Сварка под флюсом для закладных деталей
Обновлено: 16.05.2024
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл. 1.1 и приложением 2 настоящих РТМ.
1.5. При производстве работ по сварке соединений арматуры и закладных изделий железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций, а также главами СНиП по организации строительства и технике безопасности в строительстве, Правилами пожарной безопасности при производстве строительно-монтажных работ и другими нормативными документами, утвержденными и согласованными в установленном порядке.
1.7. Защита сварных арматурных и закладных изделий железобетонных конструкций от коррозии должна производиться в соответствии с требованиями, предусмотренными главой СНиП 2.03.11.
1.8. Выбор типов конструкций и способов сварки соединений арматуры и элементов закладных изделий следует осуществлять из условия:
а) применения сварных соединений и технологии сварки, обеспечивающих наиболее высокие эксплуатационные качества и полное использование механических свойств арматурной стали;
б) максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений путем применения:
1.9. В заводских условиях при изготовлении сварных арматурных сеток, каркасов и сварке стыковых соединений стержней следует применять преимущественно контактную точечную и стыковую сварку, а при изготовлении закладных изделий - механизированную сварку под флюсом и контактную рельефную сварку.
При отсутствии необходимого сварочного оборудования допускается выполнять в заводских условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры, применяя перечисленные в настоящих РТМ способы дуговой сварки.
1.10. При монтаже арматурных изделий и сборных железобетонных конструкций в первую очередь должны применяться механизированные способы сварки, обеспечивающие возможность неразрушающего контроля качества сварных соединений (например, ультразвуковой дефектоскопии).
1.12. Руководство сварочными работами и обеспечение технологических условий сварки, включающих правильность и рациональное применение стали, сварочных материалов, выбор оборудования и наладку режимов, контроль на всех стадиях выполнения работ и документальное фиксирование вплоть до сдачи объекта, осуществляет инженер (техник) по сварке или лицо, назначенное на указанную работу (мастер, прораб).
Инженерно-технический персонал обязан один раз в год проходить аттестацию по официально утвержденной строительным министерством (концерном) программе.
1.13. К работам по изготовлению сварных соединений арматуры и закладных изделий допускаются сварщики, прошедшие теоретическое и практическое обучение по сварке, соответствующих профилю их работы и имеющие удостоверения на право производства данных работ.
1.14. Условия сварки соединений с указанием фамилии сварщиков следует фиксировать в типовом журнале сварочных работ.
1.15. Не допускается сварка с использованием неисправного оборудования, при ненадежных электрических сетях, перебоях в подаче электроэнергии, а также при колебаниях напряжения в сети более 5% оптимальной величины, последние два условия должны соблюдаться особенно строго при ванной и ванно-шовной сварке стыковых соединений арматуры.
1.16. Сварочное оборудование и источники питания дуги должны каждые полгода подвергаться паспортизации. Эксплуатация сварочного оборудования, не имеющего паспорта или с просроченным сроком паспортизации не допускается.
Основные сведения по эксплуатации сварочного оборудования и формы документации приведены в приложении 3.
2. Арматурная сталь для железобетонных конструкций
Для армирования железобетонных конструкций различного назначения применяют стержневую арматуру и арматурную проволоку гладкого и периодического профиля, используемую при изготовлении сварных арматурных сеток, каркасов, закладных изделий и стержней, сваренных в мерные линейные изделия для обычных и предварительно напряженных конструкций.
Соединение элементов железобетонных конструкций между собой осуществляют через выпуски арматуры и закладные изделия, используя технологический процесс сварки, в котором следует учитывать особенности химического состава стали, масштабный фактор, условия выполнения работ и др.
2.1. Стержневая арматурная сталь
По механическим свойствам стержневая арматурная сталь подразделяется на классы, обозначаемые римскими цифрами от I до VII (после буквенных символов соответственно для горячекатаной арматурной стали - А, для термомеханически упрочненной - Ат). Осуществляемым переходом на новое обозначение в соответствии с международными в обозначении арматурной стали отражают ее класс прочности в виде установленного стандартами нормируемого значения условного или физического предела текучести вВ зависимости от эксплуатационных характеристик арматуры в обозначении термомеханически упрочненной арматурной стали свариваемой присваивается индекс С, стойкой против коррозионного растрескивания - индекс К (например, Ат-IVС, Ат-600К и т.п. ).
На предприятиях строительной индустрии стержневую арматурную сталь классов А-III и Ат-IIIС нередко упрочняют вытяжкой для повышения ее прочностных характеристик (при некотором снижении пластических свойств). Упрочнение вытяжкой производят до контролируемого удлинения и контролируемого напряжения не менее 5402.1.3. Механические свойства горячекатаной стержневой арматурной стали приведены в табл. 2.1, термомеханически упрочненной - в табл. 2.2; геометрические и физические параметры арматуры - в табл. 2.3, ее химический состав - в табл. 2.4 и 2.5.
2.1.4. Правила приемки и методы испытаний арматурной стали на растяжение регламентируются ГОСТ 12004-81 (6), методы испытания на изгиб - ГОСТ 14019-80 (7).
Арматурную сталь класса A-I изготовляют гладкой, а классов А-II и выше - периодического профиля. По требованию потребителя горячекатаную стержневую арматурную сталь классов А-II, А-III, А-IV и А-V изготовляют гладкой.
Арматурная сталь класса А-II имеет профиль согласно Рис. 2.1,а; горячекатаная классов А-II - А-VI и термомеханически упрочненная классов Ат-IIIС - Ат-VII - согласно рис. 2.1,б (ГОСТ 5781-82).
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИИ СВАРКИ ПОД ФЛЮСОМ НАКЛОННЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ И ТАВРОВЫХ СОЕДИНЕНИЙ ПО ЭЛЕМЕНТУ ЖЕСТКОСТИ
Рекомендованы к изданию секцией бетонных и железобетонных конструкций НТС НИИЖБ от 30 июня 1981 г.
Рекомендации по технологии сварки под флюсом наклонных соединений закладных деталей и тавровых соединений по элементу жесткости. М., НИМБ Госстроя СССР, 1982, 22 с.
Приведены основные положения по технологии автоматической дуговой сварки под флюсом наклонных соединений элементов закладных деталей, выполненных при углах наклона анкерного стержня к плоскости пластины от 5 до 85° и тавровых соединений анкерных стержней с плоским прокатом, имеющим элементы жесткости.
Рекомендации предназначены для сварщиков, инженерно-технических работников заводов строительной индустрии и проектировщиков.
ПРЕДИСЛОВИЕ
Настоящие Рекомендации составлены в развитие "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 (М., 1979).
Рекомендации содержат материалы по технологии автоматической дуговой сварки под флюсом наклонных соединений элементов закладных деталей, а также тавровых соединений анкерных стержней с утоненным прокатом, на поверхности которого предварительно создаются элементы жесткости*. Приведены методические рекомендации по подбору и определению параметров режима сварки, а также изложены требования к контролю качества сварных соединений, выполненных по новым технологиям.
*А.с. 920138 (СССР) Закладная деталь/А.М. Фридман, Р.А. Павлов, В.Н. Воронов – Б.И., № 14.
Рекомендации распространяются на сварку арматурных стержней диаметром от 8 до 25 мм из сталей классов A-I, А-II, А-III с элементами проката толщиной не менее 4 мм, преимущественно из сталей марок ВСт3.
Рекомендации разработаны НИИЖБ Госстроя СССР (канд. техн. наук А.М. Фридман, инженеры В.И. Игнатьев, Н.А. Потапов при участии Опытного производственно-технического предприятия "Энерготехпром" Главэнергостройпрома (инженеры В.М. Гдалевич, И.А. Коврин).
Все предложения и замечания по содержанию настоящих Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д. 6.
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Рекомендации распространяются на технологию электродуговой сварки под флюсом:
а) наклонных соединений анкерных стержней диаметром до 16 мм как с торцом пластины закладной детали, так и с ее плоскостью при угле наклона стержня к плоскости закладной детали соответственно от 5 до 25° и от 25 до 85°, а также анкерных стержней диаметром 18. 25 мм с плоскостью прокатного элемента при угле наклона от 60 до 85°;
б) тавровых соединений анкерных стержней с плоскостями листового или профильного проката, имеющих элементы жесткости.
1.2. Способы испытаний, дополнительные технологические указания, вопросы проектирования, правила производства и приемки работ, техника безопасности, аттестация сварщиков и допуск их к работе должны осуществляться в соответствии с действующими нормативными документами: ГОСТ 10922-75, СНиП II-21-75, СНиП II-23-81, СН 393-78, ГОСТ 12.3.003-75.
1.3. К работам, регламентированным настоящими Рекомендациями, допускаются сварщики, обученные технологии сварки, эксплуатации оборудования и получившие соответствующее разрешение квалификационной комиссии.
2. ТЕХНОЛОГИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ НАКЛОННЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Конструктивные элементы закладных деталей и материалы
2.1. Конструкция закладной детали, класс и марка стали ее элементов должны соответствовать требованиям проекта.
2.2. Анкерные стержни закладной детали (рис. 1) следует изготавливать из арматурной стали классов A-I, А-II, А-IIIпо ГОСТ 5781-75 диаметром dн от 8 до 25 мм. Длина анкерных стержней должна удовлетворять требованиям главы СНиП II-21-75 и ГОСТ 10922-75. Марки стали стержневой арматуры для закладных деталей должны отвечать требованиям главы СНиП II-21-75.
2.3. Пластины закладных деталей рекомендуется изготавливать из прокатной углеродистой стали, марки которой должны отвечать требованиям глав СНиП II-21-75 и СНиП II-23-81.
Рис. 1. Конструктивные элементы закладной детали
2.4. Допустимые минимальные соотношения размеров элементов закладных деталей должны соответствовать приведенным в табл. 1*.
Таблица 1
Класс арматурной стали
*При сварке под слоем флюса на оборудовании с ручным приводом отношение δ/dн должно быть не менее 0,75 при dн≤ 14 мм и перемещение анкерного стержня должно быть вертикальным
2.5. Угол α между стержнем и плоским элементом (рис. 1,a) должен составлять при dн≤ 16 мм. α = 5. 25° (сварка в торец), и (рис. 1,б) при dн≤ 16 мм. α = 25. 85°, а при dн =18. 25 мм α = 60 - 85° (сварка по плоскости).
2.6. Минимальное расстояние К от оси стержня (рис. 1) до края плоского элемента проката должно быть не менее 1,5 dн.
2.7. Минимальное расстояние z между стержнями (рис. 1) должно быть не менее dн + 35 мм.
2.8. При α≤ 25° рекомендуется соединение по рис. 1,а а при α≥ 25° - по рис. 1,б.
2.9. Для сварки следует применять флюс АН-348А по ГОСТ 9087-69.
Особенности процесса сварки
2.10. Процесс сварки осуществляется следующим образом (рис. 2): анкерный стержень-электрод устанавливают вертикально, а плоский элемент проката - под нужным углом к стержню, и сварочной дугой, горящей под флюсом между свариваемыми деталями, расплавляется заданная часть стержня и плоского элемента, образуя ванну расплавленного металла, которая удерживается от растекания формующими элементами; затем стержень погружают в эту ванну и после ее кристаллизации образуется сварное соединение.
Рис. 2. Этапы цикла сварки и схема изменений напряжения на дуге и перемещений анкерного стержня в процессе сварки
2.11. Процесс сварки включает ряд подготовительных и основных сварочных операций, осуществляемых оператором с помощью специальных устройств.
2.12. Подготовительные операции следует осуществлять следующим образом (рис. 3): пластину 4 укладывают в приспособление на плиту 5 под требуемым углом к вертикали; анкерный стержень 3 закрепляют вертикально в стержне-держателе установки так, чтобы он торцом своим касался поверхности пластины, затем устанавливают формующие элементы 2 и соосно со стержнем флюсосборный стакан с флюсом 1.
Рис. 3. Сборка свариваемых элементов при сварке стержня с плоскостью пластины
2.13. Управление циклом сварки осуществляется автоматически в той же последовательности как и при сварке под флюсом тавровых соединений элементов закладных деталей (рис. 2, 3). Включают сварочный ток и по цепи между стержнем и пластиной в течение времени t0 протекает ток короткого замыкания. Стержень отрывается от плоского элемента на заранее установленную величину начального дугового промежутка ε, при этом возбуждается сварочная дуга. Сначала, в течение времени t1, дуга горит при неподвижном стержне, а затем в течение времени t2 - при подаче стержня, обеспечивая напряжение на дуге 30. 35 В. За время t1 + t2 образуется ванна расплавленного металла и в нее на заданную глубину погружают стержень (выдержка времени t3). Наконец, ток выключают и свариваемые детали выдерживают до полной кристаллизации наплавленного металла (выдержка времени t4).
Примечание. Допускается при сварке стержней диаметром до 14 мм (сварка по способу рис. 1,а) и диаметром до 12 мм (сварка по способу рис. 1,б) использовать ручные устройства.
Оборудование и приспособления
2.14. Сварку производят автоматом АДФ-2001, выпускаемым Тбилисским заводом "Электросварка".
2.15. Источниками питания служат преобразователи постоянного тока BKCM-1000 или ВДФ-2001 (обратная полярность).
2.16. Конструкция и размеры медных водоохлаждаемых формующих устройств, используемых при сварке, должны быть приняты согласно данным рис. 3, 4, и иметь массу не менее 500 г.
Примечание. Толщина стенок формующих устройств должна быть более 10 мм.
Подготовка соединяемых элементов к сварке и особенности их сборки
Сварка под флюсом

Сварка под флюсом является технологией соединения металлических деталей/заготовок. Существуют различные способы сваривания: ручной, полуавтоматический, автоматический. Соответственно, используется различное оборудование, подбираются определенные режимы.
Благодаря своим неоспоримым преимуществам: точность, скорость, защита шва от коррозии, сварка под флюсом используется практически во всех сферах металлообработки: от машиностроения до изготовления труб большого диаметра и использования на мелких промышленных предприятиях. Как все происходит по технологии и какие проблемы часто возникают в ходе работы, подробно расписано в статье ниже.
Преимущества и недостатки сварки под флюсом
Сварщики знают о негативном воздействии кислорода при сварке и его воздействии на долговечность изделия и качество сварного соединения. Окислительные процессы являются причиной появления трещин на металлических сварных соединениях. Соблюдение технологичности процесса помогает избежать таких негативных моментов. Одной из них является сварка под флюсом. Это один из самых эффективных способов сварки металлов, обеспечивающий прочное и ровное сварное соединение. Но чтобы выполнить такой шов, необходимо наличие специального оборудования и соответствующий уровень квалификации сварщика.

Соединить детали из нержавейки, алюминия и меди зачастую просто невозможно без использования автоматической дуговой сварки под слоем флюса, который выполняет функцию защиты от воздействия кислорода. То же самое касается и классического метода с использованием ручной или полуавтоматической сварки. Плавление металла и соединение заготовок может происходить только при достижении высокой температуры электрической дуги.
Дуговая сварка зачастую сопровождается искрами и брызгами, а также повышенной задымленностью и интенсивным ультрафиолетовым излучением. При использовании технологии сварки под слоем флюса такие факторы исключаются, так как вся расплавленная ванна полностью находится под его толстым слоем, что делает этот процесс безопасным.
Помимо этого, нейтрализация дыма и излучения делает сварку под флюсом более безопасной относительно других способов сварных соединений. Операторам, осуществляющим контроль сварки, не нужно надевать защитную одежду, для этого подойдет и стандартная рабочая униформа.

Так как при дуговой сварке под флюсом используется электричество, то ее не нужно наносить под давлением. Помимо этого, повышенный уровень тепла, выделяемый в процессе сварки, позволяет соединять толстостенные заготовки.
Особенностью сварки под флюсом является ее высокая скорость осаждения металла. Именно это свойство может обеспечить глубокую сварную ванну. Сварка с применением порошковой проволоки под флюсом может ускорить осаждение по сравнению с использованием сплошной проволоки.
Помимо этого, большая концентрация тепла способствует ускорению сварки, скорость может достигать 5 м/мин. В результате структура выполненного шва становится более вязкой, долговечной, однородной и приобретает повышенную коррозионную стойкость. Кроме этого, сварное соединение выглядит более сглаженным и аккуратным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Самой сложной задачей при сварочных работах является избежание деформаций сварного шва. Причиной служит расширение и сжатие металла, а также неоднородных цветных металлов. Так как при сварке под слоем флюса применяется ускоренное сваривание с повышенной тепловой концентрацией, то это позволяет избежать таких нарушений.
Такая технология сварки выполняется не только в помещении, но и на открытом пространстве. Даже при небольшом ветре дуговую сварку под флюсом можно выполнить без нарушений требований, предъявляемых к таким видам работ.
Имеется и ряд недостатков:
- Повышенная сложность настройки оборудования.
- Невозможность проведения сварочных работ в потолочном и вертикальном положениях.
- Неровные края поверхностей свариваемых деталей, которые не позволяют выполнять качественное сварное соединение.
Кроме того, проконтролировать качество сварки сложно, так как сварное соединение находится под слоем флюса.
Сферы применения сварки под флюсом
Однако такая технология в промышленных масштабах оправдывает себя, так как обеспечивает повышение производительности труда, улучшает качество сварного соединения и надежность металлоконструкции в целом.

Сварка под слоем флюса нашла широкое применение в следующих промышленных отраслях:
- Судостроение. Корпус судна состоит из предварительно сваренных секций, изготовленных с помощью автоматической или полуавтоматической сварки. С помощью технологии секционной сборки значительно сокращаются сроки изготовления. В промышленном масштабе проведение сварочных работ при соблюдении технологии обеспечивает высокое качество сварного соединения.
- Нефтедобывающая отрасль. Методика позволяет производить сборку резервуаров из заготовок на месте при помощи сваривания стальных листов в полотнища рулонного типа.
- Изготовление труб большого диаметра для водных коммуникаций, нефтяной и газовой отрасли.
- В машиностроительной индустрии при массовом производстве металлоконструкций: вагонеток, вагонов, автомобильных колес и подобных изделий.
Существуют технологии сваривания цветных металлов, алюминия, титана и его сплавов, что дает возможность использовать сварку под флюсом при производстве высоконадежных конструкций, летательных аппаратов, бытовой и промышленной аппаратуры.
Необходимое оборудование для сварки под флюсом
Для выполнения автоматической дуговой сварки под слоем флюса необходимо обеспечить рабочее место:
- Сварочной плитой. Ее следует устанавливать на бетонную платформу, потому что она изготавливается из материалов, которые устойчивы не только к высоким температурам, но к резким температурным перепадам.
- Наплавной проволокой. Ее толщина обычно составляет от 0,3 до 12 мм, состоит из такого же материала, что и свариваемое изделие.
- Неплавящимся электродом, который включает металлический сердечник и керамическую оболочку.
- Системой, выполняющей подачу флюсовых частиц, состоящую из шланга необходимого диаметра и резервуара.
- Системой контроля. У автоматических установок она более модернизирована, чем у полуавтоматических.
При крупносерийных масштабах производства обычно используют специальный сборочный автоматический стенд, который позволяет не только сваривать любые конструкции, но и обеспечивает надежную фиксацию заготовок в том положении, в котором они должны остаться в готовом изделии. Такое оборудование обеспечивает повышенную надежность закрепления заготовок и позволяет исключить любые отклонения формы и соединения всей конструкции, несмотря на то, что сварщик при работе не видит шов.

Такая технология является идеальной при нанесении угловых и стыковых сварных соединений, процесс происходит быстро, с обеспечением требуемых параметров качества и надежности соединения. Управление конструкцией происходит в автоматическом режиме, поэтому стоит довольно дорого. В некоторых случаях, в качестве альтернативного варианта, стенд может быть оснащен мобильными головками.
Цена на полуавтомат намного ниже, однако такое оборудование требует намного большего участия сварщика в процессе. Оператор должен постоянно следить за вылетом электрода и направлением проволоки, несмотря на то, что последняя подается в автоматическом режиме. Мастер самостоятельно подбирает угол наклона электрода, варьирует скорость при нанесении шва и мощность напряжения согласно специфике обрабатываемого изделия.
Ручным оборудованием чаще всего пользуются любители-сварщики в частных мастерских, хотя бывают и особые случаи применения, если оно наиболее удобно из всех вариантов для сварки изделий. Ручную сварку можно применять из любых положений и даже в неудобных труднодоступных местах.
Виды флюсов для сварки
По методу изготовления флюсы могут быть:
- плавлеными;
- неплавлеными (керамическими).
Первый тип флюсов (плавленые) изготавливается из смеси кварцевого песка и шлакообразующих марганцевых руд. Сначала их размалывают, перемешивают, а затем расплавляют и гранулируют. Такой вид флюсов является относительно экономичным и в основном применяется для сваривания заготовок из низколегированных сталей.

В состав неплавленого вида флюса входят соли амфотерных металлов и окислителей, которые сначала измельчаются, перемешиваются с жидким стеклом до образования однородной массы, а затем гранулируются и прокаливаются.
Керамический вид обладает мелкодисперсной порошкообразной структурой, используется для сварки под флюсом высоколегированных сталей и сплавов на их основе, причем для конкретной марки свариваемой стали подбирается определенный состав флюса.
По химическому составу флюсы подразделяют на:
- оксидные;
- солевые;
- смешанные.
В состав оксидных флюсов, используемых для сваривания низкоуглеродистых сталей, входят кремний и оксиды активных металлов. Солевой тип флюсов содержит соли хлоридов и фторидов, используется для электросварки стали, легированной хромом и никелем, а также титана. В смешанных флюсах, предназначенных для сварки деталей из разных металлов или многокомпонентных сплавов, используются различные пропорции сочетания солей и оксидов металлов.
Технология сварки под флюсом
При автоматической сварке под слоем флюса скорость перемещения и траектория электрода, как и подача проволоки, регулируется управляющим процессором, функция оператора заключается в отслеживании состояния контроллеров процесса на случай необходимости экстренного отключения сварочного оборудования.
При полуавтоматической сварке под слоем флюса происходит автоматическое регулирование силы тока сварки, угла наклона электрода относительно линии сварки и скорости подачи проволоки, а ведение дуги выполняет сам сварщик вручную при помощи дистанционного управления или рукоятки. При использовании сварочного полуавтомата появляется возможность изменять некоторые параметры тока вручную непосредственно во время выполнения сварного соединения.
Метод ручной сварки под слоем флюса используют при наличии небольших сварочных установок, в которых система подачи флюса встроена в неплавящийся электрод. На сварщика возлагается обязанность регулировать в ручном режиме при помощи специальных кнопок скорость движения электрода и угол его наклона, подачу флюса и силу сварочного тока, а также следить за правильной траекторией движения.
Существует общая последовательность операций при сварке под флюсом:
- Удаление с поверхности заготовок оксидной пленки.
- Закрепление детали на сварочной плите.
- Выбор режимов настройки сварочного оборудования.
- Заполнение резервуара флюсом.
- Установка бухты с наплавной проволокой, присоединение свободного конца к электроду.
- Непосредственно сваривание деталей.
- Сбор неизрасходованного флюса после остывания заготовок и зачистка сварочного шва от шлака.
Во избежание холостой работы электрода и повреждения деталей следует особенно обращать внимание на расход флюса и проволоки.
Выбор подходящего режима сварки под флюсом
Выбор режимов сварки под слоем флюса зависит от таких показателей, как выбор способа удерживания сварочной ванны, планируемое количество проходов при нанесении будущего шва, толщина кромочных поверхностей и метод их разделки. Помимо этого, выбор технологии сварки зависит от вылета электрода и положения самого изделия, скорости сварки, диаметра сечения проволоки, напряжения и силы тока. При расчете перед обработкой для каждой детали используются индивидуальные параметры.
К примеру, если толщина заготовки не больше 30 мм, то для сварки под слоем флюса стыкового шва, что бывает чаще всего, будет достаточно одного одностороннего прохода. При большей толщине шов следует проварить с обеих сторон и желательно ввести дополнительные проходы.
Смысл одностороннего сваривания может быть лишь в том случае, если используется материал, который не боится перегревания и на швах не образуются сварочные трещины.
Для каждого конкретного задания можно выделить несколько параметров, которые следует всегда учитывать при подборе режимов сварки под слоем флюса:
| Толщина металла, мм | Диаметр проволоки, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч |
|---|---|---|---|---|
| 3 | 2 | 250–500 | 28–30 | 48–50 |
| 5 | 2 | 400–450 | 28–30 | 38–40 |
| 10 | 5 | 700–750 | 34–38 | 28–30 |
| 20 | 5 | 750–800 | 38–42 | 22–24 |
| 30 | 5 | 950–1000 | 40–44 | 16–18 |
Рекомендуемые табличные значения можно использовать для сварки под флюсом сталей с высоким, средним и низким содержанием углерода.
При сваривании тонколистового металла (до 6 мм) разделка кромочных поверхностей при подготовке изделия к обработке не производится. Для этого перед работой необходимо разместить свариваемые поверхности с минимальным зазором. При толщине стенки свариваемых деталей от 10 до 12 мм следует, наоборот, оставить зазор, благодаря этому сварное соединение будет более качественным, а также приведет к уменьшению лишнего объема расплавленного металла. В обоих случаях используются особые способы закрепления заготовок – или при помощи подкладки, или с добавлением подварочного шва либо методом предварительной сборки «в замок».
Для сваривания металлических листов толщиной до 10 мм лучше использовать подкладку. Обычно она представляет собой стальную пластину толщиной от 3 до 6 мм и шириной от 3 до 5 см.
Метод сварки «в замок» применяется для соединения ответственных конструкций, при которых прожог материала считается недопустимым. Также он является лучшим способом соединения тяжелых и объемных конструкций. Необходимо сказать, что подварочный шов редко используется при сварке, его применяют, только когда перекантовку изделия осуществить невозможно.
Проблемы, возникающие в процессе сварки под флюсом
Новичок-сварщик, неукоснительно соблюдающий инструкции, все равно может столкнуться с такими проблемами, которые ему непонятны. Самый образный пример – поры на сварном шве, которые говорят о том, что под слоем флюсом оказался газ. Чаще всего пористость появляется из-за наличия углекислого газа или водорода, в редких случаях из-за азота, поры которого появляются только при обработке микролегированных сталей, если такие материалы обладают нитридным упрочнением.
С такой же проблемой можно столкнуться, если металл разрезался плазменным резаком. Если сварочная ванна имеет малое процентное содержание раскислителей, то углекислый газ может проникать под слой флюса. Чтобы исключить образование пор, жидкую ванну обогащают как минимум 0,2 % кремния. Кроме того, раскисление может произойти при понижении температуры и, наоборот, концентрация углекислого газа будет расти с ее повышением.
Самой частой причиной появления пор при сварке под слоем флюса является наличие водорода, который появляется из-за недостаточной зачистки кромочных поверхностей от ржавчины и других загрязнений, а также из-за влажного флюса.
Рекомендуем статьи
Напоследок стоит сказать, что плавкий материал, который используется при сварке под слоем флюса, находится в твердом гранулированном состоянии в течение всего сварочного процесса, что позволяет на 50–90 % повторно его использовать при последующей сварке.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка закладных деталей под флюсом
Тавровые соединения арматурных стержней диаметром 10—25 мм классов A-I, А-И, A-III с плоскими элементами проката в конструкциях закладных деталей рекомендуется выполнять автоматической сваркой под флюсом.
Сварку тавровых соединений под слоем флюса выполняют с помощью серийного автоматического станка АДФ-2001, станка-автомата АСФО-2, разработанного СКТБ Стройиндустрия Минстроя СССР, либо полуавтоматических и ручных устройств, обеспечивающих выполнение сварных соединений в соответствии с требованиями CH 393-78.Таблица 85
Допустимые минимальные отношения толщины плоского свариваемого элемента
К диаметру арматурного стержня δ/ dH – при сварке на автомате АДФ-2001 приведены в табл. 85.
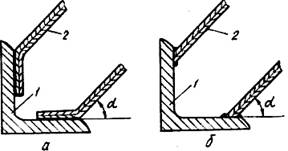
Рис. 18. Конструкция закладной детали:
А – по проекту; б – усовершенствованная; 1 – уголок или пластина; 2 – анкерный стержень
Для выполнения тавровых соединений стержней диаметрами 18—25 мм с плоскими элементами проката толщиной 14—18 мм при отношении δ/ dH => 0,75 сварку можно производить переменным или постоянным током.
Для выполнения тавровых соединений стержней диаметром 10—16 мм с плоскими элементами проката толщиной 5—8 мм при отношении δ/ dH => 0,6 сварочную дугу следует питать постоянным током обратной полярности («плюс» на стержне).
Питание дуги переменного тока осуществляется от источников типа ТДф-1001 (ТСД-1000) или ТДФ-1601 (ТСД-20ОО), а постоянного тока—от преобразователя типа ПСМ-1000 или ВКСМ-1ОО0 с подключением обратной полярности.
Величина силы тока короткого замыкания при сварке закладных деталей под слоем флюса дана в табл. 86 [31].
| Диаметр арматурного стержня dH, мм | Величина начального дугового промежутка при отрыве стержня E 1 , мм | Продолжительность горения дуги при | Машинная осадка стержня HОc, мм | Глубина погружения в ванну расплавленною металла h, мм | Минимальная продолжительность выдержки стержня в ванне, расплавленного металла, с | |
| Неподвижном стержне t1 2 y с | Подаче стержня t2 2 , с | |||||
| 8 | I | I | 0.5 | 17 | 5 | 2 |
| 10 | 1,5 | L.5 | 0,5 | 17 | 5 | 2 |
| 12 | 2 | 2 | I | 17 | 5 | 2 |
| 14 | 2,5 | 2 | I | 17 | 5 | 2,5 |
| I6 | 3 | 2,5 | I | 16 | 4 | 2,5 |
| I8 | 3,5 | З | 1.5 | 14 | 4 | 2.5 |
| 20 | 4 | 4 | 1.5 | 14 | 3 | 3 |
| 22 | 5 | 4.5 | 2,5 | 13,5 | 3 | 3.5 |
| 25 | Б | 6 | 3 | 13,5 | 3 | 4 |
| 28 | 6.5 | 10 | 10 | 13,5 | 3 | 7 |
| 32 | 7 | 13 | 13 | 17,5 | 2 | 10 |
| 36 | 7.5 | 17 | 16 | 17,5 | 2 | 15 |
| 40 | 8 | 20 | 20 | 17,5 | 2 | 20 |
1 Величина E 1 приведена для случая, когда торец стержня перпендикулярен к его оси. При скошенных торцах от величины, определенной по табл. 87, следует вычесть половину высоты скоса стержня hСк / 2.
2 Эти величины параметров режима сварки могут быть использованы при IК. з.= 1800А
(dН = 8– 12 мм) и IК. з = 2100 А (dН = 14 – 25 мм), ток постоянный.
Ориентировочные значения параметров режима дуговой сварки под флюсом тавровых соединений закладных деталей приведены в табл. 87.
На Волгоградском механическом заводе Всесоюзного производственного объединения «Железобетон» внедрена технология изготовления закладных деталей, в соответствии с которой плоские элементы проката соединяют с арматурными стержнями под острым углом полуавтоматической контактной сваркой под слоем флюса (рис. 18).
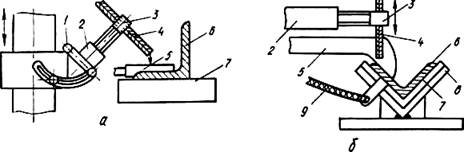
Рис. 19. Узлы сварки закладных деталей с расположением элементов под острым углом:
А – с шарнирной сварочной головкой: б – с модернизированным пятаком — электродом; 1 – ось вращения сварочной головки; 2 – пневмоцилиндр обжима стержня; 3 – подвижные губки-электроды; 4 – анкерный стержень; 5 – флюсоудерживающее и прижимное устройство; 6 – уголок или пластина; 7 – медный пятак-электрод; 8 – устройство для установки уголка; 9 – электрокабель
Достигается это благодаря применению специальных приспособлений к сварочным установкам: модернизированной сварочной головки (рис. 19, а) или модернизированного пятака-электрода (рис. 19, б).
Читайте также: