Валик сварочный что это
Обновлено: 16.05.2024
Сварка валика является основополагающим процессом в познании азов. — источник:
Что такое валик в сварке
Сварочный валик – это металл шва, наплавленного в результате однократного перемещения источника тепла, т.е. в результате одного прохода. Представленная далее картинка поможет понять, что называется валиком в сварке (при вертикальном и потолочном пространственном положениях).
Для получения узкого валика следует избегать совершения заметных колебательных движений электродом. Данный тип чаще всего применяется при заварке корня шва, при работе с тонкостенными изделиями, при подварке подрезов.
Уширенный валик (ширина не превышает 14 мм.) получается при сварке, выполняемой поперечными колебаниями; используется при сваривании толстостенных деталей, а также угловых и горизонтальных швов.
Широкий валик (больше 14 мм.) используется при сварке заполняющих слоев. Итак, мы помогли начинающему сварщику узнать, что такое сварочный валик. Теперь поговорим о необходимой теории сварочного процесса.
После ознакомления с основным понятием электросварки необходимо изучить теоретические основы рабочего процесса.
Прочное соединение заготовок выполняется посредством воздействия температур. Электрическая дуга нагревает металл до температуры плавления. Появляется дуга благодаря току: постоянному или переменному.
Первая разновидность напряжения характерна для сварочных аппаратов инверторного типа. Данное оснащение питается от сети в 220В. Дуга постоянного тока легче перемещается и контролируется. Новичкам в области сварки рекомендуется использовать такие агрегаты. Они характеризуются простотой и удобством в работе.
Сварочные аппараты трансформаторного типа выдают переменный ток. Применение такого оборудования затрудняет процесс. Из-за переменного напряжения электродуга менее стабильна.
Образование дуги становится возможным благодаря наличию металла и электрода.
Чтобы четко понимать как осуществляется сварочный процесс, нужно вникнуть в суть следующих процедур:
дуга появляется посредством контакта основного изделия и электрода;
в месте появления дуги металл плавится;
вместе с металлом плавится и электрод, частицы которого попадают в сварочную ванну;
покрытие электрода также горит, в результате чего образуется газовое облако, защищающее ванну от вредного взаимодействия с кислородом. Это обеспечивает поддержание необходимой для плавления температуры;
сохранению нужной температуры также способствует образуемый шлак;
сварочный валик образуется при движении электрода; несколько движений стержня гарантирует получение шва;
после окончания работ, шлаковая корка отбивается молотком.
Данная информация позволяет понять теорию сварочного процесса. Также нужно рассмотреть практическую сторону соединения заготовок:
электрод следует поместить в специальный держатель;
электрод необходимо держать под углом в 70 градусов к поверхности;
выставив оптимальный угол наклона, можно прочертить по металлу быструю линию(проверить наличие контакта). Если все сделано правильно, то появятся искры и треск;
затем оставив нужный угол, следует зажечь дугу (можно электродом коснуться металла и тут же поднять электрод таким образом, чтобы образовалась искра в 3-5 мм, подробнее о зажигании дуги будет ниже) . Если все проделано верно, то дуга начнет гореть, а металл плавиться;
если электрод залипает, то необходимо его раскачать и оторвать, а после опять зажечь дугу. Залипание электрода может говорить о том, что следует увеличить силу тока;
как только исполнитель добился стабильного горения дуги, можно приступать к наплавлению валиков.
Зажатую дугу нужно плавно перемещать по сварному шву. При этом совершаются равномерные движения амплитудой 2-3 мм., которыми сварщик как бы загребает наплавленный металл. Чем размереннее движения, тем красивее получится соединение.
Способы зажигания сварочной дуги
Процесс зажигания сварочной дуги включает несколько этапов:
возбуждение дуги осуществляется посредством кратковременного контакта конца электрода и свариваемой детали;
наличие тока обеспечивает короткое замыкание, торец стержня начинается нагреваться до высоких температур, при которых после отрыва электрода происходит ионизация газового промежутка;
в результате возникает дуга.
Данные сведения помогут исполнителям понять, как происходит зажигание, выполнение данных процессов поможет определить, выражаясь языком сварщиков, как “поймать дугу”.
Выделяют следующие способы зажигания дуги покрытыми электродами:
1) Прямой отрыв или зажигание впритык или способ касания.
2) Отрыв по кривой или способ чирканьем напоминает движение при зажигании спички.
Как правильно выполнить зажигание изображено на картинке.
Сварщики активно применяют оба метода при ручной дуговой сварке. Первый – зажигание дуги отрывом – используется при работе в узких, труднодоступных и неудобных местах.
Длина дуги при сварке электродами оказывает значительно влияние на формирование соединения, его форму, ширину и чешуйчатость.
При электросварке выделяют очень короткую, короткую, среднюю и длинную дугу. Чем короче дуга, тем выше качество металла шва.
Длину дуги следует вычислять по формуле:
где d – диаметр электрода.
Либо есть еще правило: длина дуга равна диаметру электрода. На практике же никто не меряет ее, а выдерживают интуитивно, по опыту.
Сварка очень короткой дуги производится впритык.
Короткая дуга подразумевает расстояние между электродом и основным металлом равное примерно 50% диаметра стержня; применяется при выполнении вертикальных, горизонтальных и потолочных швов, а также при работе со стыковыми и корневыми швами в нижнем положении.
Расстояние при использовании средней дуги – 1-1,2 диаметра электрода. Среднюю дугу следует применять при сваривании и наплавке в нижнем положении, в отдельных случаях и в горизонтальном.
Использование длинной дуги нежелательно, не рекомендуется её применять.
Начинающим и домашним сварщикам также важно знать, как зажечь дугу на инверторе.
Инвертор – металлический ящик компактных размеров и небольшой массы. Аппарат производит ток необходимых параметров. Для этого агрегат преобразует переменный ток из сети в 220В в сварочный.
Инвертор имеет две клеммы: в первую исполнитель должен поместить электрод, а вторая соединяется с изделием (что в какую, см. про прямую или обратную полярность). После подачи тока образуется электрическая цепь. Небольшой разрыв цепи – в несколько миллиметров – приводит к ионизации воздуха в месте разрыва, возникает сварочная дуга.
Важно знать, как зажигать дугу электродом, чтобы не прилипал. Залипание прутка может быть вызвано несколькими причинами:
Хранение электродов не в оптимальных условиях приводит к их отсыреванию. Сырые расходники нужно прокалить, иначе они будут залипать.
Прилипание возможно из-за неверного подбора электрода к свариваемым деталям. Для определенных материалов (таких как чугун, нержавейка, алюминий и другие) нужно применять специальные расходники. Для выбора используйте меню в правой колонке сайта.
Использование некачественных или дешевых прутков, а также электродов неизвестного происхождения может привести к проблемам.
Параметры на сварочном аппарате установлены неправильно, низкая сила тока приводит к залипанию.
Неочищенная поверхность также может привести к залипанию.
Отсутствие опыта у исполнителя иногда приводит к неправильному возбуждению дуги.
Сварной валик
Сварной шов — Seam weld Сварной шов. Непрерывный сварной шов, выполненный между накладывающимися элементами, соединение которых может производиться как на прилегающих поверхностях, так и на поверхности одного элемента. Непрерывный сварной шов может… … Словарь металлургических терминов
Weld bead — Weld bead. См. Сварной валик. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия — Терминология ГОСТ Р ИСО 3183 2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа: 4.1 анализ продукции (product analysis): Химический анализ труб, рулонного или листового проката … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53580-2009: Трубы стальные для промысловых трубопроводов. Технические условия — Терминология ГОСТ Р 53580 2009: Трубы стальные для промысловых трубопроводов. Технические условия оригинал документа: 4.1 бесшовная труба; БТ: Труба без сварного шва, полученная по технологии формообразования в горячем состоянии, после которого… … Словарь-справочник терминов нормативно-технической документации
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
шов — 3.39 шов : Зазор между блоками. Источник: СТО НОСТРОЙ 2.29.110 2013: Мостовые сооружения. Устройство опор мостов 4.43 шов КОС: Продольный или спиральный шов, полученный сочетанием дуговой сварки металлическим электродом в среде защитного газа и… … Словарь-справочник терминов нормативно-технической документации
зажигание дуги, наплавка валика, заварка кратера
учебно-методическое пособие
| Вложение | Размер |
|---|---|
| zazhiganie_dugi_naplavka_valika_zavarka_kratera.docx | 361.25 КБ |
Предварительный просмотр:
С чего начать учиться сварке: зажигание дуги, наплавка валика, заварка кратера
Сварка представляет собой сложную, но достаточно востребованную технологию работы с различными металлами и сплавами. Надежность данного метода соединения материалов делает сварку такой распространенной. Знание навыков сварочного дела позволяют исполнителю реализовывать собственными руками разные проекты.

- дуга появляется посредством контакта основного изделия и электрода;
- в месте появления дуги металл плавится;
- вместе с металлом плавится и электрод, частицы которого попадают в сварочную ванну;
- покрытие электрода также горит, в результате чего образуется газовое облако, защищающее ванну от вредного взаимодействия с кислородом. Это обеспечивает поддержание необходимой для плавления температуры;
- сохранению нужной температуры также способствует образуемый шлак;
- сварочный валик образуется при движении электрода; несколько движений стержня гарантирует получение шва;
- после окончания работ, шлаковая корка отбивается молотком.
- электрод следует поместить в специальный держатель;
- электрод необходимо держать под углом в 70 градусов к поверхности;
- выставив оптимальный угол наклона, можно прочертить по металлу быструю линию (проверить наличие контакта). Если все сделано правильно, то появятся искры и треск;
- затем оставив нужный угол, следует зажечь дугу (можно электродом коснуться металла и тут же поднять электрод таким образом, чтобы образовалась искра в 3-5 мм, подробнее о зажигании дуги будет ниже) . Если все проделано верно, то дуга начнет гореть, а металл плавиться;
- если электрод залипает, то необходимо его раскачать и оторвать, а после опять зажечь дугу. Залипание электрода может говорить о том, что следует увеличить силу тока;
- как только исполнитель добился стабильного горения дуги, можно приступать к наплавлению валиков.
- возбуждение дуги осуществляется посредством кратковременного контакта конца электрода и свариваемой детали;
- наличие тока обеспечивает короткое замыкание, торец стержня начинается нагреваться до высоких температур, при которых после отрыва электрода происходит ионизация газового промежутка;
- в результате возникает дуга.

- Хранение электродов не в оптимальных условиях приводит к их отсыреванию. Сырые расходники нужно прокалить, иначе они будут залипать.
- Прилипание возможно из-за неверного подбора электрода к свариваемым деталям. Для определенных материалов (таких как чугун, нержавейка, алюминий и другие) нужно применять специальные расходники. Для выбора используйте меню в правой колонке сайта.
- Использование некачественных или дешевых прутков, а также электродов неизвестного происхождения может привести к проблемам.
- Параметры на сварочном аппарате установлены неправильно, низкая сила тока приводит к залипанию.
- Неочищенная поверхность также может привести к залипанию.
- Отсутствие опыта у исполнителя иногда приводит к неправильному возбуждению дуги.
Техника наплавки валиков
Дуговая наплавка валиков может осуществляться в различных пространственных положениях: нижнее, горизонтальное, вертикальное и потолочное. В зависимости от этого существуют отличительные правила сварки, которые мы рассмотрим далее.
Однако, нужно выделить и общие рекомендации:
- наилучшее качество работ достигается при ширине валика, равной примерно 2,5 диаметрам электрода;
- амплитуда движение электрода должна быть равна 1,5-2 диаметрам стержня;
- каждый последующий валик должен перекрывать предыдущий на 1/3-1/2 его ширины.
У новичков после первых практических опытов возникает вопрос: почему сварочный валик высокий? Высота валика сварного шва зависит от силы тока, а также от скорости перемещения электрода. Быстрое движение электрода и малая величина тока обеспечивают получение узких и высоких валиков. Такие валики быстрее застывают, но они обладают одним существенным недостатком – наличие пор. Также сварщик может столкнуться с непроваренными участками.
Еще один важный параметр – углубление или западание между валиками сварного шва представляет собой продольную впадину между двумя расположенными рядом валиками. Данный параметр следует измерять в том случае, если высота валиков разнится. Измерение осуществляется относительно валика, имеющего меньшую высоту; выполняется визуально или с помощью штангенциркуля.

Наплавка валиков в нижнем положении
Наплавка валиков в нижнем пространственном положении выполняется с помощью совмещения трех перемещений электрода одновременно:

равномерная и непрерывная подача электрода к детали, обеспечивает постоянство длины дуги и скорости плавления;
прямолинейное перемещение проводится вдоль оси шва, гарантирует оптимальную скорость работ и качественное формирование соединения, угол наклона стержня – 15-30 градусов относительно оси, перпендикулярной рабочей поверхности;
колебательные движения выполняются поперек оси шва с целью прогрева кромок, применяется для получения валика нужной ширины, выделяют поступательное движение и движения полумесяцем.
Наплавка валиков в нижнем положении шва выполняется тем способом, который в большей степени подходит для решения поставленных задач.
валик (в сварке)
валик/проход — 5.3.6 валик/проход: Валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и… … Словарь-справочник терминов нормативно-технической документации
уширенный валик — 5.3.5 уширенный валик: Валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и… … Словарь-справочник терминов нормативно-технической документации
труба — 3.17 труба : Закрытый элемент горки, вся внутренняя поверхность которого может использоваться для скольжения. Источник: ГОСТ Р 52603 2006: Аквапарки. Водные горки высотой 2 м и выше. Безопасность конструкции и методы испытаний. Общие т … Словарь-справочник терминов нормативно-технической документации
СВАРКА — общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, кузнечная сварка, при которой соединение деталей… … Энциклопедия Кольера
СТО Газпром 2-2.3-251-2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром" — Терминология СТО Газпром 2 2.3 251 2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром": 3.13 валик: Металл сварного шва, наплавленный или… … Словарь-справочник терминов нормативно-технической документации
Валик сварочный что это
В сварочной практике, в нормативной и технической документации имеются некоторые разногласия в требованиях к выполнению облицовочных и заполняющих слоев. В данной публикации рассмотрим и проведем небольшой анализ требований к ширине валиков.
В технической литературе и нормативных документах встречается несколько значений терминов: узкий, ниточный, стрингерный, уширенный, широкий шов, проход, валик. Определения этих швов, как и поперечные размеры, разнятся от источника к источнику. Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
- Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах:
Stringer bead — Узкий валик.
Валик непрерывного сварного шва без заметного колебания в поперечном сечении. В отличие от волнистого шва.

п. 7.14.9. В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
п. 3.12. Ниточный валик: Одиночный сварной шов, выполняемый без поперечных колебаний и накладываемый на основную трубу или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков).
п. 7.1.5. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип Тр-3а по табл. 6.2) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
корневой слой накладывается ниточным швом без колебательных поперечных движений электрода; диаметр электрода – не более 3 мм;
п. 13.2. Сварка стыков труб из аустенитных сталей должна производиться с минимальным тепловложением. С этой целью следует:
ручную дуговую сварку вести почти без поперечных колебаний электрода узкими валиками шириной не более трех диаметров электрода; при диаметре электрода 2,5 мм высота валика должна быть 2,5 - 4 мм, при диаметре электрода 3 мм высота валика - 3 - 5 мм.
- Сварка за один проход предпочтительнее при ширине шва не более 14-16мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины [Лосев В.А., Юхин Н.А. - Иллюстрированное пособие сварщика]
- Валик – Металл сварного шва, наплавленный или переплавленный за один проход [ГОСТ 2601-84 Сварка металлов. термины и определения основных понятий]
- Уширенный валик – валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]

- Валик/проход – валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Узкий валик – валик сварного шва, образованный без заметного поперечного движения [ASME SECIX-2001 QW/QB-492];
- Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]
- Узкий валик; ниточный валик (stringer bead) - Валик, наплавленный без поперечных колебаний прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Широкий валик (weave bead) - Валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. [Думов С.И. - Технология электрической сварки плавлением]

- Узкий валик накладывают при проваре корня шва, сварке тонких листов и других случаях. Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. - Сварка и резка металлов]
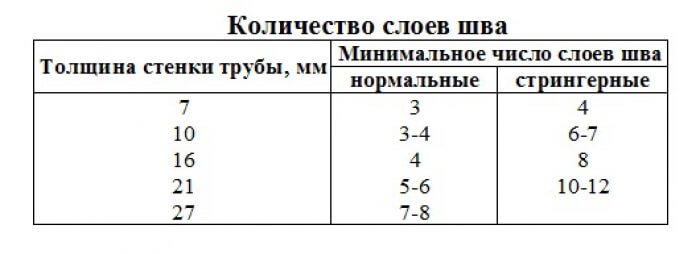
В нормативной и технической документации требования к ширине облицовочных и заполняющих валиков сварного соединения даны в очень малом объеме. Таблица ниже взята из Рекомендаций по применению РД 03-615–03.

Выдержки из документов, рекомендующих сварку облицовочного и заполняющего слоя в несколько валиков:
ОСТ 36-57-81 Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
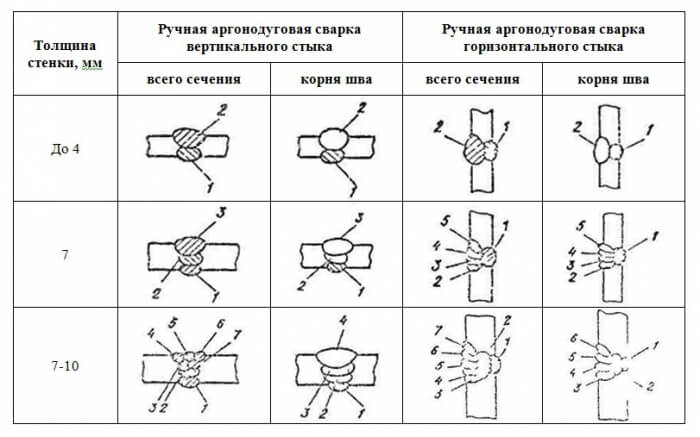
Примечания. Заштрихованы валики сварных швов, выполненных аргонодуговым способом.
Цифры обозначают последовательность наложения валиков в слоях сварного шва
Проанализировав информацию из различных источников, я условно выделил три разновидности валиков, применительно к РД сварке:
1) Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента.
Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.

2) Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода).
Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей.

3) Широкий валик – валик шириной 14-35 мм.
Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях (техника сварки слоями повышенной толщины по РТМ-1с).

Необходимо указать, что для других способов сварки и марок сталей размеры этих валиков будут существенно различаться.
В заключение хотелось бы отметить, почему сварка узкими валиками более предпочтительна.
Сварка уширенными и в обоснованных случаях узкими валиками (многослойными многопроходными швами) способствует следующему:
- остаточные сварочные напряжения имеют более низкие значения [Каракозов Э.С. - Справочник молодого электросварщика]
- металл сварного шва имеет более мелкозернистую структуру за счет меньшего объема сварочной ванны [Каракозов Э.С. - Справочник молодого электросварщика]
- облегчается обеспечение более плавного перехода к основному металлу [СТО Газпром 2-2.4-083-2006]

- При слишком широком валике производительность сварки будет меньше [Глизманенко Д.Л. - Сварка и резка металлов]
* Тудвасев в своей книге указывает, что ширину валика брать по диаметру электрода с покрытием. Ниточный валик по ширине равен 1-2 диаметрам электрода с покрытием, среднее значение ширины валика – 1,5-3 диаметра электрода с покрытием.
Такие швы, сваренные узкими валиками, отличаются надлежащим качеством и хорошим внешним видом шва. Это показывает высокую квалификацию сварщика.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Читайте также: