Сварка потолочных и вертикальных швов
Обновлено: 18.05.2024
Мастеру следует знать, что сварка вертикальных и потолочных швов имеет свои особенности. Если учесть их, то сварочный шов получится максимально надежным.
Правильная сварка вертикального шва: основные советы
Сварка швов в вертикальном положении сложна тем, что расплавленный материал под действием силы тяжести будет вытекать из сварочной ванны. Как правильно варить сваркой вертикальный шов, учитывая эту проблему? Опытные мастера советуют использовать способ «снизу вверх». Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.
Сначала мастеру следует наплавить полочку на свариваемые кромки. После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
Сварка вертикальных швов электродом может осуществляться углом.
Электрод переменно направляется вверх и вниз. Металл должен постоянно поступать на кромки и аккуратно переноситься вверх при помощи электрода.
Как варить вертикальный шов дуговой сваркой, чтобы добиться высокого качества сварного шва? Первым делом по линии создаются небольшие прихваты до 2 см. Это позволит скрепить заготовки и избежать смещения или деформации из-за высокой температуры. Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх. Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении. Это позволит избежать вытекания материала из сварочной ванны.
Ручная сварка вертикальных швов предполагает активную работу без задержек. Если закончился электрод, то мастеру следует как можно быстрее поменять его, ведь задержка приводит к остыванию области ванны. Когда производится сварка вертикального шва ручной дуговой сваркой, важно также избежать зашлакованности зазора. Для этого надо делать начальный заход в глубину максимально быстро.
Сварка вертикальных швов инвертором для начинающих обладает несколькими важными моментами, которые надо учитывать. К примеру, новички часто создают сварочные швы с дефектами. В стыках могут иметься полости воздуха, и такое соединение будет непрочным. Причиной является небольшая сила тока или быстрое движение электрода. Когда закончена сварка металла вертикальные швы могут иметь поры или наплывы. Обычно это связано с тем, что начинающий сварщик неверно подобрал электроды или они имеют слишком низкое качество.

Россия

Беларусь

Молдова
Сварка вертикального углового шва считается наиболее сложной работой. Ведь мастеру приходится находиться в неудобном положении, подняв руки вверх. В этом случае нужно помнить о нескольких правилах:
- Ход электрода должен быть плавным.
- Наплавка металла производится равномерно.
- Во время сварки следует избегать остановок электрода.
Когда требуется сварка вертикальным швом трубу, перед мастером стоит задача не допустить, чтобы жидкий материал отошел от сварочной области. Поэтому нужна стабильно горящая электродуга. Мастеру следует расположить ее таким образом, чтобы между сварочной ванной и концом электрода был маленький пробел.
Сварка вертикальных швов полуавтоматом пройдет успешно, если выполнить следующие рекомендации:
- При толщине материала менее 3 мм сварку ведут сверху вниз, а при большей толщине наоборот.
- Горелка прибора располагается под углом 45° к поверхности изделия.
- Ток и скорость подачи проволоки должны быть небольшими, так как материал плавится быстрее по сравнению с ручной сваркой.
Как варить потолочные швы сваркой и достигнуть отличного результата?
Сварка в потолочном положении шва требует от мастера внимательности и аккуратности. Ведь из-за особенности расположения шва расплавленный материал будет стремиться вытечь из ванны. В связи с этим при сварке потолочных швов сварочный ток мастеру следует уменьшить примерно на 15 % по сравнению со сварочными работами в нижнем положении.
Как варить потолочный шов дуговой сваркой, чтобы соединение было максимально прочным? Перед началом работ надо убедиться, что электроды сухие. Ведь если они влажные, то создаваемые газы будут подниматься вверх и останутся в шве. В результате возникнут внутренние пустоты.
Сварка потолочных швов ручной дуговой сваркой может проходить тремя способами:
- Лесенкой. Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
- Полумесяцем. Сварщик располагает электрод под углом 110° к поверхности потолка. Затем совершает им колебательные движения, похожие на дуговые зигзаги, постоянно заводя электрод на застывшую область материала. Дуговая сварка потолочный шов в этом случае будет отличного качества, главное сделать несколько проходов.
- Обратнопоступательно. Сварка потолочного шва электродами таким методом доказала свою надежность. Концом электрода мастер постоянно возвращается на застывший участок материала, в результате происходит постепенное удлинение шва.

Как правильно варить потолочный шов сваркой, чтобы быстрее освоить эту работу новичкам? Опытные мастера советуют применять половину электрода. Это упрощает управление положением его конца.
Потолочный шов сварка как правильно все сделать и получить надежное соединение? В большинстве случаев желательно сводить кромки свариваемых изделий максимально близко друг к другу. Сварку с зазорами качественно выполнит только высококвалифицированный мастер.
Если предстоит сварка потолочного шва полуавтоматом, то можно использовать способ «на себя». В процессе работы мастер старается «подталкивать» сварочную ванну по направлению сварки. Если надо проварить корень шва, то ток увеличивают примерно на 20 %. После проварки корня область сварки надо зачистить до «серебра». Затем при помощи болгарки создается борозда по центру корня. Это позволит повысить точность проваривания облицовочного шва. Сварка потолочного горизонтального шва обычно производится на дуге с небольшой длиной.
Потолочная сварка угловых швов является сложным видом работ, и мастеру требуется постоянно контролировать процесс. Следует удерживать стабильной скорость движения электрода, а длина дуги должна быть небольшой. Чтобы сварка угловых швов в потолочном положении прошла без проблем, мастеру нужно вести стержень круговыми движениями для увеличения участка прогрева материала.
Оставьте свой комментарий Отменить ответ
Выбрав сварку полуавтоматом, мастер может обрабатывать практически любые металлы и…
Как правильно варить швы: вертикальные, горизонтальные, потолочные
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.

Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.

Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.

Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).

Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
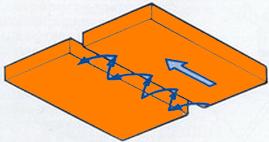
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Какие виды швов бывают и каковы особенности их сварки?

Виды сварки
Сварка позволяет формировать надежные соединения между металлическими деталями. Очень часто сварочные работы выполняются в различных пространственных положениях, от этого будет зависеть технология формирования шва.
Для различных видов металла и типов соединения могут меняться параметры сварки, а также техника ее выполнения, например возможна сварка вертикальных швов, горизонтальных и т.д. О том, как правильно варить различные виды швов, поговорим дальше.
Классификация сварочных соединений
Длительность службы металлических конструкций зависит от качества и надежности соединений. Стоит понимать, что без шва сварки не бывает. Он, как правило, может стать уязвимым местом любой конструкции.
В связи с этим, когда речь заходит о сварке, именно шов является центральным элементом, определяющим качество и долговечность выполненного соединения.

Положение электрода при сварке.
В зависимости от способа выполнения работы разделяют швы:
- односторонние;
- двухсторонние – соединение выполняется с двух сторон изделия;
- однослойные – выполняется за один подход с одним наплавленным валиком;
- многослойные – количество слоев в данном случае равно числу «проходов».
В зависимости от пространственного расположения бывает сварка вертикальных швов, горизонтальная сварка, а также сварка в потолочном положении. Исходя из этого, сварка может выполняться снизу вверх и наоборот.
По способу расположения соединяемых деталей относительно друг друга выделяют такие швы, как стыковые, угловые, нахлесточные, тавровые, торцевые.
В стыковом соединении детали располагаются в одной плоскости. Такой тип используется в сварке листового металла, резервуаров, труб.
В угловых – детали устанавливаются под каким-либо углом относительно друг друга. В таком случае максимальная толщина детали не должна превышать трех миллиметров.
В нахлесточном соединении детали устанавливаются параллельно друг другу таким образом, чтобы одна из них «находила» на другую. Используется в сварке листового материала толщиной до двенадцати миллиметров.
В тавровых – детали ставятся по нормали. Чаще всего встречается в несущих конструкциях. Метод требует тщательной обработки вертикального листа.
Торцевые подразумевают соприкосновение боковых поверхностей свариваемого металла. Сварочный шов наносится на их торцы. Соединение отличается экономичностью материала и простотой выполнения.
Вертикальный шов
Сварка вертикального шва может осуществляться двумя различными методами: сверху вниз и наоборот. Проще всего вертикальная сварка выполняется в случае работы снизу вверх. В данном варианте сварочная ванна поднимается дугой, формируемой электродами, и не опускается.
Формируя вертикальные швы снизу вверх без отрыва дуги, электроды необходимо перемещать в одном направлении без смещений по горизонтали. При этом должен соблюдаться наклон в 80-90 градусов. В таком случае шов получается почти плоским.

Таблица стыковых соединений.
Чтобы понять, как варить вертикальный шов, следует четко представлять алгоритм последовательности действий:
- в первую очередь в нижней точке зажигается дуга;
- проводится подготовка горизонтальной поверхности, равной сечению шва;
- сварочная ванна удерживается дугой, контролируемой наклоном электрода.
В таком виде работы электроды должны перемещаться достаточно быстро. Важен полный контроль над процессом сваривания. В случае вытекания сварочной ванны с одного края, следует перейти к другому краю с одновременным движением вверх.
Осуществлять данный тип соединения можно и с отрывом дуги. Подобный вариант будет особенно удобен начинающим сварщикам. За время отрыва деталь успевает охладиться. Подобный способ позволяет даже опирать электрод на полочку сварного кратера.
Схема перемещения стержня аналогична движению без отрыва: из стороны в сторону, коротким валиком, петельками.
Стоит обратить внимание на влияние величины силы тока на шов.
Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия. Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально.
Можно осуществлять соединение и сверху-вниз. В таком случае стержень необходимо держать перпендикулярно поверхности детали. После розжига дуги в таком положении следует прогреть металл и уже потом перемещать его, формируя шов.
Выполнять сварку сверху вниз не очень удобно. Этот вид работы предполагает высокий контроль сварной ванны. Тем не менее при должном профессионализме таким методом можно сформировать отличное соединение.
Горизонтальные соединения
Сварка горизонтальных швов на вертикальной поверхности осуществляется слева направо и наоборот. В данном варианте ванна будет стекать в нижнюю кромку. Техника выполнения соединения предполагает наклон электрода под большим углом, зависящем от величины тока.
Существует несколько полезных советов, при выполнении которых сварка горизонтального шва будет осуществлена наиболее качественно:
- лучше класть сварочный шов слева направо;
- электрод следует расположить немного назад на шов;
- дугу зажигают на нижней кромке и после этого переводят на верхнюю;
- движение стержня осуществлять по спирали.
В случае стекания металла вниз, следует перемещать электрод быстрее, уменьшив нагрев детали. Выполнять работу можно и с отрывом дуги. В моменты отрыва металл будет успевать охлаждаться, в результате чего он прекратит стекать. Снижение силы тока обеспечивает такой эффект.
Следуя предложенным выше советам, можно научиться формировать качественные горизонтальные соединения ручной дуговой сваркой.
Угловые швы
Данный вид соединения достаточно распространён в случаях, когда необходимо скрепить две пластины или профильные трубы под углом менее 180 градусов. В металлических изделиях наиболее часто встречаются стыки расположенные по нормали друг к другу. В таком случае обеспечивается равномерная нагрузка и устойчивость всей конструкции.
Выделяют несколько типов угловых швов:
- нахлесточные;
- тавровые;
- с примыканием краев деталей;
- с разделкой кромок и без.
Пространственные положения выполнения подобной работы могут быть различны. Самым тяжелым даже для опытных сварщиков является тавровый стык повернутый верх ногами.
Сварку угловых швов можно выполнять в горизонтальном или в вертикальном положении. Кроме того может осуществляться сварка с отрывом или без. По длине различают короткие стыки длиной до 250 миллиметров и средние – до одного метра.
Чтобы качественно и правильно варить угловой шов, следует знать об основных дефектах при его выполнении.

Способы выполнения сварных швов.
Самые распространенные проблемы это:
- нанесение наплавляемого металла на стороны детали неравномерным слоем;
- подрезы, возникающие в результате «выгрызания» дугой с поверхности металла небольших участков;
- непровар корня – характерный дефект, появляющийся у неопытных сварщиков в результате неправильного движения при сварке электрода по сторонам;
- неправильный катет – недостаток, связанный с несоблюдением скорости веления электрода, а также с выбором неверных параметров сварки;
- неправильный угол.
Помимо указанных дефектов, часто встречающихся в случае несоблюдения технологии сварки, существуют и другие особенности. К ним следует отнести пустоты, различные включения, трещины, нарушение формы шва.
Чтобы правильно варить электросваркой угловой шов, стоит помнить не только о возможных дефектах, но и о правильной подготовке кромок детали. Стык изделий толщиной до пяти миллиметров не нуждается в дополнительных мерах. Если же металл покрыт ржавчиной, ее удаляют с помощью щетки.
Изделия с большей толщиной нуждаются в односторонней разделке кромок. В таком случае делают скос под 45 градусов на приставной пластине. Таким образом создается необходимое место под затекания присадки, что упрочняет стык.
Двухсторонняя разделка кромок выполняется для деталей толщиной более десяти миллиметров. Конус пластины обычно оставляют тупым, с толщиной до 2-3 миллиметров, что позволяет защитить деталь от прожогов и наплывов.
Следует также исключить возможность появления перекосов и деформаций или свести их к минимуму. Это делается с помощью прихваток, выставляемых с обеих сторон детали. Сварка инвертором осуществляется поочередно с двух сторон.
Делать несколько проходов с одной части, а потом с другой – недопустимо, так как прихватки под такой нагрузкой лопнут.
Как уже было сказано выше, выполнение угловых стыков может сопровождаться рядом дефектов. В связи с этим следует помнить о причинах их возникновения и стараться предупреждать их. Для этого специально разработаны технологии, позволяющие формировать стык между металлами под углом.
Какой именно метод использовать, сварщик решает самостоятельно в зависимости от ситуации. Выделяют две основные технологии: «лодочкой» и в нижнем положении. Первый тип применяется для малогабаритных конструкций незакрепленных с полом. Кроме того данный вариант будет самым простым для новичков.
Электрод удерживается в вертикальном положении с небольшим наклоном в сторону сварщика. Колебательные движения не совершаются, чтобы заполнить корень. После того, как шлак будет удален, осуществляется еще один проход. Их количество определяется толщиной изделия.
Последующие швы могут выполняться с колебательным перемещением стержня. Это позволит придать им необходимую ширину. Способ отлично подходит для равномерной укладки присадки на две стороны детали, также он позволяет исключить подрезы и непровары.
В нижнем положении сваривают крупногабаритные металлоконструкции, которые нельзя наклонить в позицию удобную для работы «лодочкой». Качественное заполнение корня достигается при наклоне электрода под 45 градусов относительно полок и наклоняется вправо или влево.

Разновидности швов при сварке.
Первый проход выполняется без поперечных перемещений электрода. Тем не менее следует постоянно осуществлять продольные рывки. Это позволит убрать шлак, который в противном случае затечет вперед и перекроет обзор сварочной ванны. После правильного выполнения стыка, последующие проходы можно накладывать «полумесяцем».
Если придерживаться указанных выше советов, то шов будет получаться качественным, надежным и красивым.
Т-образный тип соединения
Данный тип соединения относится к разновидностям углового шва. Получение идеального стыка может быть достигнуто при нормальном расположении деталей относительно друг друга. При этом одна из них должна находится на горизонтальной плоскости.
Качественный сварной шов может быть получен в случае соблюдения простых правил. Что касается дополнительной подготовки изделия, то она отсутствует при толщине металла менее 12 миллиметров, а в случае более толстых стенок от 12 до 25 миллиметров следует выполнить подготовку в V-образной форме.
Одностороннюю обработку кромок U-образной формы делают при толщине стенок от 25 до 40 миллиметров. Свыше сорока миллиметров выполняют двухстороннюю обрезку V-образной формы.
При сварке вертикальной детали ее нижний край обрезается ровно, ширина стыка не должна превышать двух миллиметров.
Важным моментом в данном типе работы является правильное зажигание дуги. Делают это перед началом сварки.
Соединяемые поверхности располагают под 45%, а сварку осуществляют «лодочкой».
Нахлесточные соединения
Делают подобный стык на листах металла, наложенных друг на друга на расстоянии трех-пяти толщин этих пластин. Дополнительная подготовка кромок в этом случае не требуется. Изделия заваривают по периметру, а также по краю угла, сформированного при наложении.
Следует иметь ввиду большой расход материала в подобном виде работ. Тем не менее на практике данный вариант применяется достаточно часто.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.

Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Высокий шанс получения непроваров – основной недостаток данного способа соединения. Избежать формирования подобного дефекта можно путем вырубки канавки в 2-3 миллиметра глубиной. Канавку перекрывают подварочным валиком и укрепляют с обратной стороны.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные

Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Потолочные швы делают только в крайних случаях, если возможность расположить изделие в более удобном положении отсутствует. Кроме того потолочное сваривание проводится в положении снизу, это означает, что пузырьки, формируемые в процессе работы, будут подниматься вверх – в корень шва. В результате соединение будет ослабляться.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Установка разнообразных металлоконструкций требует использования различных сварочных швов. От правильности их выбора зависит качество и долговечность изделий.
Опытные сварщики без труда могут определить, какой вариант соединения будет оптимальным в каждом конкретном случае. Однако новичкам сделать это будет значительно тяжелее, поэтому им обязательно следует ознакомиться с особенностями каждого вида соединения.
4 вида сварочных швов: описание и свойства каждого

Для крепкого соединения двух металлических листов или труб необходимо использовать сварочный шов. Рассмотри, какими они бывают, а также для каких целей подойдёт каждый из них, преимущества различных видов сварки и как вообще происходит соединение двух поверхностей с помощью электрической дуги. Читайте статью до конца и узнаете про этапы создания сварочного шва, и какие существуют виды очистки от окалин.
Виды сварки, поэтапная инструкция и ТБ
Существуют разные способы сварки:
- Полумесяц. Электрод располагается под прямым или острым углом по отношению к поверхности и двигается волнообразно по уровню шва.
- Лесенка. Электрод необходимо расположить также, как в предыдущем варианте, но при нагреве материала его требуется отодвинуть, а потом подносить обратно.
- Обратно-поступательный. Электрод нужно возвращать на шов, который застывает.
Полумесяц подходит для новичков и считается самым лёгким, однако не таким надёжным, как остальные. На второй и третий виды необходимо будет потратить немного больше времени, однако результат будет качественнее.
Также есть поэтапная инструкция сварки электродом:
- Первым этапом идёт обработка мест, которые в будущем будут свариваться. Зачистка происходит УШМ или щёткой из проволоки.
- Далее необходимо приварить электродом в 0,3 см корень шва, делая валик.
- Если наваривать нужно с наружной стороны, то электрод следует прислонять к материалу на 1 секунду или меньше после сего убирать и повторять процедуру заново.
- Во время процесса необходимо следить за равномерностью дуги.
- После этого необходимо валик очистить от шлака, который образовался в процессе. Если форма получилась выпуклой, то её необходимо довести до ровного состояния.
- При выполнении следующих этапов необходимо применять электрод 4 мм.
По такой инструкции начать варить может даже неопытный пользователь, держащий сварочный аппарат в руках первый раз. Также при использовании системы необходимо помнить о нескольких правилах безопасности:
- варить всегда необходимо в специальной маске и костюме, защищающем от искр;
- рядом не должны находиться легковоспламеняющиеся объекты;
- необходимо следить за исправностью станка (или аппарата), во избежание опасных ситуаций.
Во время сварки также нужно следить, чтобы швы ложились аккуратно, не создавая слишком большую выпуклость, иначе потом будет трудно это счищать.
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Горизонтальная сварка
Горизонтальную сварку можно делать в любом направлении, как удобно сварщику. Угол наклона можно делать любой, главное – следить за тем, чтобы ванна не уходила на нижнюю стенку. Чтобы этого не происходило необходимо ускорять движения и меньше нагревать металл.
Также можно воспользоваться ещё одним способом: отрывать дугу, чтобы металл успевал остывать ни не стекал. Или понизить силу тока. Но важно помнить, что сразу все методы использовать не стоит, необходимо их чередовать. Горизонтальный шов можно делать разными узорами и рисунками, главное, чтобы они были прочными.
Также есть несколько рекомендаций по такому шву:
- электрод необходимо располагать немного назад на шов;
- движение стержня должно идти спирально;
- дугу нужно зажигать на нижней кромке и переводить на верхнюю;
- сварочный шов слева направо будет более качественным.
Горизонтальное соединение необходимого провара можно сделать, если поперечно перемещать конец электрода между стыкуемыми местами.
Видео описание
В этом видео показан пример горизонтального соединения электродом:
Вертикальное соединение
При исполнении вертикального шва нужно держать конец устройства на близком расстоянии от материала. Это нужно для того, чтобы сплав не растекался под собственным весом. Если электрод не залипает, его можно прислонять к поверхности для удобства. Разделение краёв деталей зависит от толщины материала (используется от 0,5 см) и выбранного метода соединения.
После этого их нужно зафиксировать и соединить поперечными швами на расстоянии в 100-200 мм. Сварка вертикальных швов проводится от верхнего края детали к нижнему и обратно. Рекомендуется делать шов от нижней точки и подыматься к верхней части, так как он выйдет прочнее, а жидкая часть будет проталкиваться выше и меньше вытечет. Но вертикальный шов электродуговой сваркой лучше делать уже опытным сварщикам, у которых есть стаж.
Поэтапная инструкция достаточно простая к применению:
- Электрод размещается перпендикулярно к детали и подать на него питание.
- После расплавления на стыке следует изменить угол электрода на 15-20 °, при этом слегка опустить держатель.

Проводить электрод необходимо по линии соединения поперечными зигзагами. Такой шов, по мнению многих сварщиков, считается прочным.
Также, чтобы знать, как правильно варить вертикальный шов, нужно прислушаться к некоторым советам:
- Чтобы избежать растекания материала следует делать валик максимально тонким. Но электрод нужно двигать не меняя угла наклона.
- Ширина навара должна отличаться от электрода не больше чем вдвое.
- Данный тип соединения следует применять на максимальной мощности инструмента.
Перед тем, как варить вертикальный шов электросваркой, необходимо учесть все нюансы выбранного метода, чтобы на выходе не получить брак.
В этом видео показано выполнение вертикального шва электродом:
Вертикальная сварка с помощью инвертора
После разбора, как правильно варить вертикальный шов электросваркой, можно узнать, как варить вертикальный шов инвертором. Второй способ ручной, но он работает немного по другому принципу, с использованием электрода из сварочной проволоки (плавящийся). При таком методе работы следует внимательно следить за тем, как ведётся конец устройства. Если неправильно выбрать положение держатели или угол наклона, то получится брак.
Соединение деталей следует производить отдельными участками (точками) постоянно убирая электрод и прикладывая его обратно, чтобы материал брызгами растекался по поверхности. Таким образом шов выходит лучше, чем с помощью обычного аппарата, так как дуга будет непрерывно контактировать с поверхность во время образования точки.

Перед тем, как варить вертикальный шов таким способом, необходимо понять принцип двух траекторий:
- Треугольная. Сварка применяется, если толщина соединяемых деталей не больше 2 мм. Для такого метода необходимо сильно притуплять кромки. Данный метод используется для выполнения шва на угловых соединениях или на вогнутых поверхностях. Толщину желательно делать 0,3 см, а мощность 800-100 А.
- В виде ёлки и лесенки. Для сварки изделий с зазором 0,2-0,3 см можно использовать технологию «ёлочка». Этап начинается кромки в глубине зазора. Постепенно она заполняется и образовывает крепкое соединение. Необходимо делать зигзагообразные движения и останавливаться в местах кромки для того, чтобы металл проплавился. Способ подходит для конструкция не больше 0,4 см в толщину.
Теперь начинающий сварщик знает, как правильно варить вертикальный шов инвертором. Но все равно для создания таких соединений нужен стаж и понимание того, как варить вручную.
В этом видео показано выполнение инверторного шва вертикально:
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Электрическая дуга
Электрическая дуга – это пространство, которое находиться между поверхностью и электродом в момент максимального нагрева. Его должно хватить для появления электрического разряда. Первое, что учатся делать сварщики на практике – это её контроль. Есть 3 дуговых промежутка во время сварки:
- Короткий (0,1-0,15 см). Главным отличием этой дуги является то, что металл плохо нагревается по ширине. На краях шва образовывается небольшое углубление, что показывает низкое качество.
- Длинный (0,35 – 0,6 см). Дуга периодически гаснет, что отмечает также недостаточный прогрев. Также на выходе получается брак.
- Нормальный (0,2-0,3 см). Вариант, подходящий для сварщика, который только учится работать с аппаратом.
Важно помнить, что от длины дуги зависит её напряжение, а также с её помощью устанавливается правильная или нет структура шва.

Зачистка швов
После окончания всех работ необходимо зачистить сварку от шлака, иначе есть шанс образования коррозии. Есть 3 основных способа:
- Термическая обработка. Убирает из материала остаточное напряжение, формирующееся во время сварки. Есть двух видов: местная (нагревается или охлаждается сам шов) и общая (обрабатывается весь шов).
- Механическая обработка. Снимает с детали остаточный шлак. Зачищенный шов после этого необходимо проверить на прочность, постучав молотком или плоскогубцами.
- Химическая обработка. Наносится специальный антикоррозийный материал.
Для зачистки можно использовать много инструментов, главное – правильно их подобрать. Можно использовать щётку по металлу, специальную шлифовальную машинку или УШМ с абразивным кругом.
Для механической обработки самый простой способ – это ручной, так как для его применения нужна только металлическая щётка. Но наличие специальных машинок, указанных выше, ускорит процесс. С помощью такой зачистки можно убирать заусеницы, окислы, окалины и следы побежалости. Также важно помнить, что для качественной обработки необходимо правильно подобрать диск для шлифовки.
Химическая зачистка считается эффективной, если совместить её с механической. Можно обрабатывать травлением или пассивацией. Для первого варианта используют специальный состав, формирующий однородный слой, который через определённое время можно убрать механически. На материале после этого не образовывается коррозия.

Коротко о главном
Существует 4 основных способа создания швов: потолочный, горизонтальный, вертикальный, и нижний.
Последний самый простой, а первый более тяжёлый и применяется только в случае, если все остальные невозможно выполнить.
Также есть несколько видов траекторий, самые популярные это треугольником и ёлкой.
Необходимо следить за длиной дуги, чтобы она не превышала 2-3 мм, иначе получится брак.
Шлак после сварки необходимо зачищать. Можно это сделать тремя способами обработки: термическая, механическая и химическая. Лучше всего работает совмещение последних двух.
Читайте также: