Сварка на даче своими руками
Обновлено: 20.09.2024
У каждого хозяина на участке есть свои помощники из техники. Мы на своем участке часто прибегаем к помощи сварочного аппарата. Он мощный, хорошо справляется со своей работой, правда, потребляет много электричества.
Сварочные работы
А вот какой он помощник, я сейчас расскажу и покажу!
Первая работа нашего сварочного аппарата — это мангал. Мангал выполнен из б/у газового баллона, емкостью 100 литров. Такие баллоны имеют толстую стенку и служат многие года, т.к. металл долго не прогорает. А маленький сборный мангальчик прогорел на второй сезон использования.
Недолго пользовались
Нужен был новый мангал. И на помощь пришел сварочный аппарат! Муж сделал мангал из газового баллона.
И приварил петли, ручку, уголки и ножки. И вот он, наш мангал на даче!
Стройный стал))
Второй была выполнена работа по возведению каркаса забора для профлиста. Длина забора 30 метров. Он выполнен из труб и прожилин. Расстояние между столбами — 3 метра. Прожилины в два ряда.
Качество сварки проверяли, вставая на прожилины вместе с мужем. Все прочно и надежно! (Правда, осенью пришлось выложить за 1,5-2 месяца использования аппарата 2000 рублей за электричество.)

Работа кипит
Третьей работой нашего сварочного аппарата было укрепление горловины погреба. Кирпичная кладка была выполнена не качественно, в связи с чем она стала разрушаться, и земля постепенно сыпалась прямо в погреб. Муж взял квадратные листы металла и сварил их между собой по всем четырем сторонам. Эти работы проделаны на прошлой даче.
Четвертой, и не менее масштабной, была проделана работа в прошлом году по изготовлению перил.
Мы купили дом, и работ по сварке прибавилось — изготовление перил и крепление держателей для кашпо. Перила сделаны сейчас на 50% крыльца, так что работы еще много.
Так как у нас столбы железные по периметру веранды (крыльца), нужно и каркас делать металлическим. Опять без сварочника никуда.
Каркас перил
Перила
Деревянные перила крепились на каркас болтами, в заранее проделанные отверстия дрелью, как в металле, так и в дереве. Но… перил наших сделано на 50%. С дороги кажется, что все сделано, а мы лишь завернули за угол дома.
Сначала предстоит сделать лестницу на задний двор и закончить перила до конца крыльца. И, чтобы сэкономить потребляемую электроэнергию при использовании сварочника, надо брать инверторный аппарат. Думаю, в скором времени мы его приобретем.
С простой маской трудно работать, когда наступает вечер. Вроде еще не темно, но при опускании маски теряется из виду место сварки из-за защитного темного стекла
И еще один момент. Вечером в обычной маске не видно места сварки, и это очень не удобно. Мужу приходится постоянно приподнимать маску и прицеливаться. Недавно у друга взял в аренду маску со стеклом хамелеон. При малейшей искре стекло моментально затемняется. Это чудо какое-то! Однозначно и маску такую возьмем!
Как варить инверторной сваркой: советы новичкам
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
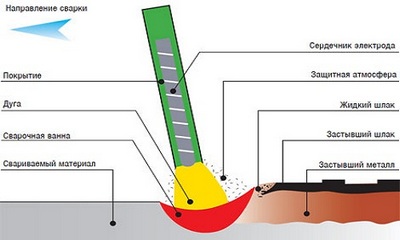
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Как выбрать сварочный аппарат для дома и дачи
Строительство дома или его ремонт часто требуют сварочных работ. Каждый раз обращаться за помощью к профессионалам долго и накладно. Причем большая часть работ не требует какой-то запредельно высокой квалификации. Тем не менее, платить приходится приличные деньги. Если вы планируете стройку или ремонт, у вас большая дача или дом, вам дешевле будет делать все (или почти все) сварные работы самостоятельно. А мы расскажем, как выбрать сварочный аппарат для дома и дачи.
Электрический сварочный аппарат для дома и дачи, виды, достоинства и недостатки
И дома и на производстве чаще всего используются электрические сварочники. В большинстве своем бытовые модели работают от сети 220 В, но можно найти и аппараты, которые питаются от трехфазной сети 380 В. Часть из них варит на постоянном, часть — на переменном токе.
Трансформаторные сварочные аппараты
Выдают на выходе переменный ток сварочные трансформаторы. Конструкция их несложна и надежна: два понижающих трансформатора с возможностью регулировки выходного тока. Регулировка не очень точная и диапазон ее невелик. И это — один из недостатков. Ломается этот агрегат редко, но весит много: даже бытовая не самая мощная модель затянет на пару десятков килограммов. Промышленные модели могут весить сотню килограммов и даже больше.

Сварочный трансформатор — конструкция простая, но громоздкая (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Около двух десятилетий назад электросварка была только на «трансах». Сегодня это далеко не так: большее распространение получили источники постоянного сварного тока. А все из-за недостатков трансформаторного сварочного аппарата. Выдаваемый им ток — переменный, его полярность постоянно меняется. При сварке это выражается в том, что дуга «скачет», что вызывает большое количество искр. Дугу при этом тяжело контролировать, получение качественного шва возможно только при высокой квалификации сварщика. Но даже при таком условии используют их только для сварки черного металла: возможности регулировки ограничены, тонкая настройка так вообще почти невозможна, что и ограничивает область их использования.
Еще один существенный недостаток: при работе, особенно при розжиге дуги напряжение в сети значительно проседает. Такие скачки очень не любит современная электроника, которой у нас более чем достаточно и в доме, и на даче. Потому для домашнего использования трансформаторные сварочные аппараты покупают очень редко. Даже несмотря на то, что они надежны и недороги. Если есть они у кого-то, то стоят в гараже или сарае как запасной вариант «на всякий случай».
Выпрямители для сварки

Сварочный выпрямитель — надежный источник постоянного сварного тока
По сути это те же сварочные трансформаторы, но на выходе у них стоит блок выпрямителей. Их иногда называют сварочными трансформаторами постоянного тока. Выдают они постоянный ток, из-за чего дуга более стабильна, работать легче, но опыт все-таки нужен, пусть и в меньшей степени, чем на трансформаторах. Их недостаток: потери мощности на выпрямителе, но постоянной дугой это компенсируется.
Конструкция надежна, особо ломаться нечему: понижающий трансформатор, блок выпрямителей и регулировки. Это все составляющие сварочного выпрямителя. Цена — немного выше, чем на трансформаторы. Но и этот тип сварочников не пользуется сегодня популярностью. Недостатки практически те же: большая масса, скачки напряжения при работе. Подключение сварочного аппарата к бытовой сети и работа с ним вызовет перепады напряжения и, следовательно, недовольство соседей.
Сварочные инверторы
Как только они появились на рынке, были дорогим удовольствием. С развитием технологий и появлением новой элементной базы (транзисторов IGBT) их характеристики стали лучше, вес меньше, а цена — ниже. Современные бытовые сварочные инверторы весить могут от 3 кг и выдавать при этом ток в 160-180 ампер, чего хватает для работы электродом 3-4 мм. Стоимость их порядка 3-6 тыс. рублей. Не очень много, учитывая расценки на услуги сварщиков.
Дугу они выдают стабильную, контролировать ее легко. Получить хороши шов может и непрофессионал, причем даже при незначительной практике. Конструкция такова, что позволяет регулировать сварочный ток и напряжение в широком диапазоне. Это позволяет использовать один и тот же аппарат для сварки разных металлов, разной толщины.
Еще одно важное достоинство — инверторная сварка не «садит» сеть. Почти никак на нее не влияет. Единственное условие: розетка для сварочного аппарата должна быть с заземлением. Класс защиты этих агрегатов IP21, что означает, что заземляются они через электросеть. Потому и подключение инверторного сварочного аппарата к бытовой сети только через розетку с заземлением.

Инверторы для сварки имеют самые небольшие размеры. Это самый компактный сварочный аппарат для дома и дачи
Если вам нужен мобильный, легкий сварочный аппарат для дома и дачи, выбирайте его из сварочных инверторов. Научиться с ним варить просто. Супер-сварщиком станете не скоро, но почти все работы по дому или на стройке сможете делать сами через непродолжительный промежуток времени.
Сварочный аппарат для дома и дачи: трансформатор или инвертор?
Вопросов, относительно того, какой сварочный аппарат лучше — инвертор или трансформатор — не возникает почти ни у кого. Даже на предприятии, где имеются хорошие трансформаторы, при появлении инверторов они простаивают без дела. А уж для дома и вопросов нет: однозначно лучше инверторы. И вот почему:
- качество сварного шва — лучше,
- размеры и вес — меньше в разы,
- регулировок больше, настройки более точные;
- на сеть не влияет, электричества «тянет» мало.
Единственную ложку дегтя добавляет цен: она выше, чем на трансформаторы. Но есть неплохие марки, которые стоят немного. Например, инверторы Ресанта. Для профессионального использования они подходят с трудом, а как сварочный аппарат для дома или для дачи — очень даже хорошо себя проявили. Цены на бытовые модификации (140-160 Ампер) 110-130$.
Сварочные автоматы (полуавтоматы)

Сварочные полуавтоматы относятся уже скорее к профессиональному оборудованию (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Это более сложные и намного более производительные устройства. В основе лежит один из описанных выше источников сварного тока, плюс устройство подачи сварной проволоки, горелка и блок управления. Сварка на таких аппаратах ведется в среде защитных газов, соединяются металлы с использованием специальной паяльной проволоки. Это позволяет без проблем соединять детали из тонкого металла, а также сваривать цветные металлы. Для дома такое оборудование вряд ли будет востребованным, а в автомастерских для кузовного ремонта их используют часто.
Работать полуавтоматы для сварки могут в двух режимах MIG/MAG. MIG — сварка при подаче инертных газов. Применяется при соединении нержавейки для сохранения в составе стали легирующих металлов. Режим MAG — когда в зону плавления подаются активные газы, защищающие металл от взаимодействия с кислородом воздуха. Некоторые модели могут работать и в режиме MMA сварки — ручной дуговой. Этот режим в полуавтоматах удобен при соединении тонких металлов. При сварке толстых деталей это оборудование показывает малую производительность, так что для этих случаев выгоднее брать аппараты для ручной электродуговой сварки.
Работать с ними несложно: имеется блок автоматики, который контролирует процесс. Шов получается красивый и ровный, проблем с возникновением дуги нет совсем. Даже если свариваются очень тонкие листы металла (0,5-0,8 мм), их не «ведет» и шов не тянет. Для этих целей они — идеально подходят.

Работать сварным полуавтоматом несложно, а варить хорошо получается тонкие и цветные металлы
Как выбирать аппарат для электросварки
Если с типом сварочного аппарата (трансформатор, выпрямитель, инвертор, автомат или генератор) вы определились, необходимо выбирать модель. Есть несколько ключевых параметров, которые облегчат этот процесс:
- Питающее напряжение: 220 В или 380 В. Для быта обычно берут сварочники, работающие от 220 В. Все типы сварочных аппаратов кроме инверторов достаточно требовательны к его характеристикам. Это только инверторы без проблем могут работать в диапазоне 180-250 В. У остальных при повышении срабатывает защита (они отключаются), а при понижении сильно падают параметры. Трехфазные аппараты на 380 В, как правило более мощные и надежные, но и стоят дороже (минимально — порядка 20-30 тыс. рублей). Их чаще приобретают для производства, на крупные СТО. Для сварки «для себя» своими руками мощность этих агрегатов избыточна.
- Выходной ток. Если вы выбираете сварочный аппарат для дома и дачи, использовать его будете периодически, для большинства работ достаточно тока 160-180 Ампер (инверторами на этом токе можно работать электродами 3-4 мм без проблем). Если предполагаете варить толстый металл, больше чем 190-250 Ампер вам ни к чему. Промышленные модели могут выдавать до 500 А.
- Максимальный диаметр электродов, с которыми может работать агрегат. Этот показатель, кроме подбора электродов, влияет также на толщину металла, с которой аппарат может работать.
Несколько общих советов по выбору аппарата для сварки. Чтобы решить, какой сварочный аппарат лучше для дома, отталкивайтесь от тех задач, которые вам нужно будет решать. Для сварки черного металла достаточно трансформатора. Если нужно будет варить конструкционную или низколегированную сталь — нужен инвертор. Для сварки тонких или цветных металлов — полуавтомат.

При работе со сварочным аппаратом вам обязательно нужна сварочная маска и лучше — хамелеон, а также рабочие перчатки или краги сварщика
Часто решающим фактором оказываются габариты. Если вам необходим переносной, портативный и компактный сварочный аппарат — это инвертор, питающийся от сети 220 В. Он имеет совсем небольшие размеры и вес. Его легко переносить даже просто на плече, повесив на ремень. При этом он работает с большим спектром материалов, дает возможность получить хороший шов.
Если электропитание у вас далеко от идеала, то вам тоже подойдет инверторный сварочник: они не боятся перепадов напряжения и раотают даже при понижении до 180 В. Некоторые модели, разработанные специально для пониженного напряжения, работают вообще при 160 В.
Эти же аппараты рекомендуют и начинающим сварщикам: у некоторых из них есть несколько полезных функций, которые значительно облегчают работу новичку в сварке:
- Режим Hot Start — «горячий старт» — облегчает розжиг дуги. В момент начала сварки выдается дополнительный импульс тока, облегчающий розжиг;
- Anti-Stick — «против залипания». В начале работ новичку тяжело правильно подобрать параметры сварки. В результате электрод «прилипает» к детали. При работе с трансформаторами и выпрямителями оторвать его потом непросто. В инверторах автоматически понижается ток, и электрод можно оторвать без особых проблем.
- Arc Force — повышенная мощность. При быстром приближении электрода повышается сила тока, предупреждая залипание электрода.
Если вы новичок в сварке и решаете, что лучше — инвертор или трансформатор — для вас выбор просто: однозначно инвертор (как выбрать инверторный сварочный аппарат читайте тут). У него есть только один недостаток: после того как вы научитесь работать на инверторе, работать на трансформаторе без переобучения вы не сможете. Из других недостатков: он не любит пыль, особенно металлическую. Потому рядом с ним лучше не зачищать металлы и не работать болгаркой или шлифмашинками. Ну, и как любое электрообороудование, они не любят влажности и боятся конденсата.
Сварочные генераторы
Это достаточно сложное оборудование, которое объединяет в себе генератор (бензиновый или дизельный) и источник сварочного тока. Причем сварка может быть и от постоянного, и от переменного тока. Оборудование уже довольно дорогое, но оно — оптимальный вариант для тех поселков или стройплощадок, где электричества пока нет, или оно очень нестабильно. Если ваш дачный поселок пока не электрифицирован, вам необходим подобный агрегат.

Сварочный генератор — это комбинация дизельного или бензинового электрогенератора и сварочного аппарата
Могут ли обычные аппараты электросварки работать от генератора? Могут, но если от него питаются еще и бытовые приборы или другая электрика в сети, то на время работы их придется выключать: напряжение будет «скакать», из-за чего они могут поломаться. Есть еще один момент: для сварочных аппаратов требуется генератор более простой конструкции (они не так требовательных к характеристиками источника питания). Потому его схема намного проще. В результате сварочный генератор стоит меньше, чем пара электросварка+генератор.
Если у вас нет электричества, или с ним бывают существенные перебои, выгоднее купить не сварочный аппарат для дома и/или дачи, а сварочный генератор.
Выбор тут начинают с типа генератора: бензиновый или дизельный. Затем выбираете тип источника сварного тока: трансформатор, выпрямитель или инвертор. Затем уже идут обычные параметры электросварки, описанные выше.
Сварочный аппарат для алюминия
Особенность сварки алюминия — малая температура плавления, и, как правило, малая толщина металла. Потому обычная ручная сварка тут не совсем подходит: требуется опыт, а он не у всех есть. Нужна сварка в среде защитных газов (полуавтоматы в режиме MIG) или аргонодуговой сварочный аппарат (TIG сварка). Процесс сварки алюминия аргоннодуговой сваркой смотрите в видео.
Есть еще универсальные многофункциональные сварочные аппараты. Один такой агрегат может работать в трех-пяти типах сварки. Но стоимость таких универсалов исчисляется уже сотнями тысяч. Для дома они совершенно ни к чему. Это уже профессиональные сварочные аппараты, причем для широкого спектра работ. Например, Мультиплаз 4000 работает в режимах:
- ручной электродной сварки (ММА)
- аргоно-дуговой сварки неплавящимся электродом (TIG)
Оба эти режима могут проходить в среде защитного газа в режимах переменного (AC), постоянного (DC) или имульсного (пульсирующего) (PULSE) тока. Регулировок у него не просто много, а очень много, диапазон параметров очень широк. Кроме всех «стандартных» видов стали может варить алюминий, причем даже без предварительной обработки, тонкую нержавейку, титан. Шов будет очень качественным. Но нужна ли вам дома или на даче такая установка — вопрос. Разве что вы потом планируете открыть производство или зарабатывать сваркой.
Сварочные работы своими руками: инверторная сварка
Сварочные работы на даче своими руками довольно редки, тем не менее, они все же требуются. И тут возникает вопрос – приглашать профессионального сварщика, либо попробовать выполнить сварочные работы своими руками? Тут вы конечно же скажете, что для этого необходимо получить соответствующее обучение и опыт, и будете отчасти правы.
Дело в том, что для выполнения простых (бытовых) сварочных работ не требуются глубокие знания и опыт, поскольку здесь электродуговая сварка просто заменяет крепеж – болты, винты и т.д. Сварщик-новичок не сможет качественно сварить водопроводную или газовую трубу, но там, где качество сварного шва не первостепенно, у него все получится.

Инверторная сварка своими руками
Разумеется, новичку не нужно покупать какое-то сложное и профессиональное оборудование, для дачных нужд вполне достаточно купить недорогой сварочный инвертор, с помощью которого можно выполнить самый распространенный вид сварки – ручной электродуговой (MMA). Этот вид применяется для сварки деталей из углеродистой конструкционной стали. Для инверторной сварки своими руками используются штучные покрытые электроды.

Что необходимо для работы сварщика
Сварочные работы являются достаточно вредным видом производства, поэтому стоит позаботиться о защите глаз и рук в первую очередь. Для глаз используют маску со светофильтрами, которые защищают зрение от вредного излучения и при этом позволяют видеть место сварки. Светофильтры имеют разную степень затененности и делятся по номерам, в зависимости от интенсивности дуги. Более подробно о маске мы писали в статье «как выбрать сварочную маску».
Для защиты рук используют краги – специальные рукавицы или перчатки, которые можно купить в любом строительном магазине. Кроме того, можно также купить сварочный костюм или фартук, а также обувь, которая выдержит попадание искр.
Электрододержатель (держак) и масса
Провод электрододержателя или в простонародье держака должен быть из меди большого сечения, и чем выше ток, тем больше сечение. Бытовые инверторы не обладают большой мощностью, поэтому для них пойдут провода, рассчитанные на ток до 200 А. В большинстве случаев покупать провода не требуется, так как они идут в комплекте с инвертором.


Какие нужны электроды
Марок и типов электродов великое множество, но для бытовой сварки достаточно марки ОЗС, либо АНО и МР. Диаметр электрода – «двойка» или «тройка», в зависимости от толщины свариваемых деталей, чем толще детали, тем большим должен быть диаметр электрода и ток для инвертора.

Материал толщиной до трех миллиметров сварит электрод «двойка», от 3 до 5 мм – «тройка», четырех миллиметровый стержень вряд ли пригодиться, так как домашняя электросеть просто не выдержит такой нагрузки, да и задач таких, как правило не стоит. Ну а о «пятерке» в нашем случае и говорить не стоит.
Готовим свариваемые элементы
Прежде чем приступать к сварке, места стыковки деталей необходимо очистить от грязи и ржавчины, удалить влагу. Если толщина детали более 3 мм, то лучше с кромок снять фаску, это позволит более качественно сварить элементы, что важно, особенно для новичка. Рекомендуем не экономить на времени и хорошо подготовить свариваемые детали.

Положения при сварочных работах своими руками
Конечно же, наиболее удобное положение для производства ручной дуговой сварки – сварка «в нижнем положении», то есть когда сварочный шов проходит по горизонтальной плоскости. Так процесс сварки проходит с полным контролем сварочной ванны, расплав и присадочный металл электрода ровно ложиться в сварочный шов. Именно поэтому опытные сварщики советуют новичка начинать свою сварочную «карьеру» с варки на столе, а не пытаться сразу варить конструкцию на месте из неудобных положений.
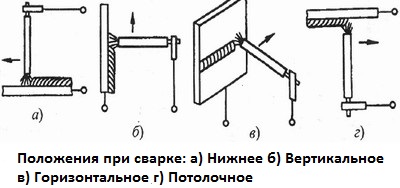
Часто приходится варить в вертикальном положении, либо горизонтально на вертикальной поверхности, это не очень удобно и в целом сложнее горизонтального положения. Вести шов лучше с верху вниз короткой дугой, при этом сварочную ванну делают небольшой, чтобы расплав и металл не стекал. Иногда возникает необходимость варить снизу, то есть потолочная сварка, но она очень сложна, поэтому новичку за нее лучше не браться.
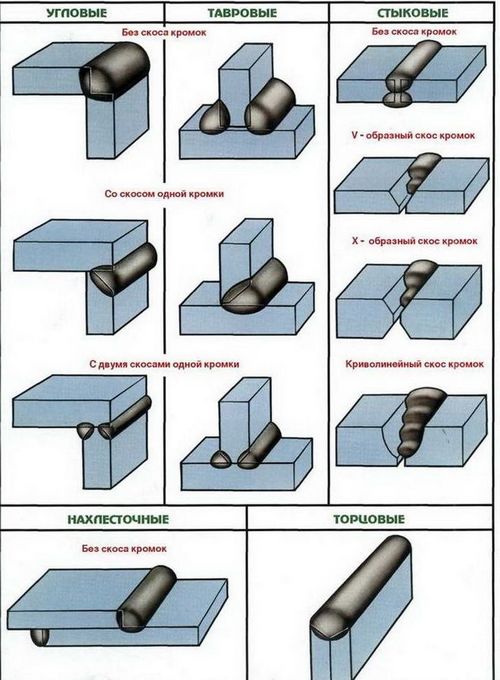
Способы сварки: внахлест, встык, тавровая и угловая
Работа сварщика предполагает несколько способов сварки деталей: внахлест, встык, тавровая и угловая. Шов ведется наклоненным электродом, кроме сварки встык, когда электрод держат практически прямо. При угловой сварке новичку рекомендуется разместить свариваемые детали «в лодочку», а не латинской буквой L, в этом случае проще добиться качественного шва с хорошо проваренными краями.
Настройка сварочного инвертора
В первую очередь необходимо выставить сварочный ток, сила которого определяется исходя из толщины электрода. Для наших целей мы используем «двойку» и «тройку», для первого рекомендуется выставить ток в 70-80 ампер, для второго типа – 100-140 ампер. Опытные сварщики довольно точно выставляют ток с первого раза, новичку же следует уделить больше времени, начиная с минимального тока и при необходимости его поднятия. В помощь придет звук сварки – булькает или гудит – сила тока выставлена не правильно, слышится потрескивание – сила тока угадана точно.
Остается еще вопрос – какую полярность выбрать для держателя электрода (держака) и массы. Поскольку инвертор использует постоянный ток, то на держак и массу можно подать как «плюс», так и «минус», что влияет на сварочный процесс. Для нас важно на держатель подать «плюс», а на массу «минус», то есть подключение обратной полярностью. В этом случае электрод греется сильнее свариваемой поверхности, что позволяет получить качественный шов. Прямая полярность (когда на электроде «минус», а на массе «плюс») применяется для сварки стальных листов, причем специальными для этих работ электродами.
Начинаем сварочные работы своими руками
Итак, все что надо для работы мы подготовили, самое время начать варить. Для первого раза лучше всего максимально упростить задачу: варим на столе в нижнем положении, детали - пластины (листовой металл) без фасок с прямыми кромками. Сварочный шов будет прямой в один слой, детали располагаем встык, используемые электроды – «двойка». Для простоты понимания сварочные работы мы разделили на этапы:
Этап первый. Все начинается с поджига дуги, для чего просто чиркаем электродом по свариваемым деталям. Данное движение напоминает поджиг спички, при этом чиркать следует с наклоном электрода к горизонту около 30-ти градусов и по направлению сварочного шва.

Этап второй. Разожженной дугой начинаем варить шов, для чего перемещаем ее к началу шва и ждем несколько секунд до расплавления металла. Определить, что металл расплавился просто, пятно на месте сварки приобретает желто-оранжевый цвет и покрывается рябью. Теперь остается формировать сварочную ванну, для чего электрод держим немного наклоненным в направлении шва.
Этап третий. Сварочная ванна формируется путем постепенного перемещения электрода от начала шва к его окончанию, то есть, как говорили выше, дожидаемся расплава металла и перемещаем на несколько миллиметров дальше, и так до конца шва.
Что надо знать, формируя сварочную ванну
При формировании сварочной ванны есть несколько важных деталей, которые необходимо учитывать:
Дуговой промежуток, то есть контроль расстояния между электродом и швом. Если промежуток будет большой, то мы получим нестабильную дугу и отсутствие металла для создания сварочного шва, если электрод будет «клевать» детали – получим замыкание и отключение инвертора (сработает защита аппарата). Лучше всего подобрать высоту наклоненного электрода, при котором будет происходить касание обмазки электрода с деталями.
Высота шва зависит от наклона электрода, чем более вертикально его держать, тем ниже он будет. Сварщики, как правило, стараются сделать шов вровень со свариваемыми деталями, однако новичку лучше делать шов выше, это позволит лучше контролировать его качество. Впоследствии вы сможете снизить высоту или даже выйти на профессиональный уровень, но начинать с него не рекомендуем.

Движение электрода для новичка – прямолинейное, что позволит формировать наплывы, то есть «чешуйки», которые перекрывают друг друга. В идеале должен получиться шов с мелкими чешуйками, но если это сразу не получиться – не отчаивайтесь, вы пока новичок.
Еще одна «мелочь» - скорость перемещения электрода по шву. Это действие определяется на глаз, и никак по-другому. Необходимо внимательно следить за цветом пятна под дугой, передвигаясь плавно и без спешки. Важно не передержать – чревато прожигом, и не додержать – получим не проваренный участок. Интенсивность передвижение зависит от толщины электрода, чем он тоньше, тем медленнее прогревает металл, соответственно, тем медленней его ведут по шву. В любом случае, новичку настоятельно советуем останавливаться и осматривать шов, не пытайтесь с ходу варить одной дугой (то есть выполнить шов без остановок).

Наконец, последний этап сварочных работ своими руками – завершение сварки. Для этого необходимо сделать малый круг на месте, не убирая резко электрод. Оставшийся шлак на шву отбивают молотком и зачищают металлической щеткой (после остывания, разумеется). В качественном шве не должно быть включений шлака, и к этому надо стремиться новичку.
В целом это все, что необходимо знать начинающему сварщику, остальное придет вместе с опытом.
Читайте также: