Сварка нахлесточных соединений в вертикальном положении
Обновлено: 18.05.2024

Швы и соединения
Большинство металлоконструкций создается путем сварки. Такой способ помогает повысить надежность и прочность объекта. Одним из типов сварочных швов является нахлесточное соединение. Оно характеризуется минимальной чувствительностью к ошибкам при работе. Шов могут выполнить начинающие сварщики.

Что такое сварка внахлест
При формировании такого соединения листовые детали размещают параллельно. Край одной заготовки частично перекрывает кромку другой. Способ применяют для сварки листов высотой 4-8 мм. Размер нахлеста должен слегка превышать суммарную толщину деталей. Поверхности при выполнении нахлесточного шва не требуют сложной подготовки. Достаточно зачистки кромок. Листы проваривают с 2 сторон, что исключает вероятность проникновения воды в зазор.
При сварке внахлест заготовки прочно стягивают. Соединение делают косым, боковым, лобовым или комбинированным способами. Реже применяют заклепочные или прорезные швы.

Во втором случае прожигают отверстия в детали, расположенной сверху. После этого формируют кольцевой шов. При заклепочном соединении электрод ведут по периметру прорези в пластине.
Когда применяется соединение внахлест
Используют при работе с массивными деталями, перемещать которые с нужной точностью невозможно. Соединение внахлест нельзя применять при сварке заготовок, подвергающихся влиянию переменных нагрузок. Лобовые швы уместны при работе с листовыми конструкциями: обшивкой, емкостями, сосудами. Фланговые соединения предназначены для изготовления профильных объектов: стропил, колонн, мачт, подкрановых ферм. Швы с пазами и отверстиями используются для прикрепления настила к балкам.
Технологические требования
При формировании нахлесточного сварного соединения соблюдают следующие нормы:
- Согласно российским стандартам, внахлест можно укладывать арматурные пруты диаметром не более 2,5 см.
- При работе учитывают параметры электродов. Стержень диаметром 4-5 мм подойдет для сварки деталей толщиной 4-5 см.
- Нахлесточные швы выполняют ручным или полуавтоматическим аппаратом. Применяют контактные, ванно-шовные или электродуговые технологии.
- Соединение формируют длинными швами. Однако допустимо применение точечной сварки.

Разновидности соединений
Существуют 4 основных вида швов: одно- или двусторонние, со скосом кромок или без такового.
Одностороннее
В этом случае проваривают только 1 сторону шва. Соединение применяется при создании конструкций, эксплуатирующихся в нормальных условиях с минимальными нагрузками.
Двустороннее
Соединение проваривают с обеих сторон. Этот тип швов считается более распространенным. Он отличается повышенной прочностью и надежностью, может применяться при работе с конструкциями, испытывающими увеличенные нагрузки.
Со скошенными кромками
В этом случае часть краев срезают под нужным углом, величина которого подбирается с учетом толщины детали. Это способствует лучшему провару соединения.
Без скоса кромок
Метод используется при работе с тонкими металлическими листами. Необходимо достаточно глубокое залегание соединения.
Плюсы и минусы
К положительным качествам нахлесточного сварного соединения относятся:
- простота формирования;
- необязательность строгого соблюдения параметров и размеров (незначительные погрешности не сильно влияют на качество сварки);
- повышенная прочность соединения на разрыв;
- невысокая стоимость процесса.
Недостатками рассматриваемого способа сварки считаются:
- непереносимость динамических нагрузок (по этому качеству нахлесточные соединения уступают стыковым);
- необходимость усиления швов при работе с некоторыми типами конструкций;
- узкая специализация соединений (сварка внахлест редко используется при строительстве каркасов или создании приборов).
Особенности нахлесточного соединения
При сварке этим способом учитывают, что:
- Нахлесточный шов делают путем перекрытия поверхности одной детали частью другой. В стандартных условиях сварку выполняют по нижнему краю заготовки. Для повышения устойчивости к излому формируют вспомогательные швы в верхней части.
- Добавляемые к нахлесту соединения на чертеже имеют отдельные обозначения.
- Для усиления шва применяют дополнительные процедуры. По возможности нижний край прогревают и сгибают, после чего возвращают в прежнее состояние. Процедура усиливает связь, однако может ухудшать свойства металлов. Разогрев и загиб могут использоваться не для всех видов свариваемых деталей.

Параметры сварочного аппарата
Правильная настройка агрегата повышает качество шва. Рекомендованные параметры работы аппарата можно изучить с помощью таблицы.
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
| 1 | 25-40 | 1,5 |
| 2 | 60-70 | 2 |
| 3 | 90-140 | 4 |
| 4 | 120-160 | 4 |
| 5 | 150-180 | 4 |
| 6 | 160-220 | 4 |
| 7 | 220-300 | 5 |
| 8 | 280-340 | 5 |
| более 10 | от 400 | 5 |
Выбор электродов
При отсутствии разделанных краев размер стержня выбирают по указанной выше таблице. При срезании кромок корневой сварной шов формируют с помощью электрода диаметром 2-4 мм. Использование более толстых стержней нежелательно. Это способствует возникновению дефектов: непроваров, шлаковых включений.
Верхние слои соединения накладывают стержнем диаметром 4 мм. Если толщина заготовок превышает 1,2 см, возможно применение электрода диаметром 5 мм.
Для снижения температуры нагрева основного метала и риска появления трещин используют стержень диаметром 2 мм. Это способствует образованию тонкого валика.
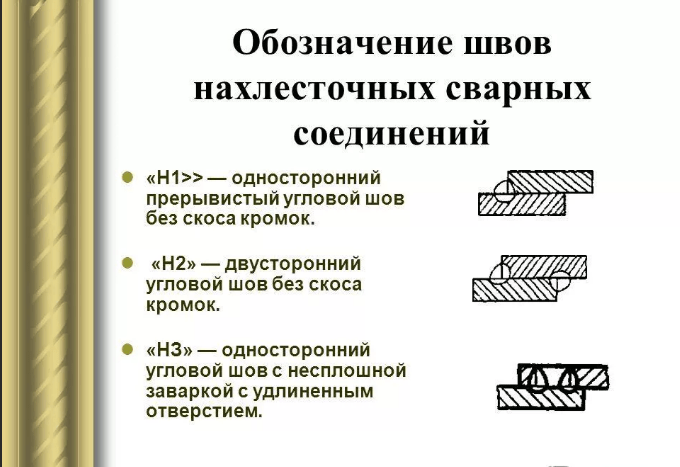
Обозначение соединения на чертеже
Для любых способов сопоставления деталей предусматриваются собственные отметки, с помощью которых сварщик понимает, какое соединение нужно делать. Нахлесточный сварной шов обозначают буквой Н. Ее ставят возле схематичного рисунка с параметрами. Нередко встречаются обозначения Н1, Н2. Цифра отражает номер соединения в классификации, использовавшейся при составлении чертежа.

Сваривание армирующего слоя внахлест
Для армирования металлопластиковых труб используют алюминиевую ленту. Ей можно придавать любые формы. Она устойчива к разрывам при любых технологиях сварки. Для улучшения свойств металл отжигают при температуре +360 °С, поэтому предъявляются особые требования к сварке ленты.
Если формируют нахлесточный шов, обрабатываемая зона нагревается до +330 °С, что меньше температуры плавления металла. Такая технология не ухудшает свойства алюминия.
При использовании стыкового соединения наблюдается перегрев сварочной ванны, из-за чего армирующий слой может потерять защитные качества.
Сварка в разных положениях
В зависимости от размещения деталей в пространстве выбирают контактную или дуговую технологию.
Электродуговой метод
Применяют в процессе сборки стальных конструкций. Сварка не вызывает затруднений при возможности перемещения заготовок. Сложности возникают, когда лист приваривается к металлическому потолку. В остальных случаях детали соединяют одинарным или двойным швом. Электродуговая технология исключает прожоги. При ее использовании к заготовкам не предъявляют строгих требований. Допустимы неточности в расчетах. Однако дуговой метод имеет и недостатки:
- перерасход металла, возникающий из-за наложения листов друг на друга;
- сниженная, по сравнению со стыковой сваркой, прочность;
- перерасход электродов из-за необходимости двустороннего сваривания.
Контактный способ сварки
Метод используется в производственных условиях. Шов приобретает хорошие эстетические качества, следы от электродов отсутствуют. Стержень ведут по краю кромки. Предварительная подготовка деталей не требуется. Сварочные точки не должны располагаться слишком близко к краю. Это же касается расстояния между элементами. Несмотря на эти требования, контактная сварка широко распространена в приборо- и машиностроении, производстве бытовой техники.
Частые виды брака при нахлесточном шве
При сварке этим способом иногда появляются такие недостатки:
- Непровары – недостаточность заполнения шва расплавом. Такой дефект уменьшает прочность шва. Они возникают из-за слабости тока, слишком высокой скорости сварки.
- Подрезы – канавки, идущие вдоль стыка. Возникают из-за удлинения дуги, расширения сварочной ванны, недостаточного прогрева металла.
- Прожоги – сквозные дефекты. Отверстия появляются при низкой скорости сварки, неправильном выполнении одностороннего скоса кромки, высокой силе тока.
- Поры – пустоты, располагающиеся по всей длине шва. Появляются при разрушении защитного газового облака.
Большинство дефектов устраняют путем повторной сварки с установкой правильных параметров работы аппарата.
Как варить вертикальный шов
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.

Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная - «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С 0 , что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке. Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Сварка вертикальных швов
Одним из признаков при классификации сварных швов является их положение в пространстве. Нередко в конструкциях необходимо выполнение вертикальных швов, что не является самым простым вариантом. При его выполнении не так легко, как при сварке горизонтально расположенных швов, осуществлять контроль состояния сварной ванны, что оказывает влияние на качество соединения.
Особенность сварки вертикальных швов заключается в стекании вниз расплавленного металла под действием силы тяжести собственного веса во время сварочного процесса. Это создает трудность продолжения шва, поскольку при застывании образуется преграда, содержащая шлаки от электрода. Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.

Способы сварки
Сварку в вертикальном положении можно осуществлять различными методами. Наиболее популярны электрошлаковый и электродуговой.
Электрошлаковый способ
Электрошлаковый метод позволяет сваривать детали любой толщины. Независимо от размера поперечного сечения шва он осуществляется за один проход. Благодаря этому происходит экономия затрат на электроэнергию и уменьшение потребности в расходных материалах. Значительно увеличивается производительность работ.
Между кромками и металлом образуется ванна, в которой находится жидкий шлак. Электрод погружают в шлаковую ванну. Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
По мере того, как шов будет остывать, сварная ванна с электродом будет подниматься вверх. За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе. При окончании сварки ставший твердым шлак удаляют постукиванием. Вертикальный шов, сварка которого произошла электрошлаковым методом, получается качественным.
Когда осуществляется вертикальный шов электродуговой сваркой, то жидкий металл стекается вниз, подчиняясь закону гравитации. Капельный путь - это способ перехода жидкого сплава в сварочную ванну. Сварка вертикального шва ручной дуговой сваркой предполагает применение короткой дуги для того, чтобы капельки перетекали плавно, а не отрывались.
Перед тем, как варить вертикальный шов дуговой сваркой или другим методом требуется подготовка свариваемых частей. Кромки деталей разделывают по-разному в зависимости от способа их соединения и поперечного размера свариваемых металлов. Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки - поперечные швы, расположенные на расстоянии между собой.
Полуавтомат
Более удобным способом создать вертикальный шов можно полуавтоматом сваркой. Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.

Большое значение для получения высококачественного вертикального шва с помощью полуавтомата имеет величина силы тока. При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При сваривании тонких листов возможно его уменьшение, чтобы избежать затухания дуги. Защитный газ продается в специальных баллонах, оснащенных редуктором с манометром для контроля давления. Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Перед тем, как начать сварку, устанавливается значение расстояния, с которого проволока выступает из сопла. Эта величина должна быть не свыше 5 мм. Прежде, чем начать сваривание, следует позаботиться о неподвижности деталей друг относительно друга. Это обеспечивает сварка полуавтоматом точками.
Скрепление деталей производится не менее, чем в двух местах. Когда сваривание производится нахлестом, то детали скрепляются струбцинами. Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
Инвертор
При намерении выполнить вертикальный шов более современным методом имеет смысл выбрать инвертор. Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Удобство при работе обеспечивают ручки и индикаторы на его корпусе. Включение и выключение инвертора производится тумблером. Ручками на панели выставляются величины напряжения и тока. Имеются индикаторы, на которых появляется информация о питании и перегреве оборудования. Один кабель имеет на конце держатель для электрода, а на втором находится прищепка-зажим для крепления изделия. Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Принцип работы состоит в том, что металлические части и электрод начинают плавиться под воздействием дуги, что приводит к образованию сварочной ванны. Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Работу следует начинать с настойки электрического тока. Его величина зависит от толщины деталей. Затем к свариваемой поверхности подключают клемму массы. Диаметр электрода - 2-5 мм. Металлические детали перед свариванием подготавливают обычным способом.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами - снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.

Начальное расположение сварочной ванны - внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой. Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.

Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача - опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.

Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу - "треугольник". Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом "треугольника". Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.

Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора "на себя".
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его "на себя", пройдя всю толщину заготовки;
- совершив небольшой подъем, способом "от себя" вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода - 3 мм. Ток имеет небольшое значение - 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе "лесенкой" является небольшим - получается так называемый "легкий" валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Интересное видео
Как варить вертикальный шов: описание и рекомендации
Сварка внахлест (внахлестку; сварка нахлесточных соединений) представляет собой такой сварочный процесс, при котором соединяются два (возможно и большее их количество) листа путем полного либо частичного наложения одного на другой.
Мы постараемся дать полный и исчерпывающий ответ, на эти указанные вопросы:
- Как именно осуществляется такая сварка?
- В каких областях она в основном применяется?
- Как правильно подготовить поверхность к предстоящей работе?

Главное преимущество, такого вида сварки, это эстетичный вид
Краткие сведения
Сварка арматуры является основным методом соединения арматурных прутков. С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.


Особенности потолочного шва
Сварка потолочных швов возможна лишь при условии максимально быстрого затвердевания металла по завершении его расплавления. Это же требование предъявляется и к уже рассмотренному ранее вертикальному свариванию.
Для быстрого затвердевания металла необходимо применять электроды со специальным тугоплавким покрытием, а при сварке сочетать их круговые движения с вертикальными перемещениями.
К этому виду сварочных процедур следует прибегать только в крайнем случае, при невозможности сваривать детали в более удобной позиции.
Потолочный вид сварки характеризуется тем, что даже при незначительном отдалении электрода от ванны дуга мгновенно гасится, так как энергия к ней перестает поступать.
Вследствие этого металл остывает и сварочная ванна уменьшается в своих размерах, что может привести к короткому замыканию. Кроме того, сложность угловых работ в этом случае состоит в том, что прогрев зоны сварки осуществляется снизу.
В таком положении пузырьки расплавленного металла, поднимаясь из сварочной ванны, проникают в корень шва и заметно ослабляют его.
Сварочные методики
Для сварки арматуры применяется несколько технологий. Основные методики — сварка арматуры ванным способом, сварное соединение внахлест, создание крестообразных соединений, контактная технология. Ниже мы рассмотрим каждую методику более подробно.

Встык ванным методом
Ванная сварка арматуры — оптимальный метод сварения арматурных прутков. Ванночкой называют U-образную скобу, к которой будет привариваться стальные прутки. Ванная технология позволяет получить качественный надежный шов, который не растрескается под действием механических ударов или химически активных веществ. К тому же ванная технология уменьшает контакт прутков с окружающей средой, поэтому риск коррозии в данном случае будет минимальным.
Сварочные работы проводятся так:
- С помощью металлической щетки нужно зачистить края стержней на 3-4 сантиметра (у концов должен появиться характерный металлический блеск). Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.
- Теперь нужно поместить края внутрь ванночки. Некоторые мастера для более надежной фиксации обвязывают ванночку проволокой, а во время сварки проволока быстро удаляется из активной зоны. Новичкам манипуляции с проволокой делать не рекомендуется, поскольку есть большой риск приваривания проволоки к поверхности ванночки.
- Сварку следует проводить на высоких токах (оптимальная сила тока — 400 ампер при диаметре электрода 5 миллиметров) с помощью автоматического или полуавтоматического оборудования. Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.
Главным преимуществом ванной технологии является небольшой расход расходного материала. Еще один крупный плюс — возможность проведения сварочных работ при отрицательных температурах (силу тока нужно увеличить на 15-20%). В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.

Сварка арматуры внахлест
Если сварная конструкция не будет подвергается серьезной механической нагрузке, то в таком случае можно применять сварение арматуры внахлест. Главные плюсы технологии — простота, высокая скорость работ, минимум расходных материалов, неплохая надежность. Нахлест арматуры при сварке должен быть полным, чтобы получился прочный большой шов. Сварочные работы рекомендуется проводить с нижнего, а не с верхнего положения (это обеспечит более активное расплавление металла в активной зоне). Также можно выполнять боковую сварку внахлест под углом наклона до 15-20 градусов.
Оптимальный алгоритм действий:
- Зачистите поверхность арматуры с помощью металлической щетки или грубой наждачной бумаги. Также рекомендуется сделать обезжиривание поверхности, чтобы получить высококачественный сварной шов в активной зоне.
- Наложите сварные прутки друг на друга. Оптимальный уровень нахлеста — от 15 до 30 сантиметров. Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.
- Выполните обварку сверху минимум в двух местах (по краям). Потом выполните обварку снизу (по центру).
Крестообразное сварение
Если делать большую объемную решетку, то можно выполнить крестообразную сварку арматурных прутков. Все работы нужно проводить в строго горизонтальном или вертикальном положении, чтобы прутки надежно давили друг на друга. Делать сварку под углом не рекомендуется, поскольку будет проблематично получить надежный качественный шов (расплавленный металл будет активно стекать или испаряться). Крестообразную технологию также не рекомендуется выполнять при отрицательной температуре окружающей среды.
Особенности крестообразной технологии:
- Оптимальным методом соединения прутков является дуговая сварка в среде защитных газов. Соединение арматуры следует выполнять короткими прихватами с короткой подачей дуги в активную зону.
- Во время подачи электрод должен находиться под углом 30-45 градусов относительно плоскости стержней. В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.
- Для улучшения фиксации прутков можно приварить на арматуру прихватки. Накладывать их рекомендуется с двух сторон, чтобы зафиксировать детали как в нижнем, так и верхнем положении.

Контактная сварка
Точечная контактная сварка арматуры является надежным методом соединения прутков друг с другом. Для сварения требуется применения станкового сварочного оборудования, которое обладает большой массой. Поэтому на практике эта технология получила мало распространения, хотя ее часто применяют в фабричном производстве. Контактное точечное сварение выглядит так:
- Прутки помещаются в станок, который имеет вид промышленных клещей. Станочные клещи надежно фиксируют детали, а во время сварения их положение не меняется.
- Потом рабочий выполняет настройку станка с помощью электронной панели. Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).
- Потом рабочий запускает станок, который выполняет сварку контактным методом. При работе сдавливающие поверхности нагреваются до высоких температур, что приводит к расплавлению арматуры.
- Во время работы возможно перемещение прутков с помощью подвижной консоли. Новые станки могут также выполнять перемещение сдавливающих нагревателей, что делает такие станки более универсальными, простыми в использовании.





Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Подробнее о том, как правильно варить сваркой, можно узнать тут.
Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Правила подбора электродов
Для сварения арматурных прутков рекомендуется использоваться электроды марок Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. Преимущества — высокое качество сварного шва, минимальный расход во время сварочных работ, хорошая температурная устойчивость, отсутствие коррозийного риска. Электроды этих марок могут работать при низких температурах окружающей среды, что будет весьма кстати в зимнее время. Для сварения стандартной арматуры диаметром 5-10 миллиметров применяются электроды диаметром 2-4 миллиметра. Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Также не забудьте проконтролировать силу сварочного тока:
- Для работы с популярными электродами диаметром 3 мм марки Э42 или СМ-11 лучше применять ток силой от 100 до 150 ампер. Для более толстых электродов силу тока нужно увеличить до 150-220 ампер (4 мм) или до 180-290 ампер (5 мм).
- Электроды АНО-5 и АНО-6 диаметром 4 мм варятся с помощью тока, сила которого составляет 170-220 ампер. Если диаметр составляет 5 мм, то силу тока нужно увеличить на 40-60 ампер.
- Маломощные электроды ВСЦ-4 варятся с помощью небольшого тока — 90-100 ампер (диаметр 3 миллиметра) или 120-150 ампер (диаметр 4 миллиметра).
- Также на рынке Вы можете встретить новые электроды марки УОНИ-13. Их следует варить слабым током — для устройств диаметром 2 миллиметра нужно применять ток силой 30-50 ампер. За каждый дополнительный миллиметр диаметра нужно увеличить силу тока на 50-70 ампер.

Толщина деталей
Стандарт четко разделяет типы разделки кромок и количество слоев в зависимости от толщины деталей. В основной таблице указано, какой формы должна быть разделка и характер шва.
При производстве сварных соединений по ГОСТ 5264-80 с разной толщиной стенок, не превышающих допустимых размеров 1 – 4 мм, детали свариваются как одинаковой толщины. Допускается расположение стыка под наклоном.

В случае большей разницы толщин соединяемых пластин, большая деталь стачивается под углом в 15⁰, до толщины меньшей детали. Механическая обработка производится при необходимости с двух сторон. Режим сварки выбирают по детали с меньшей толщиной.
В угловых стыках торец привариваемой пластины может не разделываться и сварка производится с 2 сторон по указанной схеме. В этом случае допускается наличие зазора – b. Он увеличивается пропорционально толщине листа и составляет от 1 мм до 4 мм, без зачистки кромок.
Качество работы
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва. Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор. Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
- Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.

Положение при сварке
Сварка является процессом, без которого невозможно создать ни одну металлическую конструкцию. Серьезное отношение к этому процессу подтверждает большое количество нормативных материалов, регламентирующих пространственное положение шва при сварке. В методических указаниях приводятся сведения, каким должно быть положение электрода при сварке различными способами. Это имеет большое практическое значение, поскольку техника сварки швов в различных положениях не является одинаковой.
В зависимости от пространственного положения существуют разные условия для правильного формирования сварного шва, требования к его внешнему виду, наличию дефектов. Существенное влияние положение при сварочном процессе оказывает на его производительность, что учитывается при составлении технологической карты на узел изделия, где имеется сварное соединение.

Обозначение
Имеющаяся классификация сварных швов содержит обозначение положение при сварке. Каждому виду присваиваются цифры и буквы, которые четко указывают на разновидность шва. Эти обозначения указываются в чертежах на изделия, где присутствует сварное соединение. Сварщик при обучении своей профессии обязан изучить обозначения положений шва при сварке и доказать свои знания на экзамене. Это даст ему возможность без труда "читать" чертеж на изделие и делать практические выводы.

Принцип присваивания буквенного обозначения достаточно прост. Используется первая буква слова, обозначающего положение шва в пространстве. Существует не так уж много видов положения шва в пространстве, поэтому буква "В" будет однозначно восприниматься как вертикальный, а буква "П" как потолочный. Имеется более подробная градация, где основная буква пишется мелким шрифтом, а перед ней ставится большая буква "П", обозначающая "полу".
Обозначения могут иметь более подробный характер, когда в них указывается вид соединения или направление сварки. Так, например, П2 означает, что соединение тавровое потолочное, а положение при сварке В1 указывает на то, что при вертикальном положении шва сварка ведется способом снизу вверх. Положения при сварке Н1 и Н2 оба свидетельствуют о нижнем положении. Но дальше имеются различия.
Положение при сварке Н1 означает, что положение нижнее, а дальше два варианта: первый - стыковое, второй - "в лодочку". Н2 - нижнее положение при тавровом соединении. Н45 положение при сварке является переменным. Такое положение используется для сварки труб, когда их оси имеют наклонное положение на 45 градусов. Сварка при этом осуществляется без их поворота.
Когда приобретаются электроды, выпущенные иностранными производителями, положения швов, для которых они предназначены, указаны стрелками, в чем не трудно разобраться.

Обозначения имеются также в зависимости от свариваемых деталей.

Введение общепринятых обозначений систематизирует понятия о различных положениях при сварочном процессе. Сварщикам необходимо пройти аттестацию, которая начинается с экзамена по практике. Если он пройден успешно, то кандидат должен ответить на теоретические вопросы по основам сварочного дела. Они могут различаться в зависимости от направления, выбранного будущим сварщиком. Но существуют общие вопросы, знание которых является обязательным. К таким вопросам относится обозначения швов при различных пространственных положениях сварки.
Имеющиеся положения
Пространственные положения при сварке имеют четыре варианта. Наиболее легко выполнимое из них - горизонтальное нижнее положение. Наиболее трудным считается тоже горизонтальное положение шва, но располагающееся наверху, и имеющее название полочного. Шов в горизонтальном направлении не обязательно выполняют внизу или наверху. Он может располагаться в центре вертикальной стенки. Оставшийся вариант принадлежит вертикальному положению.

Различные положения сварки в пространстве имеют свои нюансы при выполнении сварки. От вида положений зависит расположение электродов.
Нижнее
Такое положение является самым желанным для любого сварщика. Этот вариант применяют, когда свариваются несложные детали небольшого размера или, если к качеству шва не предъявляются строгие требования. Положение электрода при этом виде является вертикальным. В этом положении возможно сваривание, как с одной стороны, так и с двух.
На качество шва в нижнем положении оказывают влияние толщина свариваемых деталей, размер зазора между ними, величина тока. Этот метод имеет высокую производительность. Недостатком является возникновение прожогов. При нижнем положении можно использовать способы стыкового и углового соединений.
Горизонтальное
При таком виде соединяемые элементы находятся в вертикальной плоскости. Сварной шов расположен горизонтально. Электрод принадлежит горизонтальной плоскости, но расположен перпендикулярно шву. Затруднение при работе вызывает возможное расплескивание жидкого металла из сварочной ванны и попадание под действием собственного веса прямо на расположенную внизу кромку. Перед началом работы необходимо произвести подготовительные работы, а именно, подрез кромки.
Вертикальное
Свариваемые детали располагают в вертикальной плоскости таким образом, чтобы шов между ними также был вертикальным. Электрод при этом расположен в горизонтальной плоскости перпендикулярно шву.
Сохраняется проблема падения вниз капель раскаленного металла. Работу следует выполнять исключительно на короткой дуге. Это предупредит попадание жидкого металла в кратер шва. Рекомендуется применение электродов с покрытием, увеличивающим вязкость содержимого сварной ямы. Это будет значительно уменьшать стекание расплавленного металла вниз.
Из двух существующих способов перемещения по возможности следует выбирать движение снизу наверх. Тогда неизбежно стекающий металл будет при застывании образовывать ступеньку, препятствующую дальнейшему его сползанию. Это занимает длительное время. При использовании способа сверху вниз производительность увеличивается за счет снижения качества шва.
Потолочное
По сути, является горизонтальным швом, расположенным в неудобном для работы месте. Сварщику приходится длительное время пребывать в сложной позе с вытянутой рукой. От квалификации это, понятное дело, не зависит, но у опытных мастеров имеются свои приемы, облегчающие процесс сварки в этом положении. В любом случае необходимо периодически делать перерывы.
Положение при сварке деталей будет горизонтальным, а электрода - вертикальным. Шов расположен внизу кромок. Главный риск получения некачественного шва заключается в том, что жидкий металл стекает вниз, но не всегда попадает в сварочную ванну.
При потолочном способе ведения сварки следует использовать небольшой ток и минимально короткую дугу. Электроды должны иметь небольшой диаметр и тугоплавкое покрытие, удерживающее капли металла за счет поверхностного натяжения. Этот вид сварки является особенно нежелательным, когда предстоит соединение деталей малой толщины.
Положение электрода
Когда осуществляется сварка, угол, под которым находится электрод, имеет большое значение. Правильно выбранный угол наклона электрода при сварке позволит контролировать весь процесс и вовремя вносить коррективы. Под каким углом держать электрод при сварке не указывается в чертеже, а выбирается самим сварщиком.

Имеются следующие основные виды положения электрода:
- Сварка углом вперед. Этот способ выбирают при необходимости сварки в труднодоступных местах. Он имеет существенные недостатки. Образующийся шлак в жидком состоянии находится все время впереди, что мешает процессу сварки. Дуга может погаснуть совсем или начнет "блуждать". Не исключено появление пропущенных участков, что сильно снижает качество шва.
- Сварка углом назад. Находит применение при сварке стыков и в угловом варианте. Угол наклона электрода так же, как и в первом способе, находится в пределах 30-60°С. Сварочная дуга, напирая на жидкий шлак, вытесняет его из ванны и расплавленный металл лишается его прикрытия. На оголенном участке начинается быстрая кристаллизация.
- Под прямым углом. Расположение электрода перпендикулярно шву оставляет возможность контроля над жидким шлаком, и заставлять его перемещаться вслед за сварочной ванной. Это оказывает благоприятное влияние на качество шва. Если будет замечено, что шлак оказался перед электродом, то надо на небольшое время перейти на способ "назад углом". Это позволит отбросить шлак за электрод.
Движение электрода
Движение электрода при ручной дуговой сварке является колебательным. Траектория движения электрода выбирается в зависимости от вида соединения и толщины свариваемых элементов.

Перемещением электрода вдоль оси сварного шва достигает получение тонкого "ниточного" валика. Его поперечный размер зависит от толщины электрода и скорости его движения. Движение электрода при сварке в поперечном направлении позволяет получить сварной шов требуемой толщины. Движения носят возвратно-поступательный характер.
Амплитуда колебаний зависит от характеристик свариваемого материала и размера шва. Конец электрода может описывать различные движения типа "лестница", "елочка", "треугольники" и другие. Они выбираются мастером перед началом процесса сварки. Такие широкие возможности позволяют сделать правильный выбор для получения качественного и красивого шва.
Газовая сварка в различных пространственных положениях требует обязательной подготовки. Она заключается в очищении от загрязнений, окалин, остатков краски. Перед сваркой детали скрепляют прихватками - соединениями в виде небольших швов. Это необходимо для того, чтобы величина зазора оставалась постоянной. Если сваривается тонкий металл, то длина прихваток не должна быть более 5 мм. При толстом материале и длинном шве их длину можно увеличить до 30 мм.
Сварка электродом
Техника сварки электродом, прежде всего, предполагает ручную дуговую сварку. Несмотря на появление новых технологий, она остается самой простой и доступной. Шов становится более качественным и надежным при применении различных флюсов.
Ручная сварка находит применение в разных областях, особенно хорошо она подходит для углеродистых сталей. Проверенным вариантом является сваривание с помощью электрооборудования. Самым прогрессивным методом считается использование инвертора.
Виды соединений
Соединения бывают нескольких типов. Сварные швы бывают стыковые и угловые. К стыковым швам относится соединения двух деталей, которые плотно соприкасаются своими торцами. Находят широкое применение. Используются при различных технологиях. Преимуществами являются высокая производительность процесса сварки, небольшой расход материала. При соблюдении технологии получается шов высокой прочности. Необходима предварительная подготовка кромок.
Стыковой вид применяется для соединений листов, труб и сортового проката. При угловом соединении детали находятся под углом друг к другу. В месте их контакта пролегает сварочный шов. Размер угла зависит от конструкции изделия. Может применяться для приваривания трубы к поверхности.

Типы сварного шва СШ и УШ расшифровываются как стыковой и угловой соответственно.
Тавровое - соединение, в котором торец одной детали приваривается к поверхности другой. Как правило, угол между ними составляет 90°С. Основное требование - торец присоединяемой детали должен быть обрезан и тщательно обработан. Это обеспечит хорошее смыкание свариваемых поверхностей. Требуется предварительная разделка кромок.
При большой толщине снимают фаску с обеих сторон, что обеспечивает хорошее проваривание деталей. Тавровое соединение получается удачно при установке деталей в "лодочку". При этом электрод можно располагать вертикально. При сваривании толстых деталей имеется возможность многопроходного соединения. Такую установку применяют при автоматической сварке.
При нахлесточном соединении детали расположены в пространстве параллельно друг другу, но при этом одна из них на небольшом участке перекрывает вторую. Этот вид применяется при контактной и точечной сварке. Предварительная разделка кромок не требуется, поскольку они не участвуют в соединении. Толщина свариваемых деталей имеет ограничение - она не должна превышать 10 мм.
Разделение на различные виды осуществляется по форме:
- Нормальные. Получается при использовании длинной дуги. Хорошо выдерживают динамические нагрузки, поскольку между дорожкой и основным материалом отсутствует перепад.
- Выпуклые. Называются усиленными. Такую форму дает короткая дуга. Ширина шва становится меньше и образуется выпуклость. Получаются при многослойном покрытии, что приводит к большому расходу материала.
- Вогнутые. Называются ослабленными. Вогнутость корня имеет форму канавки. Возникают при неправильной технологии или недостаточной подготовке стыкуемых поверхностей. Используются для тонких металлов.
При сваривании следует стремиться к получению нормального, а значит красивого, сварного шва.

Существуют и другие разделения сварных соединений:
- Односторонняя сварка. Соединение выполняется только с одной стороны. Обозначение - ос (ss), где первые две русские буквы соответствуют наименованиям вида сварки, а в скобках указано международное написание.
- Двусторонняя сварка. Имеются соединения с двух сторон. Обозначение - дс (bs).
- Соединения, которые выполняются на подкладке - снимающейся или остающейся, а также на подкладном кольце. Обозначение - сп (mb), где русские буквы означают "с подкладкой".
- На весу, то есть, без подкладки. Обозначение - бп (nb). Вид сварного соединения ос бп означает, что сварное соединение подкладки не имеет. Вид соединения при сварке ос бп говорит о том, что сварочное соединение было совершено без подкладки.
- Изделия, выполненные сваркой с предварительной зачисткой корня, обозначаются зк (gg), а без зачистки - бз (ng). Что обозначают буквы, понять не трудно.
- Какой вид сварного соединения обозначается гз gb? Когда применяется газовая защита, обозначение сварки принимает вид - гз (gb).
Система обозначений носит понятный и легко запоминающийся характер.
Сварные швы также имеют разделение по их конфигурации. Они бывают прямолинейными, криволинейными и спиральными или иначе кольцевыми. Выбор осуществляется независимо от положения шва в пространстве. Все эти виды сочетаются со стыковым и нахлесточном соединениями. В зависимости от протяженности швы бывают сплошными и прерывистыми.
Подготовка кромок
Правильная подготовка кромок к свариванию является залогом получения качественного шва при его любых пространных положениях.

Подготовка к свариванию состоит из нескольких этапов:
- правка металла;
- разметка изделия;
- резка;
- зачистка соединений;
- небольшой подогрев;
- обработка кромок.
Правка выполняется в том случае, когда при транспортировке произошло деформирование изделий. Правка в горячем или холодном виде применяется в зависимости от размера изделия и сложности деформаций. Может выполняться вручную или с помощью приспособлений. Применяются молотки, кувалды, ручной пресс. При сложных повреждениях используют прессы с электродвигателями.
С помощью разметки задают необходимые размеры, обрезая лишние куски. При ручной разметке достаточно иметь линейку и штангенциркуль. Если разметка производится на партии одинаковых деталей, то используют шаблон. Чтобы получить нужный размер производят резку заготовок. Она бывает механическая и термическая путем плавления металла. Резку делают по нанесенным предварительно отметкам. Применяют также дуговую сварку, кислородный резак.
Зачистка изделий является важным этапом подготовки к свариванию. Нельзя оставлять на поверхности загрязнения, посторонние предметы и жировые пятна. Навредить может оксидная пленка. При химическом способе очистки детали погружают в емкость с химикатами.
Большую роль играет подготовка перед сваркой кромок. После зачистки им придают требуемую геометрическую форму. Для соединения тонких деталей кромку делают плоской, а для толстых изделий кромки делают в форме букв "V" или "X". Особенно актуальна подготовка кромок при сваривании труб. Правильный скос в этом случае снимет напряжение при эксплуатации.
Более качественной является холодная подготовка. Внимательного отношения требует сварка труб. На глубину снимаемого слоя влияет марка металла. Толщина стенок в месте сваривания должна быть одинаковой, а торец трубы перпендикулярным ее оси.
Читайте также: