Сварка полиэтиленовой пленки своими руками
Обновлено: 27.04.2024
В этот раз мы с вами будем сваривать полиэтиленовую плёнку по простой, но весьма надёжной технологии. Эта методика может пригодиться для упаковки широкого спектра продуктов, начиная с готовых изделий и комплектующих, и кончая, гелями и жидкостями. В ролике показан процесс изготовления разных типов упаковки.
Самые интересные ролики на Youtube
Видео для тех, кто вместо нудного чтения, предпочитает увидеть весь процесс своими глазами.
Продолжительность видеоролика 11 минут. Разрешение Full HD.
Пролог
Для сварки плёночных материалов, существуют специальные фабричные приспособления, но их цена обычно превышает 100$, а универсальность оставляет желать лучшего.
Мы же с вами сейчас освоим сразу два технологических приёма, которые позволят решить самый широкий круг задач, связанных с упаковкой изделий при мелкосерийном производстве или мелкой розничной торговле. Затраты же наши, при этом, будут в основном определяться стоимостью самой свариваемой плёнки.
Необходимое оборудование и материалы для сварки плёночных материалов
Для освоения этой технологии, нам понадобятся следующие инструменты и материалы: парочка отработавших свой век жал от паяльника, сам паяльник, мощностью 40-60 Ватт, и небольшой отрезок фторопластовой ленты.
На этом чертеже изображена оправка, предназначенная для сварки полиэтилена с одновременной обрезкой излишков плёнки.
Угол наклона основной рабочей поверхности оправки составляет примерно 30 градусов. Небольшое закругление торца оправки защищает от повреждения шаблон, служащий ориентиром положения сварных швов.
Замечу, что такая форма жала годится только для правши. Для левши, чертёж нужно отзеркалить.
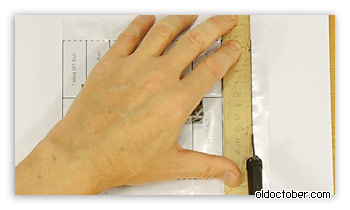
Во время сварки, два листа полиэтиленовой плёнки прижимаются деревянной линейкой к шаблону. Нагретая паяльником оправка двигается вдоль линейки, сваривая края плёнок и отрезая излишки.

Чтобы изготовить такую оправку, нужно сначала расплющить край медного жала молотком, а затем придать окончательную форму напильником. Острые грани рабочей поверхности необходимо сгладить мелкой наждачной бумагой.
Другая оправка предназначена для сварки переборок. Она снабжена плоской рабочей поверхностью, ширина которой позволяет сваривать две плёнки толщиной до 0,1 мм каждая. Для более толстых плёнок придётся изготовить и более широкую оправку, из расчёта 2мм ширины рабочей поверхности на 0,1мм толщины плёнки.
Технология получения сварного шва, с помощью этой оправки, отличается от предыдущей лишь тем, что между плёнкой и оправкой помещается фторопластовая прокладка.
Размеры рабочей поверхности этой оправки получены экспериментальным путём и указаны с учетом толщины фторопластовой ленты, которая составляла 0,08мм.

Изготавливаем эту оправку так же, как и предыдущую, тщательно сгладив рабочую поверхность.
Нужно заметить, что большие радиусы закругления рабочих поверхностей обеих оправок позволяют стабилизировать площадь контакта жала с плёнкой, при изменении угла наклона паяльника.
В случае отсутствуя в вашем паяльнике фиксатора жала, можно просверлить отверстие и нарезать резьбу М3 в обечайке корпуса.
Если, в процессе сварки шва, не задерживать паяльник на одном месте, то температуру рабочей поверхности оправки можно довести до 350°C. А вот снижать температуру ниже 300°C я не рекомендую, так как это значительно замедлит процесс сварки.
Поиск материалов

Полиэтиленовую плёнку разной толщины можно приобрести в хозяйственных и строительных магазинах. Её стоимость прямо пропорциональна толщине. Например, в моих пенатах, погонный метр плёнки толщиной 100 микрон, или 0,1мм, стоит 0,5$, а плёнка типа «рукав», состоящей из двух плёнок по 30 микрон каждая, - всего 0,3$.
Небольшой отрезок фторопластовой ленты можно приобрести на местном рынке у продавцов ТЭН-ов и нихромовой проволоки, в рядах, где торгуют инструментами и прочими скобяными товарами.
Для удобства использования, узкую полоску фторопластовой ленты лучше закрепить на деревянной линейке двумя мелкими винтиками с потайными шляпками.
Если фторопластовую плёнку раздобыть не удастся, то её можно заменить подложкой от самоклеящихся обоев или самоклеящегося скотча. Если же длина шва невелика, то подойдёт и подложка от самоклеящихся этикеток, формат обычно которых не превышает А4.
Изготовление ячеистой упаковки
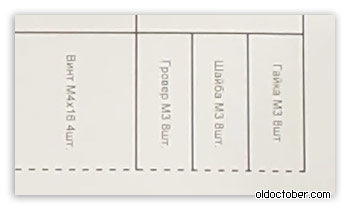
Шаблон для сварки изготавливаем из обычной писчей бумаги, обозначив толстой линией расположение швов. Чтобы не запутаться, запирающие швы можно обозначить пунктирной линией.
Для иллюстрации разных приёмов сварки, я специально выбрал упаковку, разделённую на несколько отсеков.

Закрепим бумажный шаблон на ровной, твёрдой поверхности. Поверх шаблона положим два слоя полиэтиленовой плёнки, вырезанных с небольшим запасом. Хотя, если упаковок требуется много, то лучше использовать длинную ленту.
Формирование отсеков, лучше начинать со сварки перегородок. Шаблон же желательно рассчитать так, чтобы наполнение отсеков можно было осуществить перед сваркой и обрезкой краёв, запирающих отсеки. То есть, должно быть не более двух рядов отсеков. Это позволит сократить число подходов для сварки и заполнения ячеек.
Скорость движения оправки вдоль линейки прямо пропорциональна температуре рабочей поверхности оправки и обратно пропорциональна толщине свариваемой плёнки. Значение этой скорости получаем экспериментальным путём.
Внутренние перегородки отсеков сформированы, теперь сменим оправку и заварим внешние, незапирающие швы с одновременной обрезкой края.

Заполним отсеки, согласно спецификации.

Завершим упаковку деталей сваркой запирающих швов.

Вот что у нас получилось.
Изготовление герметичной влагозащищённой упаковки
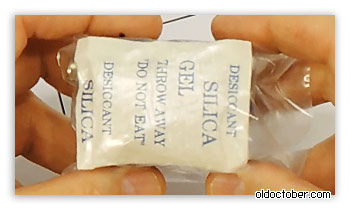
Иногда, при упаковке изделий, требуется минимизировать влажность воздуха внутри отсека. Для этого достаточно добавить внутрь отсека мешочек силикагеля. Перед самой упаковкой, силикагель нужно в течение 3-4 часов просушить в духовом шкафу при температуре 150-180°C. Герметичность такой упаковки можно проверить, если сжать погружённый в воду отсек и наблюдать за появлением пузырьков воздуха.
Упаковка жидкостей и проверка качества сварных швов

Если вы собираетесь упаковывать какие-нибудь жидкости или гели, то сначала потренируйтесь на обычной воде. По возможности, используйте для изготовления отсеков плёнку-рукав. Это обеспечит бо'льшую надёжность сварных швов. Дело в том, что во время отмеривания, резки и прочих операций, на плёнку могут попасть жир и пыль, снижающие качество упаковки.

Для проверки качества сварного шва, завариваем отсек с водой и сжимаем упаковку до разрушения. Если разрыв отсека произошёл в плоскости плёнки, а не по шву, значит, качество швов можно признать хорошим.
Теперь, когда мы научились прокладывать все типы сварных швов, можно применить наши способности и для других видов упаковки.
Защитная плёнка для пульта ДУ от кухонного телевизора
Оденем в плёнку пульт от кухонного телевизора, чтобы защитить его от загрязнений.
Измерим длину периметра пульта в самом широком месте с помощью бумажной ленты.
Сложим ленту пополам и используем её для разметки шаблона.
Для подобной упаковки хорошо бы использовать специальную термоусадочную плёнку. Но, у меня такой плёнки не было, поэтому я подобрал кулёк от какой-то фабричной упаковки с небольшими термоусадочными свойствами.
Завариваем карман с минимальным припуском. Хотя, если иметь в распоряжении настоящую термоусадочную плёнку, то такая точность не потребуется.
Усаживаем выступающие концы пакета с помощью фена, чтобы сделать упаковку более изящной и обтекаемой.
Футляр для хранения аккумуляторов своими руками
Из полиэтиленовой плёнки, толщиной 200-300 микрон и более, можно изготавливать удобные, прозрачные футляры для различных гаджетов и мелких девайсов электронной техники.
Такие футляры могут пригодиться как дома, так и в путешествии, особенно тем, кто пытается поддерживать порядок среди своего электронного добра. В качестве примера, изготовим обойму для хранения комплекта аккумуляторов.
Сначала размечаем плёнку по заранее изготовленному шаблону. А затем свариваем футляр по швам. Так как плёнка намного толще обычной, используем более широкую оправку или значительно увеличиваем время прогрева.
Прозрачные футляры хороши ещё и тем, что позволяют легко найти нужный гаджет среди массы других.
Кассета для приготовления льда своими руками
Если в вашем холодильнике нет встроенного льдогенератора, то вы можете замораживать воду в самодельных кассетах из плёнки толщиной 30-40 микрон.
Переборки между отсеками формируем соответствующей оправкой так, чтобы обеспечить свободное распределение воды по ячейкам. Размер ячейки определяем, исходя из размеров имеющихся сосудов для напитков. Чем крупнее ячейки, тем больше выход льда из одной кассеты.
Шаблоны, используемые в этом статье, можно скачать по ссылке из «Дополнительных материалов».
Для удобства наполнения и герметизации кассеты, используем резьбовую часть горлышка и пробку от полиэтилентерефталатовой бутылки. Отделить горлышко можно с помощью нашей отрезной оправки.
Когда все швы заварены, останется продеть носик кассеты в горлышко от бутылки и залить воду.
Если закрутить пробку и положить кассету в морозильную камеру, то получим около полукилограмма льда для напитков.
Для облегчения отделения плёнки ото льда, достаточно на короткое время погрузить кассету в тёплую воду.
Дополнительные материалы
Близкие темы
Сварка пластика своими
руками
Гибка пластика своими
руками
Как приклеить жирный пластик?
Муки творчества могут так замучить, что иногда требуются свежие идеи. Загляни по случайной ссылке, чтобы отвлечься. Интересует производство пакетов в Новосибирске оптовые тиражи. Если Вы решили покинуть сайт, то имейте в виду, что этого спонсора сюда никто не звал, он сам навязался. :)
Нашли ошибку в тексте? Ctrl + Enter
Спасибо за помощь!
Комментарии (3)
Очень просто и классно!
Мне понравилось. Особенно разметка на листе, чтобы точно склеить края.
Добрый день, Юрий
Konstantin, можно попробовать заварить снаружи, но делать это нужно крайне аккуратно. Вырезать небольшую заплатку и наложить снаружи. Изнутри нужно подложить какой-нибудь гладкий, стальной предмет достаточного объёма, чтобы не допустить перегрева основного слоя плёнки.
Чем склеить полиэтиленовую плёнку на теплице в домашних условиях, сварка плёнки
Полиэтиленовая и другие виды плёнки — самое доступное покрытие для теплиц. Как материал — она хорошо пропускает солнечный свет, защищает растения от резких перепадов температур весной и недорого стоит, намного меньше, чем стекло или поликарбонат . Плёнка популярна среди мелких коммерческих и домашних тепличных хозяйств. При правильной установке полиэтилен способен прослужить несколько лет. О том, как спаять или склеивать материал в случае необходимости, читайте далее в статье.
Склейка (сварка) плёнки в домашних условиях
Тепличная плёнка представляет собой термопластичный полимер с переменной кристаллической структурой и чрезвычайно широким спектром применения. Тонкими разновидностями можно накрывать временные парники , а более плотную монтировать на стационарные теплицы.
Полиэтилен — это самый популярный пластический материал в мире. Он является прекрасным теплоизолятором, не пропускает влагу, устойчив к химически активным веществам. Прочное соединение листов может понадобиться при монтаже теплицы, а также впоследствии, если плёнка будет повреждена во время непогоды. Среди вариантов её соединения: склеивание, сварка и даже зашивание нитками.
Химико-физические характеристики материалов
Полиэтиленовая плёнка — это синтетический материал, изготовленный из гранул полиэтилена. Среди множества видов данной плёнки обычная рулонная, армированная , гидрофильная, вспененная, светостабилизированная и другие виды. Она может быть прозрачной, белого оттенка или любого другого. Материал окрашивается на этапе производства.
Срок службы зависит от плотности и составляет от 2 до 5 лет. Плотность материала — от 40 до 200 мкм.
Ключевые свойства полиэтиленовой плёнки:
Основным полезным свойством термопластов является то, что их можно нагревать до температуры плавления, охлаждать и снова нагревать без существенного изменения свойств. Вместо горения они разжижаются, что позволяет легко использовать их повторно. Но нужно учитывать, что плёнка не слишком долговечна. Материал стареет под воздействием солнечного света и УФ лучей.
Плёнка из поливинилхлорида (ПВХ) относится к полимерам, которые производятся на основе элементов, полученных из нефти (этилена), и хлора, полученного из каменной соли. Она реже используется для парников , но также обладает неплохими характеристиками. 1 кв. м материала способен выдерживать до 100 л воды над собой. Разрыв такого материала происходит реже, но это всё равно возможно. Основные характеристики: невысокая плотность (0,25 кг/кв. м), высокая прочность, хорошее звукопоглощение, отсутствие горючести и широкий диапазон температур, при котором она может быть использована.
Свойства ПВХ-плёнки:
Армированная тепличная плёнка состоит из нескольких слоёв. По сути, это 2 полотна из полиэтилена, которые армировали — одели на металлизированный каркас. Разные типы материала различаются размером ячеек, материалом и толщиной нитей каркаса. Это может быть полиэтилен, лавсан, полипропилен , стекловолокно. Считается, что материал с размером ячеек 15×15 мм будет лучшей для теплицы. Как и на любой плёнке, на ней могут возникнуть проколы и повреждения. Но благодаря каркасу они ограничится размерами ячейки.
Свойства армированной плёнки:
Армированную плёнку отличает более длительный срок эксплуатации, а также высокая пропускная способность света. Благодаря особенностям структуры она обладает очень высокой прочностью. Недостатком материала является то, что из-за шероховатости на ней может накапливаться пыль, скапливаться конденсат, что приводит к появлению плесени, поэтому плёнку периодически промывают.
Особенности сварки плёнки для разных видов
Полиэтилен плавится при высокой температуре, а значит, соединить разрыв в тепличной плёнке можно любым способом, при котором происходит нагрев материала. Чтобы шов был прочным, нужно очистить материал от загрязнений. Также удалите все наклейки, краску, пометки маркером. Затем обезжирьте место соединения и нагрейте до +130°С. Расплавившийся материал прочно сварится, образуя плотный шов. Нельзя сваривать одну и ту же кромку дважды. Будет правильно обрезать предыдущий шов, очистить место соединения и выполнить сварку заново.
Способы сварки
Сварку полимеров при высокой температуре выполняют:
- промышленными приборами;
- паяльником;
- утюгом;
- открытым пламенем.
Сваривают только однородные материалы. Два разных типа материала — склеивают. Также удобно склеивать шероховатые поверхности — такие, как армированная плёнка. Клеящий состав заполняет неровности, увеличивая прочность шва.
Горячим предметом
Бытовой паяльник можно использовать, если его доработать, создав специальную насадку. Иначе стык получится грубым и неравномерным. Очень удобно работать, если насадка движется по типу «ролика». Также вместо жала можно установить алюминиевый пруток с площадью касания около 2 мм. Допускается сварка медным прутком с тем же сечением.
Алгоритм сварки:
- Зафиксируйте жало на приборе винтом.
- Обезжирьте поверхность, которую нужно соединять. Соедините листы.
- Проведите нагретым паяльником по месту соединения.
Металл: медь или алюминий. Пластину нужно ставить по отношению к месту сварки под углом 35–45°.
Утюг — не менее популярный прибор для склейки полиэтилена. Соединение листов выполняется подошвой утюга.
Алгоритм сварки утюгом:
- Определите правильную температуру подошвы методом практических проб.
- Наложите листы друг на друга.
- Чтобы плёнка не налипла на утюг, положите на неё лист бумаги и установите нагрев прибора на вторую позицию нагрева — хлопок с температурой не ниже +120°С.
- Проведите прибором по листу так, чтобы плёнка под ним начала сплавляться.
- Бумага не должна прилипнуть к ней, но если это произошло, то просто намочите её влажной салфеткой и удалите через несколько минут.
- Проверьте прочность соединения, потянув куски в стороны. Шов не должен расходиться.
Профессиональный прибор для сварки полиэтилена состоит из нижней части с нагревательным элементом, на который укладывают материал для склеивания, и верхнего прижимного элемента, опускающегося на нагревательный элемент для фиксации материала. В некоторых приборах реализована автоматическая подача термопласта в место склеивания. Профессиональное устройства позволяет регулировать скорость подачи материала, температуру и давление. Такая сварка значительно быстрее.
Открытым пламенем
Открытый источник пламени — это газовая горелка, лампа паяльная и даже обычны спички или свеча. Так как вы будете перемещать источник пламени вдоль шва, то нужно плотно зафиксировать плёнку. Для этого используют металлические скобы или керамические бруски.
Алгоритм сварки открытым пламенем:
- Листы полимера обезжиривают.
- Брусками фиксируют материал. Место сварки должно выступать за их край на 3–5 мм.
- По этому выступающему краю ведут источник пламени.
- Плёнка плавится и спаивается. В месте спайки образуется шов в виде плотного валика.
Клеем
Склейка плёнки на теплице
Способы склейки плёнки на теплице будут такими же, как и для отдельных листов:
- Основной способ: наложение элементов друг на друга. Затем их зажимают, накрывают бумагой и по месту соединения ведут паяльной лампой или другим источником открытого пламени.
- Менее надёжный способ — склейка. Обрабатываемый материал обезжиривают, фиксируют, склеивают. В таком виде он должен находиться до полного застывания слоя клея.
- Если нужно заделать разрыв на теплице , которой уже пользуются, то используют сшивание нитками. В процессе эксплуатации плёнка загрязняется пылью, деформируется под лучами солнца, поэтому сварной шов будет слабым из-за загрязнений, а клей может растрескиваться при пониженной температуре. Место разрыва заклеивают лейкопластырем и перехватывают его нитками по длине разрыва.
Если есть возможность, то используйте сварку как самый надёжный способ спаивания. При правильной температуре плавления (не ниже 120°С) шов будет максимально надёжным. Если же такой возможности нет, то используйте специальный клей. Учитывайте также, что чем плотнее плёнка, тем реже вероятность её случайного разрыва во время эксплуатации.
Сварка полиэтиленовой пленки, какими инструментами можно соединить куски полиэтилена, в чем особенности технологии

Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.

Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Основные принципы сваривания пленки и применяемые методы
Под сваркой полиэтилена понимают соединение отдельных слоев материала путем нагрева до температуры плавления и сжатия слоев с образованием сварочного шва. В период расплавления поверхности пленки происходит соединение слоев на молекулярном уровне, в результате после остывания образуется моноструктура в теле сварочного шва. Коэффициент прочности стыка равняется приблизительно 0.7-0.85. То есть 70-85% от исходной прочности свариваемого полиэтилена. В идеальных условиях коэффициент может быть и выше, но для этого требуется специальное оборудование, чистота материала и подобранная температура нагрева. Температура расплавления полиэтиленовой пленки приблизительно равна 120-160°С и зависит от ее применения.
Если свариваются загрязненные поверхности, то прочностные характеристики стыка снижаются, так как в расплавленную массу попадают примеси, нарушающие молекулярную структуру в шве. Для получения качественного и прочного соединения требуются следующие условия:
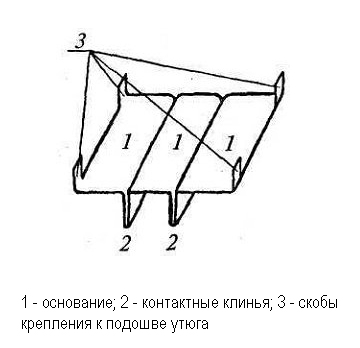
Рисунок 2. Схема насадки для утюга.
- однородность свариваемых кусков пленки (имеется в виду ее принадлежность к одной партии изготовления);
- чистота соединяемых поверхностей;
- подобранный температурный режим (при недогреве резко падает прочность, а при перегреве возможна деформация стыка и предшовного участка);
- приложение нужного сжатия во время нагрева.
Для качественного соединения не допускается повторное сваривание кусков по тем же кромкам, в подобных случаях их обрезают.
Чаще всего в быту и при выполнении строительных операций применяются следующие способы соединения нагревом:
- сварка при помощи паяльника (может включать использование насадок);
- стыковка в результате нагрева и расплавления слоев пленки утюгом;
- нагрев выжигателем;
- использование для создания шва специальных промышленных приспособлений.
Инструменты и приборы

Прочное соединение полиэтиленовой пленки может быть произведено утюгом, паяльником, либо специальным оборудованием.
Спайка утюгом

Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.
Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.
Важно помнить про пороги температур. Регулятор на утюге должен находиться на уровне 120-150 градусов.
Полотнища пленок складываются внахлест. Вместо целлофана можно использовать листы бумаги.
При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Эта ребристость помогает крепче соединить полотна. Насадка формирует сразу два параллельных соединения.
Спайка паяльником

Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Использование паяльника без модификаций в виде насадок вероятно испортит материал, переплавив его, либо неравномерно сформировав шов.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Как и в случае со сваркой утюгом под полотна стоит положить основу из дерева (брусок или доску).
Как сварочную насадку можно применять колесико. Для этого глубина пропила должна быть больше, чем радиус подобранного колеса. Помимо пропила создается отверстие-ось, диаметр которого около трех-пяти миллиметров.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.
Работа автоматом

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Виды сварки полиэтилена
Контактная сварка

Вначале работы выставите на приборе режим, его выбор зависит от свойств полимера, типа пленки и толщины.
Наиболее простой и экономичный способ соединения отдельных фрагментов пленки. В результате получается очень надежное соединение. Для этого края полиэтилена соединяются и нагреваются горячим воздухом, или так называемым горячим клином, до достижения температуры плавления. Соединение краев пленки и ее сжатие происходит с помощью специальных зажимных роликов. Получается одинарный или двойной шов очень высокой прочности.
Горячий воздух представляет собой воздушный поток, нагретый до определенной температуры. Он доводит свариваемую пленку до температуры, при которой она начинает плавиться. По такому же принципу работает горячий клин. Это обыкновенный нагревательный элемент. Он контактирует со свариваемым материалом с 2 сторон и образует прочный шов. Прочность его достигает 90%.
Экструзионная сварка
Работает по следующему принципу: расплавленный полимер под давлением подается на место сварки, свариваемые поверхности становятся тягучими. В таком состоянии они плотно прижимаются и свариваются. Прочность сварки около 70%.
Горячая сварка
Специальный аппарат через нагревательный элемент, выполненный из металла, нагревает полиэтилен. Далее происходит то же, что и при других способах соединения. Горячую сварку применяют для соединения не только полиэтилена, но и для сварки полипропилена, ПНД, ПВХ и других полимеров.

Схема сварки аппаратом серии ТН.
Аппарат для сварки пленки имеет довольно простой принцип работы. Двигатель приводит через редуктор в движение 2 колеса. С помощью штатива между листами свариваемого материала вставляется горячий клин. Специальный терморегулятор обеспечивает поддержание постоянной температуры горячего клина. Скорость движения материала регулируется. Аппарат соответствует всем требованиям противопожарной и электробезопасности.
В результате применения такого аппарата получается двойной шов. Прочность его составляет около 85%. Процесс сварки происходит автоматически. Вручную только изменяется температура горячего клина, а также скорость подачи пленки. Используется аппарат в основном в промышленности, но можно его применять и для личного использования.
Ручной аппарат горячего воздуха является разновидностью фена промышленного применения. Он имеет ряд преимуществ. Аппарат отличается малым весом, большой мощностью, соответствием техническим требованиям. Может работать с ПВД, ПНД и ПВХ.
Применение паяльника для сваривания пленки
Соединение листов полиэтилена с помощью обычного паяльника (40-60 Вт) позволяет получить прочный шов, при этом потребуется незначительная доработка инструмента. Использование паяльника без специальных насадок не даст качественного результата. Стык будет неравномерным, возможно образование мест растекания материала. Стыковку слоев пленки паяльником без насадок можно рекомендовать при малых объемах работ (например, аварийное заделывание разорвавшейся части полиэтилена).

Схема сваривания пленки.
Для получения хорошего результата и сварки значительных по длине стыков потребуется использование дополнительных приспособлений. Существует несколько вариантов доработки паяльника.
Берется обычный паяльник, затем у него удаляется окончание жала. При помощи ножовки создается пропил. После этого в пропил вставляется пластина из меди или алюминия, которая закрепляется заклепкой. Поверхность пластины обрабатывается, ее края скругляют надфилем. Сваривание ведется путем небольшого прижима паяльника под углом 45° и равномерного движения им. Температура и прижим выбирается опытным путем. Во время создания стыка рекомендуется подложить под нижний слой пленки ровную деревянную или текстолитовую подложку, а паяльник центровать по ровному бруску. В некоторых случаях между пластиной и пленкой помешают тонкую бумагу. Это актуально, если ведется сварка тонкой пленки. После создания шва бумагу аккуратно отделяют.
Примерный образец насадки показан на рис.1 (1 – пластина; 2 – паяльник и его стержень).
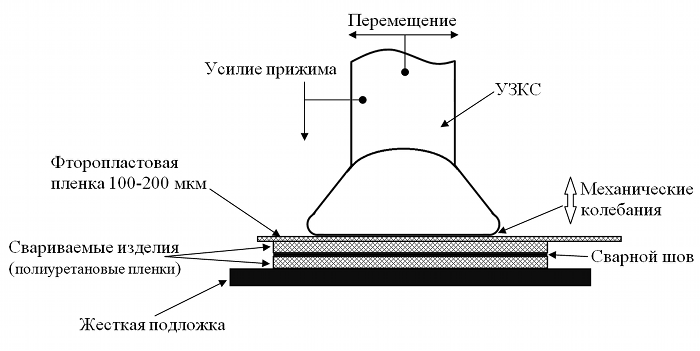
Схема ультразвуковой сварки.
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.

Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Заключение
Сварка пленочного полиэтилена вполне осуществима в домашних условиях. Для нее применяются простые бытовые приборы вроде утюга или паяльника. Паяльник, правда, потребует некоторых модификаций.
Для более крупных работ стоит использовать специальное оборудование. Оно имеет список улучшающих качество и скорость формирования швов настроек.
Выполнение сваривания полиэтиленовых материалов любым из возможных приборов требует четкого соблюдения технологий и внимательности. Помимо этого нужно соблюдать личную безопасность, защитившись от вероятных травм.
В этом поможет защитная одежда, не оставляющая обнаженных участков кожи, перчатки. Желательны также очки и маска для защиты лица, глаз.
При отсутствии понимания нюансов технологий и минимального опыта сварки полиэтилена нужно обратиться к профессионалам.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка током
Для соединения ПВХ и других полимерных пленок используются токи высокой частоты (ТВЧ). Такие технологии обычно встречаются в станках для производства натяжных потолков и спецодежды.
Суть метода заключается в нагреве свариваемых поверхностей за счет действия токов высокой частоты, примерно как в СВЧ-печке. За счет электронной регулировки параметров швы получаются высокого класса, главное, чтобы толщина материала была постоянной.

Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Куски пленки накладывают с нахлестом, укладывают на ровную поверхность, покрывают термостойким по сравнению с полиэтиленом материалом, типа бумаги, и проглаживают. В результате получается соединение, не уступающее по прочности основному полотну полиэтилена.
Все свариваемые поверхности пленки предварительно нужно очистить от загрязнений, в первую очередь от жировых. Это делается с помощью различных растворителей
Сварка должна осуществляться на ровной поверхности. Если по каким-то причинам шов получился некачественным при сварке ПВХ, то повторять операцию по тому же месту не следует. Нужно отрезать испорченный участок пленки и провести сварку заново.
На качество сварного шва, кроме загрязнений, большое влияние оказывают погодные условия, особенно влажность и температура. Физические и химические параметры свариваемых ПВХ и полиэтиленовых материалов также влияют на результат.
Кроме этого, сварка зависит и от температуры горячего воздуха, скорости потока, перемещения вдоль шва и давления на него. Научиться соблюдать все требования технологии можно при многократных тренировках.
Кол-во блоков: 22 | Общее кол-во символов: 30751
Количество использованных доноров: 6
Информация по каждому донору:
Сварка пленки в домашних условиях своими руками — ультразвуком, феном, паяльником. Все способы соединения листового полиэтилена
Строительство парника не обходится без покрытия сооружения полиэтиленовой пленкой. Пленочный материал различной толщины и текстуры используется в строительстве для создания пароизолятора, а дачники покрывают недорогим, но прочным материалом теплицы или чаши бассейнов.

Как правило, пленка реализуется в рулонах, поэтому ее длина и ширина ограничена определенными параметрами, которых часто недостаточно, чтобы полностью укрыть теплицу или иное сооружение одним полотном. Именно поэтому прибегают к сварке пленки для создания масштабного полиэтиленового полотна.

Мастера не рекомендуют использовать клей или скотч при сварке пленки: данные материалы не способны обеспечить прочность шва. Сварка позволяет волокнам полиэтилена проникнуть друг в друга на молекулярном уровне, что обеспечивает высокую прочность и надежность сварного шва.

Рынок предлагает профессиональное оборудование для сварки полиэтилена, однако для разовых мероприятий по строительству теплицы подойдут и недорогие подручные средства.

Содержание
Технология сварки пленки
Полиэтилен необходимо очень осторожно разогревать. Температура плавления материала напрямую зависит от его толщины (от 30 до 200 микрон), поэтому нагревание оборудованием проходит в пределах от 130 градусов до 160 градусов.

Кроме того, скорость варки должна быть не быстрой (иначе шов просто не успеет сформироваться), но и не слишком медленной (иначе образуются «лужи» из расплавленного полиэтилена). Идеальный шов достигается путем установки средней температуры и средней скорости плавления полотна.
- Эксперты подчеркивают, что свариваемые материалы должны быть одинаковыми по текстуре и толщине.
- Перед началом процедуры поверхность будущего шва тщательно очищается.
- Лишний мусор создаст бракованный шов. Сварка проводится только на нетронутых участках пленки.
- Если полиэтилен «варили» раньше, то получить вновь качественный шов на этой же поверхности не получится.

Не лишним будет использование бумаги в качестве шаблона. Ее подкладывают под пленку или сверху нее. Бумага не влияет на качество шва, она не приклеивается к пленке, так как температура для материала недостаточно высокая. После завершения процедуры бумагу просто убирают.








Виды сварки пленки
- Контактная сварка производится путем разогрева пленки горячим воздухом или металлом с последующим сжатием двух сторон.
- Экструзионная сварка позволяет добиться качественного шва: расплавленная пленка под давлением помещается в специальный станок, где края полотна прижимаются. Надежность такой сварки около 70%.
- Горячая сварка проводится путем разогрева пленки специальными металлическими насадками.







Способ 1. Сварка модифицированным паяльником
Сварка пленки обычным паяльником на 40-60 Вт недопустима: прибор, вероятней всего, попросту испортит материал или создаст неоднородный шов. Для проклейки пленки с паяльника удаляют жало, вставляя на освободившееся место медный или алюминиевый прут.

Получается небольшая площадь соприкосновения (до 2 мм), поэтому материал не будет испорчен. Мастера рекомендуют немного закруглить окончание прутика, чтобы создавать плавные закругления на пленке.
- Прижимать прутик к пленке необходимо под углом в 35-45 градусов.
- Вместо паяльника допустимо подобным образом модифицировать выжигатель по дереву.
- Принцип работы агрегатов схожий. Для получения ровного шва рекомендуется вести паяльник по линейке.
- Шов при этом формируется внахлест. Вести паяльник нужно аккуратно, с небольшим нажимом и с одинаковой скоростью.

Способ 2. Сварка домашним утюгом
Утюг присутствует в любом домохозяйстве, поэтому сварка пленки данным методом будет проведена без проблем.

Этапы сварки пленки утюгом следующие:
- Полиэтилен укладывают на деревянную (теплоизоляционную) поверхность. Необходимо проверить, чтобы поверхность была ровной и гладкой (без волн и прочих неровностей).
- Поверх пленки выкладывают бумагу. Желательно использовать плотную целлюлозу, но не картон.
- На утюге выбрать режим «хлопок».
- Шов необходимо делать, проводя острым краем подошвы утюга по стыку. Угол наклона прибора по отношению к бумаге должен быть около 5-10 градусов.
- Утюг медленно продвигают вдоль всего полотна.
- После завершения процедуры необходимо быстро наложить на образованный шов охлаждающий материал.
- Операцию повторяют 3-4 раза подряд.

Мастера создают насадки на утюг, которые по форме напоминают лезвия фигурных коньков для катания по льду. Если ставить несколько таких лезвий в ряд по подошве утюга, можно получить двойные или даже тройные швы.

Для создания подобных насадок подходят любые жаропрочные металлы (нержавеющая сталь, цветные медные металлы, дюралевые сплавы с магнием).

Способ 3. Профессиональное оборудование
Среди профессиональных приборов часто используется специальный аппарат, когда пленку зажимают между двумя разогретыми планками. Конструкция визуально напоминает большие ножницы.

Верхняя планка прибора подвижна (она поднимается для закладки полиэтилена на нижнюю планку). Опускаясь, разогретые планки плотно зажимают пленку, формируя шов. Одновременно на рынке присутствует и автоматизированное оборудование для сварки полиэтилена.









Способ 4. Сварка током высокой частоты
В промышленных масштабах специальное оборудование выдает токи высокой частоты для сварки крупных полиэтиленовых полотен (натяжных потолков, например). Швы получаются высочайшего класса.

Способ 5. Сварка феном
Для сварки используется специализированный фен с автоматическими настройками по температуре и поддержанию стабильного потока горячего воздуха.
- Насадки выбирают в зависимости от характеристик материала.
- Чаще всего в качестве насадки используют металлический прут.
- В остальном последовательность действий такая же, как и при сварке утюгом.
- Места стыков перед процедурой необходимо прочистить.

Пленка склеивается внахлест, разогретая горячим прутиком, который нагревается от подаваемого воздуха. Прижимное давление на пленку осуществляется оператором.

Любой способ сварки пленки подразумевает соблюдение мер безопасности (как при ручной работе, так и при сварке пленки специальным оборудованием). Мастера считают, что, потренировавшись, можно получить качественный шов на пленке и с применением домашних инструментов (утюга и паяльника).
Читайте также: