Сварка полипропилена и полиэтилена между собой
Обновлено: 01.05.2024
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.

Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.

Набор фитингов
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.

Монтаж водопровода
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.

Муфта резьбовая соединительная
В начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.

Цанговая муфта
Производители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.

Муфта соединительная фланцевая
Такие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.
Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
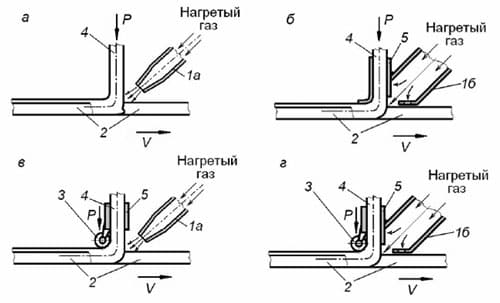
На схеме показаны: а - сварка без насадок, б - сварка с насадкой для твердых термопластов, в - сварка с насадкой для мягких термопластов, г - сварка с насадкой для твердых и мягких термопластов. 1а - стандартное сопло, 1б - производительное сопло, 2 - основной материал, 3 - прижимной ролик, 4 - присадочный пруток, 5 - направляющий канал, P - направление давления на присадочный материал, V - направление сварки.
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
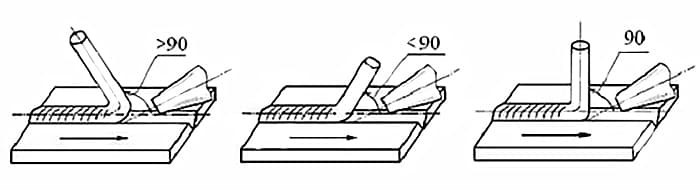
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
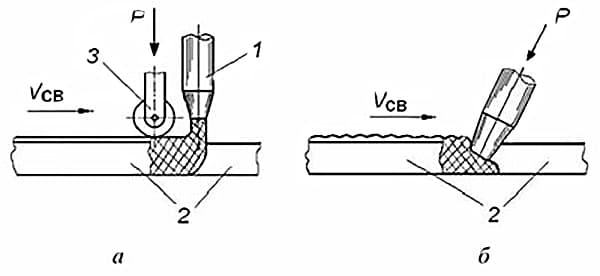
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Сварка, пайка и склеивание пластиковых листов
Изделия из пластиковых листов, будь то полипропиленовые или полиэтиленовые листы — сравнительно новый вид продукции в нашей стране, а учитывая специфический опыт подготовки специалистов и отсутствие в образовательной системе такого понятия, как «сварка пластика» (на момент написания материала он относился к т.н. «особым видам сварки») имеет место быть путаница в определении самой сути процесса. Так как мы соединяем листы из полипропилена или полиэтилена или даже ПВХ?
Давайте рассмотрим подробнее:
Сварка листов из полипропилена и полиэтилена возможна как с использованием присадочного материала (в случае экструзионной сварки или сварки ручными фенами), так и непосредственно друг с другом в случае сварки на стыковых сварочных станках.
Для понимания процесса рассмотрим определение каждого из вида соединения
Спайка полипропиленовых листов

Достаточно часто можно услышать, что полипропиленовые или полиэтиленовые листы соединяются методом спайки. Давайте рассмотрим определение термина «пайка»:
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником.
Ключевым заблуждением является именно факт «введения припоя» в зону соединения при ручной или экструзионной сварке. Многие ассоциируют его с пайкой металлических контактов, соединении проводов и т. д. Но припой, используемый при пайке металлов отличается по своим физическим и химическим параметрам от свариваемых материалов, а в случае сварки пластиковых листов (термопластов) используется присадочный материал по своим физическим (а особенно химическим свойствам) максимально приближенный к основному материалу — т. е. свариваемым листам.
Склеивание полипропиленовых листов

К сожалению данный термин также имеет достаточно широкое распространение на территории нашей страны (да и всего бывшего СНГ). Как и в предыдущем случае рассмотрим процесс «склеивания» хотя тут все намного запутаннее (ссылка на Wiki):
Существуют следующие теории склеивания материалов:
- механическая теория — клей проникает в поры материалов и, удерживаясь в них, обеспечивает склеивание;
- абсорбционная теория — силы склеивания имеют химическую и межмолекулярную природу, при этом основную роль играет смачивание и полярность клея;
- диффузионная теория — при склеивании происходит взаимная диффузия клея и основного материала;
- химическая теория — основную роль играет химическое взаимодействие адгезива и субстрата. Часть ученых считает, что при склеивании оказывают роль все описанные факторы.
Но даже учитывая разнообразие теорий никто и близко не подошел к тому, что и происходит при соединении пластиковых листов, ибо склеивание подразумевает «клей» — вещество разительно отличающееся от самих свариваемых материалов.
Важное замечание! Склейка пластиков — достаточно распространенный технологический процесс для соединения реактопластов.
Сварка листов полипропилена и полиэтилена
Определение термина «сварка»:
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Это именно тот процесс, который происходит при соединении листов из полипропилена, полиэтилена, ПВХ, ПВДФ и других термопластов вне зависимости от применения присадочного материала. При сварке сварочными фенами или экструдерами используется присадочный материал идентичный «основному» (свариваемым листам из полипропилена или полиэтилена). Именно это позволяет образовывать межмолекулярные связи между ними и обеспечивать максимальное качество соединения. Мы всегда рекомендуем использовать пруток для фенов и экструдеров, максимально приближенный по своим свойствам к свариваемым листам. Лучшая рекомендация — приобретать их у одного поставщика. При сварке листов из полипропилена или полиэтилена на стыковых сварочных станках физика и химия процесса максимально соответствует приведенному определению Термина «сварка», а именно «процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном … нагреве, пластическом деформировании или совместном действии того и другого»
Самым надежным способом соединения листов из полипропилена, полиэтилена является сварка на стыковых сварочных станках. Т.к. только данный вид сварки позволяет обеспечить прочность сварного соединения, сопоставимую с основным материалом. Сравнительная характеристика видов сварке представлена в соответствующей статье.
Полипропилен разных производителей - можно ли паять друг с другом
Скажите пожалуйста, можно ли полипропилен FV-Plast со стекловолокном паять с фитингами Ekoplastik?
Просто экопластик в наличии, а ФВ - надо будет ждать неделю.
Спасибо!
(Для профи вопрос показался смешным, наверное)
Не совсем простым. Надо знать, что исходное сырье от одного производителя.
На комбинацию Турков и Экопластика я б ответил нет.
А, если к простым, неармированным трубам неизвестно кого (вероятнее нашего разлива) - фитинг Wеfatherm-а напаять - что может произойти?
SCB написал :
Не совсем простым. Надо знать, что исходное сырье от одного производителя.
На комбинацию Турков и Экопластика я б ответил нет.
Так и есть. Вчера посрезал чешский Экопластик, сваренный в перемешку с турецким Firat, доставшийся заказчику от застройщика. С его слов, потекли соединения не только в его квартире.

может произойти недогрев или перегрев какой-то детали
если материал сильно отличается по тугоплавкости
И заодно, получилось вот так

Тундра написал :
чешский Экопластик, сваренный в перемешку с турецким Firat
И что тут плохо? Чехия или Турция? Или смешение кровей?
amigo написал :
И что тут плохо? Чехия или Турция? Или смешение кровей?
Без претензий на истину в последней инстанции, возможно и качество сварки не ахти, но факт остаётся фактом. А что там за физика при сварке разных материалов, я не в курсе.
Ламастер написал :
Скажите пожалуйста, можно ли полипропилен FV-Plast со стекловолокном паять с фитингами Ekoplastik?
Ни в коем случае! 15 лет расстрела и каждый раз насмерть!
Приходилось паять в разных комбинациях - проблем не встречалось.
На м Щукинская работал.Привезли трубы от трёх разных производителей.Метров 50 вообще было без армировки .Ни металла,ни стекловолокна (на отопление). Я им показал.Говорят полоска красная есть значит паяй. Ну спаял. Пока всё нормально.
Тундра написал :
А что там за физика при сварке разных материалов, я не в курсе.
Материал-то один - полипропилен.
Если проводку по квартире паять - не заморачивался бы даже.
Но вводы сделаны по-уродски - единственная возможность переделать - на их огрызки напаять нормальные фитинги и навернуть нормальные шаровые.
А, поскольку вводы, боязно с одной стороны.
FV plast отказался делать трубы из белого полипропилена, посчитали что качество хуже чем у серого. На самом деле разница не только в цвете, а в структуре самого полипропилена и что произойдет в сварном шве полипропиленов с разной структурой молекул не знает никто, я не стал бы рисковать.
А например Зеленая труба 20мм (Banninger), с серым переходником 20/25мм (Ekoplastic) а на него зеленый фитинг с резьбой 25 мм (Banninger). Проблема в том что трубы с фитингами брал в Москве, У нас в Самаре Лучшее что можно найти - это Ekoplastic. Поэтому приобрел все в Москве, но по приезду в гостиницу обнаружил что продавец лоханул меня. Но уже времени на рынок ехать не было. Поэтому пришлось оставить все как есть.
Серый с белым нежелательно. У всех труб разное поведение при разной температуре. Но если паять очень внимательно и аккуратно - то все будет хорошо.
Но лучше не мучаться - а покупать = трубу.
Дмиитрий написал :
А например Зеленая труба 20мм (Banninger), с серым переходником 20/25мм (Ekoplastic) а на него зеленый фитинг с резьбой 25 мм (Banninger).
Да нормально всё будет, конечно, не по фен-шую, но как же люди стояки перепаивают? К старым трубам всё равно ведь присоединяться приходится.
Конкретно Ekoplastik с FV-Plast сваривать в принципе можно. Так как сырье и мы и FV-Plast используем похожее. Мало того некоторые фитинги мы для FV-Plast производим на своих линиях. Однако если брать обобщенно - в основном этого делать нельзя! Так как у разных производителей могут существенно отличаться стандарты размеров продукции, а также состав и режимы сваривания пластика.
Толмач написал :
Вчера посрезал чешский Экопластик, сваренный в перемешку с турецким Firat, доставшийся заказчику от застройщика. С его слов, потекли соединения не только в его квартире.
Прекрасное подтверждение моих слов.
К сожалению заблуждение. Бывает полипропилен с очень сильно отличающимися характеристиками в зависимости от производителя.
sarlen написал :
FV plast отказался делать трубы из белого полипропилена, посчитали что качество хуже чем у серого. На самом деле разница не только в цвете, а в структуре самого полипропилена и что произойдет в сварном шве полипропиленов с разной структурой молекул не знает никто, я не стал бы рисковать.
К сожалению снова заблуждение. FV-Plast не выпускает белого цвета трубы и фитинги, потому, что просто не считают это нужным. Утверждать точно не буду, но видимо на их рынке продается нормально серый полипропилен. У нас же например есть страны, которые предпочитают продукцию только в зеленом цвете. Есть страны, которые по историческим причинам предпочитают только белый полипропилен. Так что мы производим продукцию всех трех цветов. По составу пластика все три цвета идентичны. Для их изготовления закупаем уже окрашенный гранулят у немецких производителей сырья.
SergSB написал :
Серый с белым нежелательно. У всех труб разное поведение при разной температуре. Но если паять очень внимательно и аккуратно - то все будет хорошо.
И снова домыслы. Сваривать трубы и фитинги одного производителя но разных цветов можно в большинстве случаев. (кроме уж совсем бюджетных решений, когда производитель окрашивает полипропилен самостоятельно).
Сшитый полиэтилен против полипропилена: преимущества PE-Xa для монтажников и потребителей

Когда человек задумывается, из чего смонтировать в доме ветки системы отопления или водоснабжения, он хочет сэкономить. Как поступает потребитель? Он заходит в интернет. Забивает в поиске браузера фразу «купить трубы для ГВС и холодной воды». И получает в топе выдачи трубы из полипропилена. Почему они так популярны? Сказывается инертность мышления. Этот материал давно известен. Относительно дешев. Большинству кажется, что спаять систему на основе труб из полипропилена проще простого. Но, на рынке есть более современное и технологичное решение — трубы из сшитого полиэтилена. Чтобы разобраться в их преимуществах, взглянем на них с точки зрения выгоды для монтажника и сравним с полипропиленом.

Содержание:
- В чём заключается сложность монтажа систем отопления и водоснабжения из полипропиленовых труб
- Почему выгодно использовать трубы из сшитого полиэтилена
- Какой инструмент необходим для монтажа труб из сшитого полиэтилена
- Где купить трубы из сшитого полиэтилена
Простой монтаж труб из полипропилена — миф
Прошло около 25 лет как полипропилен, известный с 60-х годов прошлого века, стал активно использоваться в РФ для монтажа систем отопления и водоснабжения. За эти годы материал хорошо себя зарекомендовал. Он стал альтернативой стальным трубам. Недорого стоит. Широко представлен на строительном рынке. Сравнительно долговечен. Трубы из полипропилена подходят для устройства холодного и горячего водоснабжения и выдерживают давление до 2.5 МПа. Для наглядности, представим следующую таблицу, где указаны технические характеристики ПП-труб и область их применения в зависимости от вида.

Примечание: Маркировка PN указана на РР-трубе.
Неудивительно, что многие отдают им предпочтение. По мнению поклонников полипропилена, один из главных плюсов материала — простота монтажа. Так ли на это на самом деле? Представим ситуацию — монтажнику нужно смонтировать систему отопления и водоснабжения в «коробке» строящегося дома. На улице осень и температура колеблется от +5-7 до 0 градусов с ночными заморозками. На первый взгляд кажется, что задача — несложная. Берётся паяльник для сварки полипропилена с набором насадок, а затем трубы, фитинги, уголки, водорозетки, краны, тройники, переходники, муфты и компенсаторы свариваются в единую систему. Обратите внимание на схему ниже.

Как видите, сварка труб из полипропилена состоит из ряда последовательных шагов, каждый из которых напрямую влияет на герметичность соединения и срок службы системы в целом.
Важно! Оптимальный режим для сварки полипропилена около 260 градусов Цельсия при температуре окружающего воздуха +20 — +25˚С. Посмотрите на таблицу.

Время нагрева полипропиленовых труб регламентировано. При понижении температуры до +5 — +10˚С придётся дольше держать заготовки на паяльнике. Как это сделает монтажник в реальной жизни, а не в тепличных условиях, как это демонстрируют в обучающих видеороликах, когда на улице похолодало или ниже 0 градусов? Правильно — на глаз. Будет ли это соединение качественным? Добавьте сложность пайки полипропилена в неудобных местах. В подвалах. При плохой освещённости. При прокладке трассы через междуэтажные перекрытия и стены. Ведь трубу и фитинг требуется нагреть одновременно. Зачастую одной парой рук не обойтись. Требуются помощники. Т.е. увеличивается негативное влияние т.н. «человеческого фактора».
При сваривании полипропиленовых труб на качество соединения отрицательно сказывается как превышение времени нагрева, так и его сокращение. При перегреве материал заваливается внутрь трубы. Образуются наплывы. В результате уменьшается пропускная способность системы отопления или водоснабжения.

При недогреве полипропилена соединение может потечь.

Выводы: полипропилен надо уметь паять и лёгкость работы с ПП-трубами — миф.

Добавим, что полипропиленовые трубы поставляются в хлыстах/штангах длиной всего по 2 или 4 м. Это автоматически увеличивает количество фитингов и соединений при прокладке трасс. Кроме этого ПП-трубы не рекомендуются использовать для скрытой прокладки в стенах или в стяжке пола.
Преимущества труб из сшитого полиэтилена
На дворе 2019 год. Есть ли материал, более совершенный, чем полипропилен? Прогресс не стоял на месте. Современная альтернатива полипропилену — трубы из сшитого полиэтилена от компании ELSEN. В ассортименте представлены:
- Трёхслойные металлополимерные трубы Elspipe Triplex PE-Xc/AI/PE-RT, армированные, для прочности и стабильности изделия, алюминиевой прослойкой. Наружный слой PE-RT обеспечивает дополнительную защиту трубопроводов. Трубы сделаны в Германии.

- Трубопроводы PE-Xa — универсальные трубы серебристого цвета для ГВС и водоснабжения, а также трубы красного цвета для низкотемпературных систем охлаждения и отопления. Трубы сделаны в Швеции.

Маркировка PE-Xa говорит от том, что при производстве использована молекулярная сшивка полиэтилена органическими пероксидами или гидропероксидами. Это метод придаёт материалу прочность, стабильность и наилучшее качество.
Технические характеристики труб перечислены в таблице.

Примечание: толщина стенок у труб для теплого пола не зависит от диаметра трубопровода и равна 2 мм.
У всех типов труб из сшитого полиэтилена ELSEN есть наружный слой EVOH, который не допускает попадание кислорода в систему отопления или водоснабжения.
Все трубы промаркированы. Указывается:
- диаметр труб;
- рабочее давление;
- максимальная рабочая температура.
Трубы PE-Xa ELSEN выдерживают температуру до +95 градусов Цельсия. Трубы поставляются в бухтах. Длина бухт, в зависимости от вида и диаметра трубопроводов, варьируется от 50 до 240 м, что упрощает работу монтажника при прокладке веток и уменьшает количество соединений в системе.

Трубы из сшитого полиэтилена не ржавеют. Экологичны. Имеют внутренние гладкие стенки, что препятствует образованию отложений.
Важно! Трубы из сшитого полиэтилена ELSEN PE-Xa обладают эффектом «памяти формы» или «молекулярной памятью». Т.е., труба, после деформаций, заломов, перегибов возвращается в своё исходное состояние.
Ключевое преимущество труб из сшитого полиэтилена PE-Xa — соединение при помощи аксиальных фитингов и надвижной гильзы. А ассортименте компании есть тройники, угольники, муфты и переходники.
Фитинги изготовлены из высокопрочного пластика — поливинилсульфона — материала, который по качеству и надёжности не уступает металлическим изделиям. Максимальная рабочая температура аксиальных фитингов до 200˚С.
Как монтировать трубы из сшитого полиэтилена
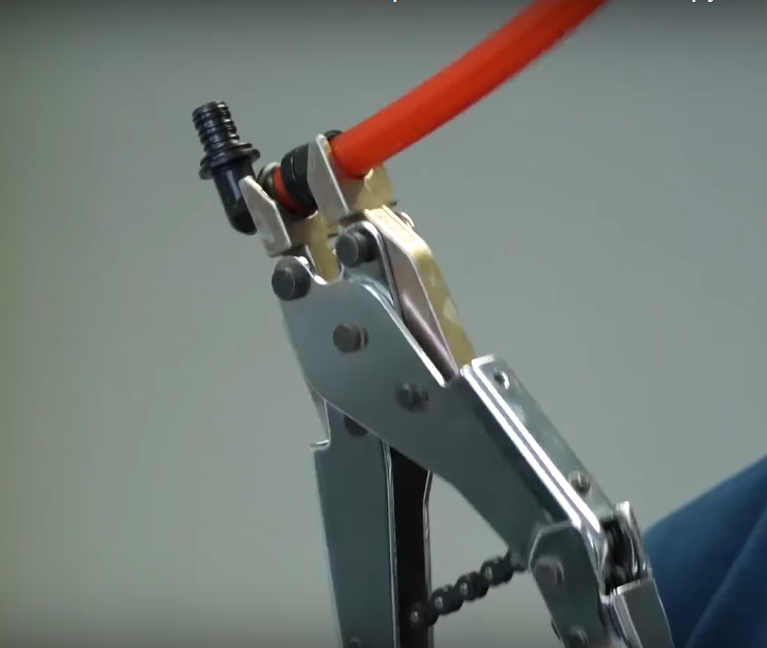
В отличие от полипропилена, а это важно, монтаж труб PE-Xa осуществляется «холодным» способом без сварки и пайки, при помощи простого набора ручных инструментов от ELSEN.

На фото выше, сверху-вниз:
- запрессовочные клещи;
- расширитель;
- насадки для расширительного инструмента для труб различного диаметра;
- насадки — «тиски» для запрессовочных клещей.
Примечание: трубы режьте труборезом. Это гарантия чистого и ровного среза без заусенцев, что важно для получения герметичного соединения.
Процесс монтажа выглядит так:
- На трубу из сшитого полиэтилена надеваете надвижную гильзу.

- В конец трубы вставляете расширитель и производите не менее трёх расширений поворачивая трубу на 120 градусов. Происходит равномерное расширение трубы.

- В расширенный конец трубы вставляете фитинг, а надвижную гильзу подводите к нему как можно ближе. В надвижной гильзе есть специальное углубление, которое в процессе монтажа нужно надвинуть на бортик фитинга.

- Берете запрессовочные клещи. Вставляете в них фитинг и запрессовываете соединение.
- Гильза надвигается на фитинг и получается герметичное и прочное соединение.

Металлополимерные трубы Elspipe Triplex PE-Xc монтируются аналогично — с использованием аксиальных фитингов.
Подведение итогов
Итак, основные преимущества труб ELSEN из сшитого полиэтилена:
- линейка труб компании закрывает потребность для всех видов систем отопления и водоснабжения;
- минимизация т.н. человеческого фактора, что сводит к минимуму вероятность ошибки у монтажника;
- отсутствие «горячих процессов» — пайки и сварки;
- инструмент не нужно подключать к электрической сети;
- простота работ в стеснённых условиях, в труднодоступных местах, при низких уличных температурах, высокой влажности и т.д.
Некоторые могут возразить и сказать, что трубы из сшитого полиэтилена стоят дороже полипропилена. Конечную стоимость системы отопления или водоснабжения следует оценивать, сравнивая все факторы, а не только цену трубопроводов. Используя сшитый полиэтилен, вы значительно выигрываете в скорости монтажа при неизменно высоком качестве. Уменьшается количество фитингов и соединений. Трубы можно замоноличивать в бетонную стяжку. Прокладывать в штробах в стенах и, тем самым, получить эстетично выглядящую систему без открытых магистралей висящих на кронштейнах.
Сшитый полиэтилен PE-Xa и армированные трубы PE-Xc/AI/PE-RT служат намного дольше, чем полипропилен — минимум 50 лет.
Инструмент для монтажа фитингов не обязательно покупать. Можно взять в аренду или получить по привлекательной цене, если приобрести большой объём труб из сшитого полиэтилена у официального дилера ELSEN в РФ — компании ХОГАРТ.
Читайте также: