Сварка полипропиленовых труб диаметром 50 мм
Обновлено: 13.05.2024
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб — своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
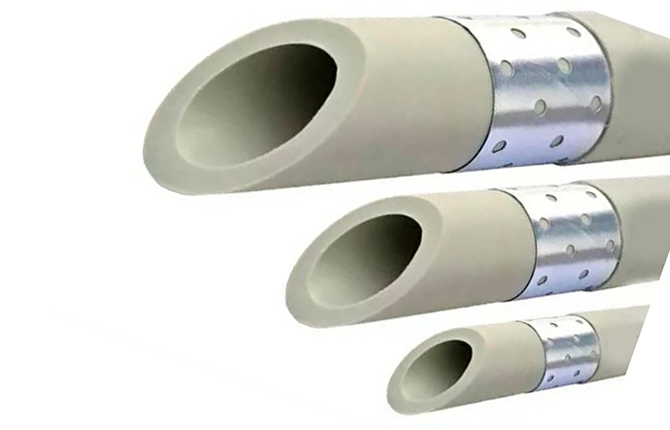
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
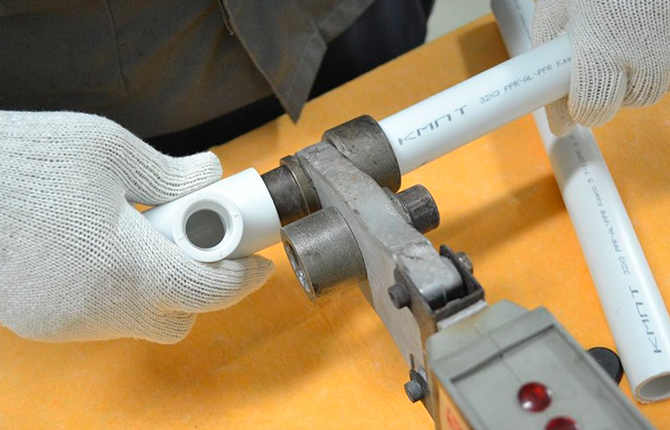
Сварку полипропиленовых трубопроводов на объекте совершают с использованием сварочного аппарата, конфигурация которого напоминает утюг
В комплектации сварочной машины для ПП труб имеются насадки, предназначенные для оплавления внешней стороны трубы, и дорны для оплавления внутренней
Нагревательный элемент сварочного аппарата достигает выставленной оператором температуры и передает ее насадке и дорну. Они расплавляют насаженные полимерные детали до состояния вязкости
В процессе разогрева важно четко выдержать нормированный период разогрева, зависящий от толщины стенки ПП трубы. Передержка угрожает деформацией соединяемых деталей, недодержка - недостаточно прочным соединением
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
ПП трубы диаметров больше 50 мм соединяют стыковой сваркой. Ее производят с помощью аппарата с дисковым нагревающим элементом
Выполненный в форме диска нагревательный элемент подбирают в соответствии с диаметром соединяемой трубы
Перед нагреванием предназначенные для соединения части трубы торцуют для придания им идеальной поверхности, строго перпендикулярной оси трубы
После разогрева отрезки трубы быстро соединяют, пока разогретый полимер не начал отвердевать. Важно при этом действовать уверенно и соблюдать соосность
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 — размечаем; 2 — прогреваем нужное количество секунд; 3 — соединяем 2 отрезка между собой; 4 — выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 — прогревание двух отрезков полипропиленового трубопровода; 2 — своевременно снятие труб с паяльника; 3 — соединение двух элементов между собой; 4 — на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Раскраиваем полипропиленовые трубы согласно проектным размерам. Учитываем глубину "захода" трубы в фитинг
Подбираем дорн и насадку соответствующего диаметра, устанавливаем их для разогрева на утюг и включаем устройство. Перед первой сваркой он должен разогреваться не менее 5 минут
Примеряем соединяемые детали. Отмечаем на трубе кромку фитинга, обозначающую глубину погружения в него привариваемой детали
Участки соединения неармированных труб протираем любым спиртосодержищим средством, чтобы удалить мешающий полимеризации жир
Примерку фитинга к армированной трубе производим, не заводя ее в фитинг, т.к. она без удаления внешних слоев в него просто не войдет. Затем шейвером освобождаем отмеченный участок трубы от внешнего ПП слоя
Кроме внешнего ПП слоя с соединяемого участка трубы удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем
Разогреваем соединяемые детали на установленных на утюг дорне и насадке. Период разогрева зависит от толщины стенок трубы
Нагретые на аппарате детали снимаем с утюга и быстрым уверенным движением выполняем соединения, не проворачивая их вокруг собственной оси
Полипропиленовая труба 50 мм — одно из самых востребованных полимерных изделий
Полимерные материалы быстро вытеснили изделия из металлов. Особенно в системах отопления, канализации и водопровода. Полипропиленовая труба 50 мм — одно из востребованных полимерных изделий, которое стал применяться повсеместно для обустройства магистралей.
Где используется труба полипропиленовая 50 мм
Предназначение трубы 50 мм одно – установка в системах водоснабжения (горячего и холодного) и отопления. Температура воды, которую прогоняют по трубной системе, определяет конструктивные особенности полипропиленовых труб. А именно – они будут армированные или нет.
В системах, где часто наблюдается перепад давления и температуры, используют армированные модели. Такое название трубы полипропиленовые 50 мм получили за счет армирующего металлического (обычно алюминиевого) каркаса, который укладывают внутрь стенок изделия в процессе его изготовления. Каркас усиливает конструкцию, не давая ей разорваться под действием негативных факторов – высокого давления и температур. Такие модели выдерживают давление более 2,5 МПа.
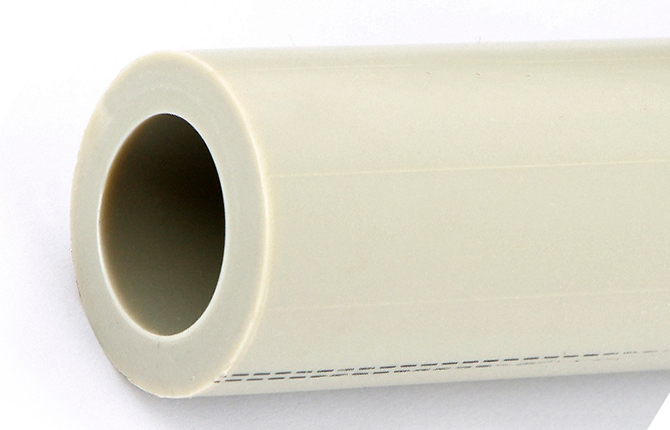
Неармированная полипропиленовая труба 50 мм – это изделие сплошного типа, то есть, полностью изготовленное из полимера без дополнительных вставок.
Преимущества трубы полипропиленовой 50 мм
Достоинств у полимерного материала много. Основной из них – долгосрочная эксплуатация при проведенном правильно монтаже и обслуживании. К примеру, в системе холодного водоснабжения такая труба прослужит не менее 100 лет. В водопроводе горячего типа – не менее 50 лет.
Если говорить о недостатках полипропиленовой трубы 50 мм, то можно отметить один – высокое линейное расширение при повышенных температурах движущейся по ней жидкости. Но эта проблема решается просто – нужен монтаж в трубную систему компенсаторов или точный подбор изделий по температурным показателям.
Полипропиленовые трубы для систем водоснабжения и отопления. О видах и их преимуществе перед другими в видео.
Технические характеристики
В технологии производства пластиковых труб 50 мм может быть использован пластик разного типа:
- гомополимер с маркировкой РРН;
- блоксополимер – это соединение полипропилена и этилена. Маркировка РРВ;
- статический сополимер, он же рандом, с маркировкой PPRC (сокращенно – PPR).

Для производства полипропиленовых труб 50 мм используют третий вариант. Из него получаются изделия более эластичные, вязкие, стойкие к высоким температурам – до +90 ℃. Краткосрочной воздействие среды до +110 ℃ тоже выдерживают без проблем. Эксплуатировать их без утепления можно при -10 ℃. Поэтому пластик PPR относится к категории термостойких.
- небольшой вес;
- высокая прочность;
- инертность к щелочам и кислотам.
Сегодня производители предлагают полипропиленовые трубы 50 мм для отопления и водопровода разного окраса. Они могут быть:
- белыми;
- синими;
- черными;
- красными;
- оранжевыми.
Цветовое оформление никак не связано с маркировкой изделий.
Внимание при покупке надо уделять именно маркировке. Она в основном касается такой характеристики, как давление, которое материал должен выдержать. А в системах водопровода и отопления давление часто зависит от температуры.
Эти два параметра определяются маркой:
- PN10. Труба выдерживает давление до 1,0 МПа. Применяется в системах холодного водоснабжения с температурой воды до +2 ℃ или в системах отопления “теплый пол” с температурой воды до +45 ℃.
- PN16. Может выдержать давление 1,6 МПа. На рынке такая полипропиленовая труба 50 мм встречается редко. Можно использовать в системах, где вода нагревается до +60 ℃.
- PN20 – давление до 2,0 МПа. Можно устанавливать в системах с температурой носителя до +80 ℃. – 2,5 МПа. Выдерживает температуру до +95 ℃. Нередко такие полипропиленовые изделия используют в сборке технологических трубопроводов.
Понятно, что чем выше маркировка, тем дороже изделие. И все они могут быть смонтированы в трубопроводах холодного типа. Но две последние позиции будут экономически невыгодны, особенно если объем работ большой.
Цена в основном зависит от толщины стенки изделия, потому что чем выше этот размерный параметр, тем большее давление может выдержать труба.

Паяльник для пропиленовых труб 50 мм
Для соединения пластиковых труб используется технология пайки. Для этого применяют паяльное оборудование, которое на рынке представлено в виде профессиональных и полупрофессионых моделей.
Первый вариант – это цельный станок, который дополнительно оснащен центровкой соединяемых патрубков. Способ сварки этого типа непрост, да и оборудование стоит немалых денег, поэтому в быту его не применяют. В основе технологии лежит соединение труб без промежуточных элементов – фитингов. То есть два конца трубы соединяются напрямую.
Ручной или полупрофессиональный инструмент – это небольшое приспособление, работающее от розетки в 220 вольт. Он небольших размеров и легкий. Все предлагаемые на рынке паяльники однотипны. Отличие одно – нагревательный элемент. Он может быть или плоским (его часто называют утюгом) или цилиндрическим.
Плоским паяльником можно соединять между собой полипропиленовые трубы диаметром до 63 мм. В его комплектацию входят несколько насадок под каждый диаметр – и 50 мм в том числе. Их устанавливают на нагреватель и крепят к нему болтами.
Цилиндрический аппарат немного меньше в размерах, соответственно и легче. Его часто используют, когда надо соединить между собой трубы в труднодоступных местах. Насадки на нем фиксируют хомутом, который зажимается винтом. В его комплектацию входит две разновидности насадок – дорн и гильза. Первая используется для нагрева внутренней поверхности фитингов. Вторая – для внешней плоскости полипропиленовых труб.
Конструкция паяльника проста, в нем немного деталей и узлов, что обусловило его невысокую стоимость. Цена все же зависит от комплектации и мощности прибора.
Как осуществляется пайка полипропиленовых труб 50 мм
Суть пайки полипропиленовых труб с фитингами – разогрев материала, из которого они изготовлены, до определенной мягкости. После чего концы стыка соединяются, полипропилен остывает и приобретает первоначальную прочность. Но именно на этом этапе и происходит слияние участков двух патрубков. Самое важное – плотно прижать концы друг к другу.
Перед тем как начать работу, необходимо все подготовить. Приобрести требуемое количество полипропиленовых труб 50 мм и фитингов к ним.
Дополнительные инструменты, с которыми придется работать:
- труборез;
- рулетка;
- карандаш или маркер;
- средство, с помощью которого обезжиривают трубные концы;
- рукавицы для рук.
Можно переходить к самому процессу:
- Паяльник включается в розетку. На его корпусе есть регулятор температуры, который надо выставить на 260-270 ℃.
- Через несколько минут аппарат нагреется, на нем отключится светящийся глазок, говорящий, что можно приступать к пайке.
- В дорн вставляется фитинг для полипропиленовых труб 50 мм, в гильзу – конец самой трубы. Требуется определенное время, чтобы полимер расплавился. Его производитель паяльника указывает в инструкции. С ней надо ознакомиться.
- Нагретые части будущего стыка снимаются с насадок и вставляются друг в друга до упора. В таком положении детали должны находиться в течение 15-20 секунд.
- Рекомендуется стык оставить без движения, чтобы он окончательно остыл и восстановил прочность.
Внимание! Вставленные друг в друга элементы нельзя вращать относительно оси соединения. Это большая ошибка, которая приводит к неполной герметизации стыка. Расплавленный материал при вращении начинает скручиваться, оставляя бороздки. Из-за них через которые вода начнет вытекать из системы.
Важный момент в технологии – точное выдерживание времени нагрева двух соединяемых деталей. Не выдержали – получили не до конца размягченный полипропилен. Передержали – материал станет слишком мягким, что приведет к деформации самих элементов.
Еще одна рекомендация. Если, к примеру, сварка полипропиленовых труб 50 мм производится при низких температурах (зимой на улице), то время нагрева можно увеличить до 50 %.
Есть еще одна технология пайки полипропиленовых труб 50 мм, которая носит название холодная. Для соединения деталей используется специальный растворитель. Его наносят на концы полимерных патрубков, которые под его действием размягчаются. После этого их соединяют между собой. Способ оказался непопулярным.

На самом деле, технология пайки проста. При этом сами пропиленовые трубы являются обладателями отличных технических и эксплуатационных характеристик. Добавим сюда относительно невысокую цену – отсюда популярность материала.
А вы уже каким образом вы обустраивали дома систему водоснабжения или отопления? Напишите в комментариях. Поделитесь статьей в социальных сетях и сохраните ее в закладках, чтобы не потерять полезную информацию.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
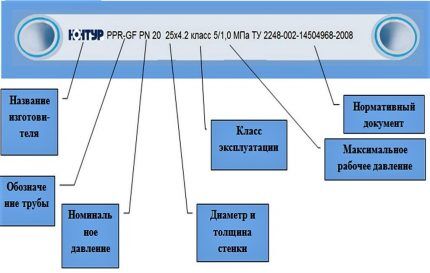
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
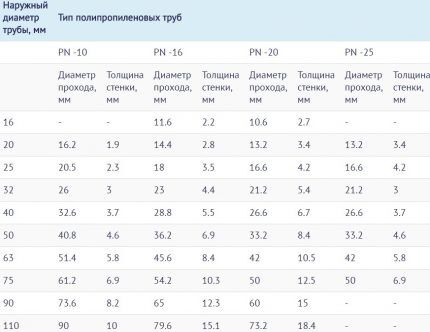
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
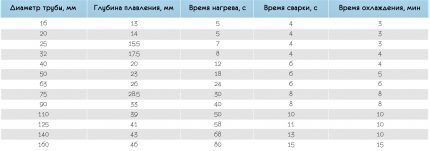
Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Обычно паяльник продается в комплекте с парами муфта-дорн, которые устанавливаются на аппарат в зависимости от диаметра труб
Лезвия трубореза должны быть остро наточенными, не иметь зазубрин или сломов. Чтобы движение было плавным, необходимо следить за исправностью трещоточного механизма
PPR трубы с армированием требуют дополнительной подготовки. Она заключается в снятии алюминиевого армирования шейвером или торцевателем
Специальная подставка для «утюга» обеспечивает правильное положение инструмента. Если подставки нет, пайку лучше производить вдвоем с партнером, который будет держать паяльник
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.

Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Температура и время пайки полипропиленовых труб

Трубы
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР

Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр

Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Таблица пайки полипропиленовых труб
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300 о С.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте также: