Сварка оптических кабелей связи
Обновлено: 17.05.2024
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.

Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели;
- скорость спайки учитывает количество соединений за определенный временной интервал;
- способу выравнивания кабеля;
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.

Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.

Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
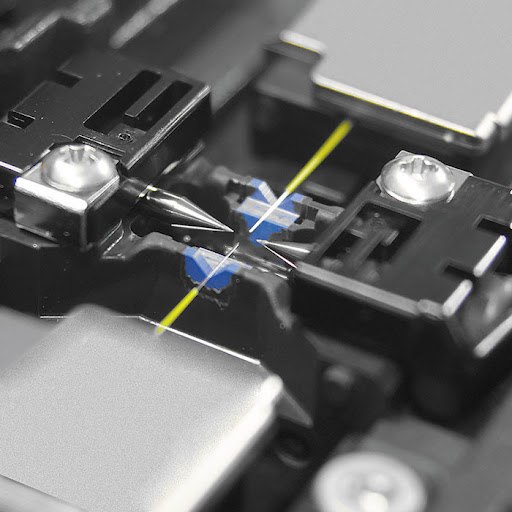
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Разделка оптического кабеля

Работы по разделке оптического кабеля являются важным и значимым процессом в монтаже оптических муфт, оптических кроссов и других устройств. При несоответствующем обращении с оптическим кабелем, есть вероятность повреждения оптических волокон и оптических модулей. Важное замечание: при повреждении хотя бы одного ОВ в оптическом кабеле — ОК в этом месте отрезается полностью и процесс разделки начинается заново с этого места.
Памятка по работе с ОВ (подготовка к сварке)
Нужно помнить про технику безопасности — работа с ОВ без акрилового покрытия довольно опасна и требует от работника полной внимательности.
С помощью стриппера с оптического волокна удаляется защитное акриловое покрытие. Длина зачищенного участка должна быть примерно 3–4 см при использовании скалывателей с контейнером для сбора осколков. В случае, если контейнера нет, длина должна быть 5–10 см.
Инструмент для разделки оптоволоконного кабеля
На всех этапах работ с оптическим кабелем: входной контроль ВОК, монтаж оптических муфт, кроссов и так далее, для разделки ВОК необходим соответствующий инструмент. Комплект всех необходимых инструментов и материалов для разделки кабеля — НИМ-25 (набор инструмента монтажного) (рис. 1). Универсальный набор позволяет монтировать оптические кабели с броней из стальной проволоки, со стальной гофрированной ленты, стеклопрутки, в том числе с арамидными нитями и стеклонитями, а также легкий универсальный внутриобъектовый кабель. Для разделки оптического кабеля встроенного в грозотрос (ОКГТ) рекомендуется доукомплектовать комплект приспособлением для резки металлического модуля с ОВ РМ ССД.

Рис. 1. НИМ-25 Комплект инструментов для разделки кабеля
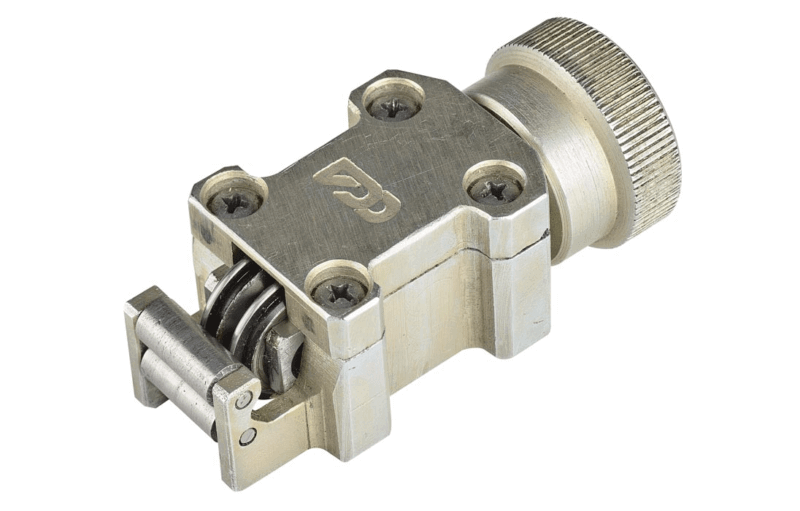
Рис. 2. Нож для металлического модуля
Состав комплекта НИМ-25
Первая группа инструментов довольна стандартна (рис. 3) слева на право, сверху вниз: кусачки (тросокусы) для резки стальной проволоки в том числе различных тросов и проволок, бокорезы, распылитель (пульверизатор), пассатижи.
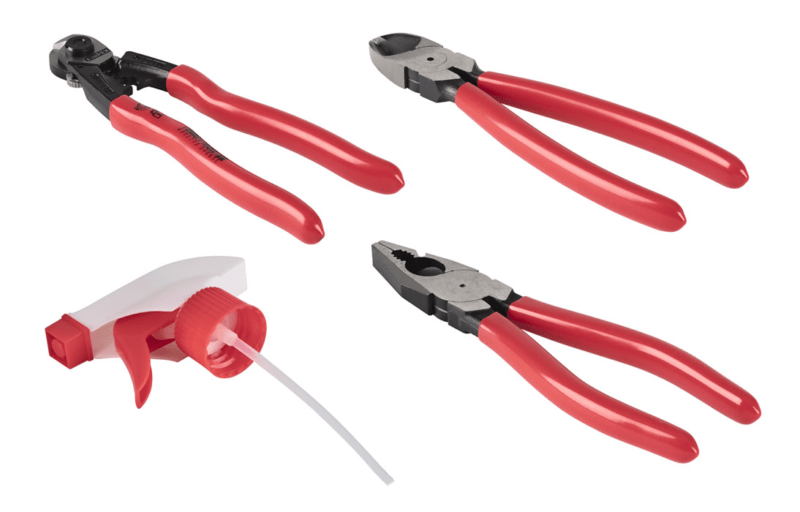
Рис. 3. Инструмент в составе НИМ-25
Следующая группа инструментов (рис. 4) слева на право, сверху вниз: стриппер для удаления буфера, стриппер T-типа для снятия оболочек 0.4-1.3 мм (26-16 AWG), ножницы для резки упрочняющих нитей кабеля, нож монтажный.

Рис. 4. Инструмент в составе НИМ-25
Третья группа (рис. 5), слева на право, сверху вниз: металлический пинцет, стриппер-прищепка удаления внешних модулей, рулетка, лупа.

Рис. 5. Инструмент в составе НИМ-25
Очень важный и нужный инструмент при разделке различных конструкций оптических кабелей — стриппер удаления внешней оболочки кабеля (рис. 6). Глубина положения его режущего ножа регулируется плоской отверткой в зависимой от толщины оболочки, которую хотим надрезать, — сначала делается поперечный, а затем продольный надрез и дальнейшее снятия оболочки. Важно помнить, что в процессе надреза оболочки стриппером, модуль с оптическим волокном внутри — должен оставаться без повреждений (без надрезов, заломов и т. д.).

Рис. 6. Инструмент в составе НИМ-25 (стриппер для оптоволокна)
Вспомогательный инструмент и материал: налобный фонарь, клейкая лента, безворсовые салфетки, изолента, дозатор для спирта 250 мл с помпой, жидкость D-Gel для удаления гидрофобного заполнителя (рис. 7), набор отверток, ножовка по металлу, контейнер для полезной мелочи (рис. 8).
Для очистки оптического кабеля от гидрофобного заполнителя, используется специальная жидкость D-Gel (рис. 7, справа). Для удобства работ ветошь смачивается D-Gel и затем влажной частью протирается монтируемый кабель. После влажной протирки необходима протирка сухой ветошью. В итоге мы получаем чистый ОК.
Для протирки оптических волокон применяются безворсовые салфетки, к тому же они снимают с ОВ статическое электричество.
Рис. 7. Материал в составе НИМ-25

Рис. 8. Инструмент в составе НИМ-25
В работе с каждым типом ОК есть свои особенности и нюансы, которые необходимо учитывать. Ниже представлены видеоинструкции по разделке различных конструкций ВОК.
Разделка кабеля ДПТ
Стандартный подвесной самонесущий оптический кабель (рис. 9). Конструкция с модульной скруткой, усиленная арамидными нитями и промежуточной оболочкой.
Рис. 9. Оптический кабель ДПТ
Процесс разделки ОК
С помощью рулетки отмеряется необходимая длина разделки волоконно-оптического кабеля, ставится соответствующая метка. Внешняя оболочка из полимерного материала надрезается (сначала поперёк по метке, затем вдоль ОК) лезвием стриппера Kabifix FK28 (рис. 6) либо другим похожим инструментом и далее снимается. Важное замечание: отрегулированный стриппер под толщину оболочки необходимо сначала проверить на конце ОК (10–15 см), то есть убедиться, что нож не повреждает другие элементы конструкции оптического кабеля.
Упрочняющий элемент в виде арамидной нити, отрезается с помощью ножниц для резки упрочняющих нитей (рис. 4, снизу слева). Промежуточная оболочка аналогично надрезается и снимается стриппером Kabifix FK28 (рис. 6). Перед началом работ стриппер необходимо настроить под новую толщину оболочки. После снятия промежуточной оболочки, со скрутки оптических модулей снимается несколько повивов обмоточных нитей (их нужно поддеть и обрезать).
Далее пучок оптических модулей раскручивается, центральный силовой элемент (ЦСЭ) и кордели (если они есть) откусываются на необходимую длину, вся оставшаяся конструкция протирается ветошью, смоченной жидкостью D-Gel (рис. 7, справа).
В процессе работ с оптическим кабелем, удаляя каждый слой (внешний, внутренний, промежуточный, упрочняющие и силовые элементы и т. д.), — центральный силовой элемент (ЦСЭ) не должен заламываться.
Оптический модуль снимается с пучка оптических волокон стриппером-прищепкой (рис. 5, сверху справа). Стриппером необходимо сделать поперечный надрез модуля в нужном месте, затем аккуратно его надломить и вытянуть за его кончик. После снятия модуля, пучок оптических волокон протирается сухой безворсовой салфеткой для удаления излишков гидрофоба, затем салфетка смачивается изопропиловым спиртом (рис. 7, слева) и пучок ОВ протирается еще раз, но уже со спиртом.
Видеоинструкция по разделке оптического кабеля ДПТ:
Разделка кабеля ДПС
Стандартный оптический кабель для прокладки в грунт (рис. 10). Конструкция с модульной скруткой, броней из стальных проволок и промежуточной оболочкой.
Рис. 10. Оптический кабель ДПС
С помощью рулетки отмеряется необходимая длина разделки ОК, ставится соответствующая метка. Внешняя оболочка из полимерного материала надрезается (сначала поперёк по метке, затем вдоль ОК) лезвием стриппера Kabifix FK28 (рис. 6) либо другим похожим инструментом и далее снимается. Важное замечание: отрегулированный стриппер под толщину оболочки, необходимо сначала проверить на конце ОК (10–15 см), то есть убедиться, что нож не повреждает другие элементы конструкции оптического кабеля.
С пучка проволочной брони снимается обмоточная нить. С помощью тросокусов (рис. 4, сверху справа) обрезается проволочная броня на нужное расстояние. Внутренняя оболочка протирается ветошью, смоченной жидкость D-Gel. Промежуточная оболочка аналогично надрезается и снимается стриппером Kabifix FK28 (рис. 6). Перед началом работ стриппер необходимо настроить под новую толщину оболочки. После снятия промежуточной оболочки, со скрутки оптических модулей снимается несколько повивов обмоточных нитей (их нужно поддеть и обрезать).
Далее пучок оптических модулей раскручивается, центральный силовой элемент (ЦСЭ) и кордели (если они есть) откусываются на необходимую длину, вся оставшиеся конструкция ОК протирается ветошью, смоченной жидкостью D-Gel (рис. 7, справа).
Видеоинструкция по разделке оптического кабеля ДПС:
Разделка кабеля ДОЛ
Стандартный оптический кабель для прокладки в кабельную канализацию (рис. 11). Конструкция с модульной скруткой и стальной лентой.
Рис. 11. Оптический кабель ДОЛ
С помощью рулетки отмеряется необходимая длина разделки ОК, ставится соответствующая метка. Внешняя оболочка из полимерного материала надрезается поперёк по метке лезвием стриппера Kabifix FK28 (рис. 6) либо другим похожим инструментом. Важное замечание: отрегулированный стриппер под толщину оболочки, необходимо сначала проверить на конце ОК (10–15 см), то есть убедиться, что нож не повреждает другие элементы конструкции оптического кабеля.
Затем стриппером Kabifix FK28 либо монтажным ножом делаются поперечные надрезы (с конца кабеля) и оболочка оптического кабеля вместе со стальной лентой стягивается в сторону конца ОК. Для облегчения процесса стягивания оболочки с броней рекомендуется делать поперечные надрезы через каждые 20–30 см. После снятия оболочки с лентой, со скрутки оптических модулей снимается несколько повивов обмоточных нитей (их нужно поддеть и обрезать) и водоблокирующая лента.
Далее пучок оптических модулей раскручивается, центральный силовой элемент (ЦСЭ) и кордели (если они есть) откусываются на нужную длину, вся оставшаяся конструкция ОК протирается ветошью, смоченной жидкостью D-Gel (рис. 7, справа). Если в конструкции имеются кордели, то они откусываются.
Видеоинструкция по разделке оптического кабеля ДОЛ:
Заключение
Весь процесс работы с оптическим кабелем требует от исполнителя в первую очередь теоретических знаний и практических навыков, а также внимательности и полной ответственности за полученный результат. Просто приобрести самый качественный и дорогой инструмент — недостаточно. Инструмент не сделает всю работу, тут необходимы соответствующие знания и практика.
Учебный центр «ВОЛС.Эксперт» проводит обучение по монтажу различных конструкций оптических кабелей, оптических муфт, распределительного и оконечного оборудования. Записывайтесь на обучение и будьте с нами!
Все о сварке оптического волокна
Сварка оптического волокна (ОВ) — это передовая технология по неразъемному соединению волокон в процессе строительства волоконно-оптических линий связи (ВОЛС) и оптоволоконных сетей передачи данных. Можно сваривать одномодовое и многомодовое оптоволокно всех типов и стандартов.
Современные сварочные аппараты обеспечивают минимальные потери на сварных стыках, в пределах 0,01 — 0,02 дБ. Совокупное небольшое затухание на соединениях ОВ позволяет передавать высокоскоростной трафик на большие расстояния по ВОЛС, состоящей из множества кабельных отрезков.

Все о сварке оптического волокна
Выполнение качественной сварки ОВ возможно только при правильной процедуре подготовки волокон и использовании высокотехнологичного оборудования от проверенных производителей.
В каталоге АО «Компонент» представлены высокотехнологичные сварочные аппараты для оптики лучшего качества и по доступным ценам.
Как производится сварка оптического волокна?
Сварка представляет собой технологический процесс, в результате которого свариваемые оптические волокна выравниваются и соединяются посредством воздействия электрической дуги. Для сварки применяются сварочные аппараты, работающие в автоматическом режиме, контролируемом электроникой. Аппараты выполняют целый комплекс операций по зачистке, очистке, скалыванию, сварке, термоусадке и тестированию, необходимых для качественного соединения оптоволокна.
Подготовка волоконно-оптического кабеля к сварке
Вначале требуется подготовить волоконно-оптический кабель (ВОК) к предстоящим работам. Процесс выполняется поэтапно с соблюдением мер предосторожности, чтобы не повредить хрупкие волокна:
- удаление внешней изоляции оптического кабеля, армирующих элементов, изоляции оптических модулей;
- очистка волокон от гидрофобного геля;
- удаление лакового покрытия с ОВ;
- протирка очищенных волокон спиртовой салфеткой;
- размещение на волокнах гильз КДЗС, предназначенных для защиты будущих стыков оптоволокна;
- скалывание волокон специальным скалывателем под заданным углом.
Далее подготовленные волокна укладываются в держатель сварочного аппарата для последующих операций. Процесс сварки, включая термоусадку, осуществляется за 8 — 9 секунд. Каждый созданный оптоволоконный стык закрывается специальной гильзой КДЗС.
Как производится сварка волокна?
Сварка волокон производится под управлением контроллера сварочного аппарата по четкому алгоритму, определяющему последовательность этапов и условия начала очередной операции:



Сваренные волокна оптоволоконного кабеля размещаются на сплайс-пластине/кассете оптической муфты или кросса в зависимости от места проведения работ.

Как выполняется выравнивание волокон?
Наиболее точное сведение волокон обеспечивается в сварочных аппаратах, использующих технологию с выравниванием по сердцевине. Высокая точность сведения достигается благодаря использованию профиля яркости PAS. Светодиодный излучатель просвечивает ОВ под углом 90О относительно их продольной оси. Световые лучи отклоняются при прохождении оптоволокна под разным углом из-за различия оптических характеристик сердцевины и оболочки.
Встроенные микро видеокамеры передают на процессор картинку, отображающую сердцевину и полосу с повышенной яркостью, появляющуюся в центре в результате наложения световых лучей. Камеры периодически перемещаются моторами, меняя свое фокусное расстояние. Оператор может посмотреть изображение на экране аппарата.
Микропроцессор анализирует детали изображения, точно определяя расположение сердцевин волокон. Для выравнивания волокон применяются электромоторы, перемещающие и стыкующие их в горизонтальной и вертикальной плоскости. Процесс полностью автоматизирован и не требует вмешательства оператора.
Где купить качественный аппарат для сварки оптического волокна?
Обращайтесь в АО «Компонент» при необходимости покупки качественного сварочного аппарата для оптоволокна по разумной цене. Специалисты компании с удовольствием помогут вам подобрать оптимальную модель в рамках имеющегося бюджета.
Сварочные аппараты выполняют сварку и термоусадку оптоволокна за минимальное время. Работа с прибором отличается удобством за счет автоматической ветрозащитной крышки и автоматизации термоусадочной печки. Малый вес в сочетании с большой емкостью встроенной батареи обеспечивают мобильность и возможность применения в любой точке кабельной трассы. Отличная защищенность от воздействий внешней среды позволяет производить сварку в сложных погодных условиях.
У нас можно купить и другое оборудование, применяемое для сварки оптических волокон: компактные скалыватели и аксессуары — стрипперы, электроды, лезвия скалывателя, держатели. Вся предлагаемая продукция проверена и по достоинству оценена сотнями покупателей на строительстве ВОЛС и оптоволоконных сетей.
© 2004-2022 АО "Компонент" Оптические компоненты ВОЛС Информация на сайте не является публичной офертой
(812) 448 08 98 Политехническая ул., 28 (495) 646 02 00 (347) 200 85 87 ул. Большая Гражданская, 2Б (861) 203 38 12 Рашпилевская ул., 325/1 (401) 265 82 82 Шатурская ул., д. 1Г, корп. 1 Карта проезда
ВОЛС (волоконно-оптические линии связи)
Самой высокой пропускной способностью среди всех существующих средств связи обладает оптическое волокно (диэлектрические волноводы). Волоконно-оптические кабели применяются для создания ВОЛС – волоконно-оптических линий связи, способных обеспечить самую высокую скорость передачи информации (в зависимости от типа используемого активного оборудования скорость передачи может составлять десятки гигабайт и даже терабайт в секунду).
Кварцевое стекло, являющееся несущей средой ВОЛС, помимо уникальных пропускных характеристик, обладает ещё одним ценным свойством – малыми потерями и нечувствительностью к электромагнитным полям. Это выгодно отличает его от обычных медных кабельных систем.
Данная система передачи информации, как правило, используется при постройке рабочих объектов в качестве внешних магистралей, объединяющих разрозненные сооружения или корпуса, а также многоэтажные здания. Она может использоваться и в качестве внутреннего носителя структурированной кабельной системы (СКС), однако законченные СКС полностью из волокна встречаются реже – в силу высокой стоимости строительства оптических линий связи.
Применение ВОЛС позволяет локально объединить рабочие места, обеспечить высокую скорость загрузки Интернета одновременно на всех машинах, качественную телефонную связь и телевизионный приём.
Преимущества ВОЛС
При грамотном проектировании будущей системы (этот этап подразумевает решение архитектурных вопросов, а также выбор подходящего оборудования и способов соединения несущих кабелей) и профессиональном монтаже применение волоконно-оптических линий обеспечивает ряд существенных преимуществ:
- Высокую пропускную способность за счёт высокой несущей частоты. Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
- Волоконно-оптический кабель отличается низким уровнем шума, что положительно сказывается на его пропускной способности и возможности передавать сигналы различной модуляции.
- Пожарная безопасность (пожароустойчивость). В отличие от других систем связи, ВОЛС может использоваться безо всяких ограничений на предприятиях повышенной опасности, в частности на нефтехимических производствах, благодаря отсутствию искрообразования.
- Благодаря малому затуханию светового сигнала оптические системы могут объединять рабочие участки на значительных расстояниях (более 100 км) без использования дополнительных ретрансляторов (усилителей).

- Информационная безопасность. Волоконно-оптическая связь обеспечивает надёжную защиту от несанкционированного доступа и перехвата конфиденциальной информации. Такая способность оптики объясняется отсутствием излучений в радиодиапазоне, а также высокой чувствительностью к колебаниям. В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Высокая надёжность и помехоустойчивость системы. Волокно, будучи диэлектрическим проводником, не чувствительно к электромагнитным излучениям, не боится окисления и влаги.
- Экономичность. Несмотря на то, что создание оптических систем в силу своей сложности дороже, чем традиционных СКС, в общем итоге их владелец получает реальную экономическую выгоду. Оптическое волокно, которое изготавливается из кварца, стоит примерно в 2 раза дешевле медного кабеля, дополнительно при строительстве обширных систем можно сэкономить на усилителях. Если при использовании медной пары ретрансляторы нужно ставить через каждые несколько километров, то в ВОЛС это расстояние составляет не менее 100 км. При этом скорость, надёжность и долговечность традиционных СКС значительно уступают оптике.

- Срок службы волоконно-оптических линий составляет полрядка четверти века. Через 25 лет непрерывного использования в несущей системе увеличивается затухание сигналов.
- Если сравнивать медный и оптический кабель, то при одной и той же пропускной способности второй будет весить примерно в 4 раза меньше, а его объём даже при использовании защитных оболочек будет меньше, чем у медного, в несколько раз.
- Перспективы. Использование волоконно-оптических линий связи позволяет легко наращивать вычислительные возможности локальных сетей благодаря установке более быстродействующего активного оборудования, причем без замены коммуникаций.
Область применения ВОЛС
Как уже было сказано выше, волоконно-оптические кабели (ВОК) используются для передачи сигналов вокруг (между) зданий и внутри объектов. При построении вешних коммуникационных магистралей предпочтение отдаётся оптическим кабелям, а внутри зданий (внутренние подсистемы) наравне с ними используется традиционная витая пара. Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
К отдельному виду относятся соединительные кабели: внутри помещений они используются в качестве соединительных шнуров и коммуникаций горизонтальной разводки – для оснащения отдельных рабочих мест, а снаружи – для объединения зданий.
Монтаж волоконно-оптического кабеля осуществляется с помощью специальных инструментов и приборов.
Технологии соединения ВОЛС
Длина коммуникационных магистралей ВОЛС может достигать сотен километров (например, при постройке коммуникаций между городами), тогда как стандартная длина оптических волокон составляет несколько километров (в том числе потому, что работа со слишком большими длинами в некоторых случаях весьма неудобна). Таким образом, при построении трассы необходимо решить проблему сращивания отдельных световодов.
Различают два типа соединений: разъёмные и неразъёмные. В первом случае для соединения применяются оптические коннекторы (это связано с дополнительными финансовыми затратами, и, кроме того, при большом количестве промежуточных разъёмных соединений увеличиваются оптические потери).
Для неразъёмного соединения локальных участков (монтажа трасс) применяются механические соединители, клеевое сращивание и сваривание волокон. В последнем случае используют аппараты для сварки оптических волокон. Предпочтение тому или иному методу отдаётся с учётом назначения и условий применения оптики.
Сварка оптических волокон
Наиболее распространённой на сегодняшний день является технология сварки волокон.

Аппараты для сварки оптического волокна
Самое качественное соединение с минимальными потерями обеспечивает сваривание волокон. Этот метод используется при создании высокоскоростных ВОЛС. Во время сваривания происходит оплавление концов световода, для этого в качестве источника тепловой энергии могут использоваться газовая горелка, электрический заряд или лазерное излучение.
Каждый из методов имеет свои преимущества. Лазерная сварка благодаря отсутствию примесей позволяет получать самые чистые соединения. Для прочной сварки многомодовых волокон, как правило, используют газовые горелки. Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Для сварочных работ применяются специальный инструмент и дорогостоящее сварочное оборудование – автоматическое или полуавтоматическое. Современные сварочные аппараты позволяют контролировать качество сварки, а также проводить тестирование мест соединения на растяжение. Усовершенствованные модели оснащены программами, которые позволяют оптимизировать процесс сварки под конкретный тип оптоволокна.
После сращения место соединения защищается плотно насаживаемыми трубками, которые обеспечивают дополнительную механическую защиту.
Склеивание оптических волокон
Технология склеивания волокон применяется реже, в основном при производстве патч кордов и пигтейлов. Она включает несколько технологических операций. В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
После затвердевания клея излишки волокна удаляются, а наконечник коннектора шлифуется и полируется (качество скола имеет первостепенное значение). Для обеспечения высокой точности выполнение данных работ контролируется с помощью 200-кратного микроскопа. Полировка может осуществляться вручную или с помощью полированной машины.
Механическое соединение оптических волокон

Ещё один метод сращивания элементов оптоволокна в единую линию ВОЛС – механическое соединение. Этот способ обеспечивает меньшую чистоту соединения, чем сваривание, однако затухание сигнала в данном случае всё-таки меньше, чем при использовании оптических коннекторов.
Преимущество этого метода перед остальными состоит в том, что для проведения работ используются простые приспособления (например, монтажный столик), которые позволяют проводить работы в труднодоступных местах или внутри малогабаритных конструкций.
Механическое сращивание подразумевает использование специальных соединителей – так называемых сплайсов. Существует несколько разновидностей механических соединителей, которые представляют собой вытянутую конструкцию с каналом для входа и фиксации сращиваемых оптических волокон. Сама фиксация обеспечивается с помощью предусмотренных конструкцией защёлок. После соединения сплайсы дополнительно защищаются муфтами или коробами.
Механические соединители могут использоваться неоднократно. В частности, их применяют во время проведения ремонтных или восстановительных работ на линии.
ВОЛС: типы оптических волокон
Оптические волокна, используемые для построения ВОЛС, отличаются по материалу изготовления и по модовой структуре света. Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
По типу путей, которые проходит свет в сердцевине волокна, различают одно- и многомодовые волокна (в первом случае распространяется один луч света, во втором – несколько: десятки, сотни и даже тысячи).
- Одномодовые волокна (SM) отличаются малым диаметром сердцевины, по которой может пройти только один пучок света.
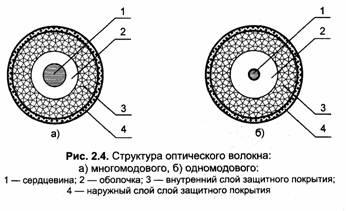
- Многомодовые волокна (MM) отличаются большим диаметром сердцевины и могут быть со ступенчатым или градиентным профилем. В первом случае пучки света (моды) расходятся по различным траекториям и поэтому приходят к концу световода в различное время. При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.
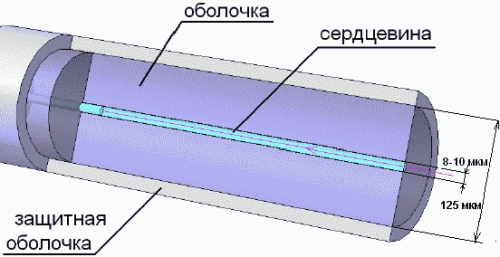
Все современные ВОК (и одно-, и многомодовые), с помощью которых создаются линии передачи данных, имеют одинаковый внешний диаметр – 125 мкм. Толщина первичного защитного буферного покрытия составляет 250 мкм. Толщина вторичного буферного покрытия составляет 900 мкм (используется для защиты соединительных шнуров и внутренних кабелей). Оболочка многоволоконных кабелей для удобства работы окрашивается в различные цвета (для каждого волокна).

Диагностика волоконно-оптических линий связи
Основным инструментом для диагностики волоконно-оптических линий связи является оптический рефлектометр. Пример работы с таким прибором смотрите в следующем видео:
Примеры оборудования




Сварка оптических волокон с низкими потерями в соединении для критически важных применений
Тип сварочного аппарата важен, но не менее важна подготовка и обслуживание инструмента.
Когда-то сварка оптического волокна в основном была делом монтажных организаций, применявших этот метод в полевых условиях на магистральных линиях и в крупномасштабных сетях. Как разъясняет Ассоциация волоконной оптики (The Fiber Optics Association) в справочном руководстве по волоконной оптике (Reference Guide to Fiber Optics), «Сварка оптических волокон является наиболее широко используемым методом соединения двух волокон, поскольку обеспечивает наименьшие потери и минимальное отражение, а также позволяет создать наиболее прочное и надежное соединение между ними».

Сварочный аппарат Greenlee 910FS использует технологию совмещения сердцевин волокон
В одномодовых системах передачи на большие расстояния всегда было критически важно обеспечить низкие потери и низкий коэффициент отражения. С другой стороны, многомодовые приложения часто обладают большей «гибкостью». Обеспечиваемое многомодовым волокном сочетание скорости и расстояния часто означало, что оптическая инфраструктура на базе многомодового волокна должна выдерживать наличие некоторых потерь, и при этом обеспечивать уровень сигнала, достаточный для успешной передачи. Обратите внимание на использование прошедшего времени в последнем предложении. Многие современные многомодовые приложения требуют соединений с очень низкими потерями и нетерпимы к сильному отражению.
Именно это стало одной из причин постоянно растущей популярности сварных соединений. По сравнению с механическим соединением сварное имеет меньшие вносимые и меньшие обратные потери. Так как для соединения используется сварка, создается непрерывное соединение в стекле путем «сплавления» сердцевин волокон вместе. Это позволяет улучшить характеристики передачи в местах сварки, особенно в сочетании с качеством заводской установки соединителя. Более того, сварочный стык имеет более высокую прочность по сравнению с механическим соединением, при котором концы двух волокон просто выравниваются и совмещаются как можно точнее с помощью специального геля, компенсирующего потери на отражение в оптическом волокне.
Вносимые потери и обратные потери являются только одним из преимуществ. К остальным относятся меньшее количество требуемых материалов и компонентов, гибкость установки, общие требования к среде использования расширенная автоматизация инструментария и снижение затрат на сварочное оборудование.
Следует особо отметить, что отражения являются основным врагом оптической линии связи. Если вы используете соединитель с более низкими характеристиками, независимо от того, связано ли это с загрязнением или повреждением, то можете получить сильное отражение сигнала. Сварка волокон обеспечивает наименьшие возможные потери на отражение и почти нулевые обратные потери. Отражения же приводят к тому, что свет возвращается назад к источнику. Когда отраженный свет достигает источника, он снова передается в первоначальном направлении, при этом становясь паразитным отраженным сигналом. Отражения гораздо чаще встречаются при использовании механических соединений, и практически не возникают, когда волокна правильно сварены.
Лучшие методы сварки
Сварка оптического волокна имеет набор наилучших рекомендуемых приемов. Все начинается со скалывания и зачистки волокна. При этом зачистка волокна является самой сложной и трудоемкой задачей в процессе.
На определенных этапах сварки обеспечение чистоты является обязательным условием. Скалыватель должен быть чистым. В нем не должно быть осколков или остатков волокна, которые не позволят качественно сколоть волокно. А плохое скалывание приведет к получению плохого сварного стыка. Выдержать жесткие условия по чистоте зоны сварки и качеству очистки подготовленных к сварке волокон невозможно без специальных средств для чистки. Лучше всего для этого использовать специальные наборы , в составе которых есть средства как для чистки кабеля (например, для удаления гидрофобного слоя), так и средства для чистки элементов сварочного аппарата (юстировочных канаво, зеркал и пр.)
Выполняющий сварку волокон специалист должен выполнять калибровку дуги. Это необходимо сделать перед сваркой и даже повторять во время сварки в случае изменения атмосферных условий, например, влажности или давления. Современные сварочные аппараты имеют датчики, способные указывать на подобные атмосферные изменения, но для достижения наилучших результатов сварки специалистам по-прежнему необходимо самостоятельно точно настраивать сварочный аппарат.
Всё о совмещении волокон

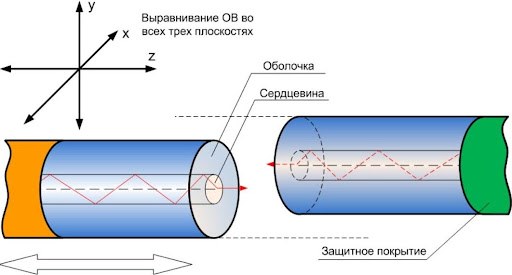
Эффективность сварки оптических волокон во многом определяется точностью их совмещения. В оптическом волокне сердцевина, по которой передается сигнал, окружена оболочкой. Для получения оптимального качества сварки сердцевины волокон должны быть совмещены настолько точно, насколько это возможно.
В течение многих лет выпускались сварочные аппараты двух типов: с выравниванием по сердцевине и с выравниванием по оболочке. Как видно из названия, сварочный аппарат первого типа выполняет выравнивание по сердцевине волокна, обеспечивая высококачественную, высокопроизводительную сварку. Выравнивание выполняется с помощью электродвигателей для каждого из трех измерений X, Y и Z (используемых для перемещения влево/вправо, вверх/вниз и внутрь/наружу). Кроме того, сварочный аппарат с выравниванием по сердцевине волокна имеет электродвигатели фокусировки, которые позволяют точно определить сердцевину.
На сварочных аппаратах с выравниванием по оболочке волокна помещаются в V-образные канавки, а электродвигатели управляют только перемещением по направлению Z или внутрь/наружу. Сварочные аппараты с выравниванием по оболочке относятся к наиболее экономичному типу, но их работа сопряжена с загрязнением и повреждением V-образных канавок, что способно привести к смещению волокна и некачественной сварке. Поскольку совмещение выполняется по оболочке, а не по сердцевине, получаемые с помощью таких сварочных аппаратов стыки имеют более высокие потери в точке сварки.
Возможность выравнивания волокон по сердцевине в течение многих лет была ключевым фактором для обеспечения высококачественной сварки отчасти потому, что концентричность волокон, определяющая нахождение сердцевины волокна точно в его центре, являлась потенциально отрицательным фактором. Если вы работаете со старыми волокнами или волокнами разного типа, то их концентричность может представлять проблему, и для обеспечения высококачественной сварки потребуется аппарат с выравниванием по сердцевине.
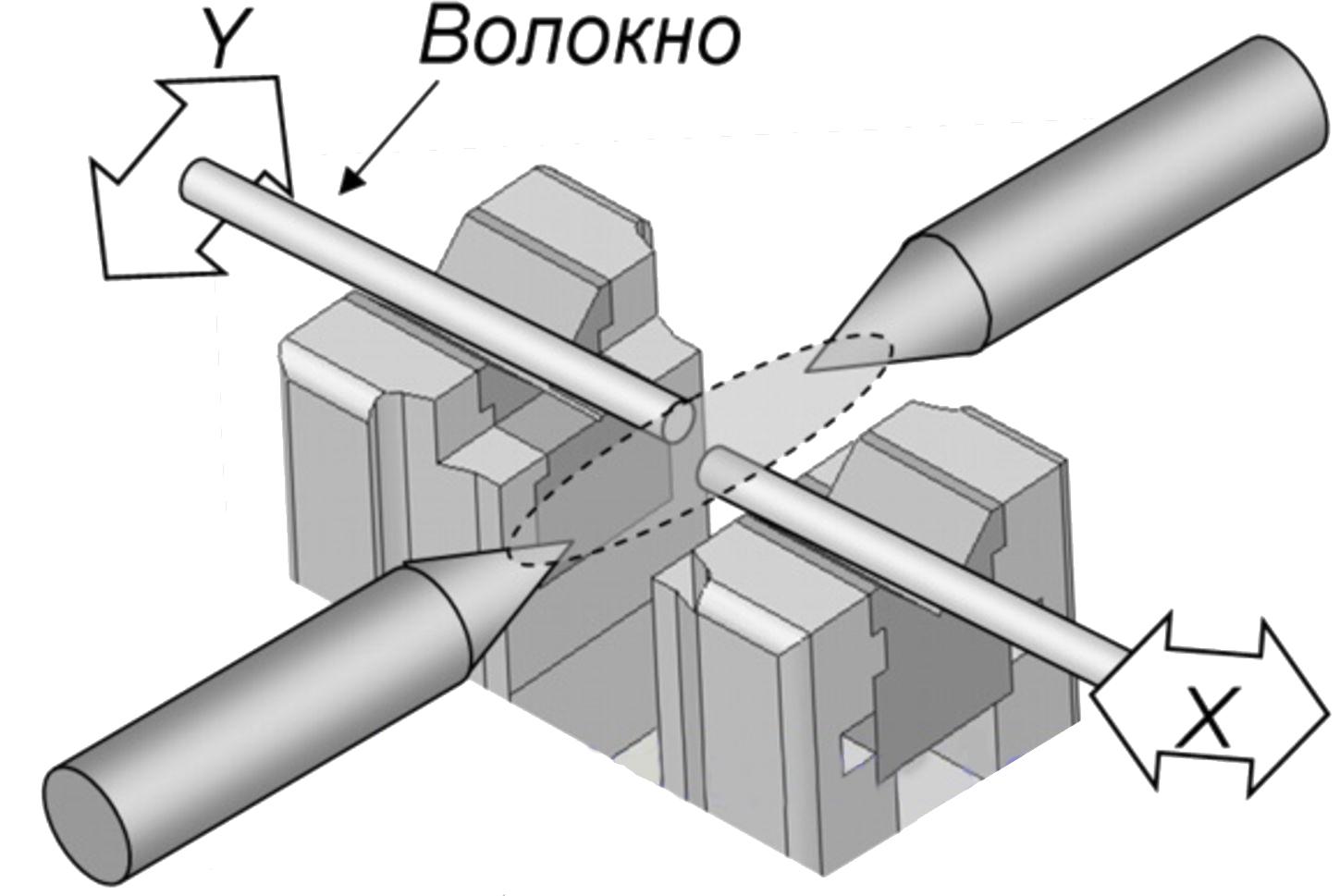
Принцип юстировки оптических волокон по активной V канавке
Недавно появились сварочные аппараты с активным выравниванием по оболочке. Сварочные аппараты подобного типа позволяют иметь потери, аналогичные сварочным аппаратам с выравниванием по сердцевине, но только в случае сварки волокон, выпущенных в течение последних пяти лет. Такие аппараты в основном ориентированы для применения на последней миле.

Сварочный аппарат с активным выравниванием по оболочке ILSINTECH KF4
Сварочный аппарат с активным выравниванием по оболочке более экономичен, чем сварочный аппарат с выравниванием по сердцевине, поскольку не включает компоненты, призванные выполнять фокусировку и определять местоположение сердцевины волокна. Благодаря совершенствованию технологий производства концентричность оптического волокна больше не представляет собой потенциальную проблему, которая существовала в предыдущие годы. Улучшение концентричности оптического волокна устранило необходимость в этих дополнительные возможностях сварочного аппарата, при условии, что свариваемые с помощью функции активного совмещения оболочки волокна изготовлены по современным стандартам качества.
Тем не менее, даже с учетом значительного повышения точности изготовления оптического волокна и развития технологии сварки волокон специалисты при сварке оптических волокон могут столкнуться с большим количеством проблем. В частности, трудности возникают, когда требуется сварить разнородные волокна или более старое волокно с более новым. В этих случаях для обеспечения надлежащего качества потребуется сварочный аппарат с выравниванием волокна по сердцевине.
Также следует отметить, что достаточно сложной проблемой может быть состав волокон, так как волокна могут изготавливаться из разных материалов. Например, некоторые из них легче расплавить, чем другие. В этом случае потребуется приложить к одному волокну больше энергии, чем к другому волокну.
Современные сварочные аппараты имеют множество различных элементов управления, которые позволяют специалистам адекватно реагировать на самые разнообразные вызовы. Главным советом здесь по-прежнему остается обязательное использование руководства по эксплуатации сварочного аппарата и неукоснительное соблюдение технологических требований. Дополнительно гарантией качества сварного соединения дает применение соответствующих инструментов для разделки кабеля и средств очистки волокон и сварочного аппарата.
Читайте также: