Сварка оцинковки полуавтоматом углекислота
Обновлено: 27.04.2024
Тонкое цинковое покрытие увеличивает коррозионную стойкость стали. Оцинкованный прокат часто применяется в сварных металлоконструкциях. Чтобы они были прочными, необходимо учитывать разницу температуры плавления цинка и углеродистых сплавов. Поскольку разрушение защитного слоя недопустимо, при сварке оцинкованной стали необходимо соблюдать технологические особенности, сохраняющие целостность цинкового покрытия.
Сварка оцинковки производится несколькими методами: с помощью электродов, присадочной проволоки. Начинающим полезно будет узнать, как сделать качественное соединение, не повреждая защитного покрытия. Знаниями нюансов сварочного процесса делятся сварщики с опытом работы.

Особенности цинкового покрытия
На сталь антикоррозионное покрытие наносится несколькими методами. В зависимости от технологии толщина покрытия оцинкованного листа колеблется от двух до 150 микрон. Прожечь его легко, цинк плавится при температуре +906°С, сталь – при +1100°С. При обычном методе сваривания металла покрытие неизбежно пострадает. Его необходимо покрывать защитным флюсом, который не дает поверхности разогреваться.
Другая сложность сварки оцинковки – высокая токсичность выделяемых защитным покрытием паров. Сварка цинка требует защиты органов дыхания. Покрытие сначала размягчается, затем переходит в газообразное состояние. Эти пары при попадании в дыхательные пути вызывают сильную интоксикацию. Если необходимо монтировать оцинковку, нужно пользоваться масками с принудительным нагнетанием воздуха или работать в хорошо проветриваемом помещении, оснащенным вентиляцией.
Жидкий цинк значительно снижает качество шва. Делает рыхлым, хрупким. Чтобы он не попал в зону разогрева металла, участки в области шва очищают. Удаление цинкового покрытия – обязательная процедура соединения оцинковки. Основные способы очистки поверхности:
- Горячий, когда края заготовки перед сваркой обжигаются газовой горелкой. Быстрый но небезопасный метод, образуется слишком много ядовитых паров.
- Химический метод, обработка деталей кислотой или щелочью. После этого поверхности необходимо промыть и просушить.
- Механический, защитный слой счищается стальной щеткой, шкуркой, другим абразивным материалом.
При зачистке поверхности остальную часть покрытия не трогают, в местах повреждений быстро образуется коррозия.
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.

Способы сварки оцинкованного металла
Для соединения оцинковки можно использовать газовую и электродуговую сварку. Возможна точечная, такой метод применим на предприятиях. Для точечной сварки оцинковки нужны специальные автоматы. В условиях гаража чаще применяется электродуговая сварка оцинковки с использованием защитных флюсов, специальных электродов или проволоки, реже – полуавтоматическая, она примется в автомастерских, на производстве, требует дорогостоящего оборудования. У каждого метода сварки оцинковки металлоконструкций есть свои преимущества. Знакомство с преимуществами и недостатками каждого поможет определиться с выбором аппарата. Чем и как варить оцинковку, зависит от опыта работы сварщика. Использование традиционных сварочных аппаратов для оцинковки требует навыков. Новичкам будет трудно выдерживать ампераж. Сложно не допускать непроваров или прожогов. Инвертор или полуавтомат в этом плане предпочтительнее.
Что важно знать при любом виде сварки:
- шов делается методом наплыва, с частым отрыванием электрода;
- варочная ванна продлевается поэтапно, сразу варить большие участки рискованно;
- до расплавления стали цинк должен выгореть полностью, иначе металл на шве вспучится, на нем образуются трещины после охлаждения;
- оцинкованная сталь толще 4 мм перед заделкой соединения обрабатывается: по краям делается фаска на треть толщины листа, это необходимо для образования глубинного шва.
Сварка полуавтоматом
Качественный шов получается в атмосфере углекислого газа или аргона. При сварке оцинкованного металла полуавтоматом газ подается вместе с присадочной или электродной проволокой по рукаву. Параметры присадки зависят от толщины оцинковки:
| Толщина оцинковки | Диаметр проволоки |
|---|---|
| До 4 мм | 0,6 - 0,8 мм |
| 4 мм | 0,8 - 1 мм |
| Свыше 4 мм | 1 - 1,2 мм |
Минусы использования полуавтомата:
- нельзя пользоваться им на ветру, при работе мощной вентиляции возникают проблемы;
- необходимо приобретать габаритные баллоны с газом;
- нужны жесткие шланги подачи защитного газа (рукава).
Плюсы полуавтоматической сварки оцинковки:
- допустима работа без защитной атмосферы;
- гарантирована ровность шва;
- легче выдерживать параметры тока.
Существует ряд особенностей работы с полуавтоматом:
- тонкий металл сваривается точечно, чтобы не допускать прожогов;
- при напряжении ниже 220 В размер присадочной проволоки уменьшают на 0,2 мм;
- для метода без использования защитного газа выбирается электродная присадочная проволока;
- клемма с положительным контактом цепляется к заготовке, минус подводится к присадке.

Сварка инвертором
Инвертор нужен при работе с тонкой оцинковкой, меньше 2 мм. Сварку оцинкованных деталей производят током обратной полярности, на заготовку крепится минусовой контакт. Держатель электрода должен быть подключен к плюсу. При таком подключении электрод быстро разогревается, для зажигания хватает пары секунд.
С помощью инверторов оцинковку качественно сваривают даже начинающие. Электрод не затухает, ровно идет по соединению. Образуется прочный шов без дефектов.
Как сваривают оцинкованный металл
Покрытие металлических поверхностей цинком – популярный, экономически выгодный способ защиты от окислительных разрушений. В результате снаружи образуются цинковый слой с прочной оксидной пленкой.
Оксиды цинка, в отличие от аналогичных соединений железа, имеют плотную структуру с минимальным количеством мельчайших пор. Влага и кислород из окружающей среды не могут проникнуть в микроячейки и нанести ущерб. Но сварка оцинковки без специальных знаний и навыков представляет определенную сложность.
Особенности материала
Существует несколько технологий нанесения оцинковки, с разной толщиной защитного покрытия. Толщина сформированного слоя варьируется в диапазоне от 2 мкм до максимальной величины 150 мкм.

При сварке любого оцинкованного изделия, например листа, происходит разогревание металла до температуры, превышающей 1000 °C. Процесс сопровождается негативными явлениями:
- цинк переходит сначала в жидкую фазу, затем в газообразное состояние. Его температура плавления составляет 906 °C;
- пары проникают не только в воздух, но и в основу, нарушая структуру базового металла;
- частицы испарений нарушают качество шва оцинковки.
Самая большая опасность заключается в токсичности паров. Оцинковка во время сварки вредна для здоровья. Место работы должно обязательно иметь мощную вентиляцию зоны сварки и эффективную общую вентиляцию помещения.
Удаление покрытия
Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции.
Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий.
Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения. Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.
Подбор электродов
Если снять наружный слой технически нельзя, можно использовать другой подход, приемлемый для покрытий с толщиной не более 15 мкм.
Сварка оцинкованной стали с низким содержанием углерода может быть выполнена электродами с рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Содержащийся в них оксид титана упрощает первичное и повторные зажигания дуги, сокращает потери из-за образования брызг, обеспечивает прочность и герметичность шва.

Для соединения сваркой сталей низкого легирования нужны электроды с сильноосновными флюсами (УОНИ-13/45, УОНИ-13/55, ДСК-50). Для предотвращения образования пор силу сварочного тока нужно увеличить на 10 – 50 А.
Процесс следует проводить аккуратно, понижая скорость на 10 – 20 %, по сравнению с обычной сваркой. Работа с оцинковкой при сварке требует специальных навыков. Придется увеличивать приблизительно в 2 раза расстояние между соединяемыми кромками. Выполняя все требования, можно получить хороший сварочный шов.
При толщине слоя покрытия больше 15 мкм, но меньше 40 мкм результативна другая технология. Нужно электродом чередовать поступательные движения с возвратными до тех пор, пока оцинковка не очистится.
Важно сосредоточиться на требуемых границах, не повредить слой в прилежащих зонах. Этот эффективный метод очистки поверхности позволяет получить прочный шов.
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Провод, как присадка, должен подаваться в рабочую зону плавно и точно в наконечник, обеспечивающий контакт. Для подачи лучше применять привод с 4 роликами, а наконечник тщательно выбирать по размеру.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Точечный метод
В автомобилестроении повсеместно используются оцинковка с добавками Al, Mn, Si (так называемые TRIP-стали). Материалы успешно свариваются при правильном проведении контактной точечной сварки.
При серийном осуществлении операций в соответствии со справочными показателями подбирают форму, размеры электродов, учитывая толщину оцинкованного материала.

Формирующаяся точка соединения отличается прочностью, которая выше, чем у исходных листов. При проверке шва на разрыв линия разрыва проходит не по точке сваривания, а рядом.
Сварочные машины инверторного типа, работают от постоянного или переменного тока. Метод, обеспечивающий хорошие результаты, требует больших затрат энергии.
Популярно контактное оборудование, поставляющее импульсы трех типов: для предварительного нагрева рабочей зоны, непосредственно сварки оцинковки и последующей термической обработки.
При точечной сварке любых материалов, в том числе оцинковки, заметно изнашиваются электроды. Поэтому на стационарных рабочих постах сварщиков существует автоматическая возможность корректировки режимов, регулировки процесса в целом.
В ручной технологии это выполнить практически нереально. На протяжении одного цикла менять размеры, форму шва недопустимо. Точечная сварка в промышленных потоках осуществляется современным, полностью автоматизированным оборудованием.
Как сваривать трубы

Подходы при монтаже и ремонте трубопроводов из металлических сплавов с цинковым покрытием такие же, как при работе с другой продукцией.
Можно использовать флюсы. Сначала трубы, подлежащие свариванию, нужно хорошо зачистить снаружи и внутри, затем прогреть. Если диаметр не превышает 3 мм, кромки можно специально не обрабатывать.
У труб с большим диаметром кромки раскрывают на 90 градусов и притупляют на 1,5 мм. Ширина зазора при сваривании в обоих случаях равняется 2-3 мм. Размягченный флюс наносят на поверхность оцинковки с двойным избытком, по сравнению с количеством, используемым для непокрытых стальных труб.
Если диаметр трубы не превышает 250 мм, а толщина металла 6 мм, выбирают сопла с размером до 2 мм. Для сварки более широких труб из толстого металла нужны сопла с размером от 2 мм до 4 мм.
Хорошее качество при высокой скорости исполнения обеспечивает электродуговая сварка любых труб с цинковым покрытием. Высокая квалификация сварщика, правильный выбор электродов, оптимальная скорость процесса обеспечат качество соединения оцинковки. Для предотвращения окислительных процессов по окончании работы место сварки и прилежащие участки нужно обработать специальными составами.
Как осуществляется сварка оцинкованной стали
Цинковое покрытие толщиной от 2 до 150 мкм наносится на стальной металлопрокат в целях защиты от коррозионного окисления. При таком покрытии на поверхности металла образуется пленка из оксида цинка, которая защищает сталь от внешней среды. Кристаллическая структура этой пленки очень плотная, содержащая минимальное количество пор, благодаря чему и обеспечивается надежная защита металла.
Следует отличать оцинкованную сталь от «нержавейки». Цинковое покрытие защищает лишь верхний слой стали, оно недорогое и поэтому оцинкованная сталь дороже обычной в среднем на 10-20%. Нержавейка же является сталью с большим содержанием легирующих элементов, которые препятствуют коррозии по всей толщине, а стоимость такой стали в 5-10 раз выше, чем аналогичный по габаритам черный прокат.

Поскольку оцинкованный металл в своем сечении практически целиком состоит из обычной стали, технологический процесс сварки оцинковки отличается только отдельными особенностями.
Сварка кровельных конструкций профнастила регламентируется ведомственными нормами ВСН 349-87. Сварка оцинкованного металла производится по ГОСТ 5264-80 и 11534-75, которые устанавливают требования к геометрическим параметрам соединений. Отдельных стандартов для сварки деталей из оцинковки нет, но ведомства и предприятия могут разрабатывать собственные нормативные требования и технические условия для выполнения таких работ.
Подготовка
Сварка оцинкованной стали – это работа, доступная даже сварщикам-любителям. Перед проведением работы рекомендуется потренироваться на каких-либо похожих обрезках, чтобы «набить руку» и отрегулировать настройки аппарата.
Сварщик должен соблюдать ряд мер личной безопасности:
- работу нужно производить в обычной защитной маске и респираторе, либо в маске с вентиляционным устройством;
- перчатки с теплоизоляционным покрытием должны иметь резиновое покрытие.

Сварка оцинковки производится любым из основных способов соединения:
- Ручная сварка – для стали толщиной от 1,5 мм.
- Сварка полуавтоматическим аппаратом – применяется для металла более 0,6 мм толщиной.
- Контактная точечная сварка – предназначена в первую очередь для соединения жести толщиной до 0,45 мм.
- Газовая сварка ацетилен-кислородной смесью – подходит для стали любой толщины.

Независимо от выбранного метода сварки, необходимо принимать во внимание ряд условий:
- Температура плавления цинка (420°C) ниже температуры плавления стали (1100-1200°C), уже при температуре в 906°C происходит его испарение. Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика.
- Расплав цинка вспенивается и попадает в структуру стали, нарушая заданные параметры металла, а цинк, затекающий в сварной шов приводит к потере его качества.
- Шов выполняется «наплывом», электрод либо горелка подводится многократно, короткими касаниями.
- Не следует варить большие участки одним швом, следует контролировать качество сварочного шва.
- Перед свариванием цинк должен выгореть полностью, чтобы избежать вспенивания шва.
- При толщине стали более 4 мм, в сварном соединении делается фаска на 1/3 толщины листа.
- От выгорания цинка на металл можно положить асбестовую ткань, либо просто мокрую ткань.
Первая технологическая операция при сварочных работах по оцинковке – это удаление цинкового покрытия.
Самый быстрый способ очистки металла – нагрев детали газовой горелкой. Однако, такой способ не безопасен, так как цинк выделяется в виде ядовитых паров.

При небольших объемах сварки в условиях мастерской снятие цинкового покрытия производится механическим способом – наждачной бумагой, напильником, зачистным кругом на УШМ. Можно применять очистку нагревом либо кислотой, но эти способы приводят к образованию вредных испарений.
При больших объемах сварочных работ возможно травление оцинковки с помощью кислоты. Но работа с кислотой требует повышенных мер по пожарной безопасности.
При сварке оцинкованных труб как с внешней, так и с внутренней стороны соединения производится удаление цинкового покрытия, а затем с помощью кислоты или щелочного раствора производится обезжиривание поверхности.
Применение инвертора
Аппаратом для электродуговой ручной сварки целесообразно варить сталь толщиной не менее 1,5 мм. Более тонкий металл легко прожигается и требует определенной сноровки при работе и чувствительной регулировки аппарата. Сварка производится при обратной полярности тока, при котором на деталь крепится клемма «минус», а на держатель – «плюс».
Скорость проварки шва должна быть меньше, чем при сваривании стали такой же толщины. Это снижение должно составлять не менее 10% и не более 20%. Отличается сила тока:
- Если сварка производится обычными электродами ОЗС-4, УОНИ-13/45 и 13/55, МР-3, то сила тока должна быть меньше на 5-10А, чем для неоцинкованной стали.
- Если сварка выполняется электродами для оцинковки ЦУ-5, ЦЛ-20, ЦЛ-39 и другие, то сила тока устанавливается на 10-50А больше, при этом зазор между свариваемыми элементами должен быть больше, чем при соединении неоцинкованной стали такой же толщины.

Электрод наклоняется к заготовке не более, чем на 45°, иначе может произойти прожигание металла. Инвертор требует аккуратной настройки силы тока и стабильного напряжения, поскольку при малом токе шов будет не проварен, а слишком высокая сила тока также приведет к сквозному прогоранию соединения и испарению цинка на большой площади поверхности. При перепадах электричества возможно прилипание электрода к металлу и нарушение целостности шва.
Выбор марки электрода должен производиться с учетом требований к шовному соединению:
- Электроды с рутиловым покрытием обеспечивают более прочное соединение, но шов будет требовать дополнительной антикоррозионной обработки.
- Электроды с содержанием сильноосновных флюсов качественно герметизируют шов, обеспечивая ему надежную защиту от коррозии, но прочность шва будет снижена на 15-25%.
Примерный режим применения электродов представлен в таблице.
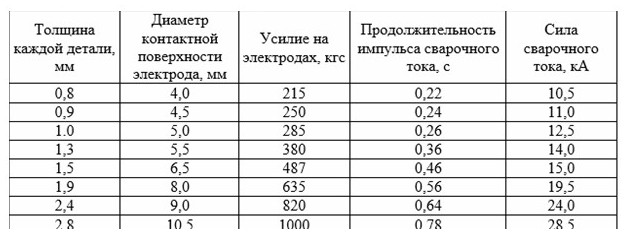
Наибольшая сложность при ручной сварке – это правильное регулирование силы тока и времени контакта электрода с поверхностью.
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.

Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.

Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.
В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.

Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Контактная сварка
Точечная сварка может проводиться на металле любой толщины, но лучше всего ее проводить на жести, поскольку очень тонкую оцинковку трудно соединить другими способами. Для сварки оцинкованных сталей на аппаратах контактной сварки применяются электроды марок БрХ и БРХЦр, изготовленные на основе бронзы.
Аппараты для точечной сварки могут работать на постоянном или переменном токе, а специализированное оборудование для сварки жести и оцинковки, помимо этого, обладают тремя дополнительными режимами подачи импульса:
- предварительный нагрев зоны соединения;
- процесс сварки;
- завершающая термическая обработка.

Прочность сварного шва при таком способе соединений выше, чем у самих соединяемых элементов, поэтому данный тип сварки распространен при соединении элементов автомобильных кузовов.
Следует также заметить, что контактная сварка обеспечивает равномерное проваривание шва по всей его длине, что затруднительно обеспечить при ручной сварке. Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
При проведении точечной сварки листов толщиной свыше 1,5 мм рекомендуется проведение проковки. Проковка – это ударное воздействие на шов в процессе остывания, которое производится молотком либо кувалдой.
Существенным минусом точечной сварки является большой расход электроэнергии на сварочных аппаратах.
Завершение работы
После проведения сварочной работы требуется осуществить вентиляцию помещения, и произвести уборку цинковой стружки.

Следует учитывать, что очищенные участки будут подвергаться коррозии и вызывать снижение качества всей конструкции. Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поверхность в районе сварного шва должна покрываться краской либо антикоррозионным покрытием. Хорошим вариантом может служить краска, содержащая 94% цинковой пыли. Возможен вариант наплавления цинковой проволоки, либо прутков, изготовленных из цинково-кадмиевого сплава.
Как сваривать оцинкованные метал от А до Я
Качественные металлоконструкции, трубопроводы, обшивка, ёмкости и многое другое из-за повышенного корродирования при определенных условиях нуждаются именно в оцинковке.
Если хотите узнать как её варить и что для этого нужно, какие, к примеру, электроды подойдут для оцинкованных труб, то все это Вы найдете в нашей статье.
Слой цинка, которым покрывают
Покрытие сталей цинкосодержащими составами производится для защиты их от коррозии. При сложных условиях работы появление лёгких окислов и сильной ржавчины предотвратить можно с помощью сравнительно простого покрытия. В результате срок службы материала продлевается в разы.

Температура плавления оцинкованной стали такая же, что и у обычной, но сам цинк плавится раньше. Он испаряется и как химический элемент вступает во взаимодействие с кислородом и другими элементами.
Образующиеся вещества токсичны для человека – они приводят к поражению органов дыхательной системы (вплоть до отёка), появлению онкологических заболеваний и различных патологий. Сильные отравления чреваты смертью. Наличие цинка – опасность для здоровья, поэтому планирование работ и соблюдение техники безопасности являются основополагающими факторами.
Что нужно учитывать при сварке оцинковки
Сварка оцинковки нуждается в предварительном осмыслении всего 2 моментов:
- температура плавления оцинкованной стали начинается около 1520 °С — порог потери твёрдости цинком находится на 419 °С, а начало его перехода в газообразное состояние – на 906 °С;
- степень токсичности паров цинка – очень высокая.
Из-за первого момента сложно проводить соединение деталей привычными методами – требуется оградить расплавляемый защитный слой цинка от атмосферного кислорода.
Второй момент – более комплексный: газообразный цинк воздействует на сварщика и окружающую атмосферу, а также одновременно загрязняет сварочную ванну. Состав и свойства свариваемого основного металла тут же изменяются — причем всегда в худшую сторону.
Поэтому для сварки оцинкованной стали необходима грамотная организация всего процесса – от подготовки и выбора оборудования до применения особых приёмов в работе.
Нужно ли удалять покрытие
Для предотвращения загрязнения парами сварка оцинковки начинается с удаления защитного цинкового покрытия. Суть операции – убрать его с торцов свариваемых кромок, тогда в качестве расплавляемого металла будет только сталь. В результате шов будет сравнительно чистым, его свойства останутся на примерно том же уровне, что и основной металл.

Выполнить это можно такими способами:
- механическая зачистка – абразивным инструментом, щётками и наждаком;
- травление кислотой или обработка щёлочью – они «съедят» слой цинка, которым покрывают сталь, после чего останется помыть заготовки и подсушить;
- термический обжиг газовой горелкой – техника для опытных специалистов, так как температура факела составляет не менее 1600 °С, поэтому здесь появится токсичный испаряющийся цинк.
В любом случае важно получить блестящую металлическую поверхность.
Способы сварки
Сварка оцинкованного металла отличается определёнными нюансами. Из-за особенностей металлургических процессов важно применять определенные виды сварки и планировать процесс (вне зависимости от способа) следующим образом:
- если толщина материала более 3-4 мм, рекомендуется предварительная обработка кромок – созданием фасок и скосов;
- шов рекомендуется выполнять ступенчатым, часто отрывая электрод от ванны;
- наращивание длины шва выполняется без спешки – так обеспечивается равномерность внутренних напряжений;
- сварщик обязан работать в защитной маске с индивидуальной подачей воздуха, помещение необходимо проветривать, на удаление сварочного аэрозоля должна работать вентиляция.
При работе без предварительного удаления цинкового покрытия рекомендуется дождаться выкипания цинка, тогда будет свариваться основной материал. При высоком остаточном содержании шов почти гарантированно растрескается и вспучится.
В некоторых случаях может быть применена холодная сварка.
Ручная дуговая
Создать неразъёмное соединение с помощью инвертора и штучных электродов можно, главное – подобрать оптимальные электроды по оцинковке. Их выбор проводится не только на основе химического состава металла, но и его толщины.
Сам процесс важно вести без промедления и с высокой аккуратностью, ключевое значение играют опыт и квалификация сварщика. Низкая скорость сварки ведёт к прожогу толщины детали и выжиганию цинка, высокая – к сильной неоднородности шва. Проблема заключается в большом объёме капель переносимого металла и их различном размере.
Можно выделить такие ключевые нюансы работы:
- рекомендуется предварительное снятие фаски на кромках – углубление будет заполняться присадочным металлом;
- силу тока следует повысить на 10-20 А – это предотвратит появление пор;
- после остывания важно сбить шлак – всплывающие в ванне вещества перенасыщены легирующими элементами, поэтому их дальнейшее влияние на металл будет негативным.
Движения электродом можно выполнять возвратно-поступательные – чередуя смещение вперёд с возвратом обратно. Таким образом цинк будет удаляться постепенно – а не выгорая и попадая в ванну в значительном количестве.
Tig сварка в аргоне
Сварка оцинкованной стали в среде инертного аргона лучше всего применима для наиболее «тонких» работ. Эта разновидность ручной дуговой сварки интересна газовой защитой расплавленного металла от окисления. Ей часто выполняется сварка нержавейки и черных сталей.

Однако данный способ применяют не так часто из-за его низкой производительности.
Полуавтоматическая
Сварка оцинковки полуавтоматом применяется часто – это качественный и сравнительно простой способ создания соединения. У него есть свои особенности:
- силу тока важно учитывать совместно со скоростью подачи проволоки;
- анод («+») подключается к присадочной проволоке, катод («-») – к свариваемой поверхности;
- диаметр сопла подвержен механическому износу, поэтому для качественной подачи важно отслеживать его состояние.
При внимании к этим моментам шов окажется ровным по кромкам, а накладываемый слой при сварке стали будет равномерным по глубине и структуре.

«Плюс» техники – в универсальности и простоте. «Минус» — слишком сильный сквозняк способен сдуть защитный газ и вмешаться в металлургию сварочной ванны, поэтому важно ставить ограждения.Баллоны можно размещать в любом безопасном месте, а вот рабочую зону сварщика необходимо тщательно закрывать.
Важно оценить параметры дуги: напряжение устанавливается под фактический диаметр проволоки, а саму проволоку подбирают с учётом толщины металла.
Под слоем флюса

Оцинковка, сваренная под слоем флюса, будет иметь более качественный шов – по причине высокой защищённости жидкого металла от атмосферы.
Единственное серьёзное требование – соединяемые поверхности следует подготовить. Многие флюсы обеспечивают приличную защиту, в отдельных случаях потребуется очистка и обезжиривание кромок. Подбор расходных материалов производится по тем же правилам, что и при других способах сварки. Единственное исключение – флюс: нужные тип и количество зависят от химсостава свариваемых деталей.
Важный момент – диаметр подающего сопла. Его следует подбирать пропорционально толщине металла, примерно 1 мм отверстия на 2 мм металла:
- малый диаметр – опасность недогрева сварочной зоны;
- большой ф – риск перегрева зоны и испарения цинка.
Флюс позволяет сварить повышенные толщины – до 5-6 мм без риска значительных дефектов.
Газовая
Газовая сварка оцинкованного металла задействуется при условии необходимости сохранения цинкования. Для этого потребуются газовая горелка, дополнительное защитное покрытие и присадочная проволока.
Суть повторяет электродуговой процесс:
- кромки зачищаются от имеющихся загрязнений и обезжириваются;
- места, где будет сварочный шов, обрабатываются паяльной кислотой или другим флюсом – её задача состоит в защите слоя цинка;
- к зазору между деталями подносят проволоку;
- газовой горелкой расплавляют присадку – стараясь не направлять пламя на цинк.
Флюс наносят равномерно, нагревать его горелкой не рекомендуется – иначе придётся восстанавливать цинковое покрытие.
По завершении работ остывшее соединение нужно обработать средством от коррозии.
Контактная сварка

Контактная (или точечная) сварка листов очень распространена в машиностроении. Сварить этим способом объёмную конструкцию и обшивку не составляет значительного труда – при наличии специальной оснастки.
Особенность этой оснастки – создание сварной точки: такой шов отличается высокой механической прочностью и имеет форму, близкую к кругу. Сопутствующая особенность метода – постепенный износ ценных охлаждаемых электродов, которые изготавливаются из меди и полыми (внутрь поступает вода для снятия паразитного тепла).
Такой метод соединения заготовок требует больших энергетических вложений, поэтому обработка оцинкованных изделий целесообразна на этапе хотя бы серийного производства.
Этапы подготовки и сварки
Начало любой работы — подготовка:
- обеспечить все СИЗ (в первую очередь – закрытую маску с подачей чистого воздуха), включить местную и общую вентиляцию;
- определиться со способом сварки – в зависимости от толщины металла, его химсостава, формы заготовок и доступности к ним: «полуавтомат» — для сталей с толщиной от 1,0 мм, газокислородный способ – для любых толщин, РДС – для сталей толще 2,0 мм, контактная – для листов;
- при необходимости – потренироваться на обрезках.
После организации следует подготовить кромки – подрезать в размер, выставить равномерный зазор, убрать скосы и выровнять при необходимости.
Удаление цинкового покрытия

Для защиты здоровья работников рекомендуется предварительное снятие покрытия. Сделать это быстро можно так:
- болгаркой или схожим электроинструментом с зачистным кругом, или жёсткой щёткой – до появления яркого металлического блеска основного материала (по завершении – подмести и убрать за собой в обязательном порядке);
- обработать раствором соляной или серной кислоты – цинк вытравится и не будет представлять химической опасности при сварке (важно не дышать над этими реагентами);
- выжечь цинк газовым пламенем, подогревая поверхность не напрямую, а по касательной – так меньше будет вноситься паразитного тепла в заготовку (вентиляция и ещё раз вентиляция).
Токсичные пары – главная опасность на этом этапе. При невозможности удаления или при сложностях с этим (включая дальнейшее восстановление) можно на время сварки наложить асбестовую ткань, сильно смоченную водой.
Подбор электродов

Электроды для сварки оцинкованных труб подразделяются на 2 группы по типу защитного покрытия:
- основное – для сварки оцинкованной стали с низким легированием: УОНИ (13/45, 13/55), LB-52U;
- рутиловое – для работы с оцинковкой, содержащей минимум углерода: ОЗС-4, АНО-4, МР-3.
Электроды по цинку подбираются исключительно по типу и химическому составу обрабатываемой стали. Корректно выбранные обеспечат высокую прочность шва и постоянство его физико-химических свойств, а при самом процессе будет меньше разбрызгивание.
Опыт показывает: для отдельных изделий лучше выбирать проверенные варианты. Так, хорошие электроды для сварки оцинкованных труб – это УОНИ 13/45, ОЗС-12, ЦУ-5, ЦЛ (20, 39), ТМУ-21 и ТМЛ.
Подбор присадочной проволоки
Как и электроды по оцинковке, присадочная проволока тоже подбирается по химсоставу. Отдельным требованием является невысокая температура плавления – это позволяет выполнить минимальное оплавление основного металла (что переходит в разряд пайки, но суть остаётся той же).
Приваривать друг к другу металлические заготовки проволокой оптимально с помощью полуавтомата или инвертора – простота манипуляций в этих случаях будет максимальной. Вне зависимости от толщины заготовок оптимально взять какую-то из следующих марок:
- OK AUTROD 12.51: предназначена для сварки полуавтоматом оцинковки и легированных сталей, состав материала отличается пониженным количеством фосфора и серы (что гарантирует низкое разбрызгивание и высокое качество шва);
- OK TIGROD 12.64: пруток омеднённый штучный, позволяет заварить стык гладким швом, для снижения количества пор легирован кремнием и марганцем (это позволяет снизить требования к очистке кромок);
- OK ARISTOROD 13.08: проволока без омеднения, легирована молибденом и марганцем, подходит для работы полуавтоматическим аппаратом в среде защитных газов (чистый углекислый газ или в смеси с аргоном).
Цельная или порошковая проволока не так важно – в отличие от состава.
Как варить оцинковку — правила и рекомендации
Основное правило при сварке оцинковки (неважно, с электродами или газовым пламенем) – включённая мощная вентиляционная система. Опасность этого материала заключается в высокой токсичности, поэтому степень защиты человека нужна максимальная.
Предварительное снятие скосов обязательно при толщине свыше 4 мм – в ином случае появятся деформации, а шов окажется с излишне высоким валиком, который потом потребуется дополнительно счищать. Также очень вероятно образование непровара в корне шва.

Варить оцинковку толщиной 2,0-2,5 мм можно ручной дуговой сваркой. Сварка оцинкованных труб электродами производится с частым отрыванием прутка от ванны, шов увеличивается только на малую длину – так достигается его равномерность и отсутствие вспучивания. Перемещение прутка выполняется плавно, его держат примерно под 45° (при повышенном наклоне появляется опасность прожога металла).
Начальный этап обработки некоторого участка может характеризоваться догоранием цинка – это нужно переждать, или свариваемая сталь будет трескаться.
После получения результата следует не забыть восстановить цинковое покрытие. Для этого выпускаются различные составы в удобной упаковке (ёмкости и герметичные пакеты). При обработке ранее зачищенной поверхности важно не забыть уделить внимание месту крепления сварочных кабелей (клемм) – здесь образуются прижоги.
Как приварить оцинковку к черному металлу
Соединение кардинально отличающихся по химическому составу материалов возможно только при надёжной защите от негативного воздействия атмосферного кислорода. Даже если взять инверторный источник питания и точно настроить рабочие параметры, подобрать электроды для оцинкованных труб или других заготовок – вопрос защиты является первым.
Качественно сварить оцинковку с чёрным металлом можно с помощью таких техник:
- (TIG);
- полуавтоматическая сварка (MIG/MAG);
- ручная дуговая сварка (MMA); .
При каждом способе важно применять электроды или проволоку по цинку. Они должны быть рассчитаны на работу одновременно с чёрными и цветными металлами.
При полуавтоматической и аргонодуговой сварке защиту расплавленного металла лучше всего организовать газовым способом – подачей сюда инертного газа. В ином случае качество шва не гарантируется.
Как варить оцинкованные трубы
Сварка оцинкованных труб электродами (проволокой) в целом проводится по той же технологии, что и для других изделий.
С точки зрения качества и сохранности цинка оптимально сработать газовой горелкой. Нюансы есть только в манипуляциях:
- предварительное снятие защитного слоя не нужно – хватит подогреть края труб на удалении до 25-30 см от торцов, при появлении своеобразной прозрачности покрытия следует прекратить нагрев;
- присадочный материал подводят к трубам и оплавляют пламенем (которое важно удерживать в направлении не на трубы), в ходе чего образующиеся капли будут формировать шов.
Варить оцинкованную трубу лучше всего с подачей проволоки под 20-30° к поверхности трубопровода.
Читайте также: