Сварка плавлением при которой нагрев осуществляется электрической дугой
Обновлено: 14.05.2024
Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5-а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5-б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5-в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5-г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5-а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5-б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Рис. 5.5.Основные виды дуговой сварки:
а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6-а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6-б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6-в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6.Последовательность процесса зажигания дуги:
а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода
Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
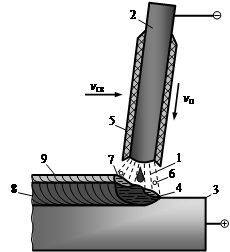
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности
Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
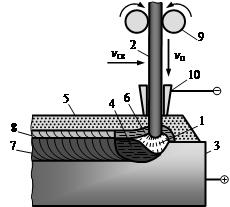
Рис. 5.9.Автоматическая дуговая сварка под флюсом:
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы.
В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6.
Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла.
Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий.
Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная.
Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью vп (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
.Сварка в защитных газах
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0,2…1,5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
Сварка плавлением
Сварка плавлением — общий термин для сварочных процессов,которые протекают с расплавлением сварочных материалов в месте сварки. Плавление материалов под действием высокой температуры сопровождается фазовыми переходами в зоне термического влияния материала.
Связанные понятия
Дуговая сварка неплавящимся электродом в защитной атмосфере инертного газа — метод дуговой сварки, который используется для сварки алюминия, магния и их сплавов, нержавеющей стали, никеля, меди, бронзы, титана, циркония и других неферромагнитных металлов. Техника сварки похожа на газовую (автогенную) сварку, следовательно, требует высокой квалификации сварщика. Применением данного технологического процесса можно получить сварные швы высокого качества. Однако показатели производительности при использовании.
Сварка пластмасс — технологический процесс получения неразъемного соединения элементов конструкции за счет диффузионно-реологического или химического воздействия макромолекул полимера, в результате чего между соединяемыми поверхностями исчезает граница раздела и создается структурный переход от одного полимера к другому.
Автоматическая дуговая сварка под флюсом — сварка электрической дугой, горящей между концом сварочной проволоки и свариваемым металлом под слоем флюса.
Сва́рка тита́на — сварка изделий из титана и ее сплавов. Вклад в разработку технологии сварки титана внёс американский инженер-металлург Уильям Джон Арбегаст, младший.
Упоминания в литературе
Дуговая сварка – сварка плавлением , при которой нагрев осуществляют электрической дугой. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляют сжатой дугой.
Связанные понятия (продолжение)
Сварочная ванна — часть сварного шва в изделии, где основной металл достиг точки плавления и куда проникает присадочный материал. Наличие сварочной ванны является залогом успешного процесса сварки.
Гибридная лазерная сварка — вид сварки, который совмещает принципы лазерной и дуговой сварки.Использование лазерного луча и электрической дуги в одном сварочном процессе было известно с 1970-х годов. Но только недавно этот метод был применен в промышленных целях. В зависимости от типа дуги существует три основных типа гибридного процесса сварки: Сварка неплавящимся электродом (TIG), плазменная сварка и дуговая сварка в защитных газах (MIG) дополненная лазерной сваркой. Для сварки используется пучок.
Сва́рочные материа́лы — материалы, используемые в процессе сварки изделий. Сварочные материалы должны обеспечить: получение наплавленного металла заданного химического состава и свойств; получение сварных беспористых швов, стойких к образованию трещин; стабильное горение дуги; экономичность сварки.
Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Анодный электролитный нагрев (электролитно-плазменная обработка) - совокупность теплофизических и электрохимических процессов на поверхности анода, связанные с локальным вскипанием жидкости за счет выделения джоулева тепла.
Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла. Этот метод сварки базируется на пластической деформации металлов в месте их соединения при сжатии и / или путём сдвига (скольжения). Сварка происходит при нормальных или отрицательных температурах мгновенно в результате схватывания (без диффузии).
Электронно-лучевая сварка — сварка, источником энергии при которой является кинетическая энергия электронов в электронном пучке, сформированном электронной пушкой.
Орбитальная сварка представляет собой специализированный способ сварки, при котором дуга механически поворачивается на 360° (180 градусов в двойном сварке) вокруг статической заготовки, представляющей собой такой предмет как труба или др. При орбитальной сварке с компьютерным управлением процесс выполняется с наименьшим вмешательством оператора.
Электрогазовая сварка (ЭГС) — это непрерывный процесс дуговой сварки в вертикальном положении, разработанный в 1961 году, в котором дуга горит между плавящимся электродом и изделием.
Автоматическая сварка металлов — механизированный способ неразъемного соединения изделий (деталей, полуфабрикатов) из металлов в результате их местного расплавления.
Твёрдые технологические смазки — смазочные материалы применяемые для механической обработки металлов. Используются на операциях точения, сверления, резьбонарезания, зенкерования, развёртывания, шлифования материалов с хорошей обрабатываемостью и труднообрабатываемых материалов (нержавеющая сталь, титан, титановые сплавы, медные и алюминиевые сплавы).
Газопрессовая сварка — сварка давлением, при которой сопрягаемые поверхности изделий нагреваются газокислородным пламенем и производится сварка с приложением силы без присадочного металла.
Азоти́рование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают азотом в специальной азотирующей среде. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и приобретает повышенную коррозионную стойкость и высочайшую микротвёрдость. По микротвёрдости азотирование уступает только борированию, в то же время незначительно превосходя цементацию и нитроцементацию.
Стыкова́я сва́рка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева.
Ультразвуковая очистка — способ очистки поверхности твёрдых тел в моющих жидкостях, при котором в жидкость тем или иным способом вводятся ультразвуковые колебания. Применение ультразвука обычно значительно ускоряет процесс очистки и повышает его качество. Кроме того, во многих случаях удаётся заменить огнеопасные и токсичные растворители на более безопасные моющие вещества без потери качества очистки.
Плазмотро́н — техническое устройство, в котором при протекании электрического тока через разрядный промежуток образуется плазма, используемая для обработки материалов или как источник света и тепла. Буквально, плазмотрон означает — генератор (производитель) плазмы.
Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей.
Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки.
Датчики для дуговой сварки — общий термин для устройств, которые, как часть полностью механизированного сварочного оборудования, получают информацию о положении и о геометрии предполагаемого сварного шва на заготовке и выдают данные в соответствующей форме на управление сварочной установке.
Пористое стекло — стеклообразный пористый материал с губчатой структурой и содержанием SiO2 около 96 масс.%. Пористое стекло является результатом термической и химической обработки стекол особого состава.
Реактивное ионное травление (РИТ) - технология травления, используемая в микроэлектронике. Химически активная плазма используется для удаления материала с подложки. Плазма создаётся при низком давлении при помощи газового разряда. Поступающие из плазмы ионы ускоряются за счёт разности потенциалов между ней и подложкой. Совместное действие химических реакций, ионного распыления и ионной активации приводит к разрушению материала подложки, образованию летучих соединений и десорбции их с поверхности.
Сва́рка тре́нием — разновидность сварки давлением (часто упоминается как «сварка без расплавления»), при которой нагрев осуществляется трением, вызванным — в базовом варианте данного метода — перемещением (вращением) одной из соединяемых частей свариваемого изделия. Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении. Следует отметить, что окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам.
Течеиска́тель — прибор, предназначенный для выявления, локализации и количественной оценки величины течи. Работа течеискателей может базироваться на различных физических принципах, ориентированных как на прямые, так и на косвенные измерения параметров.
Конденса́торная сва́рка (англ. Capaсitor discharge welding) — разновидность контактной сварки, называемой ещё импульсной. Осуществляется за счёт энергии короткого импульса тока при разряде батареи конденсаторов.
Магнитно-импульсный пресс — устройство, преобразующее энергию генератора импульсного тока (ГИТ) в передаваемые на прессуемое изделие электромеханические усилия.
Пароводокислородная очистка и пассивация (ПВКО и П) — технология очистки металла внутренних поверхностей пароводяного тракта котла с улучшением её качества и широким применением её для другого теплосилового оборудования электростанций, в том числе деаэратора и трубопроводов конденсатно-питательного тракта. Была разработана в 80-е годы в СССР. Получила широкое распространение в российской энергетике в 90-е годы.
Трансформа́торные масла́ — минеральные масла высокой чистоты и низкой вязкости .
Абсорбер (от лат. absorbeo — поглощаю) — аппарат для поглощения газов, паров, для разделения газовой смеси на составные части растворением одного или нескольких компонентов этой смеси в жидкости, называемой абсорбентом (поглотителем). Абсорбер обычно представляет собой колонку с насадкой или тарелками, в нижнюю часть которой подается газ, а в верхнюю — жидкость; газ удаляется из абсорбера сверху, а жидкость — снизу. Абсорбер применяется в химической, нефтеперерабатывающей и других отраслях промышленности.
Первые исследования вакуума можно отнести ко временам Торричелли, когда после создания им манометра начались исследования так называемой Торричеллиевой пустоты, возникающей в ртутном манометре над поверхностью ртути. Долгое время шли споры о степени разрежения в этой области. Сейчас очевидно, что давление в этой области было около 10−3 мм рт.ст. (давление насыщенного пара ртути при комнатой температуре), что по современным классификациям относится к области низкого вакуума. Однако такой метод откачки.
Титани́рование — нанесение тонкого слоя титана на поверхность изделий (главным образом стальных) для повышения коррозионной стойкости.
Аквада́г — суспензия мелкодисперсного графита в воде с добавками гелеобразователей, применяемая для образования на внутренней, иногда и на внешней поверхности колбы электронно-лучевых трубок, кинескопов тонкого электропроводящего слоя графита. Также аквадагом называют собственно этот слой.
Термическое напыление (также известное как термическое испарение) — широко распространённый метод вакуумного напыления. Исходный материал испаряется в вакууме. Вакуум позволяет частицам пара конденсироваться непосредственно на напыляемом изделии (подложке). Термическое напыление используется в микротехнологии и для изготовления таких изделий, как металлизированная пластиковая плёнка или тонированные стёкла.
Азотные установки — установки для получения азота. В промышленно развитых странах мембранные азотные установки практически полностью вытеснили альтернативные способы получения технического азота в случаях, когда не требуются большие его объёмы и высокая чистота.
Озонатор — устройство для получения озона (O3). Озон является аллотропной модификацией кислорода, содержащей в молекуле три атома кислорода. В большинстве случаев исходным веществом для синтеза озона выступает молекулярный кислород (O2), а сам процесс описывается уравнением 3O2 → 2O3. Эта реакция является эндотермичной и легко обратимой. Поэтому на практике применяются меры, способствующие максимальному смещению её равновесия в сторону целевого продукта.
Пла́зменное напыле́ние — процесс нанесения покрытия на поверхность изделия с помощью плазменной струи.
Паровой взрыв (англ. Vapor Explosion) — резкое (быстрое) за время 1 мс образование больших количеств пара, сопровождающееся местным повышением давления, вследствие перехода тепловой энергии (затрачиваемой на испарение жидкости и расширение пара) в механическую.
Геотрибомодификация (ГТМ, геомодификация) — вид обработки трущихся поверхностей деталей машин и механизмов, связанный с введением слоистых гидросиликатов в пятно контакта. В результате геотрибомодификации происходит очистка трущихся поверхностей, формирование на них металлокерамического покрытия, характеризующегося высокой износостойкостью и значительно пониженным коэффициентом трения.
Толщиномер (неправ. толщинометр) — это измерительный прибор, позволяющий с высокой точностью измерить толщину материала или слоя покрытия материала (такого как краска, лак, грунт, шпаклёвка, ржавчина, толщину основной стенки металла, пластмасс, стекла, а также других неметаллических соединений, покрывающих металл). Современные приборы позволяют измерить толщину покрытия без нарушения его целостности.
Наплавка — это нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением.
Быстроразъёмное соединение — элемент соединения шлангов, рукавов, различных частей промышленного оборудования, позволяющее произвести быстрое соединение энергоконтуров (сред). Могут быть изготовлены из различных материалов (алюминий, нержавеющая сталь, латунь, титан, бронза, различные металлические сплавы, различные пластиковые композиции). Различают БРС со свободным проходом (без клапанов), с клапаном с одной стороны (одностороннее запирание) и с клапанами с двух сторон (двустороннее запирание.
Стойкие к высокой температуре кабельные изделия — кабели и провода, токопроводящие жилы и изоляция которых способны выполнять свои функции на достаточно высоком уровне в условиях длительного комплексного воздействия высоких температур, механических нагрузок и других факторов.:5Развитие современных технологий часто обусловливает жесткие условия эксплуатации проводов и кабелей при их использовании для передачи электроэнергии и сигналов от датчиков, сигналов к исполнительным механизмам в системах управления.
Электрическая сварка плавлением
В книге изложены основы теории сварки, устройство и правила эксплуатации оборудования для ручной дуговой и газовой сварки и наплавки металлов, контактной сварки, сварки в защитных газах и под флюсом, рассмотрены специальные и перспективные виды сварки, механизация и автоматизация сварочного производства. Учебник может быть использован также для профессионального обучения рабочих на производстве.
Оглавление
ДУГОВАЯ СВАРКА
ОСОБЫЕ ВИДЫ СВАРКИ
КОНТРОЛЬНЫЕ ВОПРОСЫ
СВАРОЧНАЯ ДУГА
Приведённый ознакомительный фрагмент книги Электрическая сварка плавлением предоставлен нашим книжным партнёром — компанией ЛитРес.
Тип сварки определяется видом используемого для плавления источника теплоты — дуговая сварка осуществляется теплотой электрической дуги.
Дуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги. Дуговая сварка классифицируется по следующим признакам:
— виду электрода (плавящийся и неплавящийся);
— по виду дуги (свободной или сжатой дугой);
— по характеру воздействия дуги на основной металл (дугой прямого или косвенного действия, трехфазной дугой).
Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды подразделяются на вольфрамовые, угольные и графитовые. Дуговую сварку производят постоянным током прямой и обратной полярности, переменным током как промышленной, так и повышенной частоты и пульсирующим током. При этом сварка может быть выполнена как одно-, двух — и многодуговая (с раздельным питанием каждой дуги), так и одно-, двух — и многоэлектродная (с общим подводом сварочного тока).
Ручная дуговая сварка может производиться неплавящимся и плавящимся электродами. Первый способ осуществляют следующим образом. Свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся (угольным, графитовым) электродом и изделием возбуждают дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления и образуется ванночка расплавленного металла. После затвердения металл ванночки образует сварной шов. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ, выполняемый плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга возбуждается между металлическим электродом и свариваемыми кромками изделия. Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов.
Автоматическая и полуавтоматическая сварка под флюсом выполняется путем механизации основных движений, выполняемых сварщиком при ручной сварке — подачи электрода вдоль ее оси в зону дуги и перемещения его вдоль свариваемых кромок изделия. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производит сварщик вручную. При автоматической сварке механизированы все операции, необходимые для процесса сварки. Жидкий металл сварочной ванны защищают от воздействия кислорода и азота воздуха расплавленным шлаком, образованным от плавления флюса, подаваемого в зону дуги. После затвердевания металла сварочной ванны образуется сварной шов.
Дуговая сварка в защитном газе выполняется неплавящимся (вольфрамовым) или плавящимся электродом. В первом случае сварной шов формируется за счет металла расплавляемых кромок изделия. При необходимости в зону дуги подается присадочный металл. В этом случае подаваемая в зону дуги электродная проволока расплавляется и участвует в образовании сварного шва. Защиту расплавленного металла от окисления и азотирования осуществляют струей защитного газа, оттесняющего атмосферный воздух из зоны дуги.
Электрошлаковая сварка осуществляется путем сплавления металла свариваемых кромок изделия и электрода теплотой, выделяемой током при прохождении через расплавленный шлак. Кроме того, шлак защищает расплавленный металл от воздействия воздуха. Формирование сварного шва осуществляется с помощью движущихся вдоль кромок медных ползунов с водяным охлаждением.
Общие сведения о сварке, сварных соединениях и швах
Приведённый ознакомительный фрагмент книги Общие сведения о сварке, сварных соединениях и швах предоставлен нашим книжным партнёром — компанией ЛитРес.
КЛАССИФИКАЦИЯ СВАРКИ И НАПЛАВКИ
В зависимости от вида энергии, применяемой при сварке, различают три класса сварки: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемой плавлением, — местным расплавлением соединяемых частей с использованием тепловой энергии.
Источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и теплота, выделяемая при электрошлаковом процессе.
Источники теплоты характеризуются температурой и концентрацией, определяемой наименьшей площадью нагрева в месте сварки и наибольшей плотностью тепловой энергии в месте нагрева. Эти характеристики определяют технологические свойства источников нагрева металла при сварке и наплавке.
Степень концентрации теплоты в электрической дуге в десятки раз, в плазме — тысячи, а в фотонном луче (лазерная обработка) — десятки тысяч раз выше, чем в газовом пламени.
Основные виды сварки термического класса — дуговая, газовая, электрошлаковая, электронно-лучевая, плазменная, лазерная, термитная и др.
Дуговая сварка — сварка плавлением, при которой нагрев осуществляют электрической дугой. Особым видом дуговой сварки является плазменная сварка, при которой нагрев осуществляют сжатой дугой.
Газовая сварка — сварка плавлением, при которой кромки соединяемых частей нагревают пламенем газов, сжигаемых на выходе горелки.
Электрошлаковая сварка — сварка плавлением, при которой для нагрева металла используют теплоту, выделяющуюся при прохождении электрического тока через расплавленный электропроводный шлак.
Электронно-лучевая сварка — сварка, в которой для нагрева используют энергию электронного луча. Теплота выделяется за счет бомбардировки зоны сварки направленным электронным потоком.
При термитной сварке используют теплоту, образующуюся в результате сжигания термит-порошка, состоящего из смеси алюминия и оксида железа.
К термомеханическому классу относят виды сварки, при которых одновременно используются тепловая энергия и давление, контактная, диффузионная, газопрессовая, дугопрессовая и др.
Основным видом этого класса является контактная сварка — нагрев осуществляется теплотой, выделяемой при прохождении электрического тока через находящиеся в контакте соединяемые части.
Диффузионная сварка — сварка давлением, осуществляемая взаимной диффузией атомов контактирующих частей при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации.
В прессовых видах сварки соединяемые части могут нагреваться пламенем газов, сжигаемых на выходе сварочной горелки (газопрессовая сварка), дугой (дугопрессовая сварка), электрошлаковым процессом (шлакопрессовая сварка), индукционным нагревом (индукционнопрессовая сварка), термитом (термитнопрессовая сварка) и т. п.
К механическому классу относят виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, ультразвуковая, трением и др.
Холодная сварка — сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых деталей.
Сварка взрывом — сварка, при которой соединение осуществляется в результате вызванного взрывом соударения быстро движущихся частей.
Ультразвуковая сварка — сварка давлением, осуществляемая при воздействии ультразвуковых колебаний.
Сварка трением — сварка давлением, при которой нагрев осуществляется трением при вращении свариваемых деталей относительно друг друга.
Конец ознакомительного фрагмента.
Сварка плавлением: особенности и правила применения
К самым простым типам сварки относится плавление. В нашем обзоре мы подробнее остановимся на сущности этого технологического процесса, его разновидностях и сфере применения.
Особенности
Сварка плавлением представляет собой скрепление пары заготовок, которое происходит вследствие кристаллизации единой сварочной ванны, сформированной в ходе расплавления соединяемых друг с другом кромок. Данный процесс широко распространён в сварочных работах. Важно понимать, что нагреть любой металл или его сплав выше уровня плавления, чтобы получить сварочную ванну, можно исключительно тогда, когда основной источник энергии дает в участок сварки чуть больше тепла, чем отводится за такое же время в ходе охлаждения.
Основная часть тепла в данном случае уходит на прогревание холодного изделия, поскольку у металлов довольно высокая теплопроводность. Помимо этого, значительный объем тепла утрачивается вследствие излучения во внешнюю среду. Именно поэтому отличительной особенностью этого способа сварки является наличие источника энергии большой мощности и повышенной сосредоточенности. Очень важно, чтобы он мог сконцентрировать на небольшой площади сварочной ванны всю массу выделяющейся тепловой энергии и успеть за небольшое время расплавить дополнительные порции металла, сохраняя заданную скорость сварки.
Существует классификация сварки плавлением.
Ручная. В данном случае тепло необходимо для расплавления металлических кромок. Температура сварочной дуги доходит до 4000–6000°, при этом металлы перемешиваются и по мере перемещения дуги довольно быстро затвердевают — так формируется сварной шов. Нанесённое на металлический стержень электрода покрытие включает в себя несколько компонентов, при расплавлении они создают газовую и шлаковую защиту сварочной ванны от негативного воздействия азота и кислорода из воздушной массы.
Дуговая сварка под флюсом. При таком типе работ электрическая дуга загорается, находясь под слоем зернистого флюса. Он защищает расплавленный металл от контакта с воздухом и в случае необходимости легирует его. Электродная проволока перемещается в дугу автоматически при помощи сварочной головки электродвигателя. Флюс перемещается в участок сварки под действием собственной тяжести, одновременно вся конструкция перемещается по линии свариваемого шва. Такой тип сварки характеризуется повышенной производительностью.
Газовая. Этот вид сварки основывается на том, что электрическая дуга возгорается, находясь между основным металлом и вольфрамовым электродом. Сварочную ванну от окисления защищает среда инертного газа, как правило, это гелий либо аргон. Газ вытесняет атмосферный воздух от участка сварки. Для заполнения шва в сварочную ванну вводят присадку. Способ востребован при заваривании высоколегированных сталей, активных и редких, а также цветных металлов и их сплавов.
Дуговая сварка в защитном газе. Данная технология предполагает, что специальные ролики подают электродную проволоку в беспрерывном режиме в зону сварки, причём скорость подачи соответствует скорости плавления. Сварочная ванна защищена от неблагоприятного воздействия воздуха активным газом, например, углекислотой или инертным. Углекислоту обычно используют при сварке легированных и углеродистых сталей, а инертные газы — при сваривании цветных металлов, а также сплавов высоколегированных сталей.
Сварка трехфазной дугой. В этом случае к паре электродов и основному изделию подводят переменный ток. В этот момент возникает 3 дуги, горящие в едином сварочном фокусе: одна между самими электродами и по одной между изделием и каждым электродом. Горение сопровождается выделением большого количества тепловой энергии, и это многократно повышает производительность всего сварочного процесса.
Электрошлаковая сварка. Выделение энергии основано на прохождении тока через электропроводный расплавленный шлак. По окончании затвердевания электродного и основного материала формируется сварной шов, при этом сварку обычно выполняют при вертикальном размещении свариваемых деталей с большим зазором между заготовками. Чтобы сформировать шов, с обеих сторон от зазора помещают медные ползуны, охлаждаемые водой — такой метод оптимален для соединения деталей большой толщины: от 30 до 1000 мм.
Применение
Сварка плавлением широко востребована в строительстве. Она позволяет надежно скрепить между собой металлические детали и элементы металлоконструкций. Этим сфера ее применения не ограничивается, ее используют в самолето- и автомобилестроении, а также во многих других областях техники и науки.
Особняком стоит плавление при помощи электрических дуг. Дело в том, что использование электронных лучей сопряжено с применением специальной аппаратуры и потребностью в защите работников от рентгеновских лучей. Поэтому к такому типу сварки обычно прибегают в тех случаях, когда речь идет о тугоплавких, а также химически активных металлах, сплавах и полимерах. Самый простой вариант – газовая сварка – востребован в быту, в основном при проведении ремонтно-отделочных работ.
Контроль качества
Сварка плавлением подчиняется установленным требованиям ГОСТ. Контроль качества выполняют несколькими методами,
Всякая проверка качества сварочного шва начинается с визуального контроля. Это самый быстрый способ, который не требует специальных приборов и жидкостей. Чтобы провести контроль качества, нужно осмотреть сварное соединение. Не допускается наличие трещин, сколов, наплывов и других видимых дефектов.
Капиллярный контроль. Этот способ заключается в использовании особых жидкостей, проникающих в мельчайшие поры. Способ позволяет удостовериться в отсутствии скрытых дефектов в условиях ограниченного бюджета на проверку.
На производстве повсеместно используется магнитный контроль. Сварщик создает со всех сторон от шва магнитное поле, оно испускает пучок электромагнитных лучей. В идеале они должны быть прямыми, любое их искажение указывает на наличие дефектов.
Ультразвуковой контроль — довольно эффективный метод определения качества шва. Контроллер подаёт на шов ультразвук. Если в ходе своего перемещения он встречается с дефектом, то меняет направление распространения. Интересно, что различные виды дефектов искажают звуковую волну по-разному, поэтому любые недоработки можно с легкостью определить.
О том, какие особенности и правила применения сварки плавлением, смотрите в следующем видео.