Сварка полуавтоматом профиля 2 мм
Обновлено: 04.05.2024
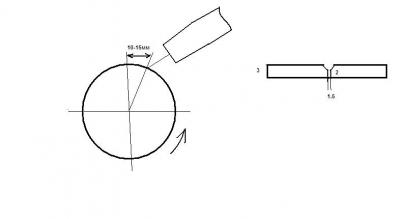
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её - для меня загадка.

У вас Таурус , на какой программе варите и в какой защите?
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок".
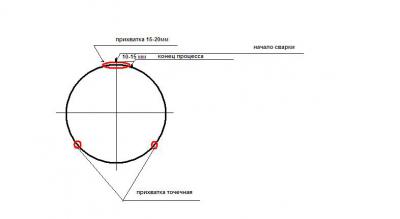
А это в довесок прихватки должны быть подрезаны и зачищены.
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако.
Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
Я тут почитал что люди пишут интересно стало))) почему швы корневые "аргонят" на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
Если варить покрытыми электродами,то вся шлаковая "шелуха" с обратного валика осыпется в трубу.В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
А возможность РАДС имеется ?(не много запоздалый вопрос )
ovik ,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
Сварка профильных труб со стенкой 2 мм
Друзья, всем привет! Только учусь варить, возник вопрос, нужно ли оставлять зазор при сварке труб профильных (2 мм)?? Буду варить под углом 90 град и встык. Посмотрел ГОСТы, там вроде в таблицах написано 1-1,5 мм зазор. Планирую варить инвертером или проволокой на полуавтомате.
Настоятельно советую прочитать темы : "записки начинающего сварщика часть первая" , во второй межно задать вопросы, если они еще остануться.
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба с корневым швом на "просвет" , где нужен зазор для полноценного провара и формирования обратного валика.
Когда ты варишь тонкий металл практически всегда находишься на грани "прожига", все зависит от скорости движения электрода, его угла наклона и самое главное диаметра электрода и установленного сварочного тока.
Т.к. у меня пока нет ПА, весь профиль варю электродами 1,6- 2 мм, в основном "Plazmatec". 3х мм электродами даже не заморачивайся, времени больше потратишь.
Конечно, если есть ПА тогда все проще )
Доброго здоровья! Сварка 2х мм профиля это не толстостенная труба
3х мм электродами даже не заморачивайся, времени больше потратишь.
Конечно, если есть ПА тогда все проще )
ну на счет 3мм это зря, у них наплавляемого металла больше
Спасибо, "Записки" почитал, да, много хорошей информации. Я думаю все равно такая темка будет многим интересна, так как проф трубу я думаю многие хотят научится варить. Ну и за подробный ответ Алексею спасибо.
Еще вопросик знатокам: хочу научиться делать красивые лицевые швы на проф трубе. Если будет полуавтомат они будут идеальные только с газом или с порошковой проволокой также красиво получается?
Смотря с какой порошковой. Вообще-то зависит не от способа сварки, а от умения и уже потом от св. материалов.
Это верно. Но мы учитываем, что совет спрашивает начинающий сварщик. И еще момент - если изделие, скажем так, должно быть "образцовым", то сварные швы необходимо обработать "болгарином". А от "троечки" и шов будет толще .
Конечно, наиболее идеальные сварные швы на профильной трубе, не берем во внимание АДС, получаться на П/А.
Порошковой проволокой сам не варил, но известно, что сварка полуавтоматом с обычной проволокой в смеси "Ar+Co2" дает внешне очень красивые швы.
Для исключения "лишнего" металла на стенках профтрубы нужна, конечно, сварочная маска типа "хамелеон", чтобы точно видеть начальное положение горелки и места сварки.
Ну конечно, важно чтобы не тряслась рука )) во время сварки,что о-о-очень повлияет на внешний вид шва. А для этого необходимо применять различные способы фиксации руки, которая держит горелку : кистевая - придерживаешь рабочую руку другой рукой, локтевая - локоть рабочей руки опираешь на стол или колено, если варишь в полуприседе, и плечевая фиксация - когда плечом рабочей руки упираешься в какую-либо поверхность рядом с местом сварки, если конечно она есть рядом )
Дерзай! Все получиться! И помни, что все мы проходили и через "сопли", и корявые швы. Любые неудачи только двигают к успеху, главное не сдаваться!
Сварка профильной трубы: основы, способы, используемые электроды

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок. При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката. Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.

Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Видео описание
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Об электродных стержнях рассказано в видеоматериале:

Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
При соединении опоры и поперечины применить способ сварки «в лодочку» не получится, потому что лаги крепятся исключительно в горизонтальной плоскости. При этом столбы всегда размещаются вертикально. Поэтому их нельзя расположить в другом положении, чтобы предотвратить затекание шлака перед дугой.
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.

Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.
Сварка полуавтоматом профиля 2 мм


Достаточно давно столкнулся с проблемой сборки металлического каркаса. Лучшим из рассмотренных мною способов соединения элементов в единую конструкцию оказался сварной шов – мною был выбран полуавтомат. В этом обзоре я расскажу, как должна проходить сварка полуавтоматом для начинающих, что собой представляет данная процедура, какие аппараты и материалы для этого применяются, в чем специфика горизонтальных и вертикальных швов, как выполнить сварное соединение тонкого и толстого металла, а также каковы основные особенности сварки проволокой.
Принцип действия, технология и классификация
Как и при любой другой сварной технологии, полуавтоматическая сварка соединяет металлический заготовки посредством временного расплавления, а затем застывания и образования единой конструкции контактирующих поверхностей. Однако основным рабочим элементом в данном случае выступает не электрод, а проволока. Она подается прямо через сопло горелки.
Чтобы понимать, как правильно варить полуавтоматом, советую изучить устройство аппарата. Независимо от модификации и бренда в его состав входят следующие основные части:
- Корпус аппарата. В нем размещаются основные элементы – источник электропитания постоянного тока (инверторный или простой выпрямитель), регуляторы тока, выходы, механизм подачи проволоки с катушки.
- Горелка с рукояткой, регулятором режимов работы и кабелем, через которую подается проволока, газ, а в некоторых моделях и охлаждающая жидкость.
- Электроподающие проводники – прямой, подсоединяемый к проволоке, и обратный, подаваемый на заготовку.
- Система подачи газа – баллон (магистраль), шланг, редуктор с вентилем и манометром.
Принцип его работы сводится к созданию сварочной ванны в месте контакта непрерывно подаваемой проволоки с краями соединяемых металлических заготовок. В зависимости от того, что и в каких условиях будет свариваться, технология сварки полуавтоматом различается на следующие виды:
- В углекислом газе.
- В инертной среде.
- Без защиты – с помощью специальной проволоки, когда флюс находится в защитной оболочке.
На заметку! Одним из обязательных условий образования качественного сварного шва является формирование вокруг места контакта защитной инертной атмосферы. Именно для этой цели через сопло подается углекислота или инертный газ, а также используется специальная проволока, сгорание компонентов которой образует защитную атмосферу. Поэтому обычная металлическая проволока не применяется.
Классификация аппаратов, плюсы и минусы
Для того, чтобы начинающему сварщику точно определить, какой вид полуавтомата потребуется для сварки в конкретных условиях, также рекомендую ознакомиться с классификацией аппаратов. Разделяются они по следующим признакам:
- Типу корпуса. Существуют 1-корпусные модели, в которых основные части находятся вместе, и 2-корпусные – в них горелка, устройство подачи проволоки и модуль управления расположены в одном блоке, а источник электропитания с регуляторами – отдельно.
- Материалу проволоки. Одни экземпляры способы работать только на алюминии, другие на стали. Однако есть также универсальные модели.
- Защите шва. В одном случае используются инертные газы, в другом – порошковая проволока, которая, кстати, также нуждается в защитной атмосфере, в третьем – флюс. Бывают также универсальные модели.
- Возможности транспортировки. Есть агрегаты стационарные, есть – мобильные, более легкие со специальными роликами, а также просто переносные.
- Количеству фаз электросети. 1-фазные модели работают от сети 220 В, 3-фазные, соответственно, обладают большей мощностью и требуют подключения к 3-м фазам на 380 В.
- Механизму подачи проволоки. Подразделяются на толкающие и тянущие. Привод в последнем случае размещается в рукоятке. Также существуют гибридные модели.
Сварка металлоконструкций полуавтоматом обладает следующими плюсами:
- Удобство применения, легкость освоения техники.
- Высокая скорость обработки.
- Наименьший дефект сварного шва.
- Создание шва в любом направлении.
- Возможность сварки неочищенной поверхности.
- Формирование соединения высокого качества.
- Минимизация отходов.
- Сохранение эстетических характеристик изделия – благодаря тонкому аккуратному шву.
- Защита цинкового покрытия при использовании медной проволоки.
Недостаток проявляется в подверженности инертной газовой атмосферы сквознякам.
Обратите внимание! Главное отличие между сваркой металлических изделий полуавтоматом и автоматом заключается в технологии, способе подачи проволоки и назначении. В 1-ом случае проволока подается механически, а перемещение горелки осуществляется вручную, во 2-ом – процесс полностью автоматизирован и применяется на серийном производстве.
Виды швов
При ответе на вопрос новичка о том, как правильно варить полуавтоматом с углекислотой, в инертном газе и на флюсе, прежде всего я советую сначала изучить типы сварных швов. Разделяются они по нескольким признакам:
- По типу соединения – стыковые, угловые, тавровые, нахлестовые.
- По расположению в пространстве – вертикальные, горизонтальные, потолочные, нижние.
Далее расскажу о главных особенностях формирования самых популярных швов.
Потолочный, нижний
Сварка потолочным швом у меня осуществляется в 2 этапа:
- 1. Формирование подготовительного или коренного шва. Применяю 3-х-миллиметровую проволоку с небольшой силой тока.
- 2. Завершение шва.
Последняя стадия может выполняться в 2 варианта:
- С минимальной дугой, что позволяет соединению практически моментально схватываться.
- Точечный метод – исключает разбрызгивание металла, в том числе в сторону самого сварщика. Однако для большей надежности шов в начале и конце траектории потребуется дополнительно проваривать.
Техника сварки полуавтоматом нижнего соединения позволяет создавать высокопрочное соединение, так как обеспечивается равномерный расплав материала. Поэтому он часто применяется в производственной практике.
Угловой
Для соединения деталей под углом я применяю 2 способа:
- Строго под углом 90 градусов.
- С углом не более 60 градусов.
Отличие 1-го от второго в том, что конструкции можно проварить только изнутри, в то время как во 2-ом – с обеих сторон. При сваривании же трубок необходимо выполнить шов по всей окружности.
Стыковой, внахлест, тавровый
Когда мне требуется сварить отрезки труб или листовые элементы, я применяю стыковой шов в следующих модификациях:
- Односторонний. Применим для изделий не толще 4 мм.
- Односторонний с обработкой.
- Двухсторонний. Используется для заготовок от 8 мм.
Залогом формирования шва высокой прочности при 1-односторонней сварке является предварительная обработка поверхностей. Цель – создать скошенные под углом в 450 кромки. Для работы можно применить напильник или углошлифовальную машинку.
Когда мне нужно создать максимально стойкое на разрыв соединение, я применяют шов внахлест. При этом если требуется защитить его от сырости, то провариваю с двух сторон.
Отдельно следует упомянуть особенности сварки полуавтоматом при создании таврового шва. В большинстве случаев он применяется для фиксации основы какой-либо конструкции. При этом толщина слоя материала должна быть не менее 4 мм.
Вертикальный
При варке вертикального шва я учитываю такие особенности:
- Режим подбираю таким, чтобы расплавленный металл быстро застывал и не успевал стекать по поверхности. Обеспечивается это правильным задаванием величины дуги – она должна быть минимальна.
- Шов веду исключительно снизу-вверх. Таким образом соединение получается ровным, без наплывов.
Если же возникает острая необходимость варить сварочным полуавтоматом в обратном направлении – то есть сверху-вниз, то получению качественного шва мне помогает добиться соблюдение следующих правил:
- Применяю достаточно короткую дугу – чтобы устранить разбрызгивание и снизить расход проволоки.
- В начальный момент располагаю горелку перпендикулярно к поверхности.
- В дальнейшем веду прибор только под острым углом.
Хотя даже при строгом выполнении всех рекомендаций, лично мне никогда не удавалось добиться идеального результата таким способом варки. Поэтому не стал бы рекомендовать его никому в качестве основного.
При этом в ходе выполнения сварки я встречался с разными ситуациями – когда заготовки имели различную толщину и положение кромок друг относительно друга. В зависимости от условий я применяю 3 основные техники:
- Треугольник. Пригоден для заготовок не более 2 мм толщиной. Суть его в том, что шов наращивается снизу-вверх, при этом расплав натекает на уже застывший ранее обработанный участок, а его траектория напоминает треугольник. Это позволяет исключить стекание металла, так как он достаточно быстро застывает.
- Елочка. С его помощью можно добиться проварки стыкуемых поверхностей на глубину 2-3 мм. Движение электрода начинается у одного края. Далее материал расплавляется по всей толщине, при этом дуга продвигается вглубь стыка.
- Лестница. Данный вариант позволяет соединить заготовки, в стыке которых имеется зазор. Электрод просто перемещается на равном расстоянии по зигзагообразной траектории – от одного края к другому.
Совет! Чтобы начинающим правильно подобрать основные настройки полуавтомата, рекомендую обратить внимание на звук во время сварки. В идеале он должен быть равномерно шипящим. Если же наблюдается потрескивание, вероятнее всего неверно подобрано соотношение напряжения и подачи. Такой же симптом может наблюдаться и при плохом контакте инструмента с обрабатываемой поверхностью.
Горизонтальный
Горизонтальная технология сварки полуавтоматом с углекислотой или в инертной атмосфере позволяет создавать очень качественный прочный шов. Чтобы исключить возможные недостатки во время варки, рекомендую учитывать следующие важные моменты:
- Интенсивность дуги должна быть равнозначна тяжести капель расплава.
- Быстрота нарастания шва должна соответствовать параметрам сварки и месту применения.
- Процедура варки не должна прерываться, чтобы обеспечить стабильность расплава и последующее качество шва.
Техника сварки полуавтоматом для начинающих, да и вообще для мастера любого профессионального уровня, протекает в 4 основных этапа:
- Образование первичного или корневого вала. Формируется короткой электродугой при угле наклона порядка 800 и предельной силе тока, которую способен выдержать агрегат.
- Варка 2-го валика. Создается в один проход при средней силе тока, но с помощью максимального в поперечнике электрода. При этом применяется техника «углом вперед».
- Наварка 3-го вала. Если 2-ой валик получился большим, формирование 3-го происходит аккуратно по его центру, а если стандартным – то в 2 подхода.
- Проверка выполненной работы, устранение выявленных недочетов.
Отмечу, что основные дефекты по завершении процедуры мне всегда приходилось наблюдать на верху шва. Поэтому особенно тщательно необходимо выполнять проварку именно в этой части.
Сварка тонкого и толстого металла
На практике мне всегда приходится сталкиваться с ситуацией, когда сварку необходимо применять для соединения изделий разной толщины – естественно при этом требуется не только подбирать разные параметры для полуавтоматического аппарата, но и менять саму технологию.
Например, тонкостенные изделия можно соединять только 2-мя способами:
- Обычный листовой металл – применяются любые допустимые варианты.
- Заклепочный материал – методом внахлест через предварительно рассверленные отверстия в месте контакта.
При этом сварка тонкого металла полуавтоматом допускается только при соблюдении следующих условий:
Подача проволоки, напряжение и сила тока понижаются до минимума.
Исключается даже недолгая остановка дуги на одной точке – чтобы избежать прожога.
Чтобы не залить отверстия, заклепочный материал следует начинать варить только с центральной части нижнего изделия.
В случаях, когда свариваемая конструкция не требует жесткой герметизации, я всегда выполняю точечную сварку – то есть целенаправленно пропускаю от 1 до 5 см между местами соединения.
Заготовки толщиной более 4 мм относятся к разряду толстостенных. Чтобы создать между ними максимально прочный шов, с обеих кромок я снимаю фаски. При этом горелку по месту стыка веду не ровно, а как бы с небольшими колебаниями из стороны в сторону. Благодаря этому достигается лучшая проварка.
Сварка толстого металла полуавтоматом выполняется при следующих условиях:
- Зазор между краями заготовок не должен превышать 2 мм.
- В ширину шов делается равным толщине самой заготовки.
- Сварочные расходники подбираются в соответствии с типом материала и рекомендациями производителя аппарата.
Рекомендация! При необходимости качественной проварки изделий толщиной от 5 мм советую выбирать поэтапный способ. Сначала нужно основательно проварить центр, а затем края, верх, низ, периферию.
Особенности сварки проволокой
Работа на сварочном полуавтомате для начинающих не сводится только к знанию техники и правил обращения с оборудованием. Чтобы создать качественный шов, нужно грамотно подобрать расходный материал – присадочную проволоку. Она должна отвечать следующему минимальному набору требований:
- Соответствовать по хим.составу свариваемым материалам.
- Быть изготовленной из подходящих компонентов в рамках государственных и технологических стандартов.
- Храниться в рамках заданных сроков и условий.
В сварке различных материалов я применяю стандартные варианты присадки:
- Легированные стали и с низким содержанием углерода – Св-08ГС.
- Стальные сплавы с большим включением углерода – Св-08Г2с.
- Нержавейка – Св-06Х19Н9Т, Св-01Х19Н9, Св-04Х18Н9.
- Алюминий – СВ-АК5.
Справка! Для сварки черных металлов часто применяется самофлюсующая присадка – проволока, представляющая собой трубочку из стали с низким содержанием углерода и заполненная флюсовым порошком. В дуге оболочка расплавляется, а высвободившийся порошок при нагреве и испарении образует атмосферу защитного газа для шва.
Заключение
Полуавтоматическая сварка соединяет металлические заготовки путем плавления мест их соединения, застывания и образования единой структуры. Вместо электрода в ней используется проволока, которая вместе с инертным газом подается через сопло горелки. Полуавтомат состоит из корпуса, горелки, кабелей и системы подачи газа. Сварка может проходить как в среде углекислоты, так и в другом инертном газе, так и без них, но с применением специальной флюсовой проволоки.
Классифицируются полуавтоматы по ряду признаков:
- Типу корпуса.
- Способу защиты шва.
- Виду проволоки.
- Способности к транспортировке.
- Количеству необходимых фаз в сети.
- Механизму подачи присадки-проволоки.
Полуавтоматической сваркой можно создавать различные швы – стыковые, тавровые, угловые, нахлестом, вертикальные, потолочные, горизонтальные и нижние. Каждый из них имеет свои особенности и специфику формирования. При этом для тонкостенных и толстых заготовок имеются свои особенности сварки. Чтобы соединение было надежным, прочным и качественным, проволока-присадка должна соответствовать определенному ряду требований.
Работа и полярность при сварке полуавтоматом

Начнем с простого и ясного пояснения вопроса о том, что такое полярность при сварке полуавтоматом. Итак, сварка постоянного тока может быть с прямой полярностью и это означает, что к изделию подключен плюс, а на электрод поступает минус. Вполне естественно, что сварка с обратной полярностью имеет на изделии минус, а на электроде плюс. Теперь давайте разбираться, что это означает и какую пользу можно из этого извлечь на практике.
Теория сварочных работ полуавтоматом
Профессия сварщика, как и любая другая, требует определенного обучения, ведь работать придется с электрическим прибором, у которого несколько режимов. Даже если за обучение возьмется опытный сварщик непосредственно по месту работы, он в любом случае перед тем, как дать возможность ученику сделать первый шов, преподаст ему ряд теоретических уроков.
Общее устройство сварочного полуавтомата
У каждого сварочного полуавтомата есть инвертор, где предусмотрено место для установки катушки с проволокой, которая подается автоматически. Эта проволока, по сути, является ничем иным, как плавящимся электродом. На аппаратах такого типа предусмотрена возможность самостоятельной регулировки скорости подачи проволоки и силы тока, руководствуясь производственной необходимостью.
В зависимости от модификации аппарата у него имеется тот или иной набор функций, следовательно, каждый агрегат может использоваться для выполнения разных работ на рабочих процессах. Безусловно, для начинающих сварщиков нужны наиболее простые аппараты, где управление ограничено несколькими функциями либо имеющим синергетическое управление, значительно облегчающее его настройку. Профессионалы зачастую предпочитают трехфазные полуавтоматы, если, конечно, есть возможность их подключения к сети 380 V.
В целом рабочая комплектация сварочного аппарата состоит из:
- сварочного агрегата;
- горелки для полуавтомата;
- баллона с редуктором;
- шланга для подачи газа;
- кабеля с зажимом (крокодилом) для заземления изделия при работе.
Выбор нужного газа по отношению к металлу
Комплектующие к баллонам: клапаны, наконечники, регуляторы расхода, редукторы подачи и т.д. покупаются отдельно Источник lagma.ua
В полуавтомате любой газ выполняет защитную функцию – он изолирует место сварки (ванну, электрод) от контакта с воздухом, но в зависимости от металла или его толщины, требования могут меняться – газ может быть активным, инертным или, же это их смесь. Если говорить о наиболее распространенных, то это углекислый газ (CO2) и аргон (Ar), который значительно понижает разбрызгивание металла, следовательно, повышает прочностные и эстетические качества сварочного шва.
| Сталь | Газ |
| Structural | CO2 |
| Structural | CO2+Ar |
| Stainless | CO2+Ar |
| Alloyed | CO2+Ar |
| Duralumin | Ar |
Примечание: баллоны с газом в любом случае дорогие, но чем больше их объем, тем дешевле это обходится для покупателя.

Металлы и сварочная проволока
Рынок сварочных материалов изобилует наличием самой разной проволоки для полуавтоматов. Как бы там ни было, при выборе сварочной проволоки в первую очередь обращают внимание на ее состав, который должен соответствовать металлу или сплаву, с которым предстоит работать. Если учесть, что такие работы чаще всего проводятся с углеродистыми и низкоуглеродистыми сталями, то наиболее популярной можно назвать марку СВ08Г2С.
Таблица по соотношению толщины металла к сварочной проволоке:
| Толщина обрабатываемого металла, мм | Сечение проволоки, мм |
| 1,0-3,0 | 0,8 |
| 4,0-5,0 | 1,0 |
| 6,0-8,0 | 1,2 |
Сварочные работы - технология
В первую очередь, проведение сварочных работ подразумевает металлические заготовки, которые очищены от коррозии, краски и различных жировых отложений (ГСМ). Наличие постороннего состава на поверхности металла в месте наложения шва всегда будет отрицательно сказываться на качестве проводимых работ. Кроме того, место, где будет зафиксирован зажим, также должно быть чистым, чтобы замыкание в цепи было беспрепятственным.
Выбираем полярность на полуавтоматической сварке.
Положение и движение горелки
Если говорить про угол наклона мундштука горелки, то в среднем он может быть 45-60° по отношению к сварочной ванне. Но здесь в расчет берутся сразу несколько факторов, это вид и толщина металла. То есть, чем больше угол, тем быстрее прогревается металл, следовательно, при положении мундштука 90° к заготовке (строго перпендикулярно), нагрев будет наиболее интенсивным.
Большое значение для механического качества и эстетики шва имеет фактор расстояния между свариваемыми кромками и ядром пламени – наиболее оптимальный вариант предусматривает 2-6 мм от края факела, где температура максимальная. Присадка при этом либо погружается в ванну, либо располагается в восстановительной зоне.
Также качество и эстетика шва зависит от движения горелки при сварочных работах и ее можно вести:
- для соединения заготовок средней толщины – полумесяцем, с шагом от 2 до 5 мм;
- для толстостенных заготовок – с задержкой факела вдоль сварочной ванны;
- для тонких листов – с незначительными отклонениями в стороны;
- для заготовок средней толщины – петлями (кольцами).
Скорость сварки
Скорость процесса сварки находится под контролем самого сварщика, то есть, от него зависит, с какой скоростью электрическая дуга будет проходить по месту соединения заготовок. С другой стороны, у сварщика отсутствует неограниченная свобода действий, так как он должен подстраиваться под напряжение арки и интенсивность подачи проволоки. Последние два фактора также зависимы – их устанавливают в соответствии с металлом, толщиной свариваемых заготовок и формой шва.

Если сварщик превысит скорость, учитывая вышеприведенные параметры, то газ не сможет должным образом защитить электрод и сварочную ванну (не успеет), а это говорит о том, что появится слишком много брызг, а в застывшей массе останутся поры. Если чересчур замедлиться, то излишнее проникновение дуги может попросту прожечь металл. Интенсивность движения электрода повлияет на механические свойства и эстетику сварочного шва. Как правило, опытный сварщик определяется со скоростью движения горелки в процессе работы (чувствует толщину шва).
Скорость подачи газа тоже существенно влияет на механические и эстетические качества. Прежде всего, она должна соответствовать скорости, с которой подается проволока, чтобы обеспечить должную защиту электроду и сварочной ванне. Получается, что замедленная подача газа не успеет создать защитного облака, а ускоренная будет способствовать завихрениям, что опять-таки лишит защиты от воздуха электрод и сварочную ванну. Кроме того, ровный поток газа возможен лишь в том случае, если на насадке отсутствуют застывшие брызги, которые тоже способствуют завихрениям.
Длина электрической дуги
Сварка MIG/MAG в своей работе подразумевает одну очень важную переменную – это длина дуги, которую необходимо держать под контролем. Если говорить о норме, то для двуокиси углерода, известного так же, как углекислый газ (CO2) и гелия (He) этот показатель несколько выше, нежели для аргона (Ar). Это влияет на проникновение в металл, а также на механическую прочность и ширину шва. С падением напряжения шов видоизменяется, то есть, он получается узким и выпуклым в виду того что глубина сварочной ванны (проникновение) оказалось недостаточным. Отсюда можно сделать вывод, что как завышенное, так и заниженное напряжение вызывают нестабильность дуги и, как следствие, брызги и пористость.
Выход проволоки по длине
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину Источник kuzov.info
Прежде чем коснуться поверхности металла, сварочная проволока должна выступать на определенное расстояние – именно этот участок проводит сварочный ток. Следовательно, если увеличить этот сегмент, то соответственно его величине вырастет сопротивление и температура этого участка. Получается, что с увеличением данного отрезка проволоки происходит уменьшение электрической дуги, а с уменьшением проволочного сегмента дуга увеличится. При увеличении сварочной дуги шов получается наиболее качественным и изящным. Как правило, практикуется длина проволоки от 6 до 13 мм.
Примечание: в тех случаях, когда сварочные работы осуществляются без газа порошковой проволокой, выступающий сегмент может варьироваться от 30 до 45 мм.

Сварка порошковой проволокой
Флюсовая проволока, которая защищает сама себя без газа, содержит в своем сердечнике все необходимые присадки. Ее также называют порошковой и самозащитной, так как присадки нейтрализуют влияние окружающего воздуха на электрод и сварочную ванну. Сердечник данного электрода состоит из антиокислителя, очистителя и присадок, что в результате дает хорошую дугу, а также сплошной шов, не имеющий пор. Это происходит, благодаря образованию шлака из вышеперечисленного состава, который исполняет роль привычного защитного газа, того же аргона или гелия.
Флюсовая проволока, которая защищает сама себя без газа, содержит в своем сердечнике все необходимые присадки Источник kuzov.info
Такую (флюсовую) проволоку обычно применяют в тех случаях, когда сварка нужна не очень часто, например, в домашних условиях, хотя на большинстве СТО тоже используют такой электрод. Выгоды здесь очевидны: не приходится перетаскивать с места на место баллон с газом, а на улице такой метод сварки приемлем в любую погоду.
К недостаткам такого метода можно отнести сильное задымление, которое происходит во время работы при сгорании присадок из сердечника. Также флюс, который покрывает шов во время работы, не проводит электричество, следовательно, после остановки варить невозможно до тех пор, пока сварщик не обобьет защитные шлаки.
Примечание: порошковая самозащитная проволока дает возможность работать с толстыми заготовками, которые невозможно сварить с применением защитного газа. Также такой метод позволяет сваривать плохо зачищенные поверхности.
Как настроить полуавтомат.
Полярность при работе с самозащитной проволокой
Как уже упоминалось в самом начале статьи, существует прямая и обратная полярность, что довольно-таки доходчиво показано на верхнем изображении. При смене полярности меняется поток электронов в цепи. Не станем рассуждать о теориях движения электронов - от плюса к минусу или наоборот, ведь её принято считать дуалистической после создания столба Алессандро Вольта, но остановимся на методе работы с порошковой проволокой.
Итак, прямая полярность означает, что на электроде находится минус, а на изделии, куда крепится полярный зажим – плюс. В случае с обратной полярностью все выглядит, наоборот – на электроде плюс, а на зажиме минус. Если говорить о сварке самозащищенной порошковой проволокой, то там используется прямая полярность, тогда как при сварочных работах с защитной газовой оболочкой – обратная. Такое положение вещей позволяет извлечь максимум напряжения для полуавтомата, следовательно, аппарат будет работать в наиболее оптимальном режиме.
Примечание: возможны ситуации, когда самозащищенной порошковой проволокой работают при обратной полярности, но это уже зависит от ее маркировки.
Важны ли звуковые волны при работе с полуавтоматом
Сварщик не может быть глухим и это однозначно, так как при работе MIG/MAG необходимо слушать звук, исходящий из области сварочной ванны, а также наблюдать за процессом через тонированное стекло (особенно важно для начинающих). Если процесс протекает правильно, то звук будет похож на то, когда на раскаленной сковороде жарится мясо – ровное шипение без потрескиваний и взрывов. В том случае, если на электроде или горелке застынут брызги, звук сразу будет меняться – начнется потрескивание и сбои в шипении, как будто в сковороду подливают воду. Также на качество звучания существенно влияет плотность зажима массы – если крокодил плохо захватывает заготовку, то звук в любом случае будет неравномерным.
Безопасность при работе с полуавтоматом
"Глаза!" - тот, кто присутствовал при работе профессионала, наверняка слышал такое выражение, которое любой адекватный сварщик обязательно озвучит перед тем, как коснуться электродом поверхности металла. Защита зрения при работе с дуговой сваркой любого типа – это самое важное, что требуется по технике безопасности. Для ожога радужной оболочки глаза достаточно трех-четырех вспышек, после чего обеспечено ощущение «песка» и одна-две бессонных ночи. С этой целью используют сварочные маски с тонированными стеклами, причем некоторые производители полуавтоматов предлагают их в заводском комплекте: то есть маска идет как дополнение к аппарату.
Важную роль играют перчатки или рукавицы, которые защищают руки от расплавленных брызг и нагрева держателя. Кроме того, любая дуговая сварка – это мощный поток ультрафиолетового излучения и если незащищенные участки кожи будут подвергаться таким ваннам хотя бы одну минуту, то серьезный ожог обеспечен. Для примера: когда со сварщиком работает слесарь (поддерживает какие-то заготовки во время работы), то к концу рабочего дня на его лице обязательно появляется загар, а порой даже приходится делать противоожоговые маски (кислое молоко, сметана и т.д.).
При работе с любой сваркой обязательно нужен защитный костюм, который не могут прожечь брызги расплавленного металла. Это тоже важно, так как попадание даже одной капли на тело равносильно ожогу. Если специальный костюм отсутствует, важно, чтобы в одежде полностью была исключена синтетика, так как она усугубит ситуацию. Обувь должна быть закрытой, но не тряпичной (кожа или дерматин) – лучше всего, если это будут не туфли, а ботинки. Если работы проводятся в помещении, то там должна быть обеспечена надлежащая вентиляция.

Если соблюдать все требования, предусмотренные СниП и ТУ для сварочных работ, о которых говорилось в этой статье, то научиться работать с полуавтоматом можно довольно-таки быстро. Самое основное, не пренебрегать теорией, чтобы на практике не возникало тупиковых ситуаций.
Читайте также: