Сварка полипропиленовых труб армированных стекловолокном
Обновлено: 20.09.2024
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб — своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Сварку полипропиленовых трубопроводов на объекте совершают с использованием сварочного аппарата, конфигурация которого напоминает утюг
В комплектации сварочной машины для ПП труб имеются насадки, предназначенные для оплавления внешней стороны трубы, и дорны для оплавления внутренней
Нагревательный элемент сварочного аппарата достигает выставленной оператором температуры и передает ее насадке и дорну. Они расплавляют насаженные полимерные детали до состояния вязкости
В процессе разогрева важно четко выдержать нормированный период разогрева, зависящий от толщины стенки ПП трубы. Передержка угрожает деформацией соединяемых деталей, недодержка - недостаточно прочным соединением
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
ПП трубы диаметров больше 50 мм соединяют стыковой сваркой. Ее производят с помощью аппарата с дисковым нагревающим элементом
Выполненный в форме диска нагревательный элемент подбирают в соответствии с диаметром соединяемой трубы
Перед нагреванием предназначенные для соединения части трубы торцуют для придания им идеальной поверхности, строго перпендикулярной оси трубы
После разогрева отрезки трубы быстро соединяют, пока разогретый полимер не начал отвердевать. Важно при этом действовать уверенно и соблюдать соосность
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 — размечаем; 2 — прогреваем нужное количество секунд; 3 — соединяем 2 отрезка между собой; 4 — выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
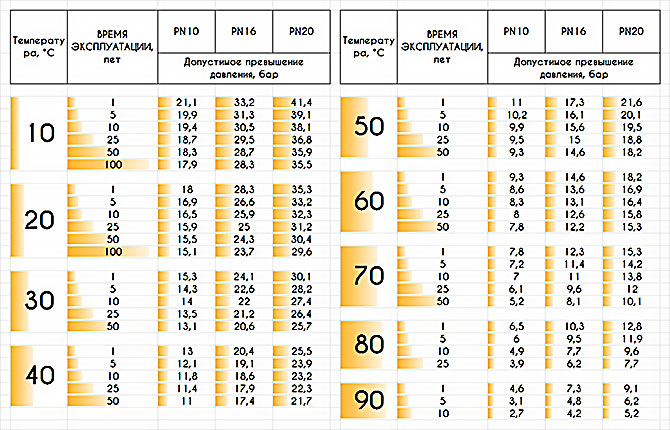
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 — прогревание двух отрезков полипропиленового трубопровода; 2 — своевременно снятие труб с паяльника; 3 — соединение двух элементов между собой; 4 — на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Раскраиваем полипропиленовые трубы согласно проектным размерам. Учитываем глубину "захода" трубы в фитинг
Подбираем дорн и насадку соответствующего диаметра, устанавливаем их для разогрева на утюг и включаем устройство. Перед первой сваркой он должен разогреваться не менее 5 минут
Примеряем соединяемые детали. Отмечаем на трубе кромку фитинга, обозначающую глубину погружения в него привариваемой детали
Участки соединения неармированных труб протираем любым спиртосодержищим средством, чтобы удалить мешающий полимеризации жир
Примерку фитинга к армированной трубе производим, не заводя ее в фитинг, т.к. она без удаления внешних слоев в него просто не войдет. Затем шейвером освобождаем отмеченный участок трубы от внешнего ПП слоя
Кроме внешнего ПП слоя с соединяемого участка трубы удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем
Разогреваем соединяемые детали на установленных на утюг дорне и насадке. Период разогрева зависит от толщины стенок трубы
Нагретые на аппарате детали снимаем с утюга и быстрым уверенным движением выполняем соединения, не проворачивая их вокруг собственной оси
Труба стекловолокно для отопления полипропиленовая — виды, маркировка, монтаж
При изготовлении труб используется широкий ряд металлов и полимеров, а также различные варианты их сочетаний. Один из распространенных видов изделий – полипропиленовая (ПП) труба стекловолокно, нашедшая применение в ряде сфер промышленности и коммунального хозяйства.
Стекловолокно, используемое при изготовлении трубных изделий, выполняет функции термостабилизирующего и армирующего (укрепляющего) слоя. Благодаря полученным свойствам была значительно расширена сфера применения армированных труб.

Рис. 1 Стекловолокно и стеклопластик
Свойства стекловолокна
Стеклянное волокно изготавливают из разных видов стекла, в том числе и из стеклянного боя. Технологический процесс его получения состоит в вытягивании через фильеры расплавленной стеклянной массы (стеклянных шариков во времена СССР) или ее раздувании паром при выбросе из центрифуги. При первом методе получают стеклянную нить, а по второй технологии — стекловату.
Полученное стекловолокно обладает следующими характеристиками:
- Низкой тепловой передачей, что используется в стекловате, коэффициент теплопроводности которой около 0,05 Вт/м·°С.
- Главная характеристика стекла — его повышенная устойчивость и нейтральность практически ко всем агрессивным химическим веществам в их высокой концентрации.
- Плотность самих стеклянных нитей составляет 2500 кг/м 3 , при использовании с другими компонентами (пластиками, смолами) в комбинированном материале она становится меньше.
- Температура плавления стекла зависит от его состава и обычно лежит в диапазоне от 1200 до 1400 °С.
- Само стеклянное волокно является негорючим материалом, однако при смешивании с полимерами общий композит может стать пожароопасным.
- Стекло является диэлектриком, обладает высокой устойчивостью к блуждающим токам.
- Стекловолокно коррозионно и биологически стойкий материал.
- Стеклянные нити по прочности не уступают стали, стеклоткань намного крепче капроновой.
- По толщине нити выпускают несколько видов волокна, ультратонкое имеет диаметр 1 мкм, у самого толстого размер достигает 25 мкм.

Рис. 2 Материалы для стекловолоконного производства по ГОСТ 32650—2014
Технология производства
В трубном промышленном производстве единственная труба армированная стекловолокном — это полипропиленовая (ПП). Благодаря технологии введения в трубную оболочку внутреннего стекловолоконного слоя получилось значительно улучшить физические характеристики изделий.
Полипропиленовые трубы армированные стекловолокном на современных производствах выпускают по следующей технологии:
- Гранулированный полипропилен ППР-100 из силосов, в которых осуществляется его хранение, направляется в расходные бункеры.
- На участке по подготовке стекловолоконного наполнителя из волокон фибры и полипропилена под воздействием высокой температуры формируются жгуты. После охлаждения они дробятся на гранулы.
- Гранулы стекловолоконной фибры и полипропилена по пневматическому трубопроводу поступают в бункеры автоматизированной экструдерной линии.
- После формования трубной оболочки в экструдере на его выходе получает трехслойную армированную трубу.
- Далее изделие проходит вакуумный калибратор и ванны охлаждения.
- После вытяжное устройство гусеничного типа со стабильной скоростью протяжки подает трубу на отрезной станок.
- Там производится беспылевая резка труб ножами на отрезки нужной длины.
- После обрезания готовые изделия поступают в накопитель, где происходит их пакетирования и сбрасывание в транспортные тележки опрокидывателем с пневмоприводом.

Рис. 3 Технология производства труб из полипропилена
Сферы применения
Основные области использования полипропиленовых трубопроводов — бытовое и коммунальное хозяйство, пищевая и химическая промышленность. В быту их применяют для:
- Подачи холодной воды внутри помещений. Для этих целей используют обычную ПП-трубу, в которой отсутствует армирующий слой. Однако не исключено применение труб с волокном в трубопроводных магистралях с высоким давлением, которое присутствует в сетях многоэтажных домов.
- В линиях горячего водоснабжения. ПП труба армированная стекловолокном лучше других по своим техническим характеристикам подходит для внутридомовых сетей горячего водоснабжения. Она является оптимальным выбором с точки зрения соотношения цены и качества, способна выдержать максимальный срок эксплуатации при стандартном давлении и температуре воды в системе.
- В трубопроводах систем отопления. Стоит отметить, что полипропиленовые трубы для отопления со стекловолоконным армированием рекомендуется использовать в отопительных системах как коммунального, так и бытового назначения не выше 80 ºС и давлении (PN) 20 или 25 бар. Но далеко не каждая индивидуальная отопительная система функционирует с теплоносителем, имеющим температуры нагревания в 80 или 90 °С.

Рис. 4 Разновидности ПП труб со стекловолоконным армированием

Статья по теме:
Отопление в частном доме из полипропиленовых труб – нюансы, расчет. В статье подробно описано, какие трубы лучше полипропиленовые трубы использовать для отопления, диаметр трубы, способы прокладки и подключения к батареям и так далее…
Физические и эксплуатационные свойства
В быту ПП труба армированная стекловолокном используется в качестве трубы для отопления для подачи отопительной жидкости и горячей воды — это накладывает определенные ограничения на ее физические характеристики и размерные параметры. Основные свойства армированных стекловолокном ПП-труб:
- Рандомный сополимер полипропилена PP-R, из которого в основном изготавливают ПП трубы для отопления, может выдерживать температуры до 165 °С. При этом рабочая температура среды, при которой материал может функционировать в течении всего эксплуатационного срока в 50 лет, не должна превышать 80 °С.
- Труба полипропиленовая армированная стекловолокном рассчитана на эксплуатацию при номинальном давлении PN не более 20 бар. Некоторые производители (российско-итальянский Valtec) выпускают ПП-трубы на 20 бар с красной стекловолоконной оболочкой и на 25 бар с серой. стекловолокном ПП-трубы соединяют методом пайки, используя для этого специальные паяльники для полипропиленовых труб. Внутреннюю и наружную оболочки двух спаиваемых деталей разогревают при температуре + 260 °С, и стыкуют между собой. В результате взаимной диффузии полимеров образуется прочное и надежное соединение. Для перехода на металл любое производство одновременно с трубной продукцией выпускает широкий ряд фитингов, во многие из которых впаивают резьбовые латунные втулки.
- Коэффициент теплопроводности стекловолоконных ПП-труб относительно невысок и составляет 0,25 Вт/м·°С.

Рис. 5 Сферы применения стекловолоконных ПП – труб от Valtec
- Типоразмеры ПП труб армированных стекловолокном, задаются их наружным диаметром из стандартного ряда 20, 25, 32, 40, 50, 63, 75, 90 и 110 мм.
- Гарантированный и соответствующий стандарту срок службы ПП-труб со стекловолокном для отопления — не менее 50 лет при условии эксплуатации их в рабочей среде с температурными параметрами, на которую они рассчитаны (не более + 80 °С).
- Основной недостаток ПП-труб — высокий коэффициент линейного расширения, доходящий до 9 см на 100 метров участке чистого полипропилена. Так как дополнительный слой является смесью стекловолокна с ПП, на линейное расширение это не оказывает существенного влияния. Трубный армированный полипропилен чуть меньше (на 2 — 3 см) удлиняется при нагревании 100 м участка.
- Как и подавляющее количество полимеров, полипропилен не выносит прямого солнечного излучения. Для защиты от ультрафиолета его окрашивает в серые, зеленые, черные цвета.
- Также к недостаткам полипропилена можно отнести его высокую кислородопроницаемость, что может оказаться вредным для трубопроводов, отопительного оборудования с деталями, содержащими сплавы железа.

Рис. 6 Паяльное оборудование для полипропилена
Труба стекловолокно — монтаж
Монтаж полипропиленовых труб с армированием из стекловолокна ничем не отличается от обычных — для соединения отдельных участков, фитингов и арматуры используют метод пайки при температуре 260 °С.
Каждый производитель стекловолоконных полипропиленовых труб выпускает широкий ряд фасонных деталей для проведения паяльных работ. К ним относят муфты, переходники с малого диаметра на большой и с полипропилена на резьбовую латунь, угловые отводы, тройники, запорные шаровые краны и ряд других фасонных элементов.
Стоить заметить, что для сварки полипропиленовых труб армированных стекловолокном применяются те же фитинги, что и при пайке обычных труб, вся фасонина является универсальной.
Существует два основных типа паяльных агрегатов для соединения полипропилена: мечевидные и стержневые. Для работы с крупногабаритными элементами применяют дисковые утюги больших диаметров. Хотя ценовой диапазон паяльников довольно широк и рынок насыщен большим количеством не слишком качественных китайских приборов, неплохой прибор турецкого производства для полупрофессионального и бытового использования можно приобрести всего лишь за 3000 рублей.

Рис. 7 Фитинги, фасонные детали и арматура для пайки полипропилена
Сама процедура пайки полипропилена не выглядит слишком сложной, нередко хозяева ради экономии финансовых осваивают пайку самостоятельно и прокладывают внутридомовые магистрали своими руками.
Чтобы соединить две трубы из полипропилена одинаковых или разных диаметров на мечевидном паяльнике, проводят следующие операции:
- Собирают паяльной прибор, подсоединяя к нему с двух сторон цилиндрические насадки.
- Включают паяльник в электрическую сеть и ожидают нагрева утюга до нужной температуры — об этом сигнализирует индикатор.
- Одновременно с двух сторон одевают на насадки трубу и муфту, удерживают их некоторое время, указанное в инструкции на паяльный аппарат.
- Снимают трубу и муфту, быстро стыкуют их между собой, стараясь выдержать взаимное расположение деталей строго по осевой линии. Ни в коем случае нельзя вращать детали относительно друг друга.
- После фиксации заданное время стыковка двух элементов считается завершенной.
- Далее все всю процедуру повторяют, разогревая на насадках второй трубный отрезок и первый с припаянной муфтой.

Рис. 8 Технология пайки полипропилена
Маркировка полипропиленовых труб со стекловолокном
Полипропиленовые трубы армированные стекловолокном маркируют, оставляя продольную символьную полоску на наружной оболочке.
Стоит отметить, что порядок расположения, наличие тех или иных символов у разных производителей отличается из-за отсутствия единых стандартов. Но в любой маркировке обязательно присутствуют размерные параметры изделия и его напорные характеристики. Расшифровка буквенно-цифровой символики в порядке расположения:
- Логотип, товарный знак предприятия изготовителя.
- Фирменное наименование изделия
- Материал изготовления. Обычно ставят стандартное обозначение — PP-R/GF/PP-R или PPR-GF-PPR (иногда PPR-GF), где
— PP-R — рандомный сополимер пропилена;
— GF — внутренний слой из смеси полипропилена и стекловолокна. — стандартное соотношение диаметра к толщине стенки. - S — серия трубы, показывает соотношение наружного диаметра к толщине стенки. Показатель дублирует SDR и связан с ним по формуле S = (SDR-1)/2.
- MRS — минимальная длительная прочность. Показывает, при каком давлении труба сможет гарантированно отработать эксплуатационный срок в 50 лет при условии транспортировки по ней рабочей среды с температурой, не превышающей 20 °С.
- PN — номинальное давление, состоит из указанного символа и числа.
- Диаметр изделия и толщина стенки.
- Класс эксплуатации, обычно ставится на продукции отечественных производителей:
— 1 – изделие рассчитано на эксплуатацию в сетях горячего водоснабжения при температуре рабочей среды не более 50 °С.
— 2 – для использования в магистралях горячего водоснабжения при температуре воды до 70 °С.
— 3 – изделие подходит для эксплуатации в низкотемпературном радиаторном отоплении с температурой отопительный жидкости не более 50 °С.
— 4 – труба предназначена для использования в высокотемпературном радиаторном отоплении с температурой теплового носителя до 70 °С.
— 5 – изделие рассчитано на применение в напольном отоплении при температуре рабочей среды не более 90 °С.
— ХВ – труба предназначена для эксплуатации в сетях холодного водоснабжения. - Технические условия, нормативный документ или стандарт.
- Заводская информация: смена, партия, дата выпуска.
- Штрих-код изделия.
- Страна-производитель.

Рис. 9 Примеры маркировки ПП-труб

Статья по теме:
Автономная система отопления частного дома – полное руководство. Как правильно организовать автономную систему отопления, какие материалы и оборудование выбрать, как все правильно организовать, какие будут нужны документы.
Производители
Стоит отметить, что из-за непрерывного развития современных технологий армированный стекловолокном полипропилен постепенно утрачивает свои позиции. Тоже самое можно сказать и об обычном полипропилене PPR.
Ведущие мировые производители трубных изделий переходят на выпуск термостабилизированного полипропилена, способного выдерживать высокие температуры без дополнительного армирования. А на смену стеклянному волокну пришло базальтовое.
На рынке армированных стекловолокном полипропиленовых труб доминируют российские и турецкие производители.
Стекловолоконные трубы выпускают отечественные фирмы Valtec, Ростурпласт, Политек, Valfex.
Также в продаже встречается продукция от производителя из Чехии под торговой маркой Fv Plast.
Высокую конкуренцию российским фирмам составляют ряд турецких компаний, поставляющих на рынок недорогой и качественный товар.
Турцию представляют компании как с довольно известными торговыми марками, выпускающими широкий ассортимент продукции (Kalde, Pro aqua, SPK), так и фирмы, специализирующаяся на выпуске трубных изделий из только из полипропилена (Berke Plastik, Tebo).

Рис. 10 Стоимость армированных 25 мм труб от разных производителей
Армированные стекловолокном трубы лучше других подходят для прокладки коммуникаций горячего водоснабжения и низкотемпературных отопительных систем в индивидуальных домах. Их преимущества — невысокая стоимость, простота монтажа, длительный эксплуатационный срок.
Труба полипропиленовая армированная стекловолокном — описание, виды и особенности монтажа
Появление технологии литья трубных заготовок для систем отопления послужило толчком для поиска новых видов материалов на основе полипропилена. В итоге одним из наиболее удачных решений оказалась труба полипропиленовая, армированная стекловолокном. Фирмам-разработчикам удалось сохранить преимущества использования полипропилена и частично компенсировать недостатки, свойственные для полимерной матрицы.
Какими преимуществами обладает
Обычно при планировании системы отопления или водоснабжения рачительный хозяин пытается «ужать» смету до минимума. Отсюда желание сэкономить на замене труб, рекомендуемых специалистами, более дешевым вариантом.
Например, вместо стандартной схемы использования для отопления полипропиленовых труб, армированных стекловолокном, (и для водоснабжения), ставят обычные РN30 на рабочее давление на 30 бар. Мотивация такого решения – у 30-й трубы более толстые стенки, а значит, больше запас прочности. Но это только для холодного и горячего водоснабжения. В этом случае температура горячей воды не превышает 60 ℃, поэтому достаточно даже обычной, PN25, без армированного подслоя.
Для отопления такой подход может обернуться серьезными проблемами. Поэтому в отопительном контуре используют только армированные полипропиленовые трубы с содержанием стекловолокна. Делается это по техническим причинам:
- Полипропилен обладает высокой механической прочностью при нагреве в пределах 120-160 ℃. Даже под небольшим внутренним давлением полипропиленовая труба раздувается и «течет». Армированная стекловолокном способна выдержать 100 ℃ в течение нескольких тысяч часов (ГОСТ Р 52134-2003).
- Коэффициент теплового расширения у обычной полипропиленовой трубы равен 0,15 мм/м*К, у армированной стекловолокном – 0,03 мм/м*К. Риск обрыва паяных швов при нагреве в несколько раз ниже.
Можно встретить массу заявлений о том, что армированные стекловолокном трубы лучше защищены от кислорода и ультрафиолета. Но это рекламный трюк. Если требуется проложить на улице участок трубопровода горячего водоснабжения или отопления, то спасти полипропиленовую трубу может лишь защитный чехол из пенополиэтилена.
Сделать его нужно в любом случае, чтобы не терять тепло и одновременно защитить поверхность от деструктивной вторичной полимеризации. Если оставить, как есть, полипропилен покроется мельчайшей сеткой микротрещин, а еще через пару лет магистраль начнет выпотевать водой, независимо, армированная труба или нет.

Почему армированные стекловолокном выигрывают у заготовок с алюминиевой фольгой
Технология производства труб, армированных стекловолокном, несколько проще, чем в варианте с усилением алюминиевой фольгой, хотя стоимость готового продукта получается несколько дороже. Главное – исключаются этапы склеивания алюминия с полипропиленовой трубчатой заготовкой и последующей сварки кромок металла. Наибольшее количество брака возникает именно на этой стадии.
В случае армирования стекловолокном, расплав просто подвергается первоначальному выдавливанию через шнековый пресс. После небольшого охлаждения, чтобы сформировать трубчатую форму, на внешнюю поверхность горячим способом наклеивается слой смеси из полипропилена и стеклянных волокон, содержание которых доходит до 30%. Последний слой выполняется горячей наплавкой защитной массы из ППР-полипропилена.
Получается, что объем затрат на изготовление больше, но качество трубы, усиленной стекловолокном, получается выше.
Что свойственно полипропиленовой трубе, армированной стекловолокном
Если сравнить трубы из полипропилена с армированными алюминием и стекловолокном, то, на первый взгляд, отличий не так много. Они имеют практически одинаковые рабочие характеристики. Наиболее ходовая труба PN25 с подслоем из алюминиевой фольги работает при тех же температурах и давлении, что и армированная стекловолокном. Коэффициент термического расширения равен 0,035 мм/м*К и 0,031 мм/м*К. Срок службы примерно одинаков.
Но есть и отличия, которые нужно учитывать при проектировании и эксплуатации систем отопления. Трубная заготовка, усиленная алюминиевой фольгой, заметно хуже переносит тепловые удары и перегревы. Например, при закипании воды или выбросе перегретого пара в контур отопления. Коэффициент теплового расширения алюминия равен 0,022 мм/м*К, у полипропиленовой матрицы PPR – 0,15 мм/м*К. Разница почти семикратная. Поэтому металл может отслаиваться от основы.
У заготовок, армированных стекловолокном, такой проблемы нет. Стеклянная фибра, нарубленная из волокна, – это микроволокна длиной по 500 мкм и диаметром 13 мкм. Материал – инертное кварцевое стекло. Никакого отслоения при тепловых ударах или механической нагрузке не происходит.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное — понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка
Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния
Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры
Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
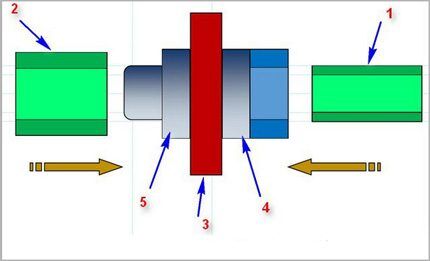
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
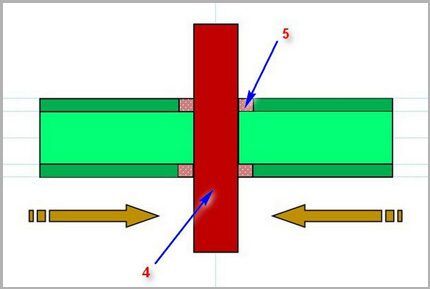
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы
Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью
Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева
Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер
Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый
Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы
Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
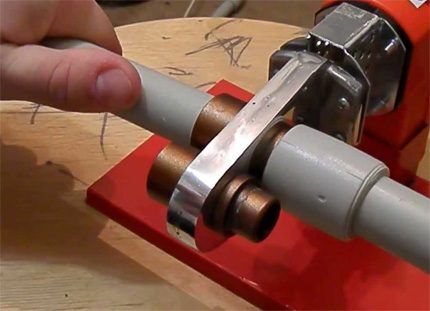
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» — удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.

Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.





Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).

При выборе ППР-труб для систем отопления и водоснабжения загородных домов к их свойствам стоит присмотреться повнимательнее. Более дорогие трубы производятся из современного полимера, обладающего лучшей эластичностью и устойчивостью к воздействию повышенного давления. В полимеры добавляют красители, увеличивающие стойкость труб к воздействию УФ-лучей, и антиоксиданты, замедляющие химическую деградацию материала (старение полимеров). На фото: Водопровод из полипропиленовых труб
Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Читайте также: