Сварка под давлением газа
Обновлено: 02.07.2024

Сварка газовых труб должна выполняться с соблюдением всех норм, так как даже небольшая утечка природного газа может привести к большой трагедии. Выбор технологии сварки зависит от места, где прокладываются трубы, материала, из которого они сделаны, и его толщины.
Монтаж газопроводов не доверяют новичкам. И уж тем более не стоит пытаться сделать провести газ в дом своими руками. Более подробно о том, как выполняется сварка газовых труб, читайте в нашем материале.
Способы сварки газовых труб

Прежде чем приступать к сварке газовых труб, нужно выполнить подготовительные работы:
- очистить свариваемые поверхности от грязи, ржавчины;
- растворителем удалить остатки масла;
- оформить кромки толстостенного трубопроката (для тонкостенного этого не требуется);
- притупить острые края кромок.
Затем трубы центрируют, совмещают их оси. Для этого используют специальное оборудование. Заготовки необходимо зафиксировать, например, соединив их короткими поперечными швами на некотором расстоянии друг от друга. Расстояние между прихватками (соединительными швами) зависит от диаметра трубы.
Технология газовой сварки труб выбирается в зависимости от диаметра и толщины стенок заготовки:
- Трубопроводы диаметром до 150 мм и толщиной стенок до 6 мм соединяют газовой сваркой с ацетиленом или пропаном. Если толщина стыка меньше 3 мм, разделка кромок не нужна, если больше – кромки необходимо срезать под острым углом, чтобы сварное соединение было более прочным.
- Стальные трубопроводы сваривают аргонодуговой, а также сваркой MIG/MAG.
- Небольшие объемы сварочных работ позволяют использовать автоматическую, полуавтоматическую или ручную электросварку. Число повторов зависит от толщины стенок трубопроводов.
- Полуавтоматы подходят для финишной сварки, используются с флюсами или защитной газовой средой.
Монтаж внутридомовых трубопроводов осуществляется обычно газовой сваркой, очень редко – электросваркой.
Каждая технология обладает своими достоинствами и недостатками. Какой сваркой варить газовые трубы, зависит от материала трубопровода, а также от доступа к трубам на монтируемых участках газопровода.
Общая схема сварки газовых труб
Работы по монтажу трубопроводов выполняются в соответствии со сварочными схемами, входящими в комплект технической документации. Схемы рисуют в виде эскизов без соблюдения масштаба.

На схеме обозначают поворотные и неповоротные сварные стыки. Проще сваривать поворотные, т. к. специалист может работать с ними в любом удобном для него положении. Кроме того, они менее подвержены появлению дефектов.
На схеме каждому стыку присваивают номер, а также отмечают необходимые виды контроля работ, вносят сведения о классе или группе трубопровода.
В сводную таблицу вносят следующие данные о сварных соединениях:
- количество стыков;
- параметры стыков;
- способы контроля качества сварочных работ.
Допускается выполнение схем в аксонометрической проекции. Документ должен содержать подписи руководителя и исполнителей. Схема – своего рода руководство по правильной сварке газовых труб, включающее процесс планирования работы и контроль по ее завершению.
Принцип электродуговой сварки газовых труб
Электросварка газовых трубопроводов начинается с подготовки кромок:
- кромки выравниваются болгаркой под прямым углом;
- заусенцы обрабатываются напильником;
- кромки толще 3 мм разделываются под углом до 60°;
- стыки очищаются от грязи и ржавчины, обезжириваются.

Прежде чем выполнять сварку газовых труб электросваркой, нужно в нескольких местах прихватить заготовки плавящимися электродами:
- стенки толщиной до 3 мм – свариваются за один подход;
- толщиной до 6 мм – в два подхода;
- толще 6 мм – в три и более.
Поворотные стыки сваривают с помощью специальных вращателей за один подход. Если доступ к трубопроводу затруднен, то шов заваривают фрагментарно, пока весь стык не заполнится расплавленным металлом. Последний слой сваривают полностью, стыки соединяют внахлест.
Рекомендуем статьи по металлообработке
Метод сварки MIG/MAG газовых труб
При сварке газовых труб по технологии Metal Inert/Active Gas соединение выполняется в защитной газовой среде. Так работают с заготовками из углеродистых сталей. В свариваемую зону подается присадочная проволока, плавящаяся под воздействием электрической дуги.

Благодаря защитной газовой среде обрабатываемый металл не окисляется. В инверторных полуавтоматических аппаратах присадочная проволока используется в качестве электрода. Для регулировки подачи газа используется редуктор или расходомерное устройство.
Сварку газовых труб выполняют следующими способами:
- ручным, при котором сварщик сам подает присадочную проволоку в сварочную зону (наиболее простой и дешевый способ);
- полуавтоматическим, при котором для подачи присадки используется пистолет, скорость подачи можно регулировать (чтобы работать с инверторным оборудованием, нужен определенный опыт, умение контролировать получаемый сварочный шов);
- автоматическим, в этом случае присадочная проволока подается с одинаковой скоростью (наиболее дорогостоящий способ).
Защитная среда формируется за счет углекислого газа со средним расходом 15 л/час при работе с тонкостенными трубами. Выбор присадок зависит от материала, из которого изготовлены газовые трубопроводы.
Аргонодуговой способ сварки газовых труб
Сварка газовых труб по технологии TIG (Tungsten Insert Gas) выполняется с помощью тугоплавких вольфрамовых электродов.
Электрическая дуга:
- расплавляет кромки стыков (при соединении тонкостенных труб и металлопроката);
- плавит присадочную проволоку.
Магистральные трубопроводы свариваются с помощью выпрямителей или инверторов. Работы выполняются в защитной среде, образующейся в результате ионизации аргона при обратной полярности.
При работе нужно учитывать ряд особенностей:
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для работы необходим ток силой от 150 до 500 А в зависимости от материала и толщины заготовки. Диаметр электрода выбирают в соответствии с силой тока.
Преимущества и недостатки разных методов сварки газовых труб
К достоинствам аргонной сварки газовых труб относят:
- получение высококачественного и надежного шва;
- долговечность сварного соединения;
- возможность использования для работы с трубопроводами из нержавеющей стали и титана.
Среди недостатков:
- необходимость специальной подготовки;
- не все оборудование может работать в режимах DC и AC/DC.
Преимущества технологии MIG/MAG для сварки газовых труб:
- высокая производительность;
- небольшое количество дыма;
- простая автоматизация сварочного процесса;
- отсутствие шлака.
Недостатки заключаются в сложности работ на открытом воздухе и неудобствах, вызванных использованием газового баллона.
Плюсы технологии полуавтоматической сварки газовых труб:
- надежные и качественные соединения;
- подходит для работы с металлами разной толщины;
- позволяет работать в разных положениях;
- невысокая стоимость при использовании активных защитных газов.
Достоинства стыковой сварки газовых ПНД труб:
- невысокая стоимость работ;
- большая скорость;
- простота монтажа;
- возможность работы с трубопроводами большого диаметра (до 1 200 мм).
Газовая сварка труб
В процессе газовой сварки металл плавится под воздействием пламени. Технология подходит для работы с заготовками, толщина стенок которых превышает 3,5 мм. Ацетилен и другие горючие газы нагреваются до +3 000 °С. При работе с тонкостенными трубами нужны защитные флюсы, предотвращающие прожоги металла.
В сварочную зону присадку подают перед горелкой. Плавясь, она образует сварную ванну и формирует шов. Наплавочный валик создают, перемещая пламя горелки. Для того чтобы получить прочное качественное соединение, необходимо равномерно прогреть стенки и присадочную проволоку, не допуская непроваров и утечки газа.
При затрудненном доступе к стыку трубы соединяют операционным швом. В доступных местах используют поворотные соединения. При монтаже внахлест труб разного диаметра место соединения обрабатывают несколько раз, образуя сглаживающий слой. Сварные швы, получаемые в результате газовой сварки, более низкого качества, чем соединения, полученные в результате применения технологии MIG/MAG или TIG. Начинающие сварщики могут прожечь металл или, напротив, оставить непроваренные участки.
Сварка полиэтиленовых газовых труб встык
Для сварки полиэтиленовых газовых труб используют аппараты с ЧПУ, механическое или гидравлическое оборудование. Параметры сварных работ (температура, время нагрева и пр.) выбирается в соответствии с прилагаемыми к аппаратуре таблицами и зависит от толщины стенок и диаметра заготовки.

Стыковая сварка газовых труб из полиэтилена выполняется в несколько этапов:
- заготовки помещают в сварочный аппарат;
- между ними устанавливают горячую плиту;
- торцы труб с усилием прижимают к плите;
- за счет воздействия горячей плиты полиэтилен, из которого изготовлены трубы, начинает плавиться;
- давление на трубы уменьшают, а их торцы нагревают;
- плиту убирают;
- заготовки соединяют под небольшим давлением.
После того как трубопровод остынет, его можно использовать. В результате образуется качественный шов, выдерживающий давление до 4,5 МПа.
Нюансы выполнения работ по сварке газовых труб в квартире
Сварку газовых труб большого диаметра в частном доме выполняют ручным электродуговым или полуавтоматическим способами. Для повышения надежности трубопровода на стыках труб разного диаметра используются переходники.
Прежде чем приступить к сварочным работам, перекрывают газ. При необходимости участок трубопровода демонтируют резаком. Если нужно перенести трубу, на стык устанавливают металлическую заглушку.
Работы проводятся в следующем порядке:
- трубу продувают для удаления остатков природного газа;
- демонтируют заменяемый участок трубопровода;
- зачищают и обезжиривают кромки стыка;
- по окончании сварных работ заполняют трубу;
- проверяют герметичность стыков (шов обрабатывают мыльным составом, появление на нем пузырьков говорит о негерметичности).
Самостоятельно монтировать и демонтировать газоходы запрещено.
Магистральную разводку газового трубопровода можно выполнять после получения разрешения газовой службы и разработки и утверждения проектной документации. В обязательном порядке должны быть врезаны краны для перекрывания подачи газа.
Техника безопасности при сварке газовых труб
Самостоятельно переносить газовые трубы в квартирах запрещено, для этого необходимо обратиться в газовую службу.

Во время сварочных работ металл окисляется, пары окисления остаются в воздухе. Неправильное обращение с ацетиленом и горелкой может вызвать взрыв. Также могут воспламениться клапаны кислородных редукторов, если, например, резко открыть баллон. Опасность представляет взрыв находящегося под давлением кислородного баллона.
Видимые и инфракрасные лучи, вырабатываемые в процессе газовой сварки, оказывают вредное воздействие на зрение. Работы нельзя выполнять рядом с легковоспламеняющимися и огнеопасными материалами. Сваривать трубопроводы можно только в хорошо проветриваемом помещении.
До подачи газа проверяется герметичность всех соединений. Чтобы работы были безопасными, а результат – качественным, следует обращаться к специалистам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Виды газовой сварки

Газовая сварка – метод соединения деталей, работающий там, где дуговая сварка пасует. Соединение цветных металлов, тонкостенных труб, получение аккуратных швов – все это об этом методе соединения материалов. Все виды газовой сварки применяются практически везде: от строительства до ремонта автомобилей и в быту.
Однако такой метод обработки металлов требует высокого профессионализма и досконального знания материальной составляющей. Какие газы использовать для сварки того или иного металла, какую горелку выбрать, каким способом варить – обо всем этом вы узнаете из нашей статьи.
Что нужно знать о газовой сварке

Газоплазменная сварка, называемая также газовой, объединяет две металлические детали или листа, расплавляя их края и объединяя основной материал с припоем или добавочным металлом. Расплав достигается созданием области высокой температуры в зоне сварки с помощью сгорания некоторого газа с определенной скоростью. Как газовая резка, так и сварка происходят путем экзотермической реакции расплавленного металла с горящей газовой смесью, подающейся к месту реза (сварки).
Требуемая для соединения температура горения достигается смешиванием кислорода с каким-либо горючим газом. Процесс соединения газов происходит внутри газового смесителя, куда они поступают из разных источников. На выходе из смесителя происходит искусственный поджог газа. В соответствии с технологией сварки газом, объем подачи каждого из компонентов смеси регулируется отдельно. Благодаря этому создаются наилучшие условия для резки и соединения металлов. Данный принцип характерен для любого газопламенного аппарата.
Посредством аппарата газовой сварки можно:
- сваривать различные заготовки;
- паять (например, ремонтируя испорченные детали);
- наплавлять;
- разрезать металлопрокат в листах или трубы на заготовки.
Благодаря множеству преимуществ, сварка газом применяется в различных отраслях хозяйства: промышленном производстве, строительстве, ЖКХ, ремонте автотранспорта, для бытовых целей в городских квартирах, на дачах и в домах. Газосварка может соединить практически все виды металлов. Сфера ее применения обширна: слияние частей сложных конструкций, деталей из цветного металла, тонкостенных труб и пр. А если правильно выбрать припой и подобрать условия, то можно сварить чугун и напаять на него латунь. Газовая резка и сварка позволяют получать изделия высокого качества.
Процесс пайки происходит методом нагрева заготовок с одновременным расплавлением припоя с флюсом. На расплавленных стыках заготовок идет процесс взаимного проникновения (диффузии) металлов и припоя. Шов при этом получается ровный и красивый, в дальнейшем он может быть дополнительно обработан.
Рекомендовано к прочтению
Метод наплавки используется для покрытия одной металлической заготовки иным по типу или структуре металлом. Поверхность основной заготовки нагревается до температуры запотевания. Данный метод позволяет ремонтировать и восстанавливать детали, наплавлять другой материал с лучшими прочностными характеристиками, увеличивать размеры изделия. Использование наплавки понижает стоимость ремонта, уменьшает количество используемого дорогого материала и продлевает срок службы.
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма заготовок, направление сварки газом и прочие факторы оказывают значительное влияние на ее технику.
Газовая сварка разработана для соединения чугуна, а также цветных металлов, поскольку, в отличие от дуговой, она выполняется быстрее и качественнее. Единственным исключением является легированная сталь. Причина – низкий коэффициент теплопередачи этого сплава, из-за которого заготовки значительно деформируются.
К настоящему времени разработаны разнообразные виды газовой сварки. Это «левая» и «правая», а также ванночками, многослойная и газовая сварка валиком.
При «правом» виде сопло сварочного аппарата ведется слева направо. Подача присадки осуществляется после прохождения соплом свариваемого участка. Пламя из сопла плавит присадку. Температура, при которой она расплавляется, как правило, меньше температуры плавления заготовки. Потому растопленная присадка ровно покрывает шов сверху.
«Левый» вид газовой сварки называют основным. При его использовании идет обратный процесс – справа налево, при этом подача присадки происходит спереди. Данный вид считается более простым, однако используется исключительно для листового тонкого металла. Помимо всего, он еще и менее экономичный, поскольку расход газовой смеси и присадки выше.
Вид соединения валиком применяют для листов металла и считают более трудоемким. Формой шов напоминает валик, откуда и пошло название. Имеет высокое качество – без шлаков, воздушных лакун и пор.
Ванная сварка – значительно более сложный вид газового соединения, требующий особого умения и навыков. Заключается он в спиральной укладке присадки в сварной шов, когда на проволоку воздействует пламя разной температуры, проходя через нее. Витки спирали немного перекрывают друг друга. Применяется для газовой сварки низкоуглеродистой листовой стали.
Многослойный вид газовой сварки считается сложнейшим из известных. Принцип его действия заключается в наплавке верхнего слоя на нижний с полным прогревом всех нижних слоев. Для получения качественного шва необходимо постоянно отслеживать положение стыков швов, они не должны находиться друг под другом.
Для каждого из описанных выше типов газовой сварки характерны свои виды швов.
Все указанные виды газовой сварки металла могут проходить с использованием флюса, который зависит от соединяемого металла. Флюс необходим для создания защиты сварного шва от снижающих его качество окислов.
Какие виды газов используются для газовой сварки
При газовой сварке используют различные виды газов: кислород, ацетилен, бензол, пропан, МАФ, бутан, керосин, углекислота, коксовый газ и пр. Чаще всего применяется ацетилен, поскольку температура его горения вместе с кислородом составляет +3 000 °С.
1. Ацетилен.
С2Н2 – такова формула чистого ацетилена. Этот вид газа не имеет цвета, пахнет чесноком, после вдыхания во рту появляется сладковатый вкус. Ацетилен чуть легче воздуха и считается опасным для человека.
Процесс приготовления данного вида газа прост: надо только смешать воду с карбидом кальция в нужных пропорциях. Поэтому его можно сделать на месте сварки, а можно привезти уже готовый, в баллонах. Карбид кальций является кристаллическим веществом, достаточно твердым, изготавливаемым посредством плавки при +1 900… +2300 °С кокса и извести.
Баллонный ацетилен выгодно использовать при небольших объемах работ. Для серийного производства эффективнее применять ацетиленовые генераторы. Основными достоинствами данного вида газа является чрезвычайно высокая температура горения, легкость его получения и удобство регулировки. Недостатками считается высокая стоимость и взрывоопасность.
2. Заменители ацетилена.
Заменителями С2Н2 для газовой сварки являются водород, пропан, коксовый газ, керосин, смесь пропана с бутаном и бензин. Эти виды, как и ацетилен, способны поддерживать высокую температуру в месте газовой сварки. Но, несмотря на повышенный расход кислорода, температура пламени все равно не достигает таких же параметров, как при горении ацетилена. Именно поэтому они применяются в основном для газовой сварки металлических конструкций из легкоплавких и цветных металлов. Для соединения стали они не подходят.
3. Кислород.

О2 выступает неким ускорителем горения, применяемым в процессе работы вместе с избранным газом. Максимальная температура горения достигается использованием чистого кислорода, что значительно повышает качество шва. При газовой сварки можно использовать все три сорта чистоты кислорода: 99,2 %, 99,5 %, 99,7 %. При этом отмечается прямая зависимость скорости работы и нормы расхода кислорода от его чистоты.
Кислород в виде газа не имеет вкуса и запаха, прозрачен и бесцветен, а также он тяжелее, чем воздух. Его получают: из воды – электролизом, из воздуха – путем глубокого охлаждения. После изготовления в газообразном состоянии кислород хранится в баллонах, в жидком – в танках. В процессе сварки необходимо внимательно контролировать количество поступающего кислорода, поскольку его переизбыток ведет к окислению шва.
4. Углекислый газ.
СО2 обладает сильной окислительной способностью и специфическим запахом. Воздух в 1,5 раза легче углекислоты, но она прекрасно растворима в водной среде. Для работ с чугуном, коррозийными сталями, углеродистыми сплавами и металлами, а также с низколегированными соединениями применяют три типа углекислоты.
5. Защитные элементы.

Для защиты сварной ванны от воздействия воздуха применяют инертные газы. Их преимуществами являются отсутствие цвета, запаха, влияния на металл и нерастворимость в нем.
- Аргон. Имеет несколько сортов. Редкие, активные металлы и сплавы соединяются аргонодуговым методом с использованием его высшего сорта. Для стальных и алюминиевых заготовок применяют первый сорт. Аргон не горюч и на 50 % тяжелее воздуха.
- Гелий. Используется специалистами для соединения алюминия, стали, а также активных и чистых материалов.
- Азот. Четыре сорта азота имеют разное количество основного вещества. Используется газ при работе с медью и ее сплавами.
Для улучшения процесса соединения металлов, а также качества шва применяются различные сварочные газовые смеси. Например, аргон и кислород, аргон и углекислота, а возможны смеси аргона, кислорода и углекислоты, а также гелия и аргона.
Какие виды газовых горелок применяются для сварки
Газовая горелка – важный и достаточно сложный элемент сварочного оборудования, хотя на первый взгляд таковым не является. Она необходима для получения факела, которое воздействует на металл, и помогает регулировать объем и мощность пламени в определенных границах.
Конструкции газовых горелок делятся на:
По виду используемого газа они подразделяются на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
По способу обработки делятся на:
1. Инжекторный и безынжекторный виды горелок для сварки с помощью газа.
Необходимость поддержания требуемого уровня давления подаваемого газа привела к снабжению горелки струйным насосом. Высокое давление газа не требует включения насоса, поскольку горючее подается с уже необходимым уровнем. Но если газ находится в баллонах под низким давлением, то его расход увеличивается. В таком случае давление искусственно увеличивают. Именно тогда применяется подача при помощи инжектора – принудительно. Затем в сварочной камере горелки происходит смешивание кислорода с иными газами до получения требуемой смеси, которая и создает факел.
Более простыми являются горелки, в которых нет инжектора. Газы (кислород и горючее) для факела поступают в смеситель посредством системы подачи. В нее входят: шланги, вентили и ниппели. Однородной смесь для качественного пламени становится уже в смесителе.
Она проходит по трубке наконечника и подается на мундштук, затем ее поджигают, образуя необходимое для работы пламя. Следует тщательно следить за параметрами давления подачи смеси из мундштука – таким образом можно регулировать процесс горения. Скорость, с которой смесь ацетилена и кислородом вырывается из мундштука, может равняться 70–160 м/сек. Если она будет недостаточной, то смесь, попадая внутрь горелки, взрывается в ней. Если слишком высокой – факел отрывается от горелки и тухнет.

В горелках высокого давления может использоваться метан и водород. Они достаточно просты в работе, но применяются значительно реже инжекторных горелок низкого давления.
2. Работа горелки низкого давления.
Система подачи (ниппель и регулировочный кран) поставляет кислород высокого давления (4 атм) в горелку. Газ проходит на высокой скорости через инжектор. В камере струйного насоса кислород своей струей создает пониженное давление (ниже атмосферного), благодаря чему в нее поступает горючий газ. Он проходит через ниппель и вентиль, а потом и инжектор, смешивается с кислородом в смесительной камере. Затем с необходимой для работы скоростью подается на мундштук.
В процессе работы расход кислорода неизменен, поскольку не подвержен внешним факторам. Чего не скажешь об ацетилене, на который влияют колебание давление, нагрев мундштука, возрастание сопротивления. Что приводит к повышенному его расходу.
3. Другие виды горелок.
Газовые горелки, функционирующие на жидком топливе, например, керосине, бензине, применяются в ряде отраслей промышленного производства. Принцип работы данного вида горелок заключается в распылении смеси кислорода и керосина и последующего испарения мелких капелек горючего нагревом мундштука.
Для эксплуатации этого вида горелок в безаварийном режиме необходимо соблюдать следующие требования безопасности:
- отслеживать форму сварочного пламени;
- регулировать факел в необходимых границах;
- устройство должно быть защищено и неуязвимо для воздействий извне;
- горелка должна быть удобна в использовании.
Чаще всего для проведения газовой и плазменной сварок применяется ацетилено-кислородная смесь. В качестве ее замены может быть использован пропан. Однако такой вид работ достаточно сложен и не под силу новичку, так как требует вдумчивой предварительной подготовки, что, несомненно, скажется на качестве шва и облегчит работу.
Технология сварки газовых труб

Сварка Труб
Сварка газовых труб – это особая операция, выполнить которую может только опытный сварщик (котельщик), получивший допуск к работе с системами под давлением. Ведь даже в бытовых газопроводах транспортируемая среда давит на стенки труб и стыковочные швы с силой в 3-4 атмосферы.
В этой статье мы расскажем нашим читателям, как варят бытовые газопроводы низкого давления, коснувшись различных технологий монтажа труб сваркой. Разобравшись в этом вопросе, вы сможете выбрать оптимальную технологию стыковки, подходящую и для конкретных условий последующей эксплуатации трубы, и для конкретного бюджета, выделяемого на установку газопровода.
Сварка газовой трубы: обзор технологий
Технология сварки элементов газового трубопровода зависит от конструкционного материала, применяемого в процессе изготовления трубы. А поскольку в газовом хозяйстве используют только два типа труб: металлические и полимерные то сварка таких трубопроводов может быть, соответственно – электродуговой, плазменной (газовой), аргонодуговой или диффузионной.
Причем каждая технология используется в конкретных условиях – в зависимости от толщины стенок трубы, сорта стали или пластика, внешнего диаметра трубопровода и так далее. Поэтому далее по тексту мы рассмотрим аспекты применения технологий стыковки стальных и полимерных изделий.
Сварка стальных труб

Стыковку компонентов стального трубопровода производят с помощью газовой, электродуговой или аргонодуговой технологий.
Технология газовой сварки труб применяется в случае монтажа элементов стального трубопровода, с толщиной стенки трубы до четырех миллиметров. Ведь, по сути, эта технология напоминает не классическую сварку, а пайку, когда расплавленный присадочный материал стекает в разогретый стык и, остывая, заваривает щель между трубами. Такой шов не обладает прочностью основного материала, но выглядит очень аккуратно.
Электродуговой способ сварки практикуют при значительной толщине трубы – от пяти миллиметров и более. Хотя при должном старании и умении подобрать режимы сварки дугой можно соединить и очень тонкие трубы. Эта технология гарантирует высокопрочное соединение. Ведь присадочный металл соединяется с основным на уровне межкристаллических связей. То есть, сварочный шов по прочности не уступает основному металлу.
Аргонодуговым способом можно стыковать трубы с толщиной стенки от десятых долей миллиметра до шести сантиметров. Толщина присадочной проволоки изменяется от 0,3 до 10 миллиметров в диаметре, а газовый флюс позволяет заполнять довольно широкие разделы с большой аккуратностью.
То есть, TIG (аргонодуговая с ручной подачей присадочной проволоки) и MIG (аргонодуговая с автоматической подачей сварочной проволоки) технологии гарантируют качество «газового» шва при прочности «электродугового» варианта.
Как это делается?
Сварка аргонодуговым и газовым способом происходит почти одинаково: трубы соединяются встык, кольцевым швом, формируемым в процессе нагревания основного металла и плавления присадочного материала. В качестве присадки используют стальную проволоку того же сорта, что и сталь в трубах.
Проволока вводится за точкой нагрева основного металла (сварочным пятном, образуемым электрической дугой или плазмой) и распределяется по шву возвратно-поступательными движениями (вдоль шва).
Электродуговая сварка ведется плавкими электродами. Причем ось прутка располагается перпендикулярно к плоскости трубы. Электрод заполняет разделку за один проход или за несколько проходов, двигаясь по кольцу без поперечных колебаний.
Сварка полимерных труб

Конструкционные полимеры, используемые в производстве труб, относятся к разряду термопластичных пластиков. Поэтому в процессе монтажа таких трубопроводов используется диффузионная сварка газовых труб под давлением – торцы труб нагревают и сдавливают, формируя соединение материала труб на уровне молекулярной решетки (полимерных цепочек).
Термомеханическая сварка полиэтиленовых газовых труб — это самая простая технология, освоить которую может любой сварщик. С помощью этой технологии соединяют термопластичные полимеры, используя для стыковки особые аппараты. В итоге получается высококачественный и высокопрочный шов, способный выдержать внутреннее давление до 4,5 МПа (около 40 атмосфер).
Диффузионная сварка встык осуществляется на особых станках, которые разогревают идеально подогнанные кромки труб с толстыми стенками и сдавливают прогретые кромки.
Тонкие трубы соединяют на электрические муфты. То есть, трубы вводятся в муфту, внутренний диаметр которой совпадает внешним диаметров трубопровода, после чего к клеммам муфты подают «сварочный» ток. В свою очередь клеммы соединены с легкоплавким металлом, встроенным в стенку муфты. Разогреваясь от электричества, этот металл плавит внутренние стенки муфты и наружную поверхность трубы.
Причем разогрев предполагает повышение температуры в зоне контакта лишь до 270 градусов Цельсия. То есть, диффузионная сварка газовых труб в квартире не угрожает ни владельцам жилища, ни их имуществу.
После остывания разогретый полимер образует новую цепочку, в состав которой входят молекулы муфты и трубы. В итоге получается высокопрочное соединение.
Cварка газовых труб проводится по различной технологии: плазменной, газовой, аргоновой, электродуговой. Соединения должны быть качественными, новички до монтажа газопроводов не допускаются, только специалисты с личным клеймом. Процесс регулируется ГОСТ 16037-80 и СНиП III-42-80. Выбор способа сварки зависит от сплава. Для монтажа используют стальной и пластиковый прокат. Для газопроводов бытового назначения традиционно используют металл.

Способы сварки
Технология монтажа зависит от диаметра трубы и толщины стенки:
- Газосварку ацетиленом или пропаном используют для труб до 150мм диаметром и стенкой до 6 мм. Стыки до 3 мм толщиной варят без разделки, на остальных предварительно срезают кромки под острым углом для образования прочного соединения.
- Аргонодуговая, MIG/MAG сварка применяется для стальных газопроводов.
- Электросварку проводят при небольших объемах, число проходок зависит от толщины проката. Для работы используют автоматическое, полуавтоматическое или ручное сварочное оборудование.
- Полуавтоматом обычно делают финишный слой, применяют флюсы или защитную атмосферу.
- При внутридомовой разводке электросварку применяют в исключительных случаях, обычно используют газовое оборудование.
У каждого из методов есть плюсы и минусы. Многое зависит от свариваемого материала, доступа к трубе на монтируемых участках.
Электродуговое сваривание
При сварке газовых труб электросваркой работы начинают с подготовки кромок. Их выравнивают болгаркой под прямым углом. Заусенцы зачищают напильником. Если стенки толще 3 мм, проводится разделка кромок под углом до 60°. Со стыков удаляют ржавчину, грязь, затем приводят обезжиривание.
Перед проходом шва детали прихватывают в нескольких местах плавящимися электродами в несколько проходов:
- тонкие стенки 3 мм варят за один раз;
- до 6 мм – в два слоя;
- более 6 мм толщиной – в три и более.
Поворотный стык проходят за один прием полностью, для работы применяют специальные вращатели. При затрудненном доступе шов варят фрагментарно, заполняя весь стык расплавленным металлом. Финишный слой делают сплошным, стыки сварочных соединений привариваются внахлест.

Сварка MIG/MAG
Технология Metal Inert/Active Gas предусматривает создание защитной атмосферы над рабочей зоной. Сварка газовых труб методом MIG/MAG применяется для проката из углеродистых сталей, заключается в подаче присадочной проволоки, расплавлением ее воздействия электрической дуги. Защитная атмосфера препятствует окислению расплава. В инверторных полуавтоматах присадочная проволока выполняет функцию токопроводящего электрода. Подача газа регулируется редуктором или расходомерным устройством. Способы сварки:
- ручной – сварщик подает присадку в сварочную ванну самостоятельно (самый простой и малозатратный вариант выполнения сварочных работ);
- в полуавтоматическом режиме присадка подается через пистолет с регулируемой скоростью (работа с инверторным оборудованием требует определенных навыков, умения контролировать шов);
- при использовании автоматов скорость подачи присадочной проволоки фиксированная (применяется дорогостоящее оборудование).
В качестве защитной атмосферы используется углекислый газ, средний расход для тонкостенных труб – 15 л/час. Присадочная проволока подбирается по типу материала трубы.
Аргонодуговой способ
Сваривать газопроводы по технологии TIG (Tungsten Insert Gas) нужно с использованием тугоплавких электродов на основе вольфрама. Он создает электродугу, под воздействием которой:
- расплавляются кромки стыкового соединения (при работе на тонкостенных трубах и прокате из ст.10, ст.20);
- расплав образуется разогревом присадочной проволоки.
При сварке магистральных трубопроводов пользуются выпрямителями или инверторами. Облако защитного газа создается над всей рабочей поверхностью, аргон ионизируется при обратной полярности.
Сила рабочего тока зависит от химического состава сплава, толщины проката. Возможные значения от 150 до 500 А. По ампераж подбирают диаметр электрода.
Газовая сварка
Суть метода в расплавлении металла под воздействием пламени. Газосварка применяется для монтажа трубного проката с толщиной стенки свыше 3,5 мм. Ацетиленом или другим горючим газом создается температура до 3000°С. Тонкостенный прокат варят с использованием защитных флюсов, они предохраняют трубу от прожогов.
В рабочую зону присадочная проволока подается перед горелкой, она образует ванну расплава, формирует катет шва. Наплавочный валик формируют движениями горелки, направлением пламени. Прочные соединения получаются только при равномерном разогреве стенок и присадки, важно избегать непроваров, чтобы не было утечек газа.
Когда доступ к стыку затруднен, используют операционный шов. В доступных местах делают поворотные соединения. При монтаже труб внахлест, если требуется перейти с одного диаметра на другой, место соединения наплавляют в несколько проходок, чтобы образовался сглаживающий слой. Качество швов при ацетиленовой сварке хуже, чем при MIG/MAG или TIG, качественные соединения по силам только опытным сварщикам. У начинающих возможны прожоги и непровары.
Особенности проведения сварочных работ в квартире
Для сварки трубопровода низкого давления небольшого диаметра традиционно применяют электродуговую ручную или полуавтоматическую сварку. При стыке участков разного диаметра нужны переходники, без них надежность газопровода снижается.
Перед сваркой газовых труб в квартире проверяют, перекрыт ли газ. Если требуется демонтаж участка, используют резак. При переносе трубы стык заглушают, наваривая пятак из металла. Основные этапы проведения работ:
- производится продувка монтируемого участка, чтобы удалить остатки природного газа;
- резаком демонтируется заменяемый участок;
- кромки стыка зачищаются, обезжириваются;
- после сварки магистраль заполняется;
- каждый стык проверяется в тестовом режиме на герметичность (на шов наносится мыльная смесь, если появились пузырьки, есть утечка).
К газоходам предъявляются особые требования, самостоятельный монтаж или демонтаж газопроводов запрещен.
Работы по магистральной разводке проводятся с разрешения газоснабжающей организации после утверждения проекта. Обязательно предусматривается врезка запорной арматуры – специальных кранов, перекрывающих подачу газа.
В многоквартирных домах работы проводятся под контролем газовой службы, в частных домах владельцы могут монтировать трубы самостоятельно, но придерживаясь требований СНиП.
Стыковое соединение труб по силам опытным сварщикам. От герметичности газопроводов зависит пожарная безопасность здания. Даже при небольшом дефекте возможны утечки, поэтому контроль соединений проводится в обязательном порядке.
Что такое сварка давлением
В ГОСТ 2601-24 сварка определяется как метод создания неразъемных соединений за счет образования между ними межатомных связей при нагревании или пластическом деформировании. В отличие от традиционных видов, которые основаны на нагревании до расплавления, сварка давлением выполняется под действием внешней силы, приложенной к месту соединения.
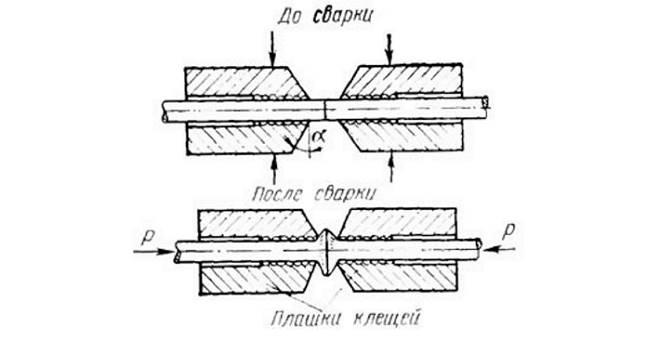
Сущность сварки давлением
При контакте двух тел начинается взаимная диффузия атомов. В обычных условиях обмен протекает очень медленно. При сварке давлением этот процесс ускоряется за счет трения кромок деталей под действием приложенной нагрузки. Для создания более прочных межатомных связей процесс проводят с предварительным местным подогревом. Участок, где протекает диффузия, называют зоной объединения или соединения.
Нагрев производят в печах, электротоком, индукционными установками, теплом от химических реакций, электрической дугой. Технология сварки давлением с подогревом не идентична традиционным видам. Например, при сочленении встык, кромки сначала оплавляют, затем подвергают деформации. Смесь металла со шлаком, которая выдавливается наружу после сжатия, называется гартом.
Особенности сваривания
В отличие от классической технологии у сварки под давлением отмечают следующие преимущества:
- снижение затрат, так как нет необходимости в расходных материалах (электроды, флюсы и т. д.);
- сочленение заготовок из любых металлов, даже разнородных;
- заготовки из материала с высокой пластичностью (медь, алюминий, свинец) можно сваривать давлением без предварительного нагрева.
Для образования качественного соединения необходимо выполнение определенных условий:
- Очистка от грязи, ржавчины, обезжиривание зоны контакта.
- Постепенное наращивание нагрузки, чтобы сначала деформировались контактирующие слои, а потом запускался процесс диффузии. Вибрационное воздействие повышает прочность шва, так как атомы получают больше энергии.
- Соблюдение равномерности температуры при работе с заготовками из легкоплавких материалов.
При соединении стальных элементов образуются химические элементы под названием интерметаллиды, которые делают шов прочнее. Они возникают, если в составе деталей содержится хром, кобальт, молибден или вольфрам. Никель не образует интерметаллидов, поэтому соединение заготовок из этого металла получается непрочным.
Виды сварки давлением
Способы сварки металлов давлением подразделяются на 2 группы:
- Механические выполняются только за счет приложения усилия. В группу входят сварка ультразвуком, трением, взрывом, холодная.
- Термомеханические (комбинированные) методы выполняются сочетанием механического воздействия и местного нагрева. В группу включены контактная, диффузионная, газопрессованная разновидности сварки давлением.
Контактная
При соединении этим способом заготовки нагревают электрическим током, затем сжимают. В зависимости от способов выполнения контактная сварка бывает:
- точечной;
- рельефной;
- шовной;
- стыковой.
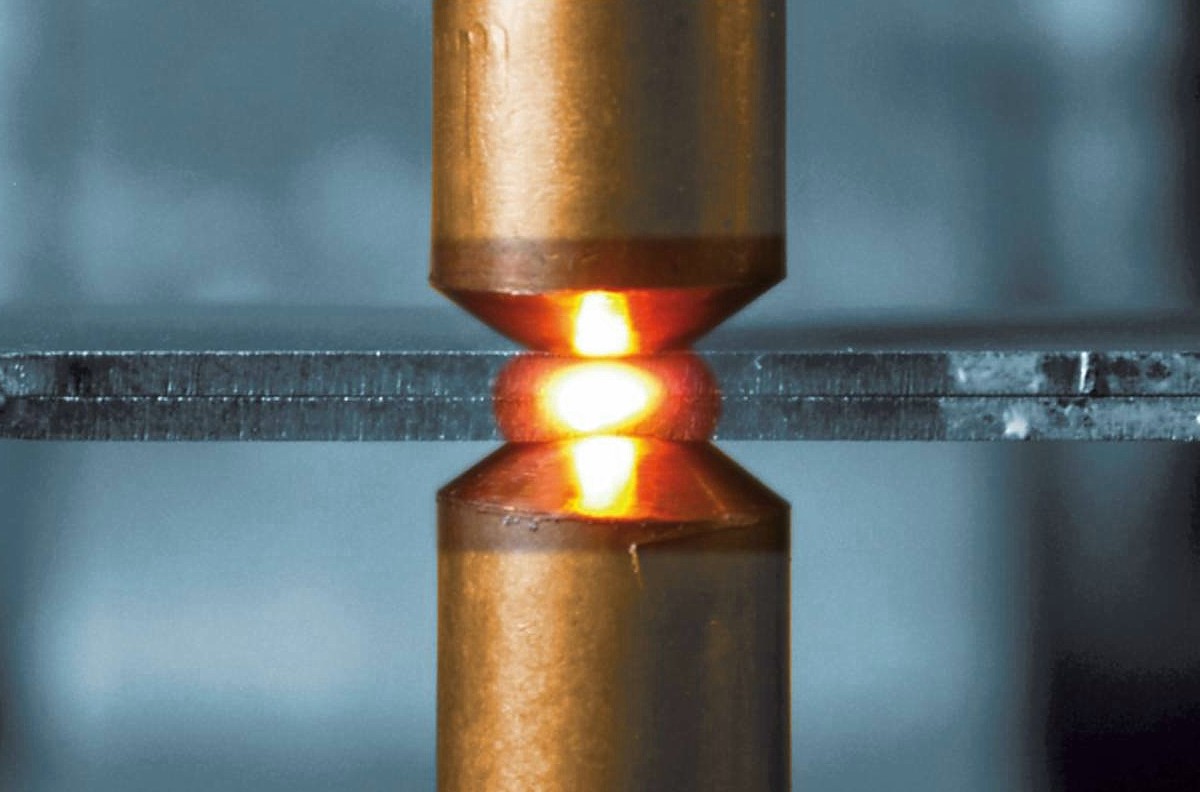
При точечной сварке давлением заготовки, уложенные внахлест, соединяют в одной или нескольких точках. Ток и усилие деформации передаются через цилиндрические электроды из медных сплавов диаметром 12 — 40 мм, которые расположены с одной или обеих сторон. Нагрев проводится до тех пор, пока верхние слои металла не станут пластичными, а внутренние расплавятся. Для выполнения этого условия электроды охлаждают водой. После прекращения подачи тока, детали кратковременно удерживают под давлением для охлаждения и кристаллизации металла. Этот способ применяют для сборки негерметичных конструкций (каркасов, сеток, узлов автомобильных корпусов, листового металла). Допустимая толщина заготовок от долей до 30 мм.
При рельефном способе механическое усилие и ток прикладываются к отштампованным выступам на поверхности. Это позволяет одновременно сваривать широкими электродами до 20 точек. Этим методом на детали из листового железа крепят болты, гайки, шпильки, создают герметичные соединения длиной до 10 см.
Шовную сварку давлением выполняют вращающимися дисковыми электродами (роликами) диаметром 40 — 350 мм с импульсной или непрерывной подачей тока. После прохождения деталей между роликами образуется сплошное соединение. Этим способом сваривают небольшие герметичные емкости со стенками толщиной до 3 мм.
При стыковой сварке детали сваривают по всей площади контакта поверхностей. Заготовки зажимают в губках электродов (подвижном и неподвижном), сближают, включают ток. После появления слоя жидкого металла ток отключают и, не снимая давления, проводят осадку. Этим способом стыкуют заготовки круглого, квадратного, шестигранного сечения, рельсы, трубы.
Диффузионная
Принудительный процесс обмена частицами на атомарном уровне между двумя твердыми телами называется диффузионная сварка. Для ее выполнения необходим нагрев места соединения до 0,5 — 0,7 величины температуры плавления и механическое воздействие 0,5 МПа. Длительность процесса зависит от состава деталей и может составить от 2 минут до нескольких часов.
На производстве обычно используют диффузионную сварку давлением в вакууме или среде защитного газа, которая была изобретена в середине прошлого века советским ученым Н. Ф. Казаковым. В разреженной среде можно соединять металлы с неметаллами, чего не может обеспечить холодная сварка. Материалы, устойчивые к кислороду, допускается сваривать на воздухе.
Этим способом создаются монолитные швы высокой прочности. При равных условиях, энергии тратится в 4 — 6 раз меньше, чем при контактной сварке. Процесс экологически чистый, так как нет опасных излучений и выделения вредных газов. Однако, из-за сложности дорогого оборудования и низкой производительности, повсеместного распространения не получил. Диффузионную сварку применяют на высокотехнологическом производстве:
- создают микроскопические полупроводниковые детали для электронных приборов;
- в авиационной и космической промышленности изготавливают ответственные детали;
- сваривают тугоплавкие металлы (вольфрам, тантал);
- соединяют металлы с керамикой, стеклом, сапфирами, графитом, сталь с медью и алюминием.
Трением
Метод основан на нагреве соединяемых поверхностей за счет трения между ними. Одна деталь крепится неподвижно, после прижима другой заготовки включают вращение. Когда место соединения нагреется до 0,7 — 0,9 температуры плавления вращение останавливают, усилие сжатия увеличивают в 2 раза.
Сваркой трением соединяют пластмассовые и детали из разнородных металлов. Неподвижная заготовка может быть плоской. К преимуществам также относят простоту выполнения, высокую производительность. Недостатком считают то, что одна деталь должна быть телом вращения. Сварка трением деталей диаметром больше 150 мм становится нерентабельной из-за повышенного расхода энергии.
Ультразвуковая
Метод основан на образовании пластической деформации под действием ультразвуковых колебаний частотой от 16 до 230 кГц при небольшом сжимающем усилии в диапазоне от 100 до 2000 кН. Для ускорения процесса допускается слабый подогрев. Ультразвуком и усилием сжатия сначала разрушается и удаляется оксидная пленка, затем формируется соединение.
Этим способом сваривают разнородные металлы, в том числе тугоплавкие, пластмассу, ткань из полимерных нитей. Ультразвуковая сварка незаменима для соединения сверхтонких, 0,005 мм, материалов. К достоинствам относят широкую сферу применения и возможность автоматизации. Основным недостатком считается невозможность сварки заготовок с толщиной больше 3 мм, так как при повышении мощности генератора разрушается волновод.
Взрывом
Этот вид сварки давлением очень прост. Как правило, соединяют две пластины. Над нижней устанавливаю верхнюю под углом. Сверху размещают взрывчатку с детонатором. После подрыва пластины сжимаются, поверхности деформируются до жидкого состояния, образуется соединение.
Этим способом сваривают как однотипные металлы, так и разнородные, делают детали и заготовки из композитных материалов. Сварка взрывом применяется для нанесения (плакирования) слоя одного металла на другой толщиной 0,01 — 43 мм. Достоинствами считают высокую производительность, дешевизну, простоту проведения. Из недостатков отмечают необходимость обучения персонала, отсутствие разработок по автоматизации процесса.

Методы сварки давлением были разработаны для создания соединений, которые невозможно выполнить классическими способами плавления. Однако за счет меньшего энергопотребления и простоты технических решений начинают вытеснять традиционные технологии во многих отраслях промышленности.
Читайте также: