Сварка проводов плюсы и минусы
Обновлено: 26.04.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
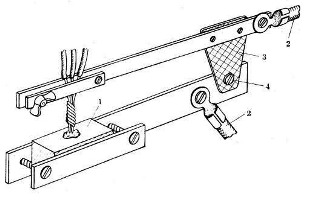
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
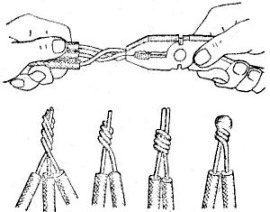
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Как выполнить сварку проводов своими руками

Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.

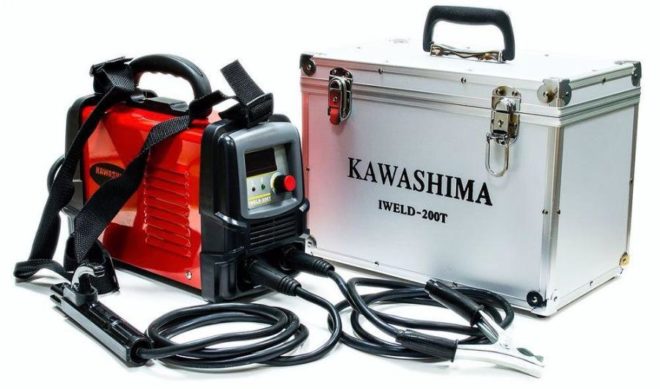
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.

Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.

- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.

Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Почему сварка всегда лучше других способов соединений проводов

Согласно Правилам Устройства Электроустановок (п2.1.21): соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Сколь бы удобные (для лентяев) способы соединения проводов ни придумывали, никакой из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем: присутствует третий, более легкоплавкий и рыхлый металл (припой), на границе разных сплавов всегда существует переходное сопротивление, возможны разрушающие химические реакции и так далее.
Длительность и трудоёмкость выполнения качественной пайки не уступает сварочным работам: тщательная зачистка концов, применение флюсов, глубинный прогрев всей скрутки (тогда как сварка проводов делается обычно за пару секунд).

Различные обжимы и клеммники вообще не выдерживают никакого сравнения. Медь – основной материал проводников – металл совершенно неупругий, пластичный. Он имеет свойство «вытекать» из-под нагрузки, не помогают даже гровер-шайбы.
В достаточно же глубоко подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву о отпуску этих самых пружин: они теряют упругость.
После сварки вообще пропадает понятие «контакт»: электрический ток не проходит через какие-то (пусть даже очень плотно соприкасающиеся) границы проводников, а течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким, и, соответственно, выделения тепла практически не происходит (из-за утолщения при оплавлении и отсутствия плотной изоляции температура соединения при максимальном токе может быть даже ниже, чем у подводящих проводников).
Осуществляют сварку по торцам предварительно скрученных проводников угольным электродом при помощи аппаратов мощностью около 500Вт (для сечения скруток до 25мм2). Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева материалов и разбрызгивания металла. Конечно, это не отменяет защитных очков, жаропрочных подкладок и т.п., но все меры безопасности могут быть значительно упрощены в сравнении с силовой электросваркой.

Аппарат для сварки скруток
Для предотвращения окисления проводников применяют специальный флюс «ВАМИ» или обычную буру. Удобнее всего опускать скрученные проводники сверху в ямку с флюсом, проделанную в угле. Но некоторые умельцы прекрасно оплавляют скрутку и острым электродом «на весу».
Если после остывания и удаления флюса такое соединение покрыть лаком, а затем изолировать ПВХ-лентой или специальным колпачком, оно будет практически вечным.
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
Соединение сваркой алюминиевых проводов

"Правила устройства электроустановок" допускают только 3 способа соединения проводников: пайка, сварка и зажим в клеммах. Это касается и предварительно скрученных проводов в разветвительных коробках. Наилучшими электрическими характеристиками, надёжностью и долговечностью обладает однозначно сварка. Кроме того, при большом количестве соединений этот способ оказывается еще и самым быстрым и дешевым. С медными проводами вопрос решен и закрыт.
Однако, несмотря на требования 7-го издания ПУЭ о прекращении использования для электропроводки алюминиевых проводов (при сечении менее 16 кв.мм.), они все еще применяются и достаточно широко. Например, при ремонте (без полной замены) старой алюминиевой проводки. Комбинировать медь с алюминием еще хуже, чем оставить алюминий.
Таким образом, вопрос о сварке алюминия становится очень актуальным, тем более, что его физические и химические свойства затрудняют и другие способы соединения.
Самым неприятным из этих свойств является быстрое окисление алюминия на воздухе с образованием весьма прочной оксидной плёнки. Она обладает настолько большим электрическим сопротивлением, что в низковольтных приборах (микрочипах, электролитических конденсаторах и т.п.) даже используется в качестве диэлектрика.
В пружинных и винтовых соединениях (за счёт деформации основы) оксидная плёнка в момент протяжки разрушается, но переходное сопротивление контакта с такими вкраплениями оказывается все-таки повышенным, что ведёт к его нагреву со всеми вытекающими последствиями. Еще больше мешают окислы пайке и сварке.
Для борьбы с этой плёнкой при пайке может применяться механическая зачистка во время лужения долго и сложно, особенно на высоте, а при сварке – осциллирующие аппараты, работающие в атмосфере инертного газа и пробивающие оксидную пленку высоковольтными электрическими импульсами – весьма громоздкие и дорогие.
Универсальным методом для обоих типов соединений является химическое растворение плёнки специальными флюсами. Поиск оптимального состава флюса – задача непростая: он должен эффективно растворять оксид алюминия, минимально реагируя с чистым металлом (притом, что прочность, температура плавления и химическая стойкость оксида значительно выше), не выделять каких-либо вредных соединений, вызывающих коррозию окружающих предметов или слишком токсичных для человека, и так далее.
На сегодняшний день существует весьма неплохой, приемлемый для работ и на высоте, выбранный из нескольких вариантов состав флюса, который был испытан при отработке технологии сварки алюминиевых скруток с помощью аппарата сварки скруток ТС 700-2.

Флюс для сварки алюминия представляет собой белый порошок, который достаточно растворить водой до состояния сметаны и нанести путём погружения или кисточкой на конец 4-6 мм подготовленной скрутки.
Сварка производится аналогично медным проводам – примерно за 1-2 секунды подводимым снизу, к торцу скрутки угольным электродом. Для качественной сварки поверхность электрода следует периодически очищать от прикипевшей окалины и шлаков. Флюс растворяет оксидную плёнку алюминия, исключает доступ кислорода в процессе формирования капли и предотвращает прилипание электрода.
Но важно сначала потренироваться на заранее подготовленных скрутках прежде, чем приступать к сварке на ответственных объектах. Желательно, после сварки концы сваренных скруток промыть любым растворителем и покрыть любым быстросохнущим лаком с последующей их изоляцией.

Важным моментом при сварке алюминиевых скруток малых сечений является достаточно низкое напряжение дуги. Более низкая, чем у меди, температура плавления алюминия приводит к его разбрызгиванию в месте образования необходимой капли. Поэтому следует использовать аппараты с напряжением на электродах не более 20В, например, специально сконструированный для сварки в разветвительных коробках и шкафах трансформатор ТС 700-2.

В заключение (чтобы у кого-то не сложилось ошибочных впечатлений) резюмируем так: не изобретено ничего революционного. Старый проверенный способ. Просто теперь существует более эффективный флюс и более удобный и недорогой специализированный сварочный аппарат, подходящий для сварки скруток из разных материалов, что делает сварку скруток доступной даже новичкам-электрикам, после соответствующей тренировки.
Аппараты для сварки медных и алюминиевых скруток Тс 700-2, используются в электромонтажной сфере.
Читайте также: