Сварка муфтами с закладными нагревателями
Обновлено: 21.09.2024
Сварка трубопроводов муфтами с закладным нагревателями (ЗН) является одной из широко применяемых технологий соединения полимерных труб, которая заключается в расплавлении полимера на соединяемых поверхностях детали (муфты, отвода, перехода и т.д.) и труб за счет тепла, выделяемого при протекании электрического тока по заложенному в деталь электрическому нагревателю (спирали) из металлической проволоки, и последующем естественном охлаждении сварного соединения. Особенно успешно свариваются этим методом полиэтиленовые трубопроводы.
- соединения полиэтиленовых труб, плетей, сваренных стыковой сваркой, при строительстве новых трубопроводов (газопроводов, водопроводов и др.);
- соединения полиэтиленовых труб с отводами, тройниками, заглушками и т.п.; - ремонта трубопроводов.
Сваркой деталями с ЗН можно соединять трубы диаметром от 20 до 800 мм независимо от толщины стенки, трубы из полиэтилена разных, но близких по характеристикам марок (например, из ПЭ80 и ПЭ63, ПЭ80 и ПЭ100). Для прочного соединения необходимо, чтобы показатели текучести расплава у этих марок полиэтилена были одинаковы или близки по значению.
- это единственный способ, используемый для ремонта полиэтиленовых трубопроводов и врезки новых отводов (в т.ч. под давлением);
- автоматизация процесса сводит к минимуму влияние на качество соединения уровня подготовки и квалификации рабочего персонала;
- площадь контакта свариваемых элементов больше, чем при стыковой, что значительно повышает надежность соединения;
- отсутствует ограничение на толщину стенки;
- требует источник энергии значительно меньшей мощности, чем сварка встык;
- меньший вес и габариты сварочного аппарата по сравнению с аппаратом для стыковой сварки упрощают и ускоряют сварку в траншее или котловане;
- цена сварочного аппарата гораздо ниже цены аппарата для стыковой сварки.
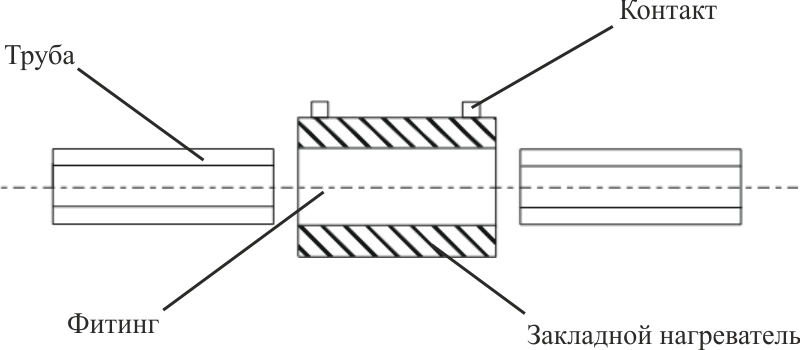
На рис.4.17 показана конструкция муфты с ЗН марки FRIALEN. Провода от источника энергии присоединяются к контактам на детали, а специальный индикатор в теле муфты информирует о достаточности нагрева.

Рис.4.17. Муфта с закладным нагревателем
Чтобы расплав не вытекал во время сварки в зазоры между трубой и деталью (муфтой) из-за увеличения объема полимера при нагревании, витки ЗН располагают не по всей поверхности фитинга (горячие зоны), оставляя свободными от нагревателя центральную и концевые части фитинга (холодные зоны). Во время сварки при движении расплава полимера из «горячих зон» к «холодным зонам» он остывает и твердеет, запирая таким образом остальную часть расплава, заполняющего все пространство между свариваемыми поверхностями. Детали с ЗН в зависимости от способа производства могут быть как с открытой внутри спиралью, так и со спиралью, покрытой тонким слоем полимера.
Преимуществом открытой спирали является быстрый разогрев и, соответственно, быстрое перекрытие внутреннего зазора расплавом. Для сварки длинномерных труб рекомендуют применять удлиненные детали с ЗН. В их более длинных «холодных зонах» происходит выравнивание осевой кривизны труб.
- напряжение, подаваемое на ЗН (как правило, от 6 до 42 В);
- время сварки, в течение которого происходит разогрев ЗН и расплавление полиэтилена;
- время охлаждения соединения, в течение которого происходит застывание расплава и образование сварного соединения.
В паспорте детали или на штрихкоде время охлаждения должно подразделяться на время до перемещения (до 70°С) и до нагружения газопровода давлением.
Инструкция по технологии стыковой сварки полиэтиленовых труб
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Закладной нагреватель – электрическая спираль, вмонтированная в свариваемую поверхность фитинга. Поэтому название фитингов, приведенное в ГОСТ Р 52779-2007 (п.4.1.2), является более точным: «Детали с закладными электронагревателями (электросварные)». Устаревший ГОСТ Р 52134-2003 (п.4.6.1) и только что пришедший ему на смену ГОСТ 32415-2013 (п.4.2.1) называют такие фитинги «электросварными». Из-за краткости определение «электросварные фитинги» является более популярным, чем «фитинги с закладными электронагревателями». Согласно ГОСТ Р 52134-2003 (п.4.6.1), электросварные фитинги для водопровода и отопления изготавливаются из ПЭ, ПП или ПБ. Электросварные фитинги для газопроводов – только из ПЭ. На практике даже водопроводные фитинги под сварку ЗН – это в подавляющем большинстве случаев полиэтиленовые фитинги, соответственно, для полиэтиленовых труб.
Академическое название метода сварки точно описывает физический принцип, но является громоздким. По этой причине в обиходе чаще применяются названия «электрофузионная сварка» (от английского «electrofusion welding»), краткое «ЭФ сварка» или «EF сварка», местное новообразование «сварка электромуфтами» или «электромуфтовая сварка». В некоторых нормативах (например, в НАКС'овском РД 03-614) используют сокращение «сварка ЗН».
Итак, во внутреннюю поверхность электросварного фитинга вмонтирована электроспираль, контакты которой выведены на наружную поверхность. Подача электрической мощности на контакты приводит к разогреву свариваемых поверхностей фитинга и трубы и, в конечном итоге, к образованию сварного соединения.
Технология электромуфтовой сварки, в принципе, заключается в следующем (см.рис.1):
- конец трубы вводят в электросварной фитинг, наружная поверхность трубы касается внутренней поверхности фитинга или находится от нее на минимально возможном расстоянии;
- к контактам электросварного фитинга подключают провода специального сварочного аппарата, который пропускает через закладной нагреватель (электроспираль) электрический ток;
- спираль нагревает внутреннюю поверхность электросварного фитинга и наружную поверхность трубы до вязко-текучего состояния, полиэтилен трубы и фитинга перемешивается;
- после остывания труба и фитинг образуют единую деталь; спираль остается внутри сварного соединения как побочный эффект.
Если не вдаваться в подробности, то всё выглядит просто.
При ближайшем рассмотрении, технология электрофузионной сварки вызывает проблемы, которые обусловлены всего несколькими типовыми причинами:
- Сварщик невнимательно изучает спецификации фитингов и/или инструкцию сварочного аппарата;
- Сварщик нерадиво выполняет подготовку к сварке;
- Сварщик из ложной экономии не использует вспомогательный инструмент – роликовые скребки, позиционеры и пр.;
- Самое главное – сварщик не понимает физику и логику процесса электрофузионной сварки. Поэтому допускает ошибки при выборе трубы, электросварных фитингов и сварочного аппарата, а также с легкой душой пренебрегает требованиями инструкций.
2 Достоинства, недостатки и область применения сварки ЗН
Для соединения напорных пластиковых труб применяются всего три технологии сварки: (1) сварка нагретым инструментом встык, (2) сварка нагретым инструментом в раструб и (3) сварка с закладными нагревателями. Именно эти 3 технологии обеспечивают прочность сварного соединения не ниже прочности исходной трубы. Благодаря своим особенностям, технология электромуфтовой сварки занимает в этом ряду незаменимое положение:
- В отличие от стыковой сварки, сварка ЗН не образует внутреннего грата и, соответственно, не приводит к снижению проходимости труб. Поэтому применяется, в т.ч., и для безнапорных трубопроводов дренажа и канализации.
- Если говорить о средних и больших диаметрах труб, то оборудование для сварки ЗН значительно легче, дешевле и универсальнее , чем оборудование для стыковой или раструбной сварки . Кроме того, оборудование для сварки ЗН не имеет подвижных частей или поверхностей, покрытых тефлоном, поэтому реже приводится в негодность нерадивыми пользователями, и поэтому охотнее сдается в аренду продавцами оборудования.
- Качество сварного соединения при сварке ЗН значительно меньше зависит от человеческого фактора , чем при стыковой или даже раструбной сварке .
- Сварка ЗН позволяет сварить трубы, когда ни одна из труб не имеет возможности перемещения вдоль оси. Поэтому совершенно незаменима при ремонте трубопроводов.
- Сварка ЗН незаменима также для соединения полиэтиленовых труб, армированных лавсановым или другим волокном. Стыковая сварка в этом случае не дает прочности, адекватной прочности исходной трубы. Однако если после стыковой сварки обрезать наружный грат и сверху выполнить сварку ЗН, армированные полиэтиленовые трубы оказываются вполне экономически оправданными.
- Другое незаменимое достоинство сварки ЗН – она позволяет соединить трубы из сшитого полиэтилена (PE-Xa и PE-Xc), которые другими способами сварить невозможно. Сварка производится электросварными фитингами из ПЭВП. Тот факт, что PE-X является реактопластом и его макромолекулы связаны между собой поперечными связями, не мешает макромолекулам ПЭВП «связываться» с ними силами Ван-дер-Ваальса.
- И одно из самых важных достоинств – сварка ЗН позволяет собирать сложные 3-мерные трубопроводы средних и больших диаметров прямо по месту (см.рис.2). Раструбная сварка для таких диаметров неприменима, а стыковая – как правило, выполняется на горизонтальной поверхности.
К недостаткам технологии электромуфтовой сварки можно отнести только один – сравнительно высокую стоимость электросварных фитингов. Есть еще ограничение, сварка ЗН неприменима для протяжки трубопроводов при бестраншейной прокладке или при ремонте изношенных трубопроводов, поскольку в результате сварки локально увеличивается диаметр ПЭ трубопровода.
Сварка с закладными нагревателями формально рекомендована для ограниченного разнообразия трубопроводов:
Системы водоснабжения и канализации
Нормативный документ – СП 40-102-2000. Сварка (нагретым инструментом или фитингами с закладными нагревателями) предписана для всех полимеров, поддающихся сварке (см.п.7.3.1. СП) – ПЭ, ПП и ПБ. Электрофузионная сварка рекомендуется (см.п.7.3.9. СП) для труб диаметром 20÷500 мм с любой толщиной стенки; особенно для приварки седловых отводов, для соединения длинномерных труб, для тонкостенных (≤5 мм) труб, а также для ремонта трубопроводов в стесненных условиях.
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (см.п.4.11 СП) с давлением газа до 1,2 МПа (см.п.4.3. СП). Из всех полимерных материалов – только ПЭ, технология сварки – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (см.п.4.13 СП).
СП 62.12220.2011 не указывает ни на толщину стенки, ни на диаметр труб. Зато Газпромовский СТО 2-2.1-411-2010 уточняет (см.п.7.10 СТО), что при толщине стенки более 5 мм можно применять как стыковую, так и сварку ЗН, а для тонкостенных (≤5 мм) труб – только сварку ЗН. СТО также обозначает диапазон диаметров (см.п.6.1 СТО) – до 630 мм.
Сварка с закладными нагревателями не узаконена формально для нефтепроводов и для технологических трубопроводов. Для технологических трубопроводов противопоказаний нет. Просто нормативная база у этой отрасли старовата – СНиП 3.05.05-84 (1984г.). Отсутствие нормативного обоснования не составляет практической проблемы, поскольку эта группа трубопроводов не подконтрольна Ростехнадзору.
А с нефтепроводами сложнее. Старый и до сих пор действующий норматив ВСН 003-88 допускает использование труб из ПЭ и ПП, правда, по тем временам (1988г) сварка предлагалась только встык и в раструб. А сейчас, даже с учетом назревшей необходимости обновить нормативную базу, есть мнение, что с кондачка эту задачу решать не стоит, необходимо тщательно разобраться, для каких нефтепродуктов рекомендовать ПЭ и ПП. Так или иначе, на сегодняшний день использование технологии электрофузионной сварки для ПЭ нефтепроводов невозможно, поскольку сдать такой трубопровод в эксплуатацию будет невозможно. Даже аттестовать электромуфтовый сварочный аппарат в НАКС на эту группу «опасных производственных объектов» нельзя – нет нормативной базы.
Что касается материала, из которого производятся электросварные фитинги, тут есть некоторые разночтения. Как видим выше, в секторальных нормативах РФ на узкоспециализированные трубопровоы сварка ЗН упоминается применительно к фитингам из ПЭ, ПП и ПБ. С другой стороны, автору неизвестен ни один мировой норматив, регламентирующий режим электромуфтовой сварки для ПБ.
Авторитетные нормы DVS (Германия) предлагают процедуры сварки ЗН для ПЭ, ПП и ПВДФ. Более того, в РФ недавно начал действовать ГОСТ Р 54793 на различные технологии сварки ПВДФ, в том числе на технологию электрофузионной сварки. Проблема в том, что ни один секторальный норматив РФ не регламентирует применение электросварных фитингов из ПВДФ для трубопроводов конкретного назначения.
В мировой и Российской практике сварка с закладными нагревателями почти всегда применяется для полиэтиленовых трубопроводов. В подавляющем большинстве – для напорных полиэтиленовых трубопроводов. Ничтожно мало – для ПП трубопроводов. И почти никогда – для трубопроводов из ПБ или ПВДФ.
3 Нормативная база по технологии электромуфтовой сварки
Уникальность сварки полиэтиленовыми фитингами с закладными нагревателями состоит в том, что формальное описание процедуры сводится к подготовке к сварочному процессу. А технология самого сварочного процесса определяется не действиями оператора, а спецификациями ПНД фитинга и сварочного аппарата, на которые есть свои нормативы:
- ISO 8085-3:2001 и гармонизированный ГОСТ Р 52779-2007 определяют требования к полиэтиленовым фитингам с закладными нагревателями для газопроводов: требования к полиэтилену, основные геометрические характеристики (особенно размеры зоны нагрева и холодных зон), геометрические характеристики контактов, методы испытаний прочности сварного соединения и необходимые результаты этих испытаний.
Нормативы не определяют устройство закладных нагревателей – глубину залегания нагревательной спирали, расстояние между витками, диаметр проводника, удельное сопротивление проводника или хотя бы удельную мощность нагрева на единицу площади свариваемой поверхности. Эти характеристики – ноу-хау производителя электросварных фитингов. - ISO 12176-2:2008 и гармонизированный ГОСТ Р ИСО 12176-2-2011 определяют требования к сварочным аппаратам. Нормативы определяют варианты регулирования мощности нагрева закладного нагревателя (регулировка напряжения, регулировка тока, регулировка того и другого), варианты ввода параметров сварочного процесса (ручной ввод регулируемого параметра и времени нагрева, автоматическое считывание штрих-кода или пр.), предъявляют требования к мощности, к надежности аппаратов, а самое главное – определяют необходимые обратные связи и логику их обработки с тем чтобы обеспечить приемлемое качество сварного соединения.
- ISO 13950:2007 и гармонизированный ГОСТ Р ИСО 13950-2012 определяют порядок кодирования информации об электросварном фитинге (производитель, тип, диаметр, сопротивление и его допустимая погрешность) и о параметрах сварки ЗН (напряжение и время нагрева, коэффициент температурной компенсации, время остывания) в штрих-коде, который наклеивается на фитинг. Аппарат, рассчитанный на автоматическое распознавание параметров сварки, должен уметь читать и декодировать такой штрих-код.
- ISO 12176-3:2011 и находящийся на стадии согласования гармонизированный ГОСТ Р ИСО 12176-3 определяют порядок кодирования информации в т.н. «идентификационной карте оператора». Карта представляет собой штрих-код или магнитный носитель, содержит сведения об операторе: имя, язык, срок действия допуска и пр. Сварочный аппарат должен считывать карту и автоматически осуществлять ряд действий: предоставлять допуск к работе, настраивать язык меню, вносить имя оператора в протокол и пр.
- ISO 12176-4:2003 и находящийся на стадии согласования гармонизированный ГОСТ Р ИСО 12176-4 определяют порядок кодирования информации, которая в английском варианте называется traceability code и содержит сведения о свариваемом изделии (трубе или фитинге) или о сварочном аппарате – кто и когда это произвел, из какого сырья и т.д. Информация заносится в сварочный протокол и в случае проблем сварного соединения позволяет найти «крайнего». В русском варианте был выбор между терминами «код отслеживания» и «код трассируемости». В последнем рассматриваемом варианте ГОСТ рассматривается «код трассируемости».
- ISO-11413:2008 и находящийся на стадии согласования гармонизированный ГОСТ Р ИСО 11413 определяют методы испытания фитингов с закладными нагревателями – контроль электрических характеристик, условия выполнения контрольной сварки для последующего разрушающего контроля.
ПЕЧАЛЬНО: К сожалению, на сегодня (апрель 2014) образовался неприятный юридический казус – основные национальные нормативы для сварочных аппаратов приняты, но не являются обязательными к исполнению. Неформально – пожалуйста, можно ими руководствоваться при разработке новых аппаратов или при оценке качества готовых. Но получать сертификат соответствия аппарата требованиям ГОСТ Р ИСО 12176-2-2011 – совсем необязательно. С 15.02.2013 вступил в силу Технический регламент Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011), который отменил обязательную сертификацию, в частности, оборудования для сварки пластмасс, заменив ее декларированием соответствия нормам безопасности – электромагнитной и электрической. А формальное подтверждение функциональных способностей теперь не требуется.
Что касается действий оператора по выполнению сварки ЗН, они сводятся к нажатию кнопки «СТАРТ» на сварочном аппарате. Не больше и не меньше. Значение, и очень важное, имеют действия оператора по подготовке к сварке ЗН – зачистка наружной поверхности труб, совмещение труб с электросварным фитингом, фиксация сборки, ввод сварочных параметров в аппарат. Ну, может, еще предварительный прогрев для уменьшения зазора. В базовом варианте подготовка к сварке ЗН описана в немецких нормах DVS 2207-1. Мы в п.7 рассмотрим подготовку к сварке наиболее типичных полиэтиленовых фитингов с ЗН.
Особенности подготовки к сварке отдельных ПНД фитингов описаны в Газпромовском СТО 2-2.1-411-2010. Даже на время разработки документа (2009г.) набралось приличное количество хитрых полиэтиленовых фитингов различных производителей, требующих особого подхода и применения особого вспомогательного инструмента. На сегодняшний день таких фитингов еще больше, поэтому Ассоциация Сварщиков Полимерных Материалов планирует работу над новым комплексным нормативным документом по сварке фитингами с закладными нагревателями в 2016г.
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Читайте также: