Сварка плит между собой
Обновлено: 01.05.2024
УТВЕРЖДЕНЫ: Главным научно-техническим управлением Минсевзапстроя СССР 27 мая 1988 г.
заместитель начальника управления К.Н. Рыбчинский
Министерство строительства
в северных и западных районах СССР
Проектно-технологический институт
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО СВАРКЕ УЗЛОВ ПРИМЫКАНИЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ДЛЯ ЗДАНИЙ СЕРИИ 1.090.1-1
2. Требования к сборке и сварке узлов сопряжений железобетонных конструкций
3. Требования к сварочному оборудованию, сварочным материалам
4. Контроль качества сварки
5. Техника безопасности и противопожарные мероприятия при производстве электросварочных работ
6. Технологические карты на сварку узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
8. Оборудование, приспособления, инструменты
1. Общая часть
Настоящие "Технологические указания" предназначены для закладных и соединительных деталей узлов примыканий сборных железобетонных конструкций межвидового применения для крупнопанельных общественных зданий и вспомогательных зданий промышленных предприятий серии 1.090.1-1 и являются обязательным документом при ведении сварочных работ.
В картах указаны последовательность сварочных работ, способы сварки, сварочные материалы, оборудование и режим сварки. Первая строка режимов приведена для полуавтоматической сварки самозащитной проволокой, вторая - для ручной электродуговой сварки.
Режимы сварки в картах указаны для производства работ при положительной температуре окружающего воздуха. При отрицательной температуре силу тока следует повышать на 5 % на каждые 10 ° С понижения температуры воздуха.
Расход сварочных материалов определен, по ВСН 66-045-83 с учетом коэффициентов расхода: для электродов -1,64 и для сварочной проволоки -1,1 (Инф. письмо № 16/1599 ИЭС им. Е.О. Патона "О коэффициентах расхода сварочных и наплавочных материалов").
Обозначения сварных швов на чертежах технологических карт приняты с учетом требований ГОСТ 2.312-72.
- видимый угловой шов таврового соединения, где ГОСТ 5264-80 - обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
T 1 - буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы сварных соединений;
6 - размеры катета согласно стандарту на типы и конструктивные элементы швов сварных соединений;
50 - размер длины провариваемого участка;
- то же, невидимый шов
2. Требования к сборке и сварке узлов сопряжений железобетонных конструкций
2.1. Сборка железобетонных элементов должна выполняться с учетом требований СНиП 2.03.01-84 "Бетонные и железобетонные конструкции".
2.2. Наружные поверхности закладных деталей железобетонных элементов и монтажных деталей перед сваркой должны быть очищены от бетона, ржавчины, грязи, масла, краски и других загрязнений с помощью молотка, зубил и металлических щеток.
2.3. Стальные элементы закладных деталей, собираемые внахлестку, должны плотно прилегать друг к другу. Применение вставок, не предусмотренных проектом, не допускается.
2.4. Собранные под сварку узлы сопряжений должны скрепляться прихватками. Прихватки следует выполнять в пределах расположения сварных швов длиной 15-20 мм, высотой 4-6 мм. Количество прихваток должно быть не менее двух в соединяемом элементе.
2.5. Сварные швы должны иметь нормальные очертания, близкие в сечении к форме равнобедренного треугольника, или вогнутые. Наплавка выпуклых швов не рекомендуется.
2.6. При ручной дуговой сварке зажигать и обрывать дугу необходимо в границах шва. Кратеры следует заваривать, оставляя электрод неподвижным до обрыва дуги или совершая электродом обратное движение в сторону наложенного шва.
2.7. Полуавтоматическую сварку открытой дугой проволокой сплошного сечения без дополнительной защиты можно применять взамен ручной дуговой сварки для соединения плоских элементов закладных и соединительных деталей между собой.
2.8. Полуавтоматическую сварку проволокой ЭП-439 можно выполнять во всех пространственных положениях. Перёд началом сварки 10-20 мм, которые должны выдерживаться и в процессе сварки. После возбуждения дуги сварочную проволоку следует равномерно перемещать вдоль линии сварки. Сварку соединений с катетом швов до 10 мм при выполнении в нижнем и вертикальном положении следует производить за один проход без колебаний или с поперечными колебаниями сварочной проволоки. При заварке кратера вылет сварочной проволоки рекомендуется увеличить до 30-40 мм.
2.9. Свариваемая поверхность и рабочее место сварщика должны быть ограждены от атмосферных осадков, сильного ветра и сквозняков. При температуре наружного воздуха минус 15°С и ниже рекомендуется иметь вблизи рабочего места сварщика устройство для обогрева рук.
2.10 При выполнении сварки при отрицательных температурах необходимо выполнять следующие требования:
а) тщательно удалить влагу и снег на расстоянии не менее 0,8 м от места сварки и просушить зону сварки с помощью горелок;
б) применять последовательность наложения сварных швов, обеспечивающую минимальные внутренние напряжения в зоне шва;
в) тщательно заварить катеты и замыкающие участки швов, проверять выполнение прихваток на отсутствие непроваров и трещин, при наложении прихваток не допускаются удары по соединяемым узлам;
г) Дефектные участки шва удалять воздушно-дуговой или газокислородной строжкой. Заварку дефектных участков осуществлять электродами малого диаметра (3-4 мм) с предварительным подогревом.
3. Требования к сварочному оборудованию, сварочным материалам
3.1. Для выполнения сварочных работ при монтаже сборных железобетонных конструкций рекомендуются серийно выпускаемые промышленностью сварочные полуавтоматы, а именно А-1530, A-1197, ПДО-517УЗ, поставляемые комплектно со сварочными преобразователями ПСГ-500, ПСУ-500 или выпрямителями ВС-500, ВДУ-505УЗ, ВДУ-504.
3.2. Для ручной дуговой сварки используются трансформаторы типа ТД-306У2, ТДМ-317У2, ТДМ1-401У2, ТДМ-503, выпрямители ВД-401УЗ, ВД-301.
С целью улучшения показателей использования оборудования предпочтение следует отдавать универсальным источникам тока ВДУ-504, ВДУ-5О5УЗ, ПСУ-500, позволяющим выполнять как полуавтоматическую, так и ручную сварку.
3.3. Для выполнения сварочных работ при монтаже железобетонных конструкций, сварочное оборудование следует размещать в закрытом контейнере, который можно переносить краном к месту производства работ. В контейнере целесообразно размещать сварочный полуавтомат типа ПД0-517УЗ или A-1530, источник питания типа ПСУ-500 или ВДУ-504, тележку для перемещения полуавтомата, приспособление для намотки и очистки сварочной проволоки, кассету для смотки и намотки сварочного кабеля, печь для прокалки электродов и флюса, верстак слесарный.
3.4. Кроме указанного оборудования рабочее место сварщика должно быть укомплектовано инструментом и приспособлениями.
3.5. Для ручной дуговой сварки монтажных узлов примыканий следует применять сварочные электроды в соответствии с ГОСТ 9467-75. Размеры электродов и общие технические требования, предъявляемые к ним, должны соответствовать ГОСТ 9466-75.
3.6. Узлы сопряжений, в которых закладные и монтажные детали изготовлены из листового или профильного проката из стали ВСт3, должны свершаться электродами типа Э46, Э46А. Узлы сопряжений, в которых есть выпуски арматурных стержней, должны свариваться электродами типа Э42А.
3.7. Для полуавтоматической сварки открытой дугой применяют сварочную проволоку сплошного сечения ГОСТ 2246-70, марка Св-15ГСТЮЦА (ЭП-439) диаметром 1,6-2,0 мм.
3.8. Электроды и сварочная проволока должны иметь сертификат завода-изготовителя. Применение сварочных материалов, не имеющих сертификатов, не допускается. Поверхность сварочной проволоки сплошного сечения должна быть свободна от заусенцев, а сама проволока - от резких переломов или перегибов; допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину.
3.10. При длительном (более трех месяцев) хранении на складе или хранении более 5 суток на месте производства сварочных работ электроды следует подвергнуть прокалке в электрической печи при температуре 180-200 °С в течение часа даже при отсутствии визуально заметной влажности покрытия. Прокалка сварочных материалов обязательна при обнаружении влажности покрытия, а также пористости швов, независимо от срока хранения сварочных материалов.
4. Контроль качества сварки
4.1. Контроль качества сварных соединений должен осуществляться лицом, которому это поручено приказом, результаты контроля качества сварки заносятся в журнал сварочных работ и контролируются начальником участка не реже одного раза в декаду, о чем делаются записи в журнале.
4.2. Контроль качества сварки производится в три этапа:
- входной контроль основных и сварочных материалов, железобетонных конструкций и монтажных деталей;
- операционный контроль сварных соединений в процессе сборки и сварки;
- приемочный контроль сварных соединений в соответствии с требованиями проектов, ГОСТов, СН, СНиП, принятой технологии выполнения сварочных работ.
4.3. Прораб или мастер, которым поручено контролировать качество сварных соединений на строящемся здании, должны проверять:
а) перед сваркой:
исправность сварочного оборудования;
защита рабочего места от атмосферных осадков;
обеспеченность сварщика необходимым инструментом
(металлической щеткой, зубилом и молотком);
качество и соответствие сварочных материалов ГОСТу;
подбор оптимальных режимов сварки;
б) в процессе сварки:
режим сварки (напряжение дуги, сила тока, скорость подачи сварочной проволоки);
технику и технологию выполнения сварки (последовательность наложения швов;
направление сварки, угол наклона электрода);
зачистку сварных швов от шлака и окалины;
простановку клейма сварщика;
качество сварных швов.
4.4. К качеству сварных швов, выполняемых полуавтоматической и ручной дуговой сваркой, предъявляются следующие требования:
сварные швы должны иметь гладкую или мелкочешуйчатую поверхность (без наплывов, прожогов, сужений, перерывов) и плавный переход к основному металлу;
сварные швы должны соответствовать размерам, указанным в проекте;
наплавленный металл должен быть плотным по всей длине, не иметь трещин, скоплений поверхностных пор;
подрезы основного металла допускаются на глубину не более 0,5 мм при толщине металла от 4 до 10 мм и не более 1 мм при толщине металла более 10 мм все кратеры должны быть заварены.
4.5. Все старые узлы, закрываемые в процессе монтажа последующими конструкциями, подлежат приемке по акту на скрытые работы.
Дефекты сварных швов, причины их образования и способы устранения
Дефекты сварного шва, выявленные визуально, или замером шаблонами
Причины образования и способы устранения дефектов
Неравномерное сечение шва
1. Низкая квалификация сварщика.
2. Неправильный режим сварки.
Подварка дефектных участков в соответствии с проектными размерами
1. Низкая квалификация сварщика
2. Неправильный наклон электрода или держателя.
Дефектные места сварного шва подварить
1. Резкий обрыв дуги.
2. Большая сила тока или напряжения
Режим сварки отрегулировать.
Несоответствие размеров, предусмотренных проектом
Ослабленные швы заварить
Непровар корня шва
1. Неправильная сборка деталей под сварку.
Удалить дефектное место, разделать кромки и повторно заварить
1. Незаверенный кратер, глубокие подрезы
2. Завышены скорость сварки и сила сварочного тока.
Трещины необходимо засверлить по концам, вырубить и заварить
Наплавы или натеки
1. Большая сила тока.
Участки наплывов необходимо удалить, затем подварить сварной шов
Подрезы при сварке арматуры с плоскими элементами проката
1. Большая сила тока и высокое напряжение дуги.
Подварить путем наложения ниточного шва
Пористость в шлаковые включения
1. Металл, не очищенный от масла, ржавчины, грязи.
2. Грязная поверхность сварочной проволоки.
3. Большая скорость сварки.
4. Сварка длинной дугой.
Дефектные места вырубить и вновь заварить.
Электроды перед сваркой просушить.
Металл очистить от ржавчины, грязи и пр.
Очистить сварочную проволоку от ржавчины и загрязнений
5. Техника безопасности и противопожарные мероприятия при производстве электросварочных работ
5.1. При производстве электросварочных работ на строительной площадке необходимо руководствоваться положениями СНиП III-4-80 "Техника безопасности в строительстве".
5.2. К производству электросварочных работ допускаются рабочие не моложе 18 лет, прошедшие медицинское освидетельствование, получившие удостоверения (допуски) на право производства работ и обучение правилам техники безопасности.
5.3. Включать в электросеть и отключать от нее сварочное оборудование, а также ремонтировать его должны только электромонтеры. Электросварщикам эти операции производить запрещается. Подключение сварочного аппарата к питающей сети должно быть осуществлено через индивидуальный рубильник проводом соответствующего сечения согласно инструкции по эксплуатации сварочного агрегата.
5.4. Сварочное оборудование, а также свариваемые конструкции должны быть заземлены. Сварочные провода не должны иметь повреждений изоляции и соединений скруткой. Места соединений должны иметь медные наконечники и скрепляться болтами, которые тщательно изолируются.
5.5. Со стороны низкого напряжения к сварочному оборудованию должны быть подключены провода сечением 50-70 мм 2 марки ПРГД. Запрещается подавать напряжение на свариваемое изделие через систему последовательно соединенных металлических стержней, трубок, рельсов и других предметов.
5.6. Выполнять сварочные работы на высоте с лесов, подмостей, люлек разрешается только после проверки этих устройств руководителем работ, а также после принятия мер против загорания настилов и падения расплавленного металла на работающих или проходящих внизу людей. Электросварщики должны быть обеспечены проверенными и испытанными предохранительными поясами, без которых они не допускаются к производству работ, причем цепи поясов должны быть изолированы резиновыми и брезентовыми рукавами.
5.7. Во избежание получения ожогов от брызг расплавленного металла, а также теплового и светового излучения сварщику надлежит защищать открытие места тела спецодеждой, спецобувью, а также для зашиты лица и глаз использовать щиток или маску с защитным светофильтром С. Выбор светофильтров производится в зависимости от силы тока: 60-150А(С-5), 150-275А(0-6), 275-350А(0-7), 350-600A(0-8).
5.8. Производить работы под открытым небом во время дождя, грозы, сильного снегопада и ветра (более 5 м/с) запрещается.
5.9. К работе с аппаратурой для кислородной резки допускаются только рабочие, прошедшие специальное обучение правилам техники безопасности и имеющие удостоверение на право производства работ.
5.10. После окончания работы необходимо тщательно проверить рабочее место, а также нижележащие площадки и этажи с целью обнаружения открытых очагов загораний, устранить нарушения, могущие привести к возникновению пожара.
6. Технологические карты на сварку узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
Анкеровка плит перекрытия

Итоговой стадией возведения горизонтальных несущих и ограждающего каркаса сооружения выступает анкеровка железобетонных плит.
Анкеровка железобетонных плит делается для соединения железобетонных элементов друг с другом и с наружными стенами , с дальнейшим заделыванием бетоном. Важнейшим элементом проведения таких работ является знание и соблюдение главных правил, эти правила помогут предотвратить нарушение соединительных элементов сооружения. Здесь мы рассмотрим основные правила работы.

Для чего нужны анкерные связи?
Когда происходит возведение перекрытия, то плиты после замоноличивания образуют крепкое строение, которое создает пространственный каркас здания. Положения СНиП II-22-81 требуют учитывать анкерные связи в узлах опирания железобетонных изделий, а так же при сборке каркаса сооружения.
В большинстве вариантов у строителей появляется вопрос, а нужно ли соединение сборной плиты друг с другом и со стеной. Ответ на этот вопрос очевиден, так как главная задача анкерных связей – это недопущение возможности сдвига каркаса сооружения и его перекрытий . Что, как правило, возникает при воздействии на сооружение расчетных нагрузок, просадке и искажении основы строения, в результате сейсмической активности и других явлений.
Когда происходит возведение перекрытий в сооружениях, состоящих из нескольких этажей, а так же при строительстве сооружений, расположенных в районах с увеличенным тектоническим движением, в обязательном порядке должна выполняться анкеровка ЖБИ. Анкерные связи допустимо не применять при строительстве чердачного помещения в сооружениях с одним этажом, в районах с благоприятной сейсмической обстановкой.
Способы анкеровки
Анкеровка железобетонных плит друг с другом и с наружными стенами предполагает два варианта:
- С помощью арматуры, она прикрепляется к монтажным петлям железобетонных изделий. Таким образом, происходит соединение между стенами с использованием Г-образных прутков. Если монтажных петель нет, то арматурные стержни крепятся к пластине при помощи сварки, пластина находится в швах меж рядом расположенными железобетонными плитами, швы потом заполняются бетоном.


Какие элементы используются для пустотелых плит перекрытий?
Анкеровка плиты перекрытия, в конструкциях которых есть монтажные петли, осуществляется с использованием таких материалов как:
- Вязальная проволока, площадь сечения которой 4-6 мм.
- Арматура класса A-III, крепящая с помощью сварного соединения. Диаметр прутков должен быть от 10 мм.
- Соединение с несущей стеной осуществляется с использованием Г-образных элементов из арматуры класса A-III, берется край и крепится к монтажной петле ЖБИ, второй край – располагается в шве бетонного раствора, который наносится когда происходит заделка боковых участков по всей длине и ширине каркаса.

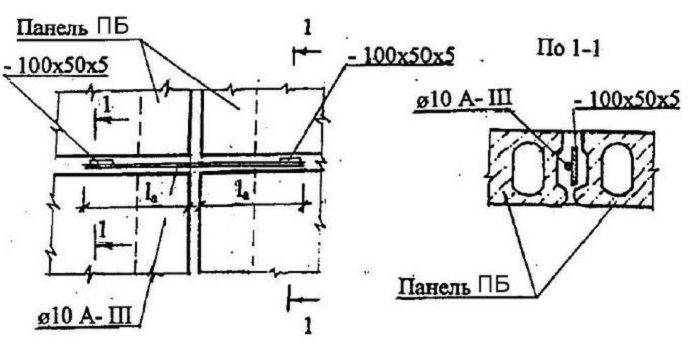
Анкеровка железобетонных плит, где не предусмотрены монтажные петли, делается из арматуры класса A-III, к окончаниям арматуры присоединяются пластины при помощи сварки, состав пластины – металл, толщина которого 5 мм. Данные конструкции располагаются в швах железобетонных изделий над внутренними стенами.
Требования СНиП
В соответствии с требованиями СНиП II-22-81 анкеровка ЖБИ, которая осуществляется с различными частями сооружений, должна выполняться в таком виде:
- Монолитный стеновой каркас и опорные столбы соединяются с перекрытиями и покрытиями анкерами, диаметр равен не меньше 0,5 см 2 .
- Наибольшее возможное пространство между анкерами перекрытий из железобетонных плит, которые опираются на стены, равно не больше 6 м.
- Расчет элементов делается в отдельных случаях, когда существует ассиметричный размер стены, где в дальнейшем устанавливается плита, а так же если зазор между анкерами составляет больше 6 м.
Обычно, анкерные связи создаются из арматуры, где площадь сечения от 10 мм, а длина анкеровки от 500 мм.
Основные этапы перекрытия здания плитами
Укладка железобетонных плит осуществляется в следующем порядке:
- ЖБИ стропятся и переносятся крановщиком до пункта сборки.
- Элементы располагают на прослойке цементного раствора шириной 20-30 мм с опорой на 2 короткие стороны. Глубина опирания на стены составляет 120 мм, в плане может быть новое значение, рассчитанное с учетом состава несущего стенового каркаса и наличия сейсмопояса.
- Подвергаются проверке уложенные плиты – разница расстояний между плитами не должна превышать 20 мм. Нестыковки убираются стяжкой.
Анкеровку начинают делать, как только осуществлен монтаж всех железобетонных плит.
Особенности анкеровки разными способами
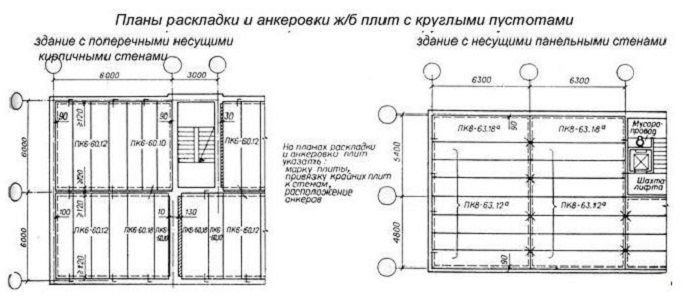
Схему анкеровки железобетонных плит всегда можно найти в проекте на строительство здания. Если вдруг здание возводится без проекта, то необходимо использовать универсальный план расположения анкерных связей:
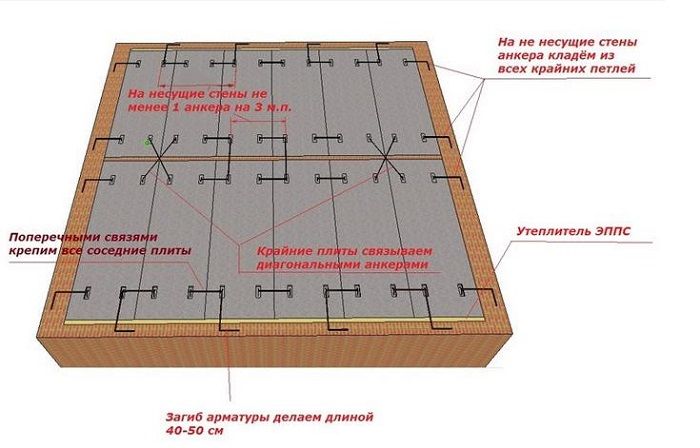
- Рядом лежащие железобетонные плиты анкерятся друг с другом при помощи П-образных перемычек.
- В дополнение все соседние ЖБИ фиксируются с помощью поперечных связей.
- Два последних элемента фиксируются друг с другом с помощью диагональной обвязки.
- Плита к стене присоединяется Г-образными анкерами с загибом в промежутке от 400 до 500 мм.
При применении арматуры класса A-III анкера изготавливаются при помощи загибания концов с их продеванием по-отдельности в монтажные петли плит и сварным швом. При соединении прутков друг с другом с помощью сварного шва должно быть их сильное натяжение.
В анкеровке с помощью вязальной проволоки, площадь сечения которой равна 4-6 мм. существенных различий по расположению связей нет. В частности в данном случае на смену сварки приходит скрутка с помощью двойной проволоки.
Также еще одним из эффективных методов анкеровки является устройство бетонного кольцевого анкера . По устройству он такой же, как и традиционный монолитный сейсмопояс, единственное отличие его в том, что он делается в одной плоскости с железобетонными плитами, а не под ними, как традиционный армопояс. Данный способ является трудоемким и должен применяться в районах с увеличенной техногенной обстановкой, а так же при случаях закрепления элементов, где в устройстве отсутствуют монтажные петли.
Как избежать разрушения крепежа?
Отдельного интереса достоин вариант анкеровки, где используется сварка. В данном варианте стоит уделить внимание качеству сварки: сварной шов не должен разрушаться под воздействием каких-либо нагрузок при эксплуатации здания .
Изготовление анкерных связей с помощью сварки прутков требует придерживаться следующих правил:
- Чтобы получить качественное соединение, необходимо использовать электроды типа Э46 (таких как АНО-4, АНО-21, ОЗС-6), площадь сечения которых 3-4 мм.
- Длина сварного соединения должна быть в пределах 80-100 мм.
Использование анкеровки одним из вышеперечисленных способов не оставляет задачу хорошо спрятать арматуру в глубине раствора, как правило, сверху плит перекрытия наносится стяжка, она необходима для сохранности арматуры от внешних повреждений, которые могут привести к коррозии анкерных связей.

Для того, чтобы в щели монтажных петель и просветы между плитами не попадала влага и сор, необходимо своевременно сделать заделку цементно-песчаным раствором или бетоном.
Если вам необходимо заказать железобетонные изделия, то следует обратиться в IS GROUP. Мы готовы предоставить различные конструкции, в любой регион страны. У нас вы сможете найти различные дорожные плиты, аэродромные плиты блоки ФБС, СВАИ, плиты перекрытия и многие другие плиты ЖБИ. Доставка осуществляется железнодорожным транспортом. Если в вашем городе нет компании, которая может обеспечить вас строительными материалами, то обязательно обратитесь к нам по телефону 8 (800) 300-66-56.




















Для чего и как осуществляется анкеровка плит перекрытия?

Для того, чтобы жилые и промышленные постройки во время их эксплуатации были максимально безопасными для людей, необходимо соблюдать технические нормы строительства, касающихся перекрытий.
Пролеты между этажами, на чердаках и лестницах, являющиеся потолком или полом, должны быть крепкими, прочными и надежными.
Достигается это не только благодаря правильному монтажу и распределению нагрузки на перекрытия, но и при помощи усиления, одним из способов которого является анкеровка.
В каких случаях нужна анкеровка плит перекрытия, как она осуществляется, технологии, приспособления и материалы, читайте подробнее в представленной статье.
Расшифровка понятия
Применение усиления – особого крепления плит с помощью анкеров, называют анкеровкой. Этот способ помогает надежно укрепить перекрытие с наружными стенами, а также уложенные ЖБ-плиты между собой.
Установленное соединение заделывается затем цементным раствором, штукатуркой и отделочными материалами, с учетом требований к соблюдению проектной схемы и созданию связей (стягивание с целью предотвращения и смещения) между слоями, стеной и перекрытиями.
Проводить анкеровку можно в конце каждого этапа строительства. Например, после того, как один этаж установлен и заанкерован, можно переходить к следующему перекрытию.
Сам анкер (скоба, стержень, пластина, резьбовая шпилька определенного диаметра в сочетании с болтами) представляет собой соединительный крепеж, подобранный по форме и размерам для конкретной поверхности.
Его выполняют из качественного металла, состав которого может быть из стали, цинка, латуни или нержавейки. В основание плиты он легко интегрируется с помощью строительного инструмента, являясь надежным фиксатором для перекрытий и стен.
Анкеровка, расположенная в 5 (см) от арматуры, во много раз упрочняет и делает устойчивой любую конструкцию, что является незаменимым качеством для построек в сейсмически нестабильных регионах.
Фиксация анкерными связями необходима также для домов и сооружений, рядом с которыми расположена трасса с интенсивным движением, присутствуют предприятия, стройки, гаражные кооперативы.
А также как защита от таких факторов, как:

- механические (аварии природного и техногенного характера);
- атмосферные (образование конденсатов и наледей на стенах, к которым крепятся перекрытия);
- фундаментные (неправильная работа с почвами, нарушенные этапы проектирования);
- технические (полное нарушение плана работ, невыполнение нормативов).
Строповка анкерами чаще всего осуществляется изделиями Г-образной формы, с габаритами загибов – 30-40 (см). Шаг между креплениями в больших зданиях должен быть не больше 3 (м) друг от друга. Анкеровка подходит не только для перекрытий из ЖБ-бетона, но и соединяет с ним пенобетонную, кирпичную или каменную кладку.
Усиление с помощью анкеровки помогает предупредить строительные ошибки и нарушения в технологии кладки конструкционных стен, на которые опирается перекрытие, и особенно рекомендуется для пучинистых почв.
Нормативные требования
Основные технические нормы к монтажу анкеров для перекрытий обозначены в следующих документах:
Представленные требования касаются раскрытия понятий о типах перекрытий, правилах общего и анкерного проектирования, проведения расчетов нагрузок при различных температурах, анкерах и их типах, описывают шаги и пролеты между креплениями, а также нормы изготовления изделий в производственных условиях.
Строительные требования к анкерным соединениям заключаются в следующем:

- Допускается одновременное применение креплений перекрытий с конструкционными стенами, опорами и столбами.
- Площадь сечения анкеров равна 0,5 (см2).
- Для связей между соединениями, между которыми длина не должна быть больше 3 (м), применяют расчеты и обязательное армирование металлическими стержнями, диаметром 10 (мм).
- Распорные анкеры должны контролировать момент затяжки. Обязательно обращается внимание на крутящий момент в отношении болтов, гаек, винтов.
- Механические анкеры, представляющие собой шурупы, должны вкручиваться в заранее просверленное отверстие, с использованием материалов-кромок с резьбой (дюбелей).
- Для креплений разрешается использование специальных клеящих полимерных, эпоксидных, виниловых составов, которые надежно зафиксируют дюбеля и сами соединения.
- Глубина анкеровки зависит от основания. Уменьшение глубины осуществляется за счет использования металлических пластин.
- Крепеж должен изготавливаться в заводских условиях только из качественных материалов, иметь сертификат качества и маркировку.
Большое внимание уделяется в нормативах также способам удержания анкеров. Для этого предусмотрены три основных варианта: трение, закрепление с помощью склеивания или монолита, упор. Для ЖБ-плит чаще всего используют именно замоноличивание.
Анкерные связи обязательно должны присутствовать при усилении перекрытий. Связка делается в узлах опирания монолитов со стенами или между плитами. Для этого используют специальное скручивание металлических армирующих прутьев.
Способы
Крепеж с анкерами представлен в нескольких основных разновидностях, которые напрямую зависят от типа перекрытия, нагрузки на несущий элемент и типа фиксатора:
- Арматурный. Анкеры крепятся к монтажным петлям, расположенным на ЖБ-поверхностях. Связь со стеной осуществляется посредством Г-образного прутка.
- Пластинчатый. Используется пластина, которая закрепляется между плитами рядом. К ней приваривают арматурные стержни. Затем крепеж заливается бетонным составом. Данный способ подходит тогда, когда плиты перекрытий без монтажных петель.
- Кольцевой металлический. При этом способе плиты зажимаются армопоясом для ЖБ-плит. Анкерные соединения крепят под бетонную заливку, приваривая их к армировке, с помощью пластин, или прикручивая их в стену под прутья (вязальную проволоку).
- Бетонный. Также относится к кольцевому типу, но в отличии от армированного пояса, сооружается не в одной поверхности с перекрытием, а под ним. Данный способ, несмотря на некоторую трудоемкость, особо рекомендуется для сейсмоопасных регионов, а также в тех случаях, когда на плитах отсутствуют монтажные петли.
Определяет наиболее подходящий вариант закрепления перекрытий анкерами при помощи составленного проекта, на основе проведенных инженерных расчетов.
Из всех видов анкерного крепежа наиболее предпочтительными считаются анкеры из нержавейки, так как данный металл является идеальным для влажных сред, и подходит, как поддержка пустотелых, так и полнотелых перекрытий.
Разновидности анкеров
Основные типы крепежа представлены следующими группами:
- Клиновые. К ним относятся распорные болты. Конструкция их представлена втулкой и конусовидной шляпкой. Крепеж устанавливается быстро, подходит для любых твердых поверхностей, но не годится для повторного использования.
- Забивные. При внешнем осмотре хорошо видно, что втулка болта надрезана на одном конце. При ударе на анкер, втулка распирается клином детали. Подходит для строповки плотных деталей. Из минусов – требует точности соединительных зазоров.
- Втулочные. По функциям напоминают клиновые. Подходят для обычного и сквозного монтажа в полнотелых плитах. Но их минус – требуют больших отверстий для соединения.
- Химические. Формируются на клеевой основе, которая закачивается в канал крепления. Монтаж таких крепежей отличается простотой. Из минусов – дороговизна клеящего вещества.
- Специальные. Имеют разные подвиды, по для перекрытий применяются именно подвесные или фундаментные. Данная разновидность представлена шпильками, болтами Молли, на поверхности которых нанесена маркировка от производителей. Они подходят для любых твердых и мягких поверхностей.

Кроме перечисленных типов крепежа, используют также винты с полукруглой головкой (цанги), фундаментные болты, закладные металлические пластинки различных габаритов от 10 х 5 (см). Оцинкованные и нержавеющие анкеры считаются лучшим металлическим крепежом.
Заливка установленных анкерных соединений производится цементным раствором крепких марок, желательно М500. Но можно под отделку использовать также М300 и М400.
Нюансы составления схемы работ
Схема анкеровки перекрытий составляется на этапе проектирования постройки. На практике это выглядит как взаимодействие крепежа с поверхностью и с установленной армировкой. Чаще всего используют армирующие стержни класса A-III. Концы прутьев с диаметром от 10 (мм) загибают, натягивают и сваривают с монтажными петлями, расположенными на плитах перекрытия.
Если используется вязальная проволока 4-6 (мм), для создания обвязки по периметру поверхности, то ее скручивают в несколько слоев. Такая двойная или тройная скрутка из прутьев надежно скрепит верхнюю и нижнюю поверхности, при участии имеющихся балок, друг с другом. Так что перекрытие будет полностью готово под заливку бетоном. В редких случаях концы сваривают.
Схема работы с прутьями при анкеровке такая:
- используемый элемент крепежа сгибают в форме петли, к которой цепляют панельную проушину;
- анкеры рядом должны стянуться, следом их сваривают друг с другом и с петлями монтажа;
- швы, что имеются между ними, заделывают цементом.
Анкера под потолком должны быть установлены перпендикулярно оси несущей стены, быть ровными и находиться на одинаковом расстоянии друг от друга. Для этого поверхность их расположения заранее размечают. Схема установления соединений предусматривает изучение будущих взаимодействующих поверхностей, проверяется их эксплуатационное состояние и геометрическая составляющая.
Строповка часто образует цельнозаливной бетонный пояс по всему периметру дома. А анкеры до его создания и заливки цементным раствором дополнительно можно усиливать большими металлическими штырями. Связывание всех скрепляемых поверхностей является основой анкерной фиксации.
Прежде, чем приступить к работе, каждый крепеж внимательно просматривают, чтобы исключить наличие брака.
Расходники и оборудование
Выполнение качественного крепежа требует следующих расходных материалов и инструментов:

- цементный (бетонный) раствор, бетономешалка, емкости, лопаты, строительный миксер;
- выбранные анкеры (болты, пластины, шурупы, винты) и армирование для конкретного типа перекрытия (вязальная проволока, стержни);
- резиновая киянка и обычный молоток;
- уголки, колышки, строительные шнуры, швеллеры;
- дрель, шуруповерт, болгарка, шпателя, мастерки;
- клеящий состав (при необходимости, если отверстие для анкеров будет заливаться клеем.);
- материалы для дальнейшей отделки (стартовая и финишная шпаклевка, штукатурка, краска и т.д.);
- простой карандаш, рулетка, маячки, лазерный дальномер.
В процессе работы необходимы также строительная одежда, обувь, ветошь.
Если анкеровку проводит строительная компания, работающая по договору, то она сама предоставляет расходники заказчику по сниженной цене, чем на рынке (оптом закупается у производителей), а инструмент у рабочих имеется в наличии.
Технология связки перекрытий между собой
Технологические принципы по общему принципу начинают действовать после того, как уложены плиты перекрытий, и заключаются в таких моментах:
- Проверка состояния перекрытия и стены, к которой будут крепиться анкеры, очистка поверхности от пыли и грязи, разметка, с указанием места для крепежа, подготовка схемы, материалов и приспособлений, в том числе, работающих от электрической сети.
- Связывание перекрытий между собой с помощью армированной сетки или прутьев. При необходимости, сварка с монтажными петлями по краям плит перекрытий.
- Формирование проемов для установления анкеров по принятой длине. Здесь могут быть использованы способы трения, с распоркой пластикового дюбеля, заливка пластификатора по ходу расположения анкера, сваривание выступающей части монтажной плиты и пластины, которая закладывается, например, между кирпичом.
После подготовительных работ шаги работы с ЖБ-поверхностями, соединяющимися с различными стенами в доме (кирпичными, пенобетонными, монолитными), будут следующими:
Анкеровкой занимаются тогда, когда отсутствуют осадки. Швы между плитами после крепежа обязательно закладываются цементным раствором. Работы несложные, но требуют внимательного отношения к процессу, регламентированному нормативными правилами.
При проведении анкеровки в пустотелых сооружениях, обязательно обустраивают бетонный пояс по периметру. При этом армированный каркас получается залитым в бетон.
Нагрузка, которую выдерживает анкер, распределяется и компенсируется за счет внутреннего сопротивления самих плит, в глубине конструкции.
Об анкеровке плит перекрытия расскажет видео:
Распространенные проблемы и ошибки
При несоблюдении технических норм строительства, касающихся анкеровки перекрытий, могут возникнуть следующие ошибки:
- Растрескивание основы крепления. Является следствием неправильного выбора крепежа для конкретной поверхности, неправильного монтажа, высокой нагрузки, низкой способности основания. Требует капитального ремонта и срочной замены соединения.
- Поломка анкера (излом). Выбор некачественного материала, нарушение техники работы с ним, высокие нагрузки, из-за ошибок в расчетах, способны привести к выходу крепежа из строя. Здесь выбивают анкер из места крепления, заливают основание цементным раствором, а после высыхания, с помощью штробовки или работы с дрелью, устанавливают новый крепеж.
- Вырыв фиксатора. Возникает как следствие неправильного монтажа и ошибки в выборе изделий, отказ работы крепежной системы, нагрузка, рассчитанная неправильно. Поэтому при выборе анкера обращают внимание на технические характеристики изделий, указание маркировки, тип и степень динамических нагрузок для них.
- Полное разрушение. Происходит в слабых, неукрепленных участках. Поэтому в процессе строительства перекрытий важно выполнять армирование стен и перекрытий, чтобы работа с анкерными крепежами усиливала стену и прочно объединяла все элементы. Здесь сварка и цементный состав служат лишь как закрепляющий момент.
Стяжка поверх перекрытий помогает защитить от коррозии элементы армировки и анкеровки.
Заключение
Выбор анкеров необходимо осуществлять после консультации со специалистом и обследованием перекрытия, на основе приложенного к проекту Акта о выполненной работе и состоянии объекта.
Выбранная схема помогает определить наиболее оптимальный вариант анкеровки. При работе с анкерами необходимо строго придерживаться технических правил, в зависимости от поверхностей, к которым фиксируются крепежи.
Читайте также: