Сварка профильной трубы для начинающих инвертором
Обновлено: 19.05.2024
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.

Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.

Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором?
Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.

Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.

На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.

Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.

Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.

Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.

Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.


После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали.
Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:

Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Особенности сварки инвертором профильной трубы

Виды сварки
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.

Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.

Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
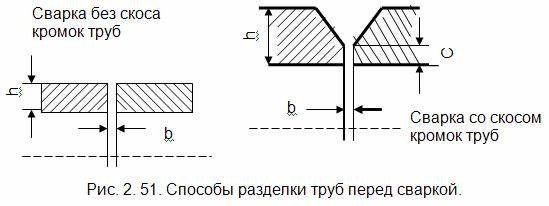
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.

Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.

Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
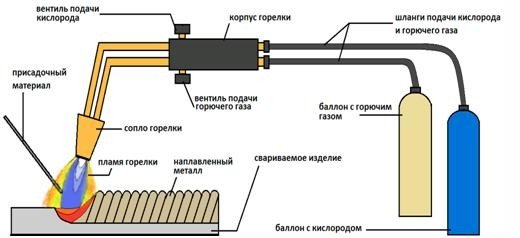
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Сварка профильной трубы 1.5 мм инвертором для начинающих
Если хотите научиться сваривать тонкую профильную трубу, то в этой статье мы подробно расскажем что для этого необходимо. Наши эксперты подготовили для Вас простые и рабочие способы для сварки тонкостенной профильной трубы.
Общие сведения
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции.
Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
Сварочная маска — это та часть сварочного оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься сваркой и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет.
Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала сварки. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы.
Виды сварки, применяемые для профильной трубы
Чем лучше варит профильную трубу? Чтобы ответить на данный вопрос, необходимо разобраться, а как вообще варят такие изделия. Для сварки их применяют следующие способы:
- Ручная сварка плавящимся электродом;
- Полуавтоматическая в CO2;
- В среде аргона неплавящимся электродом.
Последний вид применяют для профиля малой толщины (как правило до 1,5 — 2,0 мм). При небольшом объёме работ данные профили варят ручной дуговой сваркой инвертором штучными электродами. Данный способ удобен, оборудование не дорогое, к тому же выполнение процесса не вызывает больших сложностей.

Сварку профильной трубы полуавтоматом (механизированную) применяют при производстве габаритных сварных конструкций на производстве.
Несомненным плюсом данного способа это возможность проведения процесса на малых толщинах и минимальное тепловложение, что на порядок снижает возникающие деформации.
Особенно это актуально для протяженных швов. Проводить процесс полуавтоматом получиться практически у любого, так как процесс автоматизирован. О том что для этого необходимо читайте в нашей статье.
Конечно, есть и недостаток в виде сложности применения данного метода в монтажных условиях, ввиду сдувания порывами ветра газовой защиты. Приводит это к возникновению дефектов и нестабильному протеканию процесса.

Сварку в аргоне применяют для данного типа конструкций редко, ввиду высокой стоимости. Инертный газ дорог, а способ имеет невысокую производительность.
Применяют его в случаях, когда необходимо сваривать изделия из нержавеющей стали или профилей очень маленькой толщины, тогда применение данного метода оправданно и незаменимо.

Если Вам нужна сварочная документация обращайтесь к нам. 👉 Разработка техкарт👈 и прочих документов по сварке, резке, постсварочной термообработке и контролю.
Как сварить профильную трубу инвертором
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка.
При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва.
Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
- Зажигаем дугу на прихватке;
- Ведем вдоль стыка на расстояние около 10 – 15 мм углом назад без колебательных движений и возвращаемся;
- Дугу делаем как можно короче, чтобы конец электрода отступал от расплава сварочной ванны не более чем на 1,5 мм. Это обеспечит лучшую защиту сварочной ванны. При прохождении процесса на короткой дуге снижается напряжение, следствием является уменьшенная температура расплавленного метала. Именно так нужно варить профильную трубу чтобы ее не повело.
- Подходя к концу стыка, нельзя просто оборвать дугу. Необходимо вернуться на металл шва миллиметров на 20 и там уже оборвать дугу. Если этого не сделать, то в конце шва будет кратер.
- Отбиваем шлак, удаляем брызги металла.
Использование прихваток
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более
Точно также, единственное отличие, что при толщине 3 мм и более, диаметр электродов будет больше. Также вам может помочь еще один способ –вополнения процесса с отрывом. При этом способе дуга также зажигается на прихватке, делается небольшая задержка и обрывается.
Далее дуга зажигается на заваренном участке, опять производится сваривание «точки» и снова обрывается. При этом способе сварочный ток может быть выше порядка 95 -115 А. Дуга лучше будет зажигаться, а электрод не будет прилипать.
Особенности сварки каркаса из профильной трубы
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Вертикальный шов при сварке профильной трубы
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:
- Зажигаем дугу на более толстой детали, процесс ведем снизу вверх;
- Ведем электрод углом вперед тем самым не давая вытекать металлу сварочной ванны;
- Перемещаем электрод на тонкую деталь (с минимальной задержкой на поверхности);
- Обрываем дугу (применимо на начинающих);
- Для более опытных перемещаемся на более толстую деталь только чуть выше совершая колебания электрода как бы зигзаг.

Сварка профильной трубы – Потолочное положение
При сваривании в самом не удобном положении, которое называется потолочное, методика всё та же что при вертикальном положении.
Начинающим сварщикам лучше использовать способ выполнения с отрывом. При этом способе выполняется как бы точками. Зажгли дугу, наплавили точку, обрываем. Если получается варить без отрыва, то лучше всего совершать кольцевые движения, не большого размера.
Угол электрода направляем на более толстую деталь. Сила тока в данном положении для способа с отрывом 75-95А, а в случае выполнения процесса без отрыва поменьше порядка 65-75.
Сварка профильной трубы под углом. Сварка горизонтальных швов.
В случае когда изделия расположенные под углом 90 градусов, друг к другу необходимо учесть несколько особенностей. Варить необходимо на вертикально расположенной трубе, так как теплоотвод у нее будет больше (в обе стороны от сварного шва). Это снизит возможность ее прожигания и уменьшит деформацию конструкции. Наклон электрода к вертикальной стойке.

Процесс с отрывом все как в предыдущем случае. Варим каждую точку с зажиганием дуги на предыдущей точке. При способе без отрыва, перемещать электрод необходимо вдоль стыка без колебаний (вперед-назад). Получаться поступательные движение к себе от себя и снова к себе. Данный метод подходит также для выполнения процесса под различными углами 45, 60, 90 градусов.
Сварочное оборудование для сварки профильной трубы
В большинстве случаев, когда конструкции варится с применением ручной дуговой сварки, сварочным аппаратом является инвертор. Инвертор это современный источник питания, имеющий малую массу и весьма широкий спектр возможностей.
Также используются сварочные генераторы, а также выпрямители, обеспечивающие проведение сварочного процесса на постоянном токе.
Для сварки полуавтоматом применяют аппараты состоящие из: инвертора, механизма подачи проволоки, сварочной горелки и газового оборудования.
Газовое оборудование в виде баллона с газом, редуктора, шланга и подогревателя не используется, если применяется порошковая проволока.
Для выполнения процесса в аргоне используются инверторы, а также выпрямители, применяется тоже газовое оборудование, что и для полуавтоматической. Процесс выполняют неплавящимся электродом из вольфрама. Электрод устанавливается в сварочную горелку, ей и выполняют сам процесс сваривания.
Для выполнения сварки профильной трубы своими руками требуется не так уж много знаний. Главное это желание решить поставленную задачу, а средств для этого много. В нашей статье мы рассказали о возможных способах, методах сварки профилей.
Видео — Как правильно сварить профильную трубу электросваркой
Если у Вас остались вопросы, то вы их можете задать в комментариях и наши эксперты помогут Вам.
Как за 3 шага сделать сварной забор своими руками из металла
Что же такое сварной забор
Сварной забор – это ограждающая конструкция с металлическими элементами, соединенными между собой посредством сварки.
Какие бывают заборы?
Рассмотрим наиболее популярные варианты сварных заборов из металла от самого бюджетного к более дорогому:
- сеткой рабицей;
- с 3d сетками;
- с заполнением профлистом;
- в виде столбов из кладки с заполнением профлистом;
- заборы металлические секционные сварные;
- Металлические кованые;
- в виде столбов из кладки с заполнением коваными элементами;

Декоративные сварные заборы с элемнентами ковки наиболее красивые и одни из самых дорогих. О них расскажем в одной из следующих статей.
Основные этапы
Расскажем поэтапно что необходимо для того, чтобы своими руками сделать сварной забор:
Первый этап — выполнение замеров на местности.
Работы можно выполнить самостоятельно с помощью дальномера или обычной рулетки. Обратите внимание на то, где будет устанавливаться калитка и ворота. Тщательно промерьте все расстояния. В дальнейшем это поможет избежать перерасхода или напротив-нехватки закупленного материала (зачастую, при закупке профлиста, металлических труб и прочих материалов можно получить скидку за большой заказ, также транспортировать материалы выгоднее сразу за один рейс).
Второй этап – эскизное проектирование.
Необходимо определиться с конфигурацией, протяженностью и материалами, не забывая про цену того или иного варианта. Для того чтобы точно рассчитать количество материала обязательно выполните точный эскиз со всеми необходимыми размерами, также составьте примерную смету.
Третий этап — закупка материалов.
Обязательно лично контролируйте качество закупаемых изделий и материалов, соответствие длин и количества. Обратите внимание на состояние окрашенных поверхностей.
Монтаж забора – монтаж начинается с фундамента
Фундаменты для заборов бывают разных видов:
- Столбчатые
- Ленточные
- Свайные

Выбор того или иного варианта фундамента зависит от применяемых материалов, его высоты и геологических условий площадки строительства.
Для металлических сварных заборов высотой 1,5-2,5м в виде столбов из профильной трубы с заполнением сеткой рабицей, 3d сетками или профлистом наиболее оптимален столбчатый фундамент.
Сварить забор из профильной трубы процесс достаточно простой, а конструкция будет дешевой и прочной.
Один из наиболее простых вариантов сооружения столбчатого фундамента под стойки: пробуриваем или выкапываем грунт на глубину промерзания грунта (глубина промерзания грунта разная для регионов см. СП 22.13330.2016) для средней полосы России-1,5м. Шаг стоек 2-2,5м в зависимости от конфигурации забора.
В образовавшуюся скважину устанавливаем металлическую стойку, заливаем бетон на глубину 0,5-0,7м.
Далее надеваем на стойку ПВХ трубу диаметром чуть меньше диаметра скважины (на 2-3см) и бетонируем стойку в трубе. Пространство между скважиной и ПВХ трубой засыпаем щебнем или ПГС с послойным трамбованием. Оставляем забетонированную стойку на 7 дней для набора прочности бетоном.
В результате мы получаем надежную несущую конструкцию, к которой можно крепить ограждение.

Рассмотрим подробно как установить сварной забор в виде металлических столбов из профильной трубы с заполнением профлистом . К уже установленным столбам нам необходимо приварить горизонтальные элементы, к которым в последствии будет крепиться профлист.Сварку забора в таком случае вполне можно выполнить своими руками.
Как правильно сварить забор из профильной трубы?
Сварку забора ведут в три этапа: подготовительный, этап сварки и финишный или итоговый этап. Рассмотрим каждый из них:
Подготовительный этап
На подготовительном этапе горизонтальные элементы из профилированной трубы или уголка нарезаются в соответствии с шагом столбов. Если у металла есть следы коррозии, эти места зачищаются металлической щеткой или абразивным кругом с помощью шлифмашинки. Подготавливаются все материалы и приспособления для сварки, а именно:
- Сварочный аппарат (проверяется работа и продумывается его подключение)
- Электроды (проверяется наличие и состояние)
- Сварочная спецодежда (роба)
- Защитные рукавицы (краги) и маска.
Выполняем разметку на столбах в виде линий в местах крепления горизонтальных элементов на расстоянии 20-30 см от верха и примерно столько же от уровня земли. Проверяйте горизонтальность участков забора, натянув между разметочных линий бечевку и выставив по ней строительный уровень.
Этап сварки забора из профиля
Наиболее рациональна для сварки металлического забора ручная электродуговая сварка. Ответим на наиболее часто задаваемые вопросы: как правильно делают сварку забора? Какими электродами варить забор? Как выполнить крепеж профнастила к сварной конструкции забора?
Определимся с необходимыми приспособлениями и материалами:
- Сварочный аппарат – для сварки забора лучше всего подойдет инвертор. Для дома необходим аппарат для однофазной сети на 220 вольт. На рынке в данное время много достойных производителей: Ресанта, Fubag, Неон, Сварог, Rehm, Esab, Kemppi, Aurora и многие другие. Из не дорогих и относительно качественных аппаратов выделяются Ресанта и Сварого.
- Удлинитель. К сварочному аппарату также будет необходим удлинитель сечением минимум 2,5 мм2. Если есть проблемы с перепадами напряжения, то в таком случае лучше смотреть в сторону сварочного аппарата для трехфазной сети на 380 вольт. Они менее чувствительны перепадам и качество сварки будет на порядок выше. Альтернативой трехфазному аппарату может служить стабилизатор напряжения или генератор.
- Электроды – для сварки забора можно использовать электроды с рутиловым или основным типом покрытия. Электродами с рутиловым покрытием проще вести сварке в том плане что сварочная дуга легче зажигается и более стабильно горит, но есть риск зашлаковки шва.
Электроды с основным покрытием обеспечивают высокое качество сварного шва, но более требовательны к подготовке кромок свариваемого металла.
При выборе марки стоит обратить внимание на такие, как УОНИ 13/55, LB52u с основным покрытием и МР-3, ОК 46 с рутиловым и рутилово-целлюлозным. Количество можно выбрать из приведенных ниже таблиц.
Для грубого подсчета используется соотношение 1 кг сварочных электродов на 2 м шва. Диаметр электродов рекомендуем использовать не более 3 мм, для обеспечения как можно меньшего нагрева изделия. Это избавить вас от деформаций конструкции в целом.

Защитные средства
Защитная маска – современные маски с автоматическим затемнением так называемы «хамелеон» очень удобна и практика. Стоимость на них от нескольких тысяч до нескольких сотен тысяч. Выбор весьма велик. Обычные маски со светофильтром тоже не стоит списывать со счетов.
Они хороши тем что весьма дешевы. Не жалко если сломать или потерять. Также они сберегут ваши глаза в отличие от самых дешевых хамелеонов. Ввиду недостаточно быстрого срабатывания сварщик успевает получить свою порцию сварки. В результате опухают и болят глаза.
Спецодежда – В качестве спецодежды лучше всего использовать профессиональную сварочную робу. Она не горит и не плавится от попадания брызг металла. Перед производством работ ознакомьтесь с инструкцией имеющегося у вас сварочного аппарата, прокалите электроды, а также попробуйте выполнить несколько тренировочных швов.
При выполнении сварки элементов забора из профилированной трубы важно, чтобы шов был сплошной, без отверстий. В противном случае в отверстия может проникнуть вода и металлическая конструкция подвергнется коррозии, что приведет к ухудшению её внешнего вида, деформациям и разрушению.
Горизонтальные элементы привариваем к установленным ранее металлическим столбам ориентируясь на нанесенные метки. Сварку горизонтальных элементов можно осуществлять как по грани столба, так и в створе столбов (если они выполнены из квадратных труб).
Если вы выбрали вариант крепления по грани столба, также необходимо проварить шов между горизонтальными элементами соседних секций.
Важно! Заранее определитесь с направлением профлиста: ровная поверхность без элементов крепежа будет с вашей стороны или со стороны соседа?
Рекомендации
Если вы хотите, чтобы сваренный забор наиболее аккуратно выглядел на вашем участке, то горизонтальные элементы стоит приваривать к столбу в сторону своего участка.
Таким образом, при последующем монтаже профлиста вы получите ровную поверхность, а снаружи останутся горизонтальные элементы. С фасадной части так не получится, но с трёх других сторон это возможно.
После сварки всех металлических горизонтальных элементов по периметру, выполните приварку металлических пластин(заглушек) толщиной 3 мм к торцам профилированных труб (стоек и горизонтальных).
Наличие незаверенных труб недопустимо, оно приведет к скапливанию жидкости внутри трубы и последующей коррозии элемента.
В местах установки ворот и калитки привариваем петли и проушины для замков. Сборку калитки секций ворот ведем отдельно.
Из металлических элементов (обычно из уголка) по заранее подготовленному эскизу свариваем рамы калитки и ворот, к которым, так же как и ко всему забору, в последствии будет крепиться профлист.
Итоговый этап
Выполняем проверку швов на наличие незаверенных отверстий. Поверхности швов зачищаем.
После окончания сварочных работ выполняем окраску всех металлических элементов краской для наружных работ в два слоя по грунтовке. Данный шаг необходим для того, чтобы металл не коррозировал, и забор радовал вас своим видом долгие годы.
Важно! Выполнить окраску металлических элементов до крепления профлиста. Так вы упростите себе задачу поскольку сможете без труда прокрасить металлические элементы со всех сторон, а также профнастил останется чистым без случайных брызг и других следов окрашивания. В противном случае тщательно и качественно прокрасить стойки и горизонтальные элементы забора вам не удастся.
После выполнения окрасочных работ остается прикрепить профлист к горизонтальным элементам. Профлист выбираем марки С-стеновой, цифра в маркировке С-10 высота гофр, чем она больше, тем лист будет жестче.
Листы профнастила бывают окрашенные, или не окрашенные. Выбираем в зависимости от своих эстетических предпочтений и от бюджета.
Крепить профлист следует саморезами в каждом гофре по приваренному нижнему и верхнему горизонтальному элементу. Предпочтительнее выбрать саморезы в цвет профнастила, так их будет почти не заметно.
Стыковку листов профнастила следует выполнять с напуском на один гофр на соседний лист. Гофры профнастила предпочтительнее располагать вертикально, так будет обеспечен сток воды, вода не будет скапливаться и забор будет дольше радовать вас своим внешним видом.
Как выполняется сварка забора своими руками
Подробно с процессом сборки и сварки Вы можете ознакомиться на видео.
Если у Вас остались вопросы пишите их в комментариях и наши эксперты постараются Вам помочь.
Читайте также: