Сварка пластиковых листов встык
Обновлено: 21.09.2024
Винипластом (непластифицированным поливинилхлоридом, НПВХ или просто ПВХ) называется материал, представляющий собой жесткую термопластичную массу с не пропускающей свет структурой. Он применяется в строительной, химической, автомобильной, приборостроительной и другой промышленности.
Главные компоненты винипласта
Изготовление рассматриваемого материала сопровождается смешиванием ПВХ с перхлорвиниловой смолой, модификационными веществами, и наполнителями. Чтобы полученное в конце производственного процесса полотно обрабатывалось доступными домашним умельцам приспособлениями, подготавливаемое сырье дополняется небольшим количеством смазывающих соединений. Роль присадки, которая изменяет свойства конечной продукции в нужную изготовителю сторону, играет роль каучук или хлорированный полиэтилен. Количество этого ингредиента должно равняться 35 процентам. В полимере также находится 20 процентов наполнителя, который представлен сажей, мелом либо аэросилом. Дополнительно присутствуют минимум десять процентов пластификационных и модификационных добавок. Первая разновидность этих веществ помогает уменьшить себестоимость полностью готовой продукции, а вторая — значительно улучшить ее технические характеристики. Антиоксиданты и стабилизаторы продлевают эксплуатационный период, предотвращая разрушение пластика в процессе обработки. Красители позволяют придать изделию определенный оттенок.
Способы производства ПВХ листов
При формировании винипластовых (ПВХ) изделий сырье подвергается сжатию прессовальным устройством, пропусканию через экструзионный аппарат, литью с применением высокого показателя давления. Используемый способ получения из НПВХ изделий контролируется разновидностью и предназначением продукта:
- Детали со сложными геометрическими очертаниями и большими параметрами размеров — вакуумное формирование листов.
- Полотна с лишенными шероховатостей поверхностями — сжатие состоящих из винипластовой пленки пакетов с помощью прессующего устройства.
- Пленочные покрытия — прокатывание непластифицированного поливинилхлорида.
- Небольшие изделия с разнообразными очертаниями — сжатие порошков или таблеток, литье из гранул под значительным давлением.
Размеры и вес ПВХ
Малый параметр веса позволяет перевозить комплекты винипластовых полотен на легковых автомобилях. У изделий размером 600х1500х2 мм он равняется примерно 2,8 килограмма, а 1240х2420х20 мм — 96 килограммам. Магазины предлагают винипластовые полотна размером 600х1500, 650х1500, 670х1500, 700х1500, 750х1500, 1240х2420 или 1300х2000 мм. Если отделочным работам подвергается поверхность с нестандартной конфигурацией, у производителя заказывается индивидуальный размер. Среди других услуг находится разрезание НПВХ, создание деталей, упаковка комплекта, доставка на объект и так далее.
Соединение листов винипласта (сварка ПВХ листов)
Сварка винипласта (ПВХ) осуществляется одним и 3-х способов:
- Сварка ручными аппаратами горячего воздуха (сварочными фенами)
- Сварка ручными сварочными экструдерами
- Сварка на стыковых сварочных станках
Общие принципы сварки ПВХ (винипластовых) листов ручным инструментом (фены и экструдеры):
Перед началом работы материал разрезается на куски необходимых размеров. Дополнительно фрезой снимается фаска, величина которой контролируется толщиной обрабатываемого листа. Если последняя равняется 5 мм, раскрываемый шов наклоняется на 55–60 градусов. Когда толщина превышает пятимиллиметровое значение, угол увеличивается до 70–90 градусов. Фаску необходимо удалять равномерно по всей длине изделия. Швы, образовавшиеся во время наращивания винипластового покрытия, теряют оптимальные показатели прочности и эластичности под влиянием кислорода. Поэтому листы обязательно свариваются в инертном газе. Этот вариант разрешается использовать при объединении изделий между собой, ремонте помещений и некоторых других мероприятиях. Но обрабатываемый материал необратимо портится температурой горючих газов, выходящей за рамки дозволенных параметров. Чтобы заполнить получившийся шов, разрешается воспользоваться присадочными прутьями. Их следует нагревать вместе с объединяемыми деталями. Представленный углекислым газом, воздухом либо азотом теплоноситель нагревается специальной горелкой, потребляющей энергию газового топлива или электрического тока. В первом варианте упомянутого устройства теплоноситель прямым (непосредственный контакт) либо косвенным (через стенку) способом получает необходимую температуру с помощью огня, порождаемого сгорающим газом. Во втором варианте традиционно используются питающиеся электричеством трубчатые электронагреватели (ТЭНы). Когда температура достигает 80 градусов выше нуля, структура нагреваемого винипласта подвергается размягчению. Если она равняется 180 градусам, изделие постепенно течет. А 200–220 градусов тепла делают полимер вязкотекучим, заставляя его листы свариваться между собой под влиянием дополнительно оказываемого давления. Прочность швов контролируется объемом и степенью нагрева масс подаваемого воздуха, диаметром сварочного прута и горелочного сопла, а также толщиной соединяемых полотен. Показатель диаметра сопла рекомендуется выбирать по толщине свариваемых листов, очертанию кромок и размеру используемого при сварке прута. Когда его значение будет отличаться от идентичной характеристики сварочного прута, произойдет усложнение нагревания последнего и ухудшится качество формируемых стыков. Если свариваются листы толщиной 3–5 миллиметров, сопло горелки должно обладать диаметром примерно 1,5–2 миллиметра. Когда выполняется соединение изделий толщиной 16–20 миллиметров, размеры наконечника увеличиваются до 3,5–4 миллиметров.
Сварка винипластовых (ПВХ) листов на стыковых сварочных станках
В данном случае процесс сварки практически не отличается от аналогичного процесса сварки полиэтиленовых или полипропиленовых листов. Однако стоит учитывать, что сварка ПВХ — гораздо более сложный процесс, связанный с уменьшенным «сварочном окном» температуры.
ПВХ (винипласт) — сложный для сварки полимерный материал, для работы с которым требуются специфические навыки.
Специалисты компании ССПЛ готовы провести мастер-класс по сварке ПВХ листов на стыковых сварочных станках производства ССПЛ для обеспечения наилучшего результата.
В нашем каталоге представлены все виды оборудования для сварки винипластовых (ПВХ) листов:
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
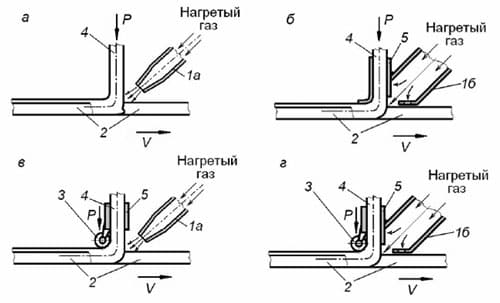
На схеме показаны: а - сварка без насадок, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
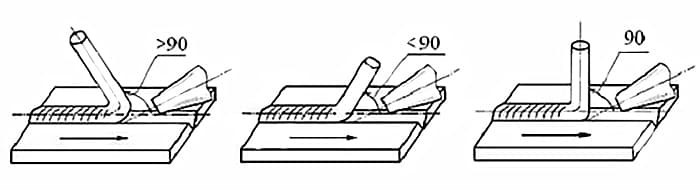
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
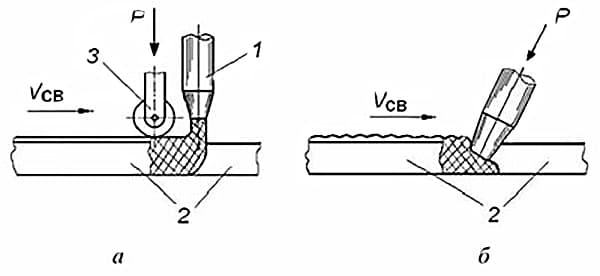
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Сварка полипропиленовых листов
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см 3 ;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена

При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.

Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.

Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Оборудование для сварки пластмасс
Сварка пластика – надежный способ монтажа труб или листов на молекулярном уровне. Шов однородной структуры получается с помощью разогревающего оборудования – сварочных аппаратов. Работа с ними не требует особых навыков. Научиться самостоятельно сваривать пластик несложно. Труднее выбрать инструмент, который годится для работы в домашних условиях. При выборе учитываются плюсы и минусы каждого. Советы специалистов бывают полезны. Горячему соединению поддаются не все виды пластмасс, а только не дающие усадку при нагреве.

Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).


Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
Присадочные материалы используются при температуре окружающей среды выше +15°C. На холоде они теряют пластичность, становятся хрупкими.
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности. Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм.
Заключение
Для сварки пластмасс применяется бытовое оборудование. Оно рассчитано на 200 вольт и частоту 50 Гц. Промышленные устройства лучше не приобретать. Самым простым в применении устройством считается экструдер. Для сборки домашних водоводов пользуются паяльником со специальными насадками.
Сварка, пайка и склеивание пластиковых листов
Изделия из пластиковых листов, будь то полипропиленовые или полиэтиленовые листы — сравнительно новый вид продукции в нашей стране, а учитывая специфический опыт подготовки специалистов и отсутствие в образовательной системе такого понятия, как «сварка пластика» (на момент написания материала он относился к т.н. «особым видам сварки») имеет место быть путаница в определении самой сути процесса. Так как мы соединяем листы из полипропилена или полиэтилена или даже ПВХ?
Давайте рассмотрим подробнее:
Сварка листов из полипропилена и полиэтилена возможна как с использованием присадочного материала (в случае экструзионной сварки или сварки ручными фенами), так и непосредственно друг с другом в случае сварки на стыковых сварочных станках.
Для понимания процесса рассмотрим определение каждого из вида соединения
Спайка полипропиленовых листов

Достаточно часто можно услышать, что полипропиленовые или полиэтиленовые листы соединяются методом спайки. Давайте рассмотрим определение термина «пайка»:
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником.
Ключевым заблуждением является именно факт «введения припоя» в зону соединения при ручной или экструзионной сварке. Многие ассоциируют его с пайкой металлических контактов, соединении проводов и т. д. Но припой, используемый при пайке металлов отличается по своим физическим и химическим параметрам от свариваемых материалов, а в случае сварки пластиковых листов (термопластов) используется присадочный материал по своим физическим (а особенно химическим свойствам) максимально приближенный к основному материалу — т. е. свариваемым листам.
Склеивание полипропиленовых листов

К сожалению данный термин также имеет достаточно широкое распространение на территории нашей страны (да и всего бывшего СНГ). Как и в предыдущем случае рассмотрим процесс «склеивания» хотя тут все намного запутаннее (ссылка на Wiki):
Существуют следующие теории склеивания материалов:
- механическая теория — клей проникает в поры материалов и, удерживаясь в них, обеспечивает склеивание;
- абсорбционная теория — силы склеивания имеют химическую и межмолекулярную природу, при этом основную роль играет смачивание и полярность клея;
- диффузионная теория — при склеивании происходит взаимная диффузия клея и основного материала;
- химическая теория — основную роль играет химическое взаимодействие адгезива и субстрата. Часть ученых считает, что при склеивании оказывают роль все описанные факторы.
Но даже учитывая разнообразие теорий никто и близко не подошел к тому, что и происходит при соединении пластиковых листов, ибо склеивание подразумевает «клей» — вещество разительно отличающееся от самих свариваемых материалов.
Важное замечание! Склейка пластиков — достаточно распространенный технологический процесс для соединения реактопластов.
Сварка листов полипропилена и полиэтилена
Определение термина «сварка»:
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Это именно тот процесс, который происходит при соединении листов из полипропилена, полиэтилена, ПВХ, ПВДФ и других термопластов вне зависимости от применения присадочного материала. При сварке сварочными фенами или экструдерами используется присадочный материал идентичный «основному» (свариваемым листам из полипропилена или полиэтилена). Именно это позволяет образовывать межмолекулярные связи между ними и обеспечивать максимальное качество соединения. Мы всегда рекомендуем использовать пруток для фенов и экструдеров, максимально приближенный по своим свойствам к свариваемым листам. Лучшая рекомендация — приобретать их у одного поставщика. При сварке листов из полипропилена или полиэтилена на стыковых сварочных станках физика и химия процесса максимально соответствует приведенному определению Термина «сварка», а именно «процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном … нагреве, пластическом деформировании или совместном действии того и другого»
Самым надежным способом соединения листов из полипропилена, полиэтилена является сварка на стыковых сварочных станках. Т.к. только данный вид сварки позволяет обеспечить прочность сварного соединения, сопоставимую с основным материалом. Сравнительная характеристика видов сварке представлена в соответствующей статье.
Читайте также: