счёт строгого выполнения всех требований, предъявляемых к сварке.
Оборудование для сварки
В зависимости от того, о каком виде сварки труб идёт речь, будет зависеть выбор оборудования.
Для газовой сварки понадобятся:
- баллоны со сварочным газом;
- газовая горелка с механизмом подачи сварочной проволоки;
- шланги для подачи сварочного газа;
- кассета со сварочной проволокой;
- сварочный молоток;
- щетка по металлу.
Если говорить о сварке с плавящимися и неплавящимися электродами, то перечень оборудования выглядит следующим образом:
- источник сварочного тока, подобранный в зависимости от условий сварочного процесса и целей эксплуатации изделия;
- сварочные кабели для подачи тока в сварочную зону, а также направления защитного газа (при использовании технологии сварки в защитном газе);
- держатель для электрода;
- приспособление для создания массы;
- баллон с защитным газом (при использовании соответствующей технологии).
Для соединения труб при осуществлении сварки используется центратор.
Дополнительно необходимо защитное оборудование для сварщика, включающее маску с темным стеклом или самозатемняющуюся маску, краги или защитные перчатки, защитную обувь и одежду.
Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ
Использование труб из меди и ее сплавов давно уже не выглядит чем-то необычным при обустройстве современных отопительных систем: таким образом все чаще оснащаются магистрали по транспортировке воды и газа, современные системы кондиционирование воздуха и холодильные установки различного типа. Проводя монтажные работы, важно знать, как правильно паять медные трубы.

Как соединяют медные трубы
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.

Изучая то, как спаять медные трубы, важно помнить, что для надежного сварочного контакта температура плавления припоя должна лишь немногим уступать аналогичном параметру соединяемых трубок. Проводя самостоятельную пайку медного трубопровода, важно соблюдать особенную аккуратность. Лучше всего перед этим хорошо изучить технологию, как сваривать медные трубы.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Какая бывает пайка, и какой инструмент необходим
Проводя специальные операции по свариванию труб разного сечения, в основном применяют такие температурные режимы:
- Высокотемпературный. Предусматривает термический прогрев участка плавления до +900 градусов. Обычно таким образом паяют заготовки, находящиеся под постоянными нагрузками.
- Низкотемпературный. Этот режим особенно подходит для бытового применения. Рабочая температура по линии контакта обычно не превышает в этом случае +450 градусов.

Чтобы процесс соединение трубок методом пайки происходил максимально комфортно, для этого понадобится наличие следующего инструмента:
- Специального захвата-трубореза, для получения ровного среза трубы по месту ее будущей стыковки.
- Оборудования для снятия фасок и удаления заусенец.
- Особенного расширительного приспособления, с помощью которого проводится подготовка места стыковки нужной глубины. Этот показатель обычно соотносим с диаметром стыкуемых труб.
- Сварочного аппарата или газовой горелки. Они и служат инструментом для пайки труб из меди.
- Термического фена, который быстро разогревает стыковочные участки до +650 градусов. Применяется в тех случаях, когда работа проводится легкоплавким припоем. Данный сварочно-разогревающий аппарат дает возможность достигать простого соблюдения требуемого температурного режима по месту пайки, с возможностью поддержки его в требуемых пределах. Как правило, в комплектацию приспособления входят сменные насадки, дающие возможность направлять горячий воздух строго на нужный участок трубопровода.

Припои для пайки в домашних условиях
Такое название используется для обозначения припоев с высоким уровнем тугоплавкости. Внешне они имеют вид длинных стержней с произвольным профилем, что очень удобно в том случае, когда металл разогревают непосредственно в области пайки до температуры +900 градусов.

Что касается т.н. «мягких» припоев, то с их помощью проводится низкотемпературная обработка медных изделий в домашних условиях. Чаще всего они выглядят, как очень тонкие проволочки, изготовленные на основании олова, свинца, цинка и их сплавов. Такая форма припоя очень удобна при решении вопроса, как спаять медные трубки в домашних условиях.
Как правильно паять, используя флюс
Чтобы самостоятельно паять медные трубки, важно максимально упростить этот процесс. Специально для этого практикуется применение специальных пастообразных или жидких веществ, называемых флюсами.

При помощи данных химических реактивов могут достигаться следующие цели:
- Перед тем, как сварить медную трубку, с зоны пайки удаляются вредные окислы и другие препятствующие качественному соединению вещества.
- Рабочая зона получает дополнительную защиту от кислородного воздействия, которым обычно богата окружающая среда. Этим самым используемые для пайки вещества сохраняются от вступления в ненужные в данном случае химические реакции.
- Флюсы очень удобны для формирования наиболее подходящих условий, позволяющих припою максимально равномерно распределяться по всей области стыковки. Как результат, медное соединение получает необходимую стойкость к термическому и вибрационному воздействию, что предохраняет его от появления пропусков и протечек.
- Степень адгезии медной трубы и припоя, благодаря содержащимся в составе флюсов компонентам, достигает необходимого уровня качества. Особенно это важно в том случае, если магистраль переживает воздействия на разрыв.
Соблюдение нужной температуры во время работы позволяет разогретому припою равномерно покрывать все части соединяемых заготовок, что обеспечивает соединению нужную степень надежности. Когда зона пайки остынет, ее очищают от всех излишков припоя.
Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ
Читайте также: