Сварочный инвертор avt 200
Обновлено: 16.05.2024
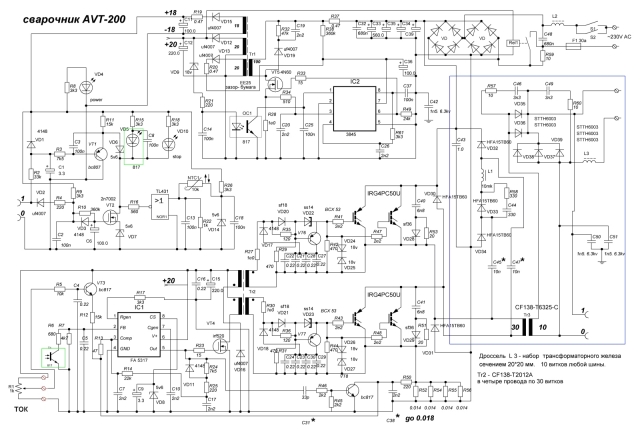
Всё таки решил открыть новую тему. И скопирую последний пост. И положу схему в СПРИНТЕ сюда же.
А статья лежит в файловом архиве форумов.
В своё время обнаружил очень интересный эффект. причём не всегда и чётко проявляющийся. ситуация простая - при индуктивности дросселя большей , чем какой то предельный номинал или при относительно больших частотах , возможно и при других каких либо факторах появляются пропуски импульсов. т.е контроллер дал управляющий импульс , сила отработала и при закрывании нижнего диода на рабочем токе происходит срабатывание компаратора. сила ушла , импульс минимальной длительности - т.е не рабочий. на следующем импульсе ток дросселя уже ниже , ток через силу ниже и проходит полный импульс. в следующем цикле , или через некоторое количество импульсов эффект короткого импульсы проявляется вновь. если попадаем чётко в половинчатый режим работы , то и призвуков никаких нет - вроде нормальный режим работы , а транзюки рассеивают мощь динамическую нехилую и снаббера не работают. при биениях можно услышать всяческий писк , шуршание и т.д. такой же режим при конструктиве с кривыми руками. то есть и сварка варит , но нестабильно и жёстко и вроде и мощь не такая уж и большая , а бах приходит . проява такого режимы наблюдалась даже в фирменных ,типа, итальянцах и прочих кетайцах. причём проява этого куръёза - плавающая, то есть , то нет.поймать и разобраться стоило некоторого количества транзюков. поэтому и были придуманы некие девайсы по улучшению стабильности рабочего режима. отсюда и качество сварки. даже на короткой дуге. и при раздельной регулировки рабочего тока и тока К.З. при капельном переносе и коротких замыканиях ток превышает рабочий значительно, но стабильность улучшается.
Но некоторые тезисы выкладываю здесь , на форуме. И отвечаю на вопросы. В статье указаны некоторые особенности схемотехники AVT200 по улучшению качества сварки и предыдущий мой пост тому подтверждение, а также и удалённая картинка от Гиратора. Но некоторые особенности в статье не показаны. И я постараюсь восполнить этот пробел. Сначала расскажу один случай .
Было это ещё в советские времена, я работал в комплексной монтажной бригаде. Я по автоматике в качестве почти бесплатного приложения к монтажникам и сварщикам. Сварные варили огромные ёмкости из нержа и биметалла, соответственно постоянкой , и соответственно трёхфазным аппаратом с выпрямителем. Работа ответственная , наряды они закрывали большие - кормили почти весь участок. Швы соответственно с проверкой. И тут проблема - аппарат стал варить не так. нач участка ко мне - посмотри - ты ж один хрен байдыки сшибаешь. Спрашиваю у сварных в чём дело? Ответ - а хрен его знает , не так и всё, хуже. Причём про хуже говорят только пара старых. Молодой не различает. Ну делать нечего - надо смотреть - снимаю крышку , внутри транс , мост трёхфазный и кондёры . я не ожидал их там увидеть, с десяток или меньше не помню. Короче шваркнули. Что не раскрылось , то без ёмкости. В общем премию выписали , я как радиолюбитель добыл два десятка 10000 на 80 вольт , поставил. Старики говорят - бомба , всё окей. Казалось , три фазы , пульсации маленькие , чё еще надо , дуга и дуга , хай горит. Но видимо какие то нюансы есть.
Теперь по делу. Если проанализировать классические характеристики , то увидим , что при помощи балласта на обычных сварках ток К.З. отличается от тока рабочего почти в два раза . причём характеристика падения почти линейная. Соответственно при каплеобразовании и местном уменьшении длинны дуги, ток увеличивается пропорционально. В идеале дуга - стабилитрон, в реале есть масса нелинейностей и коротких или около замыканий. и ток болтается довольно прилично. Основная масса инверторов старается застабилизировать рабочий ток довольно жёстко, используя крутопадающий режим и не переходя на жёсткую ветвь. При стабилизации тока балластом наклон характеристики гораздо больше.
Вот я и подумал , а не сделать такую же характеристику в инверторе. Ну и сделал. Сварным этот режим понравился. От всяких форсажей отказался. Они оказались ни к чему. Ток К.З. и наклон перехода в полужёсткий режим регламентируется ёмкостями С30 и С38. С30 определяет время отключки компаратора и соответственно ток короткого замыкания. С38 определяет наклон характеристики, за счет размазывания по времени отработки компаратора. Проявляется это в скорости увеличения тока при уменьшении сопротивлении нагрузки. Отсюда и больше возможностей сделать любой режим сварки - и пожёстче и помягче. Тот номинал резистора R7 который указан на схеме определяет степень заполнения импульсов в холостом режиме - меньше , чем общепринятый, отсюда напряжение на выходе чуть меньше, но при работе на короткой дуге это не мешает.
Ну вот, пока всё про возможности и качество дугообразования.
Можно подробней про R52-R56? какой мощности должны быть и какие?
Почему решили избавиться от трансформатора тока? Как бы гальваническая развязка должна быть в целях безопасности.
Сварочный инвертор avt 200
ИМПУЛЬСНЫЙ СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства. В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.
Поэтому была поставлена задача, сконструировать такой модуль, который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом сварочный аппарат должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
И эта задача была выполнена. Так появился сварочный инвертор AVT 200.
В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать сварочный аппарат двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью. Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения.
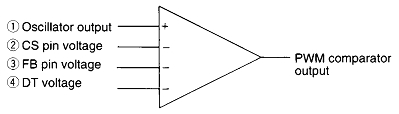
Это вход PWM компаратора - DT voltage.
Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт.
А схема этого узла предоставлена на рис 3.
Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором.
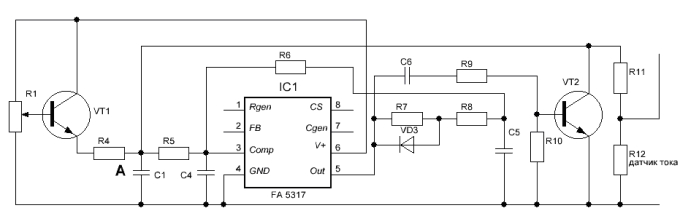
Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора.
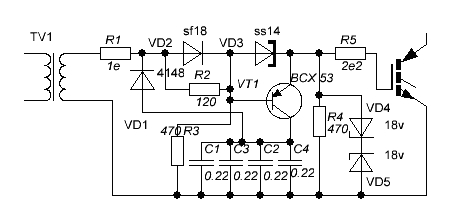
Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 - узлу драйверов. Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла.
УВЕЛИЧИТЬ
При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель.
Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон. В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер.
Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр.
Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество.
В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного. И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток.
На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер.
В остальном плата силового трансформатора особенностей не имеет.
Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 - 4 см.кв. длинной около 80 – 90 мм , количество витков – 10.
![]()
Простой в повторении и изготовлении сварочный инвертор Липина (косой мост)
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
KT117 871 постов
oleg1ma 1 368 постов
вован 273 постов
RadioRamzes1 470 постов
Популярные посты

oleg1ma
Выложу тут, а то в личку каждому, кого посетит вдохновление скидывать неохота.Вот фотки аппарата на 120а, что интересует страшивайте.Дешевый сварочник.zip
rn3qmo
Хорошо. К чему это - непонятно. Мы тебя похвалим,молодец. А далее что? Этих схем полно,можно одним местом покушать. Не фонтан. Мой комментарий некорректный,поэтому отвечать не надо на него
KT117
Изображения в теме


Ничего особенного. Скорее всего два самореза и вверху защелок пара. Тему про еще не принесенный фен заводить ну прямо не знаю. Начинаешь когда разбирать понятно все становится без интернетных чтений. Пальцами аккуратно пошатать и примерно ясно где защелки П.С. Не dyson-вот где увлекательные слова с разборкой
А можно и вообще его вырвать. Я так однажды 3ГД-2 без диффузора оставил. Лет 10 назад приятель попросил подлечить свои старенькие 6АС-2. А мой детёныш, когда я снял с одной перделки защитную решётку, ткунала через дырдочку на мордахе пищалки пальчиком и вмяла колпачок. Я решил его быстренько пылесосом поправит. 2-киловаттному филипсу отстегнул "дишло" с щёткой, включил, подношу к дырдочке пищалки - чпок, и колпачок вместе с катушкой в "кружке" пылесоса. Крышку декомпрессии на кривулине патрубка я открыть-то забыл. Две недели ждал, когда с авито приедет живая старушка.

Здравствуйте! Во вторник на ремонт принесут, указанный в заголовке фен. Проблема у него вроде как простая, при перегибе шнура у основания, то работает, то нет. По идее разобрать, выкусить поврежденный участок и припаять на место, все просто. Но, я знаю, что современные фены не так просто разобрать, так как есть скрытые винты и защелки. Если кто с таким сталкивался, подскажите хитрые моменты при разборке.

Уменьшается частота осцилляции. Может быть срыв генерации и хана. Гдет у вас косяк с системой. Возможно в обратной связи. Самого усилителя. Нет.

@Vslz это ваше воображение так рисует? Это маломощные движки, там ключ даже не греется. А уменьшить время противоэдс можно включив резистор или стабилитрон последовательно с диодом. Это слегка улучшает стабилизацию. А где полка ЭДС?
режим DCM будет сопровождаться сильным свистом, большой амплитудой тока ключа. Так и коллектор подгореть может.
Читайте также: