Сварка пластмасс с помощью растворителей
Обновлено: 17.05.2024
Свариваемость пластмасс характеризует пригодность материала к образованию неразъемного соединения при рациональном технологическом процессе.
В зависимости от свойств полимерных материалов механизм образования неразъемного соединения может быть двух видов:
- Диффузионно-реологический;
- Химический.
1. Диффузионно-реологический процесс взаимодействия свариваемых поверхностей наиболее эффективно реализуется в стадии вязкотекучего состояния материала, когда макромолекулы приобретают максимальную подвижность и имеют наименьшую плотность упаковки. В ряде случаев (в аморфных и частично кристаллических полимерных материалах) добиться разрыхленности структуры можно воздействием на полимер растворителей. Степень и скорость диффузии зависят от молекулярной массы полимеров и полярности звеньев макромолекул. С их уменьшением скорость диффузии возрастает.
Молекулярно-массовое распределение, разветвленность молекулярных цепей, полярность молекулярных звеньев могут характеризоваться энергией активизации вязкого течения и в количественном отношении оценивать свариваемость полимеров. В той же мере оценка свариваемости может быть произведена по интервалу температур, в котором полимер может сохранять вязкотекучее состояние, и по характеристике вязкости расплава (табл. 1).
Таблица 1: Критерии оценки свариваемости термопластов
На прочность сварного шва влияет состояние поверхностей свариваемых материалов, в частности их:
- загрязненность,
- степень окисления, особенно в условиях повышенной влажности,
- концентрация наполнителя.
Очистка от загрязнений и обезжиривание являются необходимыми условиями качественной сварки.
Реологический механизм сварки способствует разрыву связей и удалению из зоны шва указанных ингредиентов.
Способность многих термопластичных материалов к упорядоченному расположению макромолекул (кристаллизации) обеспечивает при определенных температурных условиях восстановление структуры сварных швов, близкой к основному материалу.
Ускорение процесса охлаждения сварных швов, допускаемое для аморфных полимеров, у кристаллических вызывает разрыхление структуры шва. Сварные швы кристаллизирующихся полимеров должны остывать естественным путем. Рекристаллизованная структура материала сварного шва улучшает межмолекулярное взаимодействие по линии сварки, увеличивает плотность упаковки макромолекул сварного шва и улучшает его механические характеристики.
Таким образом, на факторы, определяющие оптимальное протекание диффузионно-реологического процесса сварки, можно воздействовать технологическими приемами, экономическая целесообразность которых определяет их практическое применение.
2.Химическая сварка основана на образовании химических связей между полимерными материалами. В отличие от склеивания при химической сварке не образуется самостоятельной непрерывной фазы.
Материалы, которые не поддаются диффузионной сварке (реактопласты, вулкацизаты, редкосетчатые полимеры с лестничной структурой), можно соединить путем химического взаимодействия функциональных групп или с помощью присадочного материала, близкого по активности к каждому из свариваемых полимеров, при этом нагрев и сварочное давление создают необходимые условия для протекания процесса, а присадочные материалы способствуют активации реакционноспособных групп.
Качество химической сварки определяется длиной, концентрацией, подвижностью активных групп контактирующих материалов. Технологическими приемами можно добиться улучшения свариваемости трудиосвариваемых полимеров. Так, предварительная обработка поверхности материала химическим агентом способствует увеличению пластичности поверхностных слоев, а с помощью предварительной механической обработки соединяемых поверхностей удаляется менее реакционноспособный слой материала.
Список литературы:
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год
Герметизация корпусов для электроники. Часть 2: сварка полимеров и металлов

Продолжаем разбираться с технологиями производства герметичных корпусов для электроники. В этот раз сфокусируемся на склейке и сварке, которая используется для производства блоков питания, наушников, USB-флешек и других неразборных устройств с защитой от пыли и воды.
Рассмотрим пять типов сварки: горячей плитой, электромагнитной индукцией, вибрацией, ультразвуком и лазером. Это будет интересно не только инженерам и технологам. :-)
Напомним, что в первой части мы на примере своих инженерных разработок объясняли, как работают самые популярные методы герметизации: уплотнители и литье — многокомпонентное и переформовка (overmolding). А в этот раз в конце будет сводная таблица всех методов — в помощь читателям, которые хотят выбрать оптимальную технологию производства для своего hardware-проекта.
Disclaimer. В нашей серии статей мы делимся опытом разработки и производства электроники. Мы не занимаемся продажей оборудования. Конкретные примеры сварочных аппаратов показаны не для рекламы, а исключительно в образовательных целях.
Естественно, сварка отлично подходит для производства герметичных корпусов из металла, но мы остановимся в основном на различных типах термопластов — специальных полимеров, которые плавятся при нагреве, а потом снова переходят в твердое состояние.
1. Сварка горячей плитой: соединяем корпус тефлоновой пластиной

Оборудование для пластинчатой сварки и образцы изготовленных изделий
Горячая пластинчатая сварка используется для быстрой сборки прочных, постоянных и герметичных полимерных корпусов для электроники.
Как это работает: два литых компонента корпуса соединяются с помощью нагретой пластины.
Схема процесса дана ниже:
Фиксируем две части изделия — компоненты корпуса — на расстоянии друг от друга.
Вставляем между ними горячую плиту определенной температуры. Компоненты корпуса нагреваются в месте будущего соединения — за счет контакта или близкого расположения к поверхности горячей плиты.
Ограничители на вставке и элементы конструкции, которые удерживают компоненты, определяют глубину первоначального расплава. Время выдержки определяет глубину вторичного размягчения полимера.
Когда площади соединения достигают необходимой температуры, фиксаторы открываются.
Убираем горячую плиту.
Фиксаторы прижимают компоненты друг к другу. Ограничители на держателях определяют количество материала швов, смещенных во время спаривания.
В таком состоянии части корпуса удерживаются под небольшим давлением в течение короткого времени, пока расплавленный слой не остынет, создавая сварной шов между двумя поверхностями соединений.
Когда охлаждение завершено, механизм захвата в одном из удерживающих фиксаторов освобождает готовый корпус.

Образцы изделий, произведенных по методу сварки горячей плитой
Корпуса зачастую «выпекаются» на тефлоне, потому что в качестве горячей пластины используется алюминиевая плита с тонким слоем Teflon и термостатическим переключателем. Такая технология позволяет поддерживать равномерную температуру по всей плите, а Teflon предотвращает прилипание расплавленного материала к плите.
2. Электромагнитная сварка корпуса
Электромагнитная сварка — простой, быстрый и надежный метод сборки конструкционных и герметичных уплотнений. Подходит для большинства термопластичных материалов, уплотнений высокого давления и позволяет сваривать разнородные термопласты, бумагу и алюминий с термопластами (армированными и неармированными).

Как это работает:
В сварочном аппарате установлена индукционная катушка, которая запитывается от радиочастотного электрического тока.
Высокочастотное электромагнитное поле воздействует на ферромагнитный закладной элемент, повышая его температуру и вызывая плавление.
Расплавленный закладной элемент сваривает компоненты корпуса за счет термопластичного электромагнитного межслойного соединения.
Закладной элемент для такого метода сварки состоит из дисперсии металлических порошков размером в микрон — железо, графит из нержавеющей стали или феррит — поэтому он и разогревается под действием электромагнитного поля.
Вот примеры соединений деталей при индукционной сварке:
Плоскость-плоскость хорошо подходит для длинных сварных швов. Используется в панелях солнечных батарей.
Плоскость-канавка. Используется в автомобильных панелях.
Шип в паз — очень прочное соединение, метод отлично подходит для предельных нагрузок и герметичных соединений.
Ступенчатое соединение. Используется для соединения пластиковых деталей, которые должны выдерживать вибрационные нагрузки.
Шип в паз с максимальной прочностью. Используется для уплотнений высокого давления.
Остановимся на преимуществах и недостатках этого метода:
Преимущества электромагнитной сварки:
Годятся все термопластичные материалы, как кристаллические, так и аморфные.
Сохраняется толщина изделия, а сварные швы можно скрыть, т.к. плавление развивается изнутри в месте соединения.
Минимальное контактное давление и быстрые сварочные циклы.
Можно автоматизировать для крупносерийного производства.
Простая реализация конструктивных, герметичных уплотнений и уплотнений высокого давления.
Физические и химические свойства сварного участка аналогичны соединительным материалам.
Любые размеры сварного участка: от небольшого пятна до 3 м.
Срок хранения электромагнитного связующего материала.
Предварительная обработка для зон стыков не требуется.
Чистая и бесшумная работа при сборке.
Недостатки электромагнитной сварки:
Не годится для сварки электрических устройств, заключённых в термопласты: обмоточных катушек, магнитов, печатных плат, датчиков и т.д.
Требуется прототипная сварка для сборки новых изделий, так как электромагнитный шов зависит от сварочной катушки и способности рассчитать сложную геометрию поверхности стыка деталей.
Высокая стоимость оборудования для сварки.
Электромагнитные сварочные катушки имеют тенденцию к перегрузке и перегреву.
3. Вибрационная сварка
Вибросварка для соединения термопластичных материалов основана на принципе сварки трением: тепло для плавления термопластика вырабатывается путем прижимания одной детали к другой и её вибрации за счет небольшого относительного смещения в плоскости стыка. Тепло расплавляет термопластик на границе раздела фаз. Когда вибрация останавливается, детали автоматически выравниваются.

Аппарат для вибросварки и образец продукции
Время расплава материала при вибросварке обычно составляет 2—3 секунды. Общее время цикла — в среднем от 6 до 15 секунд, включая загрузку и разгрузку.
Сварка за счет вибрации широко используется для изготовления деталей в автомобильной промышленности.
4. Ультразвуковой метод сварки
Ультразвуковая сварка — быстрый, чистый и эффективный методом сборки жестких термопластичных компонентов, отлитых под давлением. Используются во всех сегментах промышленности для соединения двух пластмасс или пластмассы с непластичными материалами.

Аппарат для сварки ультразвуком
Детали, которые можно сварить ультразвуковой или вибрационной сваркой, более экономичны. При УЗ-сварке готовое изделие получается за 0,1—3 секунды, также затраты на оборудование довольно низкие. Так, аппарат на фото выше можно купить за 2—3 тыс. долларов США в то время как цены на другое оборудование, показанное в этой статье, начинаются от 15—18 тыс. долларов. Однако при вибрационной сварке можно сваривать более крупные и сложные детали.

Типичные примеры устройств, изготовленных с помощью УЗ-сварки
Сварка ультразвуком — отличная альтернатива склейке, растворителям и механическим крепежам для производства герметичных неразборных корпусов: блоков питания, наушников, зарядных устройств.
Преимущества сварки ультразвуком:
Энергоэффективность и высокая производительность при более низкой стоимости, чем многие другие методы сборки.
Не требует сложных систем вентиляции для удаления дыма или тепла.
Удобно встроить в автоматизированную сборочную производственную линию.
Немедленный запуск и остановка без остаточного тепла.
5. Лазерная сварка
Технология лазерной сварки аналогична сварки ИК-излучением, она также бесконтактная. Необходимая тепловая энергия направлено вводится в материал заготовки лучом лазера, который мы фокусируем на свариваемых поверхностях деталей.

Принцип действия сварки лазером
В некоторых случаях центр зоны соединения может нагреваться сильнее, чем краевые зоны — так при сварке происходит интенсивное смешение расплава в зоне стыка, что способствует чрезвычайной прочности сварного шва. Тепловое расширение расплава обеспечивает усилие сваривания, необходимое для соединения предварительно зафиксированных деталей.

Аппарат Intouch для сварки лазером и образцы продукции
Лазерная сварка — популярный метод герметичного крепления самых разных разъемов для электроники.
6. Метод клеевого соединения
Клеевое соединение — один из наиболее удобных методов сборки термопластичного изделия с аналогичными или различными материалами, включая металлы. Клей распределяет напряжение по всей площади склеиваемой поверхности и при необходимости может обеспечить герметичность.
Гибкие клеи позволяют некоторое движение между сопрягаемыми поверхностями и так могут компенсировать различия в коэффициентах линейного теплового расширения материалов. Также клеи относительно недороги и не требуют специализированного дорогого оборудования.

Автоматический дозатор клея с системой позиционирования
Преимущества склейки при производстве корпусов:
Незначительные затраты на оборудование. Простото применять с автоматическим оборудованием.
Можно соединять разнородные материалы.
Эластичность и герметичность.
Низкая стоимость и простота ремонта.
ВЫВОДЫ
Как вы уже знаете из первой части статьи про литье и уплотнители, на выбор идеального метода герметизации корпуса для конкретного устройства влияет сразу несколько факторов: требования к конструкции, возможности производства, размер партии, бюджет, условия эксплуатации и другие.
Вот сводная таблица с обзором всех технологий, которые мы разобрали в обеих частях:
Литье и уплотнители из части 1
Метод герметизации
Оборудование
Преимущества
Недостатки
ТПА с двумя узлами впрыска и дорогостоящая оснастка
Низкая стоимость при массовом производстве, нет доп. затрат на герметизацию
Неэффективно при малых сериях. Нужно дорогое оборудование, оснастка и персонал высокой квалификации
ТПА и несколько комплектов оснастки
Альтернатива многокомпонентному литью. За счет более простого оборудования технология доступней по цене на мелких партиях
Затраты на манипулятор или ручной труд
Низкая стоимость, не нужно оборудование
Дополнительная операция при сборке (установка уплотнений), нужен крепеж в зоне уплотнения
Методы герметизации
Сварка горячей плитой
Нагреваемая плита с тонким слоем Teflon, фиксаторы
Простота, прочное соединение почти для всех термопластов
Доп. обработка сварочных швов, длинный цикл, работает на плоской поверхности
Оборудование для индукционной сварки
Соединение разнородных материалов. Швы незаметны. Сварка по сложному профилю. Короткий цикл. Можно автоматизировать. Легко реализовать уплотнения высокого давления
Дорогое оборудование, нужна прототипная сварка. Не годится для сварки электрических устройств, заключенных в термопласты (обмоточные катушки, магниты, печатные плиты, датчики)
Установка для вибросварки
Плоская поверхность сварки. Риск повредить эл. компоненты при вибрации. Только для совместимых термопластов. Возможно смещение деталей
Машины для УЗ сварки, переносные установки и ручные пистолеты
Короткий цикл, энергоэффективность, высокая производительность. Работает в автоматическом сборочном цикле. Незаметный шов. Экологична. Соединение разнородных материалов
Не годится для соединения толстостенных деталей. Чувствительна к влажности
Короткий цикл, хороший внешний вид. Min температурные поводки. Экологична. Соединение разнородных материалов
Простота, низкая стоимость. Равномерное распределение напряжений: можно соединять разнородные материалы, даже те, которые разрушаются при сварке
Нужна подготовка поверхностей, длительное время отверждения. Токсичность. Низкая прочность по сравнению со сварными соединениями
Надеемся, наш опыт разработки и производства герметичных корпусов будет для вас полезен. Будем рады увидеть отклики в голосах за статью и комментариях — с вопросами и вашими личными историями из практики. Всегда рады пообщаться. Подписывайтесь, чтобы не пропустить наши новые инженерные истории.
Сварка пластмасс
Сварка - наиболее экономичный, технологичный, а зачастую и безальтернативный способ соединения деталей из пластмасс. Сварка пластиков не только обеспечивает высокое качество соединений, но и легко реализуется в самых различных условиях - как массового, так и единичного производства, в промышленности и быту.

Сварка пластмасс

Существует большое количество способов сварки пластиков. Все их можно условно разделить на две группы: соединение деталей путем нагрева их поверхностей до вязкотекучего состояния и сварка без использования нагрева или с нагревом, но ниже температуры вязкотекучести - с помощью растворителей.
Наибольшее распространение получила сварка с нагревом до температуры вязкотекучести. В зависимости от вида потребляемой энергии, способа ее преобразования и ввода в контактную зону, существуют следующие виды сварок пластмасс с нагревом:
- нагретым газом;
- расплавленной присадкой;
- нагретым инструментом;
- световым, инфракрасным или лазерным излучением;
- ультразвуком;
- трением;
- токами высокой частоты.
По своему поведению при нагревании и способности к свариваемости с помощью тепла, полимеры подразделяются на термопласты и реактопласты. Первые при нагреве до вязкотекучего состояния не претерпевают сколько-нибудь существенного химического изменения. Их можно многократно нагревать, доводить до размягчения и снова возвращать в исходное состояние без нарушения их структуры и свойств. Большинство полимером относятся к термопластам. Реактопласты, при переработке в изделие, под воздействием нагрева претерпевают необратимые изменения и навсегда теряют способность переходить в вязкотекучее состояние. Их нельзя сваривать нагревом.
Процесс сварки полимеров состоит из нескольких последовательных этапов:
- подвода и преобразования энергии, обеспечивающей активацию свариваемых поверхностей;
- взаимодействия активированных поверхностей при контакте друг с другом;
- формирования структуры материала в зоне контакта.
Стадия взаимодействия свариваемых зон является самой важной для прочности соединения. При вязкотекучем состоянии происходит перемешивание слоев расплава, в результате чего граница раздела исчезает, и обеспечивается более высокая прочность соединения, чем при высокоэластичном состоянии. Соединение образуется быстро, особенно при таких видах сварки, как ультразвуковая и высокочастотная.
Сварка нагретым инструментом
Самым простым способом подвода тепловой энергии является контакт свариваемых поверхностей пластмасс с нагретым инструментом. Благодаря простоте технологического процесса, дешевизне оборудования и оснастки, сварка нагретым инструментом, называемая также контактно-тепловой или термоконтакной сваркой, используется очень широко. Ее применяют для соединения труб, изготовления различных емкостей, деталей машин, конструкций и т.п.
Наибольшее применение нашел способ прямого нагрева. Соединение при нем образуется в два этапа:
- разогрев (оплавление) соединяемых поверхностей плотно прижатым нагретым инструментом для сварки;
- контакт нагретых поверхностей свариваемых деталей с определенным усилием и выдержка под давлением до охлаждения деталей.

Этапы сварки полимерных труб
Разогрев должен обязательно приводить к оплавлению свариваемых торцов на определенную глубину. При этом расплавляются все неровности, и обеспечивается плотный контакт деталей, необходимый для перемешивания слоев материала и образования прочного соединения.
Время между удалением инструмента и сжатием свариваемых деталей должно быть как можно меньше, в противном случае снижается прочность шва из-за быстрого охлаждения свариваемых поверхностей.
К основным технологическим параметрам сварки пластмасс нагретым инструментом относятся:
- температура нагревателя;
- продолжительность нагрева;
- давление оплавления (усилие прижатия инструмента к детали);
- давление осадки (усилие сжатия свариваемых деталей);
- продолжительность выдержки давления после сварки.
В нижеследующей таблице приведены примерные параметры режима сварки полипропиленовых и полиэтиленовых труб нагретым инструментом.

Режим сварки полипропиленовых и полиэтиленовых труб
Перед сваркой контактирующие поверхности деталей необходимо очистить от посторонних веществ и загрязнений, препятствующих соединению - пыли, масла и др. Для обезжиривания могут использоваться ацетон или спирт. При необходимости применяется торцовка (срез неровностей соединяемых кромок) с удалением образовавшейся стружки.
В некоторых случаях рекомендуется путем механической зачистки удалять верхний слой, насыщенный окисленным полимером и другими продуктами окисления, образовавшимися под действием солнечного света и кислорода воздуха.
Кроме способа прямого нагрева, когда нагретый инструмент непосредственно контактирует со свариваемой деталью, применяется и сварка косвенным нагревом (с использованием промежуточного материала, подвергаемого нагреву), а также сварка с закладными нагревателями. В последнем случае в соединяемую часть (электромуфту, например) закладывается нагревательный элемент (специальная металлическая проволока), нагревающийся при пропускании через него электрического тока и расплавляющий окружающий его полимер.
Оборудование для сварки нагретым инструментом. К наиболее простому оборудованию для сварки нагретым инструментом относятся сварочные аппараты для сварки полимеров, предназначенные для сварки труб встык и враструб. Первые используются для оплавления плоских поверхностей, чаще всего торцов труб при стыковой сварке. Однако их можно использовать для сварки любых деталей, имеющих плоскую контактную поверхность.

Аппараты для сварки полимерных труб встык

Аппарат для сварки полимерных труб враструб
Работа со сварочными аппаратами для сварки встык проста. После установки температурного режима и разогрева инструмента, подготовленные кромки соединяемых деталей прижимаются к разогретой поверхности с двух сторон. После разогрева и оплавления поверхностей, детали прижимаются друг к другу с определенным усилием и выдерживаются в таком положении до охлаждения шва (подробнее см. в статье Сварка полиэтиленовых труб).
У аппаратов для сварки враструб происходит разогрев наружной поверхности трубы и внутренней поверхности фитинга или раструба трубы. Диаметры нагревательных втулок (муфт) и штифтов (дорнов) подобраны таким образом, чтобы при соединении трубы с фитингом обеспечивался натяг, необходимый для образования прочного и герметичного соединения. После установки температурного режима и разогрева инструмента, соединяемые детали трубопровода устанавливаются с двух сторон на нагретую оправку - фитинг надевается на штифт (дорн), труба вставляется во втулку (муфту). После выдержки необходимого для нагрева времени, детали снимаются с оправки и соединяются друг с другом (подробнее см. в статье Сварка полипропиленовых труб).
Нередко для сварки пластмасс используют обычные электропаяльники, которые особенно хорошо подходят для разогрева кромок маленьких деталей.
Сварка нагретым газом
При сварке нагретым газом, разогрев соединяемых деталей осуществляется теплом газов, исходящих из сопла горелок или термофенов (строительных фенов) различных конструкций. В качестве газа-теплоносителя могут использоваться воздух, аргон, углекислый газ, азот, продукты горения горючих газов.
Вид используемого газа зависит от свойств свариваемых пластмасс. Наиболее экономичным является воздух. Для пластмасс, сильно подверженных воздействию кислорода, наиболее высокую прочность соединения обеспечивают азот и аргон.
Благодаря дешевизне оборудования, возможности соединять детали любых размеров и конфигураций, простоте и удобству пользования, сварка нагретым газом используется очень широко. С ее помощью сваривают в основном конструкции из материала толщиной от 1,5 мм - трубы, химическую аппаратуру, всевозможные емкости и пр.
Технология сварки пластмасс нагретым газом предусматривает два способа получения соединения: с применением присадочного материала и без использования присадочного материала.
В первом случае в качестве присадки используется пруток диаметром 2-6 мм или полоса. Присадка изготавливается из того же материала, что и соединяемые детали. Иногда для повышения пластичности и текучести в неё добавляют пластификаторы.

Схемы сварки пластмасс присадочным прутком: а - сварка без насадки, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки нагретым газом с использованием присадочного материала относятся:
- расход и температура газа;
- материал и размеры сечения присадочного прутка;
- угол наклона подаваемого в разделку прутка;
- усилие прижима присадки;
- угол наклона горелки к плоскости детали;
- скорость сварки.
Температура газа на выходе из сопла должна быть на 50-100°C выше температуры вязкотекучести свариваемого материала.
Расстояние между поверхностью сварного шва и соплом наконечника нужно поддерживать постоянным, равным 5-8 мм.
При угле наклона присадочного прутка больше 90° пруток, уложенный в шов, удлиняется (при охлаждении может лопнуть). Так сваривают полипропилен. При угле наклона меньше 90° пруток разогревается быстрее основного материала и на участке большей длины. Расход прутка увеличивается из-за его осадки при укладке в шов. При этом в шве возникают внутренние напряжения из-за продольного сжатия, и пруток изгибается с образованием на его поверхности волны. Прочность сцепления прутка с кромками уменьшается, и его можно легко отделить. Перед сваркой пруток нагревают, отгибают под прямым углом и охлаждают на воздухе.

Наклон присадочного прутка

Сварка нагретым газом
Угол наклона оси горелки к плоскости изделий в начале сварки должен составлять 55-65°, в дальнейшем уменьшаться до 45°.
Струя газа должна быть направлена на основной материал, поскольку его масса больше массы присадочного материала.
Скорость сварки колеблется в широких пределах в зависимости от марки свариваемого материала и его толщины и может составлять от 4 до 15 м/ч.
Стыковые швы материала толщиной менее 4 мм выполняют без разделки кромок. В отношении более толстых материалов применяют одностороннюю или двухстороннюю разделку.
Горелки и термофены. В качестве оборудования для сварки нагретым газом применяются газовые горелки и термофены, в которых газ-теплоноситель нагревается в результате сгорания горючего газа или от нагревательного элемента, по которому пропускается электрический ток. Сварка пластиков феном, благодаря своей простоте, удобству пользования и дешевизне, широко используется в домашних условиях. Термофены бывают двух типов: с подачей газа от внешнего источника (компрессора, баллона или сети) и с вентилятором, вмонтированным в корпус самого фена.

Термофен с вентилятором и термофен с подачей газа от внешнего источника
Для оптимального распределения газа по сварному шву применяются различные насадки.
Сварка экструдером
При сварке термопластов расплавом, для образования шва используется теплота расплавленного присадочного материала, подаваемого в зону сварки из специального аппарата. В качестве последнего используются экструдеры или пистолеты с нагревателем, через которые непрерывно подается присадочный пруток.

Схема работы сварочного экструдера

Сварочный экструдер
Для того чтобы сварка могла осуществляться, температура выходящего расплава должна быть на 40-50°C выше температуры текучести свариваемого материала.
Схема сварки расплавом может быть бесконтактной и контактно-экструзионной. При первой аппарат для сварки не контактирует со свариваемыми деталями, прикатка присадки осуществляется прижимным роликом. При контактно-экструзионной сварке сопло инструмента касается соединяемых деталей. При такой схеме уменьшаются потери тепла, обеспечивается теплопередача от инструмента к свариваемым деталям (в дополнение к теплу присадки) и не требуются дополнительные прижимные устройства.

Схема бесконтактной (а) и контактно-экструзионной (б) сварки расплавом: 1 - мундштук экструдера, 2 - свариваемые детали, 3 - прикатывающий ролик.
Сварка полиэтилена и полипропилена
По разнообразию областей применения и масштабам промышленного производства, полиэтилену и полипропилену принадлежит первое места среди всех остальных термопластов. Это обусловлено целым рядом факторов - ценными техническими свойствами материалов, легкостью их переработки в различные изделия, наличием дешевого сырья. Область применения этих материалов огромна: изготовление труб, пленок, изоляции, строительных деталей, контейнеров, емкостей и множества других изделий.
Для полипропилена и полиэтилена подходят не все способы сварки. В частности, невозможна сварка полиэтилена и полипропилена токами высокой частоты - из-за особенностей поведения их молекул в электрическом высокочастотном поле. Не свариваются они и растворителями - из-за слабого набухания в них.
Для полиэтилена, относящегося к мягким пластмассам, не подходит ультразвуковая сварка из-за малого модуля упругости и высокого значения коэффициента затухания ультразвуковых колебаний.
Наиболее широко для сварки полипропилена и полиэтилена применяется сварка нагретыми инструментами, газами и расплавленной присадкой (экструдерами).
Сварка пластмасс с помощью растворителей
Сварка растворителями представляет собой ряд последовательных операций: смачивание соединяемых поверхностей растворителем, ожидание пока полимер набухнет и станет липким, приведение деталей в контакт и выдержка под давлением до того момента, когда шов затвердеет. Сварка пластмасс с помощью растворителей обычно используется для соединения пластмассовых деталей из аморфных термопластов, так как частично кристаллические термопласты имеют хорошую стойкость к действию растворителей.
Обе пластмассовые детали просто прижимают к губке или войлочной прокладке, предварительно пропитанной растворителем. Количество растворителя должно быть минимальным, чтобы исключить образование потеков и возможно трещин. После нанесения растворителя пластмассовые изделия должны быть немедленно приведены в контакт и выдержаны в таком состоянии короткое время для набухания без чрезмерной потери легколетучего растворителя. Затем детали сжимаются и под давлением находятся в течение требуемого времени, от нескольких секунд до нескольких минут в зависимости от конструкции соединения и выбранного растворителя. После, в течение нескольких часов соединение достигает прочности соединяемых материалов. Для ускорения испарения растворителя может быть использован нагрев деталей.
Подлежащие соединению с помощью растворителя пластиковые изделия должны быть отлиты под давлением с минимальными остаточными напряжениями, и они во многих случаях подвергаются отжигу перед сборкой. Литники должны быть расположены вдали от зон соединения.
Сварка с помощью растворителя - относительно простой и недорогой метод, но из-за вреда растворителей для здоровья он применяется только в тех случаях, когда другие методы сварки непригодны.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сварка пластмасс
Сварка пластмасс – это технологический процесс получения неразъемного соединения элементов конструкции посредством диффузионно-реологического или химического взаимодействия макромолекул полимеров, в результате которого между соединяемыми поверхностями исчезает граница раздела и образуется структурный переход от одного полимера к другому.
Классификация способов сварки пластмасс
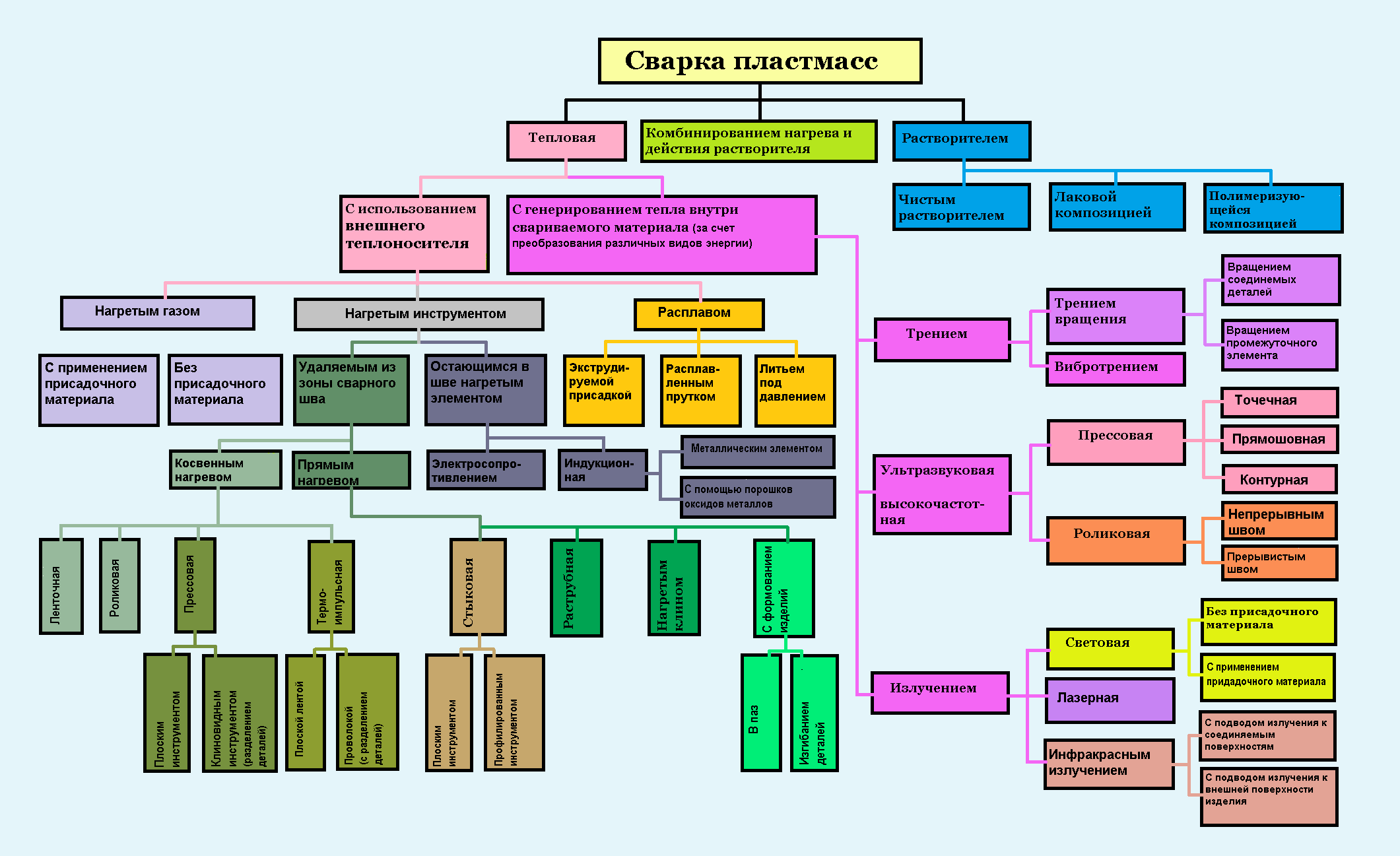
По механизму процесса сварку пластмасс можно разделить на диффузионную и химическую; по методам активирования процесса — на тепловую сварку, сварку растворителями и сварку комбинированием нагрева и действия растворителей (рис. 1).
Сварка пластмасс растворителями
При сварке с растворителями необходимая подвижность молекулярных цепей создается за счет набухания контактирующих поверхностей в растворителе или смеси растворителей. Подразделяется она на сварку чистым растворителем (или смесью растворителей), лаковой композицией (раствором полимера в растворителе) и полимеризующейся композицией (раствором полимера в мономере).
Тепловая сварка пластмасс
Тепловая сварка имеет наибольшее число разновидностей. Классифицировать ее можно по различным критериям:
- способам передачи тепловой энергии;
- степени механизации;
- по области применения;
- в зависимости от источника энергии.
Однако наиболее точно отражает современное состояние технологии сварки пластмасс классификация разновидностей тепловой сварки в зависимости от источника нагрева.
При этом выделяют две группы сварки: с использованием внешнего теплоносителя и с генерированием тепла внутри свариваемого материала за счет преобразования различных видов энергии.
Сварка пластмасс с использованием внешнего теплоносителя
Группа способов сварки пластмасс с использованием внешнего теплоносителя подразделяется на сварку нагретым газом, нагретым инструментом и расплавом.
Сварка нагретым газом
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струей горячего газа-теплоносителя, нагреваемого в специальном устройстве. Сварку нагретым газом выполняют с применением присадочного материала и без него, вручную или с использованием специальных приспособлений для механизации процесса сварки. Применяется присадочный материал в виде прутков с различной формой сечения. При сварке по классической схеме нагревательное устройство совершает колебательные движения в плоскости, образованной направлением шва и осью присадочного прутка. Сварочный пруток прижимают и удерживают рукой, если он достаточно жесткий или при помощи ролика, если пруток мягкий. Применяя специальные насадки на нагревательное устройство, обеспечивают одновременный подогрев свариваемых кромок и прутка, при этом пруток втягивается в отверстие насадки при перемещении устройства вручную вдоль шва и прижимается к кромкам выступом на насадке. Сварка без присадочного материала может производиться с подводом тепла непосредственно к свариваемым поверхностям (прямой метод) или с подводом тепла к внешней поверхности деталей (косвенный метод).
Сварка нагретым инструментом
Сварка нагретым инструментом основана на оплавлении поверхностей сварки путем их прямого соприкосновения с нагреваемым инструментом. Подразделяется на сварку инструментом, удаляемым из зоны сварного шва (с подводом тепла как с внешней стороны деталей, так и непосредственно к соединяемым поверхностям), и сварку элементом, остающимся в сварном шве.
При сварке косвенным методом нагретый инструмент соприкасается с внешними поверхностями соединяемых деталей, а тепло передается к перекрывающим друг друга свариваемым поверхностям за счет теплопроводности свариваемого материала. В настоящее время нашли применение ленточная, роликовая, прессовая и термоимпульсная сварка. При ленточной сварке для нагрева свариваемых изделий и создания давления используется нагретый инструмент в виде ленты, а при роликовой – в виде ролика. При прессовой сварке для создания необходимого сварочного давления применяются сварочные прессы, позволяющие осуществить шаговую сварку. При термоимпульсной сварке используют малоинерционный нагреватель (лента или проволока), по которому периодически пропускают электрический ток; после отключения электроэнергии сварной шов быстро охлаждается.
Из применяемых способов сварки с подводом тепла к соединяемым поверхностям известны сварки:
- стыковая;
- раструбная(используется преимущественно для соединения труб);
- сварка нахлесточных соединений (используется для соединения тонкостенных изделий и пленок);
- сварка с одновременным формованием изделий(в паз или с изгибанием деталей).
При стыковой и раструбной сварке после оплавления свариваемых поверхностей изделия разводятся, инструмент убирается, а оплавляемые поверхности соединяются под небольшим давлением и свариваются. При стыковой сварке соединяются торцы изделий, а в качестве нагревательного инструмента применяется плоский или профилированный диск (кольцо).
При раструбной сварке соединяются внутренняя поверхность раструба и наружная поверхность трубы, а нагревательный инструмент имеет два рабочих элемента: гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба.
Сварку нахлесточных соединений можно осуществлять одновременным нагревом соединяемых поверхностей по всея длине, а также, перемещая инструмент или свариваемые изделия. Наибольшее распространение получил способ сварки с механизированной подачей свариваемых изделий и неподвижным нагревательным инструментом.
Из способов сварки элементом, остающимся в сварном шве, практическое применение нашли сварка электросопротивлением и индукционная сварка. Сварка электросопротивлением основана на применении закладных нагревательных элементов с высоким электрическим сопротивлением. Закладные элементы в виде сетки или спирали вводятся между соединяемыми поверхностями. При пропускании по закладному элементу электрического тока соединяемые поверхности оплавляются.
При индукционной сварке нагрев закладного элемента происходит в электромагнитном высокочастотном поле, а в качестве нагревательного элемента используются металлические вкладыши или порошки оксидов металлов.
Сварка пластмасс расплавом
Сварка расплавом основана на использовании тепла расплавленного присадочного материала, подаваемого между соединяемыми поверхностями и передающего часть своего тепла материалу соединяемых изделий, что ведет к его плавлению и получению неразъемного соединения. Подразделяется на сварку экструдируемой присадкой, расплавленным прутком и литьем под давлением, которые могут выполняться как с предварительным подогревом свариваемых поверхностей нагретым газом или теплоотдачей от мундштука сварочного устройства, так и без подогрева.
При сварке экструдируемой присадкой (экструзионной сварке) расплав получается с помощью экструдера, обеспечивающего непрерывную подачу расплава, а в качестве исходного сырья используется гранулированный материал. При сварке расплавленным прутком расплав получается из присадочного прутка путем его нагрева в устройствах прямоточного типа, откуда расплав выдавливается непрерывно поступающим еще не нагретым присадочным прутком, который сматывается с бухты и подается в нагревательный цилиндр с помощью специальных тянущих роликов. При сварке литьем под давлением для получения расплавленного присадочного материала применяются литьевые машины.
Сварка пластмасс с генерированием тепла внутри свариваемого материала
Группа способов сварки пластмасс с генерированием тепла внутри свариваемого материала путем преобразования различных видов энергии подразделяется на сварку трением, сварку ультразвуковую, сварку высокочастотную и сварку излучением.
Сварка пластмасс трением
Сварка трением основана на получении тепловой энергии для оплавления свариваемых поверхностей за счет трения. Очень низкая теплопроводность, характерная для термопластов, способствует сохранению тепла лишь в зоне трущихся поверхностей, в то время как температура всего изделия остается практически неизменной. Разделяется на сварку вращением (вращение соединяемых деталей; вращение промежуточных элементов) и вибротрением.
Ультразвуковая сварка пластмасс
Ультразвуковая сварка основывается на нагреве свариваемых поверхностей до температуры размягчения в результате превращения энергии колебаний ультразвуковой частоты в тепловую энергию, при этом механические колебания ультразвуковой частоты и давление действуют по одной линии, перпендикулярно к соединяемым поверхностям. В зависимости от взаимного перемещения инструмента и деталей подразделяется на прессовую сварку (точечная, прямошовная, контурная) и роликовую сварку (сварка непрерывным и прерывистым швом). Ультразвуковая сварка может классифицироваться также и по другим признакам: в зависимости от способа подведения энергии, наличия присадочного материала, а также в зависимости от способа дозирования энергии.
Высокочастотная сварка пластмасс
Высокочастотная сварка пластмасс основана на диэлектрическом нагреве материала в высокочастотном электромагнитном поле в результате преобразования электрической энергии в тепловую. В зависимости от схемы взаимного перемещения инструмента и свариваемых изделий высокочастотная сварка подразделяется на прессовую и роликовую. Может выполняться в основном поле и в поле рассеивания с нагревом соединяемого материала или материала прокладок, располагаемых как снаружи свариваемых деталей, так и между ними.
Сварка пластмасс излучением
Из разновидностей сварки излучением, отличающихся друг от друга источником и характером излучения, используется световая сварка с применением и без применения присадочного материала, сварка лазерная и сварка инфракрасном излучением с подводом тепла непосредственно к соединяемым поверхностям (прямой метод) или к внешней поверхности соединяемых изделий (косвенный метод). Более широко применяется сварка инфракрасным излучением, которая основывается на свойстве термопластичных материалов поглощать падающие на них инфракрасные лучи и превращать электромагнитную энергию в тепловую.
Сварка пластмасс нагретым газом
Отличительной характеристикой способа сварки пластмасс нагретым газом является подвод тепла непосредственно к соединяемым поверхностям и последовательно от одного участка шва к другому. Наряду с последовательной сваркой возможна также сварка по всей поверхности шва за один прием. Сварку с помощью нагретого газа можно осуществлять с применением присадочного материала (прутка) и без присадочного материала.
Данным методом сварки можно соединять детали практически любых размеров и конфигураций , из поливинилхлорида, полиолефинов, полиметилметакрилата, полистирола, полиамидов, пентапласта, полиформальдегида в любых условиях сварочного производства. В применяемых при сварке нагревательных устройствах (нагревателях) газ-теплоноситель нагревают при помощи электроэнергии или газового пламени. В качестве газа-теплоносителя чаще всего служит воздух,а при сварке термопластов, которые подвержены сильной термоокислительной деструкции – инертные газы, главным образом, азот.
Недостатки способа сварки пластмасс нагретым газом:
- низкая производительность;
- высокая стоимость работ;
- сложность поддержания постоянных режимов сварки и обеспечения стабильности качества сварных соединений.
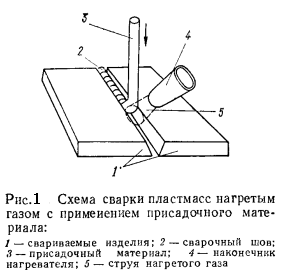
При изготовлении химической аппаратуры и емкостей, сварке линолеума, облицовке хранилищ для агрессивных жидкостей широко применяется сварка нагретым газом с использованием присадочного материала (рисунок 1).
Сварка нагретым газом с применением присадочного материала
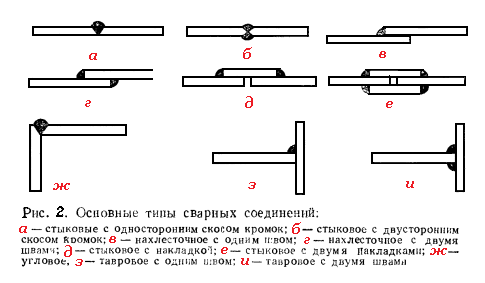
Основные типы и конструктивные элементы выполняемых швов сварных соединений листов из поливинилхлорида и полиэтилена толщиной от 2 до 20 мм (рисунок 2), их размеры, размеры швов и их предельные отклонения должны соответствовать ГОСТ 16310-80.
Выбор типа шва обусловлен главным образом толщиной и свойствами свариваемых материалов, особенностями свариваемых конструкций и условиями нагружения в процессе эксплуатации. Качество сварных соединений существенно зависит от:
- типа сварного шва;
- подготовки изделия к сварке;
- положения нагревателя в процессе сварки;
- угла наклона прутка при подаче в шов;
- температуры;
- расхода и давления газа-теплоносителя;
- скорости и порядка укладки прутка в шов;
- расстояния от наконечника нагревателя до свариваемых поверхностей;
- усилия вдавливания размягченного прутка;
- диаметра присадочного прутка;
- диаметра отверстия наконечника нагревателя;
- а также от соблюдения сварщиком технологических приемов и режимов сварочного процесса.
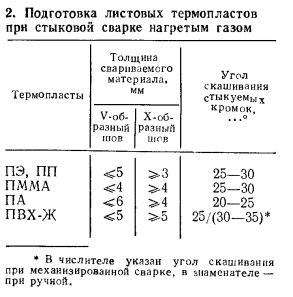
Сварка швов стыковых соединений деталей толщиной до 4 мм возможна без подготовки кромок, однако для обеспечения равномерного провара рекомендуется оставлять зазор в вершине шва шириной до 1 мм. С этой же целью при сварке стыковых, тавровых и угловых соединений деталей толщиной свыше 4 мм между краями деталей оставляют в вершине шва зазор 0,5- 1,5 мм. При сварке стыковых, угловых и тавровых соединений, особенно при толщине вертикальной стенки свыше 4 мм, для повышения прочности соединения производится скос кромок одного либо обоих свариваемых листов с одной (V-образный шов) или с двух сторон (Х-образный шов) (табл. 1). Х-образные швы более прочные, чем V-образные, так как благодаря их симметричному строению при воздействии растягивающих и изгибающих нагрузок в них не возникают дополнительные изгибающие моменты, кроме того, они требуют в 1,6- 1,7 раза меньше расхода присадочного материала, следовательно, могут быть выполнены за меньшее число проходов. При сварке нахлесточных и стыковых соединений с накладкой кромки не скашивают.
Наибольшей механической прочностью обладают стыковые соединения. Нахлесточные соединения применять не рекомендуется, так как при одной и той же толщине изделий прочность этих соединений в 6 раз меньше, чем стыковых.
В процессе сварки очень важно обеспечить правильное положение присадочного материала по отношению к поверхностям шва. Для непластифицированного поливинилхлорида, полиэтилена низкого давления, полипропилена и пентапласта присадочный материал рекомендуется держать под углом 90° к поверхности шва. Если угол наклона меньше 90°, присадочный материал нагревается на участке большей длины, расход его в результате осадки увеличивается, а в шве из-за продольного сжатия пруток изгибается. Если угол наклона больше 90°, то пруток, уложенный в шов, удлиняется, вследствие чего при охлаждении может разорваться. При сварке мягких пластмасс (пластифицированный поливинилхлорид, полиэтилен высокого давления) лучшие результаты достигаются, если угол между прутком и поверхностью равен 120°. В процессе укладки в шов сварочный пруток не должен увеличивать свою длину более чем на 15 % по сравнению с исходной.
Угол подвода наконечника нагревателя к поверхности сварного шва должен составлять (26 ± 6)° при толщине свариваемых деталей до 5 мм и (39 ± 6)° при толщине деталей более 5 мм.
Температура газа на выходе из наконечника нагревателя должна быть на 50-100 °С выше, чем температура текучести полимера, так как на участке между наконечником и свариваемой поверхностью теплоноситель охлаждается. Давление газа может изменяться в пределах 0,035-0,1 МПа.
Струю газа, нагретого до необходимой температуры, направляют колебательными движениями нагревателя на свариваемые кромки деталей и пруток. Скорость укладки прутка (обычно 0,1-0,2 м/мин), зависящая от температуры газа, с увеличением диаметра прутка уменьшается, однако общая скорость заполнения шва (скорость сварки) при этом возрастает. Повышению производительности процесса в 3-4 раза и более способствует предварительный подогрев основного и присадочного материалов. Такая сварка называется скоростной и преимущественно применяется для соединения плоских и цилиндрических изделий, имеющих швы большой протяженности. При скоростной сварке возможен прижим прутка роликом или насадкой, укрепленными на нагревателе. При использовании предварительно подогретого прутка, сечение которого соответствует профилю шва, возможна сварка за один проход, т. е. отпадает необходимость в укладке нескольких прутков.
Расстояние от наконечника нагревателя до свариваемых поверхностей должно составлять (5 ± 2 ) мм, расход газа-теплоносителя через 1 мм площади сечения наконечника – (5 ± 1,5) л/мин. Усилие вдавливания прутка в шов на 1 мм 2 площади сечения прутка для полиэтилена низкого давления, полипропилена, непластифицированного поливинилхлорида и пентапласта составляет (3 ± 1) Н, а для полиэтилена высокого давления – (2 ± 1) Н. Для мягких присадочных прутков, не выдерживающих осевого давления, применяют прикаточные ролики, усилие вдавливания которых в сварной шов составляет (20 ± 10) Н.
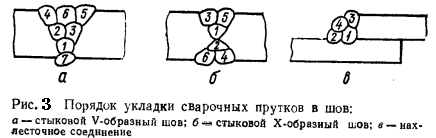
Для уменьшения коробления изделий при сварке присадочный материал укладывают в шов в определенном порядке (рис. 3). Каждый последующий ряд укладывают после естественного охлаждения предыдущего до температуры не выше 40 °С. Число рядов проходов на практике принимается на один больше, чем толщина основного материала в мм.
При выполнении V-образного стыкового и углового шва в конце сварки Делают проход с обратной стороны шва (со стороны корня шва), предупреждая этим “непровар” отдельных участков (предварительно рекомендуется разделка корня шва специальным резаком со скругленным торцом). Зачистка выступающих над поверхностью изделия валиков шва не требуется.
Диаметр прутка должен подбираться в зависимости от толщины свариваемого материала, геометрии сварочного шва, скорости сварки и требуемой прочности соединения. С увеличением диаметра прутка сокращается время, необходимое для заполнения разделки, и увеличивается прочность сварного соединения. Однако применение прутков диаметром более 4-5 мм нежелательно, так как обеспечить их равномерный прогрев при сварке невозможно. Обычно корень шва заполняют прутком диаметром 2 мм, далее при толщине свариваемого материала менее 4 мм шов заполняют прутком диаметром 3 мм, а при толщине материала более 4 мм – прутком диаметром 4 мм.
Диаметр наконечника на выходе теплоносителя должен превышать диаметр одинарного прутка или ширину двойного прутка на (0,5 ± 0,25) мм.
Сварка нагретым газом без присадочного материала
Сварка без присадочного материала выполняется по непрерывной или периодической схеме. В первом случае соединяемые поверхности нагревают последовательно отдельными участками, во втором – одновременно. Прочность соединений, получаемых без применения присадочного материала, выше, чем с его применением, и достигает 80 – 90 % прочности основного материала, при этом удельная ударная вязкость материала почти не снижается. Данный способ сварки используется главным образом для соединения плоских изделий прямолинейным швом. Температура сварки такая же, как и с присадочным материалом, а скорость сварки повышается в 10-15 раз.
Сварка листовых термопластов осуществляется преимущественно соединением на «ус» (рис. 4), для чего кромки листов перед сваркой срезают под углом 20-25° (при такой подготовке сварное изделие имеет одинаковую толщину во всех сечениях). Нагреватель устанавливают в таком положении, чтобы газовая струя попадала в створ угла, образуемого свариваемыми листами, и направлялась на срезанные кромки шва. Для равномерного нагрева материала наконечник нагревателя должен иметь прямоугольное сечение. Давление сварки осуществляется двумя последовательно расположенными парами роликов, с помощью которых осуществляется равномерное перемещение свариваемых листов.
Существует три способа сварки пленочных термопластов:
- нагревом соединяемых поверхностей пленок (прямым нагревом);
- односторонним нагревом внешней поверхности пленок по месту шва (косвенным нагревом);
- оплавлением пленок по месту их соединения.
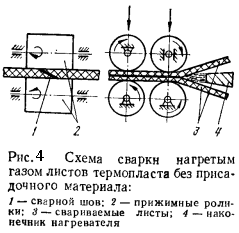
При прямом нагреве нагретый газ попадает в створ угла, образуемого свариваемыми пленками, которые после нагрева свариваемых поверхностей прикатываются друг к другу специальными роликами.
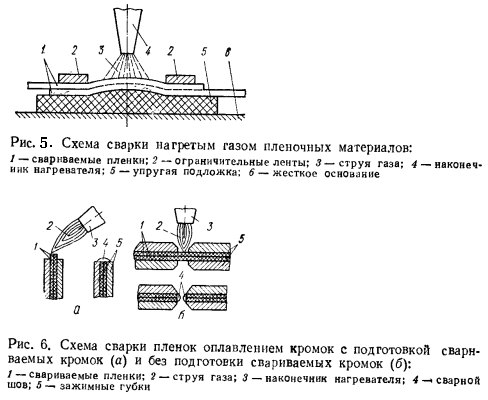
При косвенном нагреве свариваемых поверхностей пленок струя газа создает одновременно и давление, необходимое для их сварки (рис. 5). Для исключения разрывов нагрев пленок производится на упругой подложке, а зона разогрева ограничивается двумя натянутыми на роликах бесконечными стальными лентами, расстояние между которыми определяет ширину сварного шва.
При прямом и косвенном нагреве качество сварных соединений и скорость сварки в значительной степени зависят от расстояния между наконечником нагревательного устройства и нагреваемой поверхностью свариваемых пленок, расхода и температуры газа-теплоносителя.
При сварке оплавлением соединяемые пленки накладывают друг на друга и зажимают между двумя ограничительными губками (пленки свариваются по оплавляемым кромкам) или двумя парами губок (пленки свариваются двумя швами с одновременным разделением по линии их оплавления между губками) (рис. 6). Этот способ пригоден для соединения пленок из материалов, которые при нагревании становятся достаточно жидкотекучими и сплавляются без приложения давления (пленки из полиамида, полиэтилентерефталата, полиэтилена высокого давления и др.). В практике для оплавления кромок часто применяют источник открытого пламени. В этом случае сварные швы характеризуются высокой прочностью, но обладают низкой морозостойкостью.
Читайте также: