Сварка пнд труб электромуфтами без сварочного аппарата
Обновлено: 20.09.2024

Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, которые будут изложены далее.
- Способы сварки PE труб
- Используемое сварочное оборудование
- Подготовка к сварочному процессу
- Режим стыковой сварки
- Раструбная сварка ПНД труб
- Электромуфтовая сварка полиэтилена
- Присоединение трубы к компрессионному фитингу
- Врезка седелки в трубу
Способы сварки PE труб
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
![Мини-прибор для стыковой сварки]()
ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
- раструбный;
- электромуфтовой;
- стыковой.
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.
Используемое сварочное оборудование
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о его приобретении каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
![Стыковое сварочное оборудование]()
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.
![Комплект для раструбной сварки]()
Готового комплекта оборудования для раструбной сварки хватит для проведения монтажных работ не только с полиэтиленовыми трубами, но и с полипропиленовыми
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат;
- ножницы-труборезы;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Подготовка к сварочному процессу
Немаловажным фактором качественной сварки трубопроводов из ПНД является их предварительная подготовка. Необходимые манипуляции для формирования хорошего сварочного шва будут представлены в виде инструкции. Непосредственно перед нагревом спаиваемых деталей нужно:
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
После всего необходимо очистить края соединяемых деталей от стружки.
![Снятие стружки с трубы]()
Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.
Режим стыковой сварки
Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.
![Вставка нагревательного зеркала между трубами]()
Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.
![Формирование сварного шва]()
Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
Раструбная сварка ПНД труб
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.
![Готовый к работе паяльник]()
Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
При достижении заданной температуры на нем загорится сигнальная (обычно зеленая) лампочка.
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.
![Нагревание деталей насадками на утюге]()
Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.
![Таблица параметров раструбной сварки]()
Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.
![Соединение нагретых деталей]()
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.
Электромуфтовая сварка полиэтилена
Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.
Основные этапы сварки:
- Очистка и механическая обработка фитинга и концов труб.
- Центрирование и вставка трубы в электромуфту.
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.
Последний этап — отключение электроэнергии и остывание трубы.
![Процесс электромуфтовой сварки]()
Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
![Таблица параметров сварного шва]()
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
![Нормальный сварной шов]()
![Шов с маленьким гратом]()
![Валики с увеличенными сверх нормы размерами]()
Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью
![Радиальное смещение валиков]()
Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый: внешний осмотр
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Шаг второй: обрезка
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
![Дисковый труборез для пластиковых труб]()
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг третий: одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
![Одевание колец на шланг]()
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Шаг четвёртый: закручивание
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
![Закручивание зажимной гайки]()
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый: подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй: сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
![Разметка места под сверление]()
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий: сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
![Сверление отверстия в трубе]()
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый: сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
![Окончательная сборка сиделки]()
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Выводы и полезное видео по теме
Предложенные видеоролики наглядно продемонстрируют все виды сварки ПНД труб, а также ознакомят с процессом сборки компрессионного фитинга и седелки.
Раструбная сварка полиэтиленовых труб:
Процесс электромуфтовой сварки:
Стыковая сварка ПНД труб полуавтоматическим аппаратом с гидравлическим приводом:
Монтаж на трубу компрессионного фитинга:
Установки седелки на ПНД трубу:
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги. Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Технология электромуфтовой сварки труб ПНД – преимущества метода
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.
![сварка труб ПНД встык]()
Особенности стыковой сварки
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.
![сварка ПНД труб электромуфтами]()
Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.
![технология сварки полиэтиленовых труб муфтами]()
Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
![электромуфтовая сварка труб ПНД]()
Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.
![паяльник для труб ПНД]()
Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
![как паять полиэтиленовые трубы]()
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
![пайка ПНД труб своими руками]()
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб.
![как паять трубы ПНД]()
При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.
![пайка полиэтиленовых труб инструкция]()
Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.
![как спаять ПНД трубу своими руками]()
Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.
![паяльник для пэ труб]()
Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
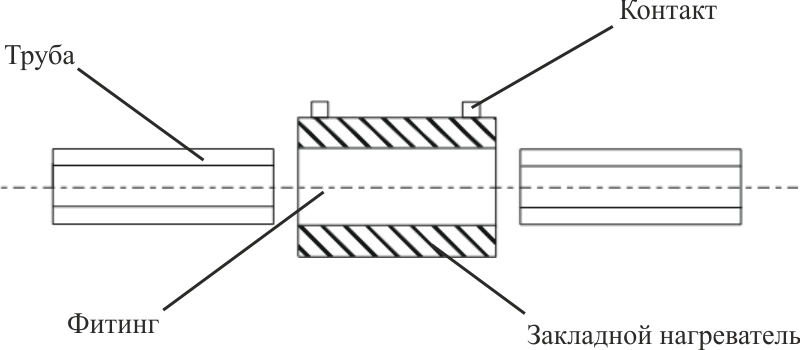
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
![Схема электромуфтовой сварки]()
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).
![pozicioner-pndelo-63]()
Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Читайте также: